Сведения о производителе токарно-винторезного станка 16Е16КП
Производителем токарно-винторезного станка 16Е16КП является Ереванский станкостроительный завод им. Дзержинского.
На заводе выпускались токарно-винторезные станки моделей 1Л61, 1Б61, 1П61, 1В61, 1М61, серия токарных станков 16Л20, 16П16, 16Е16. Выпускались, также, механизированные и спецстанки моделей ЕТ-23, ЕТ-26, ЕТ-34, ЕТ-41, многорезцовый станок модели ЕТ-50.
В настоящее время завод называеся Ереванское Станкостроительное Производственное Объединение ЕСПО, ОАО. Производимая продукция — универсальные токарно-винторезные станки повышенной точности 16Е25П и 16ЕГ25П с диаметром обработки 500 мм.
Станки, выпускаемые Ереванским станкостроительным заводом им. Дзержинского
- 1В61
- 1М61 d=320мм
- 1М61П d=320мм
- 16Е16КП станок токарно-винторезный повышенной точности d=320мм
Обозначение токарного станка
1
— токарный станок (номер группы по классификации ЭНИМС)
6
– номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 — токарно-винторезный)
Е
– поколение станка (А, Б, В, Д, Е, К, Л, М)
16
– высота центров над станиной 175 мм
Буквы в конце обозначения модели:
Г
– станок с выемкой в станине
К
– станок с копировальным устройством
П
– точность станка — (н, п, в, а, с) по ГОСТ 8-82 (П — повышенная точность)
Ф1
– станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2
– станок с позиционной системой числового управления ЧПУ
Ф3
– станок с контурной (непрерывной) системой ЧПУ
Станок токарно-винторезный с автоматической коробкой передач повышенной точности 16Е16КП предназначен для выполнения разнообразных токарных работ, а также для нарезания метрической, дюймовой, модульной и питчевой резьб.
Станок предназначен для выполнения финишных операций токарной обработки повышенной (П) точности.
Станок предусмотрен для поставки как на внутренний рынок, так и на экспорт, в том числе в страны с тропическим климатом. Вид климатического исполнения УХЛ4 или 04 по ГОСТ 15150—69. Обозначение при заказе: 16Е16КП-УХЛ4 или 16Е16КП-04.
Высокая точность и чистота обработки обеспечиваются точностью изготовления всех базовых деталей и тщательностью сборки станка, применением в качестве опор шпинделя высокоточных подшипников, балансировкой всех быстровращающихся деталей станка, широким диапазоном скоростей резания с бесступенчатым регулированием.
Необходимо учесть, что станок является моделью повышенной точности, и во избежание потери точности не следует использовать его для черновой обработки.
Общая компоновка и особенности станка
Станина — литая чугунная коробчатой формы с поперечными П-образными ребрами — имеет две призматические и две плоские направляющие. Направляющие подвергнуты термообработке с последующей шлифовкой. Станина устанавливается на одной тумбе. В нише правого торца станины размещен электродвигатель ускоренных ходов каретки.
На задней стенке у левого торца тумбы смонтирована АКП, у правого — станция смазки, а внутри тумбы расположен электродвигатель главного привода.
В нише правого торца тумбы расположены бачок для охлаждающей жидкости и насос системы охлаждения.
Шпиндель станка 16е16кп получает 24 скорости вращения (10..2000 об/мин). 12 скоростей вращения шпиндель получает напрямую от коробки скоростей через клиноременную передачу и разгруженный приемный шкив и 12 скоростей вращения через переборные шестерни (1:4, 1:16) передней бабки. Для управление перебором служит правая рукоятка на передней бабке.
12 ступеней на входном валу передней бабки обеспечивает автоматическая коробка скоростей АКП. Установка частоты вращения шпинделя осуществляется рукояткой 9 (см. рис.3. Расположение органов управления токарно-винторезным станком 16е16кп) и двумя рукоятками 14 и 15.
Передний конец шпинделя фланцевый обеспечивает быструю смену токарного патрона, выполнен по ГОСТ 12593 (DIN 55027, ИСО 702-3-75) под поворотную шайбу, с центрирующим коротким конусом:
- Номинальный диаметр конуса D = 106,375 мм, условный размер конца шпинделя — 6
- Внутренний (инструментальный) конус шпинделя — Морзе 6
- Стандартный диаметр токарного патрона — Ø 200, Ø 250 мм, исполнение — тип 2 (под поворотную шайбу)
- Диаметр сквозного отверстия в шпинделе — Ø 45 мм
- Наибольший диаметр прутка — Ø 44 мм
Механизм передней бабки позволяет:
- производить нарезание резьб с увеличенным шагом в 4 и 16 раз
- нарезать правые и левые резьбы
- производить нарезание многозаходных резьб при работе с переборами 1:4 и 1:16 с числом заходов 2, 3, 4, 5, 6, 10, 12, 15, 20, 30, а при работе напрямую с числом заходов 2, 3, 4, 6, 12
Коробка подач обеспечивает, нарезание метрической, дюймовой, модульной и питчевой резьбы без применения сменных шестерен. Для нарезания точной резьбы ходовой винт может быть включен напрямую, минуя коробку подач.
Механизм коробки подач дает возможность получить через ходовой винт следующие резьбы:
- Резьба метрическая с шагом от 0,5 до 24 мм
- Резьба дюймовая с числом ниток на 1 дюйм от 56 до 1
- Резьба модульная с шагом в модулях от 0,25 до 22 мм
- Резьба питчевая с шагом в питчах от 128 до 2
- Продольные подачи — 0,065..0,91 мм/оборот (140 ступеней)
- Поперечные подачи — 0,065..0,91 мм/оборот (140 ступеней)
Без дополнительных сменных колес на станке модели 16е16кп возможно нарезание резьбы повышенной точности:
Отсчет продольных и поперечных перемещений резца ведется по лимбам или индикаторным упорам, установленным на каретке и станине станка.
Станок имеет ускоренный ход каретки и суппорта в продольном и поперечном направлениях.
Управление рабочими и ускоренными перемещениями каретки и суппорта осуществляется одной рукояткой, удобно расположенной на фартуке.
Станок комплектуется четырехпозиционным резцедержателем и резцедержателем с механизмом быстрого отвода резца при нарезании резьб.
Частота вращения шпинделя устанавливается рукояткой, расположенной на фартуке. Ее можно изменять при вращении шпинделя.
Использование комплектного тиристорного электропривода в приводе главного движения станка позволяет подбирать оптимальный режим обработки деталей.
При выполнении отделочной обработки движение от шпинделя коробке подач передается ременной передачей, что способствует плавной работе станка при высокой частоте вращения шпинделя и длительному сохранению точности сменных колес.
Станок имеет современную архитектурную форму, удобен в управлении и обслуживании.
Класс точности станка П по ГОСТ 8—71.
16е16кп характеристики
Технические характеристики токарно-винторезного станка 16е16кп обеспечивают возможность выполнения токарных операций повышенной точности. Черновую обработку во избежание точностных характеристик производить не рекомендуется.
| Наименование характеристики | Ед. измерения | Параметры |
Техническая характеристика (основные параметры и размеры согласно ГОСТ 440-8IE) | ||
| Класс точности по ГОСТ 8-82Е | П | |
| Наибольший диаметр обрабатываемой заготовки: | ||
| над станиной | мм | 360 |
| над суппортом | мм | 180 |
| Наибольшая длина обрабатываемой заготовки ( с перемещением верхних салазок) | мм | 750 1000* 1500* |
| Размер центра в шпинделе по ГОСТ 13214-79 | Конус Морзе 6 | |
| Конец шпинделя по ГОСТ 12593-72* | 6К | |
| Диаметр прутка, проходящего через отверстие в шпинделе | мм | 44 |
| Высота резца, устанавливаемого в резцедержателе | 25 | |
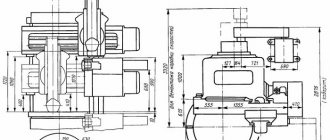
| Габаритные размеры станка, мм | ||
| Длина | мм | 2270 2520* 3020* |
| Ширина | мм | 1110 |
| высота | мм | 1505 |
| Масса станка | кг | 2150 2270* 2540* |
Суппорт | ||
| Наибольшее расстояние от оси центров до кромки резцедержателя | мм | 185 |
| Число суппортов | 1 | |
| Предохранение от перегрузки | имеется | |
| Блокировка продольных и поперечных подач | имеется | |
| Наибольшее перемещение (от руки, по ходовому валику, по ходовому винту): | ||
| продольное | мм | 750 1000* 1500* |
| поперечное | мм | 220 |
| Быстров перемещение | ||
| продольное | м/мин | 5 |
| поперечное | м/мин | 2,5 |
| Перемещение на одно деление продольное: | ||
| по лимбу | мм | 1 |
| по нониусу | мм | 0,1 |
| Перемещение на одно деление лимба поперечное | мм | 0,025 |
| Пределы продольных подач | мм/об | 0,05…2,8 |
| Пределы поперечных подач | мм/об | 0,025…1,4 |
| Пределы шагов нарезаемых резьб: | ||
| метрических | мм | 0,25…56 |
| дюймовых | число ниток на 1″ | 112…0,5 |
| модульных | модули | 0,25…56 |
| питчевых | питчи | 112…0,5 |
| Перемещение на один оборот лимба»: | ||
| продольное | мм | 100 |
| поперечное | мм | 5 |
Верхний суппорт | ||
| Наибольший угол поворота | град | ± 90 |
| Цена одного деления шкалы поворота | град | 1 |
| Наибольшее перемещение | мм | 120 |
| Цена одного деления | мм | 0,05 |
| Перемещение на один оборот лимба | мм | 3 |
Шпиндель | ||
| Количество скоростей прямого вращения | 21 | |
| Количество скоростей обратного вращения | 21 | |
| Пределы частоты вращения шпинделя: | ||
| прямого вращения | об/мин | 20…2000 или 25…2500 |
| обратного вращения | об/мин | 20…2000 или 25…2500 |
| Диаметр шпиндельного фланца | мм | 170 |
| Диаметр отверстия в шпинделе | мм | 45 |
| Торможение шпинделя | имеется | |
Задняя бабка | ||
| Размер центра в пиноли по ГОСТ 13214-79 | Конус Морзе 5 | |
| Наибольшее перемещение пиноли | мм | 120 |
| Цена одного деления шкалы перемещения пиноли: | ||
| линейки | мм | 5 |
| нониуса | мм | 0,1 |
| Поперечное перемещение | ||
| вперед | мм | 5 |
| назад | мм | 5 |
Привод станка | ||
| Электродвигатели: | ||
| Главного движения: | ||
| мощность | кВт | 7,5 |
| частота вращения | об/мин | 1500 |
| Привода ускоренных перемещений: | ||
| мощность | кВт | 0,37 |
| частота вращения | об/мин | 1500 |
| Насоса охлаждения: | ||
| мощность | кВт | 0,12 |
| частота вращения | об/мин | 3000 |
| подача | л/мин | 22 |
| Станция смазки: | ||
| мощность | кВт | 0,12 |
| частота вращения | об/мин | 1500 |
| подача | л/мин | 3 |
| Шлифовального или заточного приспособления: | ||
| мощность | кВт | 0,55 |
| частота вращения | об/мин | 3000 |
Примечание * — по специальному заказу.
Рисунок — 16е16кп эскиз суппорта
Рисунок — 16е16кп эскиз шпинделя
Модификации универсального токарно-винторезного станка 16Е16КП
- 16Г16 — нормальной точности с выемкой в станине
- 16Л20 — нормальной точности облегченный
- 16Б16К — станок с автоматической коробкой передач
- 16Г16К — станок с выемкой в станине и с автоматической коробкой передач
- 16Л20К — станок нормальной точности облегченный с автоматической коробкой передач
- 16М16 — станок нормальной точности механизированный с гидрокопировальным устройством
- 16Б16Ф3 — станок токарный с ЧПУ Контур 2ПТ-71
- 16М16Т1, SAMAT 135NC — станок токарный патронно-центровой с ЧПУ
- 16Б16П — станок повышенной точности
- 16Л20П — станок повышенной точности облегченный
- 16Л20ПФ1 — станок повышенной точности с устройством цифровой индикации
- 16Б16КП — станок повышенной точности с автоматической коробкой передач
- 16Л20КП — станок повышенной точности облегченный с автоматической коробкой скоростей
- 1Е16КП — станок повышенной точности с автоматической коробкой скоростей
- 16Б16П SV — станок повышенной точности c бесступенчатым приводом РМЦ = 750 мм
- 16Б16П MV — станок повышенной точности c бесступенчатым приводом РМЦ = 1000 мм
- 16Б16П LV — станок повышенной точности c бесступенчатым приводом РМЦ = 1500 мм
- 16Б16Т1, 16Б16Т1С1 — станок повышенной точности c ЧПУ
- 16Б16А — станок особо высокой точности
- 16Б16КА — станок особо высокой точности с автоматической коробкой скоростей
- 16Б16АБ — станок особо высокой точности для финишных операций токарной обработки
- 16Б16С — станок сверхвысокой точности для финишных операций токарной обработки
- 16Л20Ф1 — нормальной точности с устройством цифровой индикации
Современные аналоги токарно-винторезного станка 16Е16КП
250ИТПМ.12 — Ø 320, производитель Ижевский станкостроительный завод. ИжСтанко
16ГС52СУ — Ø 320, производитель Гомельский завод станочных узлов, РУП
16ТВ16 — Ø 325, производитель Астраханский станкостроительный завод
ТВ-380К — Ø 380, производитель Савеловский машиностроительный завод, ОАО Савма, г. Кимры
1330 — Ø 330, производитель Jesco (Jessey) Тайвань
C6132 — Ø 320, производитель Shandong Weida Heavy Industries Co.,Ltd. Китай
CDS6132, CDS6232 — Ø 320, производитель Dalian Machine Tool Group DMTG, Китай
C0632A, C0632B, C6232A2, C6232B2, C0632B — Ø 330, производитель Zhejiang Kaida Machine Tool Co., Ltd, Китай
Samat 400S, Samat 400M, Samat 400L — Ø 400, производитель Средневолжский станкостроительный завод СВЗС, г. Самара
16В20 — Ø 400, производитель Астраханский станкостроительный завод
МК605 — Ø 400, производитель Красный пролетарий г. Москва
МСТ1620М — Ø 400, производитель Минский станкостроительный завод им. Октябрьской революции МЗОР
КА-280 — Ø 400, производитель Киевский станкостроительный завод Веркон
ЖА-805 — Ø 400, производитель Житомирский завод станков автоматов ВерстатУниверсалМаш
16Д20П — Ø 400, производитель Алма-Атинский станкостроительный завод им. 20-летия Октября
CA6140A, CA6140B, CA6240A, CA6240B, — Ø 400, производитель Shenyang Machine Tool (Group) Co., Ltd. SMTCL Китай
CD6140A, CD6240A — Ø 400, производитель Dalian Machine Tool Group DMTG Китай
CS6140, CS6140A, CS6240, CS6240A, BJ1630G, BJ1630GD — Ø 400, производитель Bochi Machine Tool Group Co.,ltd. Китай
C6240 — Ø 400, производитель Anhui Chizhou Household Machine Tool Китай
CU400, CU400M, C400TM — Ø 440, производитель Zmm-Bulgaria Holding Ltd., ЗММ Болгария Холдинг
CU402 — Ø 400, производитель ZMM Vratsa, ЗММ Враца, Болгария
Перечень органов управления токарно-винторезным станком 16Е16КП
- Табличка с поясняющими графическими символами
- Рукоятки установки величины подачи и шага резьбы
- Рукоятки установки величины подачи и шага резьбы
- Кнопка аварийная
- Кнопка включения электродвигателя главного движения
- Рукоятка включения нормального или увеличенного шага
- Рукоятка изменения направления нарезки
- Табличка с поясняющими графическими символами
- Рукоятка включения переборов
- Указатель нагрузки
- Лампа сигнальная
- Рукоятка включения электрооборудования станка в сеть
- Рукоятка включения насоса охлаждения
- Рукоятка переключения скорости электродвигателя главного движения
- Рукоятка управления АКП — автоматической коробкой передач
- Рукоятка поперечной подачи суппорта
- Рукоятка поворота и крепления резцовой головки
- Винт крепления каретки к станине
- Рукоятка подачи верхней части суппорта
- Кнопка включения электродвигателя ускоренных ходов каретки и суппорта
- Рукоятка крепления пиноли задней бабки
- Винт поперечного смещения задней бабки
- Рукоятка крепления задней бабки к станине
- Маховик перемещения пиноли задней бабки
- Винт натяжения ремня электродвигателя ускоренного хода
- Рукоятка управления ходами каретки и суппорта
- Рукоятка включения гайки ходового винта
- Гайка регулировки усилия отключения фартука по упору
- Рукоятка включения муфты перегрузочного механизма фартука
- Табличка с поясняющими графическими символами
- Рукоятки пуска станка и реверсирования шпинделя
- Кнопка включения реечной шестерни
- Маховик ручного перемещения каретки
- Табличка с поясняющими графическими символами
- Рукоятки пуска станка и реверсирования шпинделя
- Рукоятки установки величины подачи и шага резьбы
- Рукоятка управления коробкой скоростей
- Винт натяжения ремня привода шпиндельной бабки
- Винт натяжения ремня электродвигателя главного движения
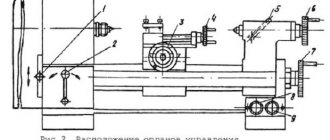
Расположение основных узлов токарно-винторезного станка 16Е16КП
Расположение основных узлов токарно-винторезного станка 16Е16КП
- Станина — 16Б16П.011.000
- Тумба — 16Е16КП.017.000
- Бабка шпиндельная — 16Е16КП.021.000
- Автоматическая коробка передач — АКП 109-6,3
- Бабка задняя — 16Е16КП.330.000
- Суппорт — 16Е16КП.045.000
- Резцедержатель — 16Е16КП.048.000
- Каретка — 16Б16П.051.000
- Фартук — 16Б16П.062.000
- Коробка подач — 16Б16П.070.000
- Коробка передач (гитара) — 16Б16П.080.000
- Привод ускоренного хода — 16Е16КП.159.000
- Шкивы главного привода — 16Е16КП.168.000
- Шкаф управления — ШОС 5906
- Система смазки — 16Е16КП.240.000
- Охлаждение — 16Б16П.251.000
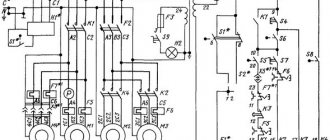
Кинематическая схема токарного станка модели 16Е16КП
Кинематическая схема станка 16Е16КП
- А — АКС — автоматическая коробка скоростей для станков 16Б16К, 16Б16КП, 16Г16К
- а — бабка шпиндельная
- б — резцедержатель
- в — суппорт
- г — бабка задняя
- д — фартук
- е — каретка
- ж — коробка скоростей для станков 16Б16, 16Б16П, 16Г16
* для частоты вращения шпинделя 16..1600 об/мин
** для частоты вращения шпинделя 25..2500 об/мин
Задняя бабка токарно-винторезного станка 16Е16КП
Задняя бабка станка 16Е16КП
Станина станка
Станина — литая чугунная коробчатой формы с поперечными П-образными ребрами — имеет две призматические и две плоские направляющие. Направляюще подвергнуты термообработке с последующей шлифовкой. Станина устанавливается на одной тумбе. В нише правого торца станины размещен электродвигатель ускоренных ходов каретки.
На задней стенке у левого торца тумбы смонтирована коробка скоростей, у правого — станция смазки, а внутри тумбы расположен электродвигатель главного привода.
В нише правого торца тумбы расположены бачок для охлаждающей жидкости и насос системы охлаждения.
Коробка скоростей
Коробка скоростей (устанавливается на станки 16Е16КП, 16Б16П, 16Г16, 16Л20Ф1, 16Л20ПФ1, I6Л20, 16Л20П) на шесть ступеней монтируется в отдельном корпусе и крепится к задней наружной стенке левого торца тумбы.
Для натяжения ремня, идущего от коробки к шпинделю, коробка может перемещаться в вертикальной плоскости с помощью винта б (рис.5).
Механизм коробки скоростей приводится в движение от двухскоростного электродвигателя через зубчатую ременную передачу.
Шкив 16, связанный со шлицевой ступицей 15, передает вращение валу 14, свободно проходящему через вал-гильзу 20.
Вал 14 связан с дисками приводной электромагнитной муфты 25, при включении которой движение с вала 14 передается связанному с ней валу-гильзе 20, через полумуфту 24. Коробка скоростей позволяет получить шесть различных скоростей на выходном шкиве 13. Далее движение через зубчатую ременную передачу передается на шкив шпиндельной бабки.
Все зубчатые колеса 7-11, 18, 19, 22 коробки скоростей изготовлены из легированных сталей и подвергнуты термической обработке с последующей шлифовкой профиля зубьев.
С выходным валом 4 коробки скоростей связана обеспечивающая надежное и быстрое торможение станка тормозная электромагнитная муфта 3 с ходовым винтом 12.
Смазка электромагнитных муфт, зубчатых колес и подшипников коробки скоростей осуществляется от насоса смазки поливом по трубопроводам I, 43 со штуцерами 2, 44.
Механизм переключения скоростей на станках 16Е16КП, 1616П, 16ГI6, 16Л20, 16Л20П, 16Л20Ф1, 16Л20ПФ1
Установка частоты вращения шпинделя осуществляется рукоятками 9, 37 (см. рис.3) и электропереключателем 14.
Управление коробкой скоростей однорукояточное.
При выборе той или иной скорости коробки скоростей рукоятку 27 (см. рис.5) нужно отклонить на себя до отказа, затем, поворачивая ее влево или вправо, совместить указатель 29 с необходимый номером скорости. После этого рукоятка 27 досылается вперед.
В механизм управления коробкой скоростей встроен конечный выключатель, расположенный на верхней стенке корпуса коробки, который при отклонении рукоятки 27 на себя, отключает электродвигатель, приводную 24 и тормозную 3 муфты. Инерционное вращение зубчатых колес коробки скоростей позволяет легко вводить их в зацепление при переключении скоростей.
Рукоятка 27 при отклонении на себя через штифт 28 тянет за собой валик-тягу 37, который в свою очередь поворачивает рычаг 31, сидящий на оси 32. Реечный сектор 30 скользит вдоль зубьев рейки 5.
Рычаг 31 через ось 32 поворачивает рычаг 33, который своим сухарем входит в паз барабана 23, который, перемещаясь вдоль оси, своим диском В давит на пальцы 38 и через тяги 40, вилки 41 ставит все зубчатые колеса коробки скоростей в нейтральное положение.
При вращении рукоятки 27 влево, и вправо при выборе той или иной скорости, зубчатый сектор 30 поднимает или опускает рейку 5, связанную с зубчатым колесом 22. Зубчатое колесо 22, связанное с диском Е фиксации и диском А блокировки тяг 40 через ось 26, поворачивает барабан 23.
Угловая фиксация барабана 23 и рукоятки 27 аи выборе скорости осуществляется роликом подпружиненного рычага 34, а осевая — шариком 36.
Диск А блокировки тяг при повороте зубчатого колеса 22 свободно вращается в прорезях втулок 39. На диске А имеется ряд фрезеровок, которые при выборе определенной скорости располагаются против втулок тех тяг 40, которые в данный момент будут вводить в зацепление необходимую пару зубчатых колес
Диск Д барабана 23 имеет ряд выступов и впадин.
При выборе определенной скорости против пальцев 38 тяг 40 располагаются выступы диска Д.
Отклоняя рукоятку 27 от себя, барабан 23 тем же путем, как было описано выше, возвращаем в исходное положение.
Впадины диска Д пропускают пальцы 38 тяг 40, а два выступа диска, упираясь в пальцы 38, перемещают через тяги 40 и вилки 41 необходимую пару зубчатых колес, соответствующую выбранной скорости.
Фрезеровки диска А пропускают втулки 39 перемещаемых тяг. Остальные тяги через втулки 39 блокируются диском А от осевого смещения.
Барабан 23 в рабочем положении от проворота блокируется пальцем 42.
Таким образом, каждая из тяг получает возвратно-поступательное движение в зависимости от положения пазов диска Д барабана 23 и пазов блокирующего, диска А.
Вилки, связанные с тягами, перемещают по шлицевым валам в определенных комбинациях зубчатые колеса 9, II, 17, 19, 21.
Рабочее зафиксированное положение пары зубчатых колес, соответствующей выбранной скорости, выглядит следующим образом: в осевом направлении зубчатые колеса зафиксированы через вилки 41, тяги 40, пальцы 38 между дисками В и Д барабана 23, а барабан 23 — шариком 36.
При монтаже системы переключения зубчатых колес необходимо учитывать следующее:
- рейка 5 должна выступать на 61 мм над верхней плоскостью корпуса коробки скоростей. Это обеспечит правильную работу механизма переключения скоростей;
- зубчатое колесо 22 вводится в зацепление с рейкой 5 при положении диска Б, соответствующем первой скорости;
- во всех шести положениях барабана 23 проверяется правильность работы системы переключения.
Пальцы 38 и втулки 39 должны свободно проходить через соответствующие фрезеровки в дисках Д и А.
Это достигается поворотом тяг 40 относительно вилок переключения 41 при ослаблении крепления последних.
Для ослабления крепления вилок 41, расположенных на двух тягах у задней стенки коробки скоростей, предусмотрены отверстия, закрытые вытяжными заглушками 35.
Зубчатый сектор 30 на тяге 37 должен устанавливаться так, чтобы при возвратно-поступательном движении и вращении тяги 37 он не выходил из зацепления с рейкой 5.
Кроме вышеперечисленного не обходимо иметь в виду, что при натяжении ремня редуктор-шпиндель, зубчатый сектор 30 и рычаг 31 меняют свои положения относительно рейки 5 и тяги 37.
При натяжении ремня необходимо вводить корректировку в положение элементов, поворачивая сектор 30 относительно тяги 37 и сменяя рычаг 31 по оси 32.
Механизм переключения скоростей на станках 16Б16К, 16Е16КП, 16Г16К, 16Л20К, 16Л20КП
Установка частоты вращения шпинделя осуществляется рукояткой 9 (см. рис.3) и двумя рукоятками 14 и 15.
Управление автоматической коробкой передач (AКП), установленной на станках, производится с помощью рукоятки 15, расположенной на панели электрошкафа.
Описание работы и устройства АКП приведено в руководстве по эксплуатации коробки передач.
Шпиндельная бабка станка
Механизм передней бабки получает движение от коробки скоростей через зубчатый ремень и разгруженный приемный шкив 7 (рис.6) с уплотнением 4.
Шкив 7 сидит на конусе муфты-шестерни 5, вращающейся на двух радиально-упорных подшипниках 3, расположенных в корпусе 6.
Выборка осевого люфта в подшипниках производится пружиной 4.
Шпиндель станка от приемного шкива через муфту-шестерню 5 получает 12 скоростей вращения напрямую; 12 скоростей с перебором 1:4 через зубчатые колеса 5, 8, 16, 15; 12 скоростей с перебором 1:16 через зубчатые колеса 5, 8, 11, 10, 13, 14, 16, 15.
Включение переборных групп, зубчатой муфты-шестерни 12 или отключение шпинделя для деления на заходы при нарезании резьб осуществляется рукояткой 9 (см. рис.3) с помощью переводок через систему рычагов, управляемых кривыми кулачков.
Надежная фиксация оси рукоятки 9 от проворота в рабочем положении производится подпружиненный шариком, расположенный в стакане на задней стенке корпуса шпиндельной бабки.
Шпиндель 17 (см. рис.6) станка вращается на двух конических роликоподшипниках 18 и 21.
Выбор радиального зазора в подшипниках производится пружинами 20.
Шпиндель станка, имеющий фланцевый передний конец, выполненный по ГОСТ 12593-72, обеспечивает быструю смену планшайбы и надежное ее крепление.
Механизм передней бабки позволяет:
- производить нарезание резьб с увеличенным шагом в 4 и 16 раз;
- нарезать правые и левые резьбы;
- производить нарезание многозаходных резьб при работе с переборами 1:4 и 1:16 с числом заходов 2, 3, 4, 5, 6, 10, 12, 15, 20, 30, а при работе напрямую с числом заходов 2, 3, 4, 6, 12.
Передачи осуществляются зубчатыми колесами 1, 2, 22, 23, 24 и колесами, перечисленными выше.
Коробка передач станка
Коробка передач представлена на рис.7 и служит для передачи движения от выходного вала передней бабки к приводному валу коробки подач.
Для получения подачи и нарезания метрической и дюймовой резьб устанавливаются зубчатые колеса основного набора с передаточным отношением 40/73 73/64, а для нарезания модульной и питчевой резьб — с передаточным отношением 60/73 * 86/36
Ограждение коробки передач снабжено электрической блокировкой, исключающей случайное включение станка при открытом кожухе ограждения.
Коробка подач
Коробка подач состоит из зубчатых колес 1-14, 16-23 и получает движение от выходного вала передней бабки через сменные зубчатые колеса коробки передач.
Необходимые подачи и шаги резьбы устанавливался поворотом рукояток 3 и 36 (см. рис.3), расположенных на передней крышке коробки подач.
Включение ходового винта или ходового валика, выбор типа резьбы производится рукояткой 2.
Направление вращения ходового винта изменяется поворотом рукоятки 7, нормальный или увеличенный шаг резьбы устанавливается рукояткой 6.
Для нарезания более точных резьб в коробке подач предусмотрено положение рукоятки 2, при котором ходовой винт включается напрямую, минуя механизм коробки подач. При этом нужный шаг подбирается сменными зубчатыми колесами специального набора.
Для осуществления быстрых перемещений суппорта в коробке подач смонтирована обгонная муфта 15 (см. рис.8), назначение которой — отключить коробку подач при быстром обратном ходе суппорта.
Механизм переключения зубчатых колес коробки подач собран на одной плите 26, которая крепится к корпусу коробки подач. Переключение зубчатых колес осуществляется с помощью системы рычагов, тяг и кулачков. Фиксация рабочего положения зубчатых колес обеспечивается подпружиненными шариками, находящимися в рукоятках переключения.
При демонтаже механизма переключения необходимо следить за правильной установкой зубчатых колес 24 и 2.5, имеющих риски, которые при монтаже должны совпадать, иначе порядок сцепления зубчатых колес коробки подач будет нарушен.
Фартук
Фартук имеет четыре пары кулачковых муфт I (рис.9), 2, 3, 4, которые позволяют осуществлять прямой и обратный ходы каретки и суппорта. Управление перемещениями каретки и нижней части суппорта осуществляется рукояткой 19. Направление включения рукоятки совпадает с направлением перемещения каретки и суппорта.
Включение быстрых перемещений суппорта в указанных четырех направлениях осуществляется дополнительным нажатием кнопки IB, встроенной в рукоятку 19.
При этом включается электродвигатель быстрых ходов, который через клиноременную передачу сообщает движение ходовому валу.
Величина перемещения фартука с помощью маховика отсчитывается по лимбу и нониусу с ценой деления, соответственно, I и 0,1 мм.
Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта и маточной гайки станка.
В фартук встроен предохранительный механизм от перегрузки станка, отрегулированный на максимальную величину усилия отключения фартука (6000 ± 500) H.
При работе по упорам усилие отключения фартука можно снизить до необходимой величины гайкой 6 и ослаблением пружины 7.
Предохранительный механизм работает следующим образом.
При встрече каретки с упором или при перегрузке и, следовательно, остановке червячного зубчатого колеса 14, червяк 13, продолжая вращаться, вывертывается и через сухарь 12, толкатель II, упорный подшипник 10, сжимая пружину 7, толкает стакан 9 вправо.
Защелка 8, западая в прорезь стакана 9, препятствует возвращению червяка в исходное положение.
При дальнейшем вращении червяка происходит смещение муфты 15 вправо под воздействием пружины 15, мелкозубая часть муфты 15 выходит из зацепления с муфтой 17. Червяк 13 превращает вращаться.
Чтобы включить фартук, необходимо освободить стакан 9, подняв защелку 8.
Пружина 7 включит расцепленные зубчатые муфты 15. 17 и червяк 13.
Для нарезания резьбы необходимо рукоятку 19 установить в нейтральное положение и рукояткой 20 включить маточную гайку. При этом реечную шестерню следует вывести из зацепления, вытянув кнопку 5 на себя.
Смазка фартука, направляющих станины и каретки производится плунжерным насосом, встроенным в крышку фартука.
Суппорт станка
Резцедержатель с помощью суппорта может перемещаться вдоль и поперек станины от механического привода на рабочей подаче и ускоренно, а также от руки.
Каретка и поперечная ползушка суппорта имеют ограничения хода в обе стороны. При перемещении суппорта до упора срабатывает механизм отключения фартука.
При необходимости каретка суппорта (рис.11) с помощью винта 18 (см. рис.3) может быть закреплена в любом месте станины.
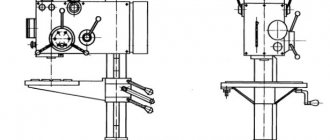
Задняя бабка
Задняя бабка крепится к станине через систему рычагов и эксцентрик рукояткой I (рис.12).
При необходимости поперечное смещение корпуса осуществляется винтами 10, 12 при отжатом положении зажина рукоятки I.
Контроль правильного положения корпуса задней бабки производится грубо по пригашенным при сборке местам и точно по оправке, зажатой в центрах станка.
При этом несовпадение оси вращения шпинделя и оси отверстия пиноли в горизонтальной плоскости не должно превышать 0,01 мм.
Плоский конец винта 4 скользит в фиксирующем пазу эксцентрика 3. чтобы вывернуть винт 4 для демонтажа эксцентрика 3, необходимо цековку А совместить с винтом 4.
Зажим пиноли 8 осуществляется рукояткой 7.
ВНИМАНИЕ! МАКСИМАЛЬНЫЙ ХОД ПИНОЛИ — 120 мм. Винт 9 перемещается от маховичка 2.
Устройство для защиты от стружки
Устройство для защиты от стружки состоит из ограждения суппорта и ограждения станка.
Ограждение суппорта, имеющее откидной прозрачный экран, крепится на каретке и перемещается вместе с ней.
Предусмотрена регулировка установки экрана по высоте.
Назначение ограждения станка, состоящего (в основном) из щитка, подвешенного сзади суппорта, защитить окружающее станок пространство от разлетающейся стружки.
Упор ограничения продольного перемещения каретки
Упор ограничения продольного перемещения каретки устанавливается на передней полке станины, крепится с помощью винтов и прижимной планки и снабжен винтом тонкой регулировки, имеющим нониус с ценой деления 0,05 мм.
Описание основных узлов токарно-винторезного станка 16Е16КП
Станина станка
Станина — литая чугунная коробчатой формы с поперечными П-образными ребрами — имеет две призматические и две плоские направляющие. Направляюще подвергнуты термообработке с последующей шлифовкой. Станина устанавливается на одной тумбе. В нише правого торца станины размещен электродвигатель ускоренных ходов каретки.
На задней стенке у левого торца тумбы смонтирована коробка скоростей, у правого — станция смазки, а внутри тумбы расположен электродвигатель главного привода.
В нише правого торца тумбы расположены бачок для охлаждающей жидкости и насос системы охлаждения.
Автоматическая коробка скоростей станка 16Е16КП
Автоматическая коробка скоростей АКП 109-6,3
на 9 ступеней монтируется в отдельном корпусе и крепится к задней наружной стенке левого торца тумбы.
Для натяжения ремня, идущего от коробки к шпинделю, коробка может перемещаться в вертикальной плоскости с помощью винта.
Механизм коробки скоростей приводится в движение от электродвигателя через зубчатую ременную передачу.
Смазка электромагнитных муфт, зубчатых колес и подшипников коробки скоростей осуществляется от насоса смазки поливом по трубопроводам I, 43 со штуцерами 2, 44.
Механизм переключения скоростей на станке 16Е16КП
Управление автоматической коробкой передач АКП 109-6,3
, установленной на станках, производится с помощью рукоятки 15, расположенной на панели электрошкафа.
Описание работы и устройства АКП приведено в руководстве по эксплуатации коробки передач.
Технические характеристики Автоматической коробки скоростей АКП 109-6,3
- Номинальный нагрузочный момент на выходном валу — 138 Н.м
- Пределы частот вращения выходного вала — 400..2500 об/мин
- Номинальная частота вращения входного вала — 1600 об/мин
- Количество прямых передач — 9
- Количество обратных передач — нет
- Коэффициент ряда частот вращения выходного вала — 1,26
- Мощность приводного электродвигателя — 7,1 кВт
- Время разгона — 2,5 с
- Время торможения 2,0 с
- Напряжение цепей питания электромуфт — 24 В
- Масса — 140 кг
Шпиндельная бабка станка
Чертеж шпиндельной бабки токарно-винторезного станка 16Е16КП
Механизм передней бабки получает движение от коробки скоростей через зубчатый ремень и разгруженный приемный шкив 7 (рис.6) с уплотнением 4.
Шкив 7 сидит на конусе муфты-шестерни 5, вращающейся на двух радиально-упорных подшипниках 3, расположенных в корпусе 6.
Выборка осевого люфта в подшипниках производится пружиной 4.
Шпиндель станка 16е16кп получает 21 скорость вращения от 20 до 2000 об/мин;
- 9 скоростей напрямую 1:1 от коробки скоростей, приемного шкива через муфту-шестерню 5;
- 9 скоростей с перебором 1:4 через переборные шестерни 5, 8, 16, 15;
- 9 скоростей с перебором 1:16 через переборные шестерни 5, 8, 11, 10, 13, 14, 16, 15.
Таким образом, на шпиндель поступает 27 ступеней скоростей (9 х 3 = 27), из которых 6 значений повторяются.
Включение переборных групп, зубчатой муфты-шестерни 12 или отключение шпинделя для деления на заходы при нарезании резьб осуществляется рукояткой 9 (см. рис.3) с помощью переводок через систему рычагов, управляемых кривыми кулачков.
Надежная фиксация оси рукоятки 9 от проворота в рабочем положении производится подпружиненный шариком, расположенный в стакане на задней стенке корпуса шпиндельной бабки.
Шпиндель 17 (см. рис.6) станка вращается на двух конических роликоподшипниках 18 и 21.
Выбор радиального зазора в подшипниках производится пружинами 20.
Шпиндель станка, имеющий фланцевый передний конец, выполненный по ГОСТ 12593-72, обеспечивает быструю смену планшайбы и надежное ее крепление.
Механизм передней бабки позволяет:
- производить нарезание резьб с увеличенным шагом в 4 и 16 раз;
- нарезать правые и левые резьбы;
- производить нарезание многозаходных резьб при работе с переборами 1:4 и 1:16 с числом заходов 2, 3, 4, 5, 6, 10, 12, 15, 20, 30, а при работе напрямую с числом заходов 2, 3, 4, 6, 12.
Передачи осуществляются зубчатыми колесами 1, 2, 22, 23, 24 и колесами, перечисленными выше.
Коробка передач станка (гитара)
Коробка передач представлена на рис.7 и служит для передачи движения от выходного вала передней бабки к приводному валу коробки подач.
Для получения подачи и нарезания метрической и дюймовой резьб устанавливаются зубчатые колеса основного набора с передаточным отношением 40/73 73/64, а для нарезания модульной и питчевой резьб — с передаточным отношением 60/73 * 86/36
Ограждение коробки передач снабжено электрической блокировкой, исключающей случайное включение станка при открытом кожухе ограждения.
Коробка подач
Коробка подач станка обеспечивает подачи для точения, а также нарезание метрической, дюймовой, модульной и питчевой резьбы.
Коробка подач состоит из зубчатых колес 1-14, 16-23 и получает движение от выходного вала передней бабки через сменные зубчатые колеса коробки передач.
Необходимые подачи и шаги резьбы устанавливался поворотом рукояток 3 и 36 (см. рис.3), расположенных на передней крышке коробки подач.
Включение ходового винта или ходового валика, выбор типа резьбы производится рукояткой 2.
Направление вращения ходового винта изменяется поворотом рукоятки 7, нормальный или увеличенный шаг резьбы устанавливается рукояткой 6.
Для нарезания более точных резьб в коробке подач предусмотрено положение рукоятки 2, при котором ходовой винт включается напрямую, минуя механизм коробки подач. При этом нужный шаг подбирается сменными зубчатыми колесами специального набора.
Для осуществления быстрых перемещений суппорта в коробке подач смонтирована обгонная муфта 15 (см. рис.8), назначение которой — отключить коробку подач при быстром обратном ходе суппорта.
Механизм переключения зубчатых колес коробки подач собран на одной плите 26, которая крепится к корпусу коробки подач. Переключение зубчатых колес осуществляется с помощью системы рычагов, тяг и кулачков. Фиксация рабочего положения зубчатых колес обеспечивается подпружиненными шариками, находящимися в рукоятках переключения.
При демонтаже механизма переключения необходимо следить за правильной установкой зубчатых колес 24 и 2.5, имеющих риски, которые при монтаже должны совпадать, иначе порядок сцепления зубчатых колес коробки подач будет нарушен.
Фартук
Чертеж Фартука токарно-винторезного станка 16Е16КП
Чертеж Фартука токарно-винторезного станка 16Е16КП
Фартук станка обеспечивает перемещения каретки суппорта.
Фартук имеет четыре пары кулачковых муфт I (рис.9), 2, 3, 4, которые позволяют осуществлять прямой и обратный ходы каретки и суппорта. Управление перемещениями каретки и нижней части суппорта осуществляется рукояткой 19. Направление включения рукоятки совпадает с направлением перемещения каретки и суппорта.
Включение быстрых перемещений суппорта в указанных четырех направлениях осуществляется дополнительным нажатием кнопки IB, встроенной в рукоятку 19.
При этом включается электродвигатель быстрых ходов, который через клиноременную передачу сообщает движение ходовому валу.
Величина перемещения фартука с помощью маховика отсчитывается по лимбу и нониусу с ценой деления, соответственно, 1 и 0,1 мм.
Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта и маточной гайки станка.
В фартук встроен предохранительный механизм от перегрузки станка, отрегулированный на максимальную величину усилия отключения фартука (6000 ± 500) H.
При работе по упорам усилие отключения фартука можно снизить до необходимой величины гайкой 6 и ослаблением пружины 7.
Предохранительный механизм работает следующим образом.
При встрече каретки с упором или при перегрузке и, следовательно, остановке червячного зубчатого колеса 14, червяк 13, продолжая вращаться, вывертывается и через сухарь 12, толкатель II, упорный подшипник 10, сжимая пружину 7, толкает стакан 9 вправо.
Защелка 8, западая в прорезь стакана 9, препятствует возвращению червяка в исходное положение.
При дальнейшем вращении червяка происходит смещение муфты 15 вправо под воздействием пружины 15, мелкозубая часть муфты 15 выходит из зацепления с муфтой 17. Червяк 13 превращает вращаться.
Чтобы включить фартук, необходимо освободить стакан 9, подняв защелку 8.
Пружина 7 включит расцепленные зубчатые муфты 15. 17 и червяк 13.
Для нарезания резьбы необходимо рукоятку 19 установить в нейтральное положение и рукояткой 20 включить маточную гайку. При этом реечную шестерню следует вывести из зацепления, вытянув кнопку 5 на себя.
Смазка фартука, направляющих станины и каретки производится плунжерным насосом, встроенным в крышку фартука.
Суппорт станка
Чертеж суппорта токарно-винторезного станка 16Е16КП
Резцедержатель с помощью суппорта может перемещаться вдоль и поперек станины от механического привода на рабочей подаче и ускоренно, а также от руки.
Каретка и поперечная ползушка суппорта имеют ограничения хода в обе стороны. При перемещении суппорта до упора срабатывает механизм отключения фартука.
При необходимости каретка суппорта (рис.11) с помощью винта 18 (см. рис.3) может быть закреплена в любом месте станины.
Задняя бабка
Чертеж задней бабки токарно-винторезного станка 16Е16КП
Задняя бабка крепится к станине через систему рычагов и эксцентрик рукояткой I (рис.12).
При необходимости поперечное смещение корпуса осуществляется винтами 10, 12 при отжатом положении зажина рукоятки I.
Контроль правильного положения корпуса задней бабки производится грубо по пригашенным при сборке местам и точно по оправке, зажатой в центрах станка.
При этом несовпадение оси вращения шпинделя и оси отверстия пиноли в горизонтальной плоскости не должно превышать 0,01 мм.
Плоский конец винта 4 скользит в фиксирующем пазу эксцентрика 3. чтобы вывернуть винт 4 для демонтажа эксцентрика 3, необходимо цековку А совместить с винтом 4.
Зажим пиноли 8 осуществляется рукояткой 7.
ВНИМАНИЕ! МАКСИМАЛЬНЫЙ ХОД ПИНОЛИ — 120 мм. Винт 9 перемещается от маховичка 2.
Устройство для защиты от стружки
Устройство для защиты от стружки состоит из ограждения суппорта и ограждения станка.
Ограждение суппорта, имеющее откидной прозрачный экран, крепится на каретке и перемещается вместе с ней.
Предусмотрена регулировка установки экрана по высоте.
Назначение ограждения станка, состоящего (в основном) из щитка, подвешенного сзади суппорта, защитить окружающее станок пространство от разлетающейся стружки.
Упор ограничения продольного перемещения каретки
Упор ограничения продольного перемещения каретки устанавливается на передней полке станины, крепится с помощью винтов и прижимной планки и снабжен винтом тонкой регулировки, имеющим нониус с ценой деления 0,05 мм.