Эльбор – химическая формула, свойства
Его химическая формула: BN. Иное название – боразон, что ближе по звучанию к формуле материала. Внешне это прозрачные кристаллы жёлтого цвета, форма которых октаэдрическая. По твёрдости эльбор лишь немного уступает алмазу. Так, если микротвердость алмаза 1000×10^2 МПа, то для эльбора этот показатель – (800-900)×10^2 МПа, а по сравнению с остальными традиционными абразивами, он выше в три-четыре раза:
- для карбида кремния микротвердость составляет (300-320)×10^2 МПа;
- у электрокорунда и вовсе (180-220)×10^2 МПа.
Таким образом, налицо значительное преимущество перед ними, так как износ зёрен эльбора заведомо будет происходить в несколько раз дольше.
Чем ещё эльборовый круг лучше алмазного, так это его термической и химической стойкостью.
Окисление эльбора начинает происходить в момент температур 1000-1200 °C, когда аналогичные процессы у алмаза начинаются с 600-700 °C.
Химическая стойкость материала выражается в том, что он не реагирует с щелочами и кислотами, а также инертен ко многим, входящим в состав сплавов и сталей, химическим элементам. Особенно важно то, что эльбор инертен к железу, чем не может «похвастаться» алмаз, который очень хорошо в нём растворяется. Из-за этой особенности алмазные круги быстро изнашиваются при шлифовании стали.
Исходя из характеристик, рекомендуется использовать эльборовые круги шлифовальные для окончательной обработки деталей, или же для получистовой. Материалы – сплавы сталей жаропрочных, труднообрабатываемых быстрорежущих, высоколегированных. Также среди требований к обрабатываемым деталям указано то, что они должны состоять из сплавов, которые закалены минимум до HPC 50.
Изготовим профильный заточной круг по индивидуальному заказу
По заказу можем сделать любой другой профиль заточного боразонового диска с другими геометрическими размерами. Время выполнения — 3-10 дней. Ресурс дисков производства WESTRON составляет в среднем 10-15 км или же год работы 1-й пилорамы.
Самое страшное для диска – это люфты станка. Если они есть, тогда диск начинает непредсказуемо бить то по передней грани, то по задней, соответственно, разбивая профили зубьев пилы. Затем уже острые кончики зубьев начинают резать диск, значительно сокращая срок его работы, делая экономически неэффективной заточку на таких станках. Поэтому мы рекомендуем использовать наши диски на оборудовании WESTRON, что значительно повысит срок службы диска, а также пилы.
Заточные круги: важна ли разница в углах?
Как показывает практика, все разговоры о летних и зимних углах, о необходимости изменения величины угла при пилении различных пород древесины ведутся при заточке пилы на обычных заточных станках, когда узкий заточной камень последовательно проходит каждый зуб пилы. По различным причинам, в основном из-за неправильной подготовки заточного камня и люфтов станка, реальная величина переднего угла при замере угломером вместо заявленных 10° может иметь значения от 8° до 12°, а иногда от 0° до 15°. Но самое главное — разброс значений угла от среднего на разных зубьях дополнительно обычно составляет ±1°- 2°. При таких разбросах в реальных значениях переднего угла разговоры о зимних 9°, летних 12° или определенных значениях угла для различных пород древесины просто бессмысленны. Как любой инструмент, пила пилит хорошо только тогда, когда передний и задний углы, а также форма впадины на всех зубьях пилы, одинаковы, и 10°-ый передний угол и 30°-ый задний угол являются оптимальными для работы зимой и летом при распиле любой древесины.
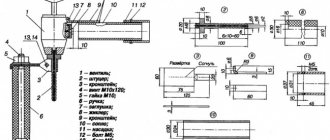
Обращаем Ваше внимание на то, что передний угол (сравните расшифровку профилей дисков и рис.2) у всех производителей пил одинаков. Все они немного отличаются только величиной заднего угла, а также формой и глубиной впадины, что для пиления не имеет принципиального значения. Многие неверно говорят, что профили отличаются высотой зуба, но измеряют высоту зуба все и всегда не возле передней кромки зуба, высота которой у всех производителей примерно одинакова, а по самой глубокой точке впадины, то есть фактически измеряют глубину впадины, а не высоту зуба. Также никогда ни у одного производителя по технологическим причинам от партии к партии в точности не повторяется профиль зуба. Поэтому, когда пила устанавливается для заточки в станок с профильным заточным кругом первый раз, ее зубья сначала обязательно допрофилируются кругом, то есть пила протачивается 2-4 круга.Таким образом, Вы можете получить практически на любой пиле необходимый профиль. Все последующие заточки будут производиться за один круг.
Основные характеристики эльборовых элементов
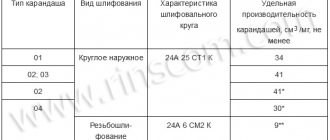
- Первой можно называть тип круга по вышеупомянутому ГОСТу 17123.
- Вторая характеристика – наружный диаметр. В зависимости от типа, он может составлять до 10 мм, от 100 до 200 мм, от 30 до 135 мм и т. д. Максимальное значение наружного диаметра эльборового круга – 500 мм.
- Третьим параметром выступает зернистость.
- Четвёртый параметр – степень твёрдости.
Остальные параметры касаются минимальных временных периодов стойкости (в минутах), и наработки (в квадратных метрах). Немаловажным является также максимальное значение параметра шероховатости (в микрометрах). Он должен соответствовать стандартам ГОСТ 2789.
Эльборовые круги могут работать как на сухую, так и с охлаждающей жидкостью. Эти данные также указываются в ГОСТе 24106-80 для каждого его типа. В качестве охлаждающей жидкости могут выступать:
- индустриальное масло (в чистом виде или с добавлением сульфофрезола);
- специальная эмульсия;
- водные растворы нитрита натрия или другие растворы.
Применение эльборовых кругов
Основная область использования инструмента – шлифование и заточка, применяется он и как самостоятельное орудие, и как элемент шлифовальных машин. Эффективны круги при обработке малых отверстий, профильных, зубчатых, винтовых и резьбовых направляющих, других изделий, для которых важно соблюдение заданной геометрической точности.
С помощью эльборовых кругов выполняется доводка и заточка режущего инструмента, изготовленного из быстрорежущих сталей (в том числе ленточных пил), суперфиниширование сталей закаленных, прецизионное зубошлифование и резьбошлифование.
Эльборовые шлифовальные круги лучше других абразивных материалов служат при обработке деталей из цементированных, сложнолегированных, подшипниковых, азотированных, и штамповых сталей с высоким содержанием кобальта, ванадия, вольфрама, молибдена.
Высокопористые круги эффективны при работе и с менее твердыми сплавами, основой которых служит никель, и износостойкими покрытиями: детонационных, плазменных, закаленного чугуна и хрома.
Использование боразоновых кругов повышает качество и точность обработки, увеличивает производительность и приносит значительную экономию.
Требования ГОСТ
Шлифовальные эльборовые круги изготавливаются в соответствии с ГОСТом 24106-80, в котором обговариваются требования к эльборосодержащему слою и корпусу, указывается относи тельная концентрация, зернистость и марка эльбора. Размеры и типы кругов определяются ГОСТом 17123, а скорости, при которых используется инструмент, определяются его механической прочностью и могут соответствовать 60, 50, 45 или 35 метрам в секунду.
Основные технические характеристики
К основным относятся четыре характеристики:
- тип круга согласно ГОСТа 17123;
- наружный диаметр (до 10мм, 100-200мм, 30-135мм и т.д. с максимальным значением 500мм);
- зернистость;
- степень твердости.
К другим данным относятся возможность работы всухую или с применением охлаждающей жидкости, максимальный параметр шероховатости, измеряемый в микрометрах, наработка инструмента в квадратных метрах и период стойкости в минутах.
Корпус круга
В качестве материала корпуса используется керамика или металл, по прочности и жесткости отвечающие требования безопасности. От материала корпуса зависит максимальная скорость работы станка:
- керамический корпус — до 60 м/с;
- керамика, в которой вклеен корпус из стали — 80 м/с;
- металлический корпус — 125 м/с.
Применение кругов с различными связками
| Связка | Обозначение | Примечание |
| Органическая | О | Заточка режущего инструмента из быстрорежущих сталей. Шлифование направляющих станин. Плоское шлифование труднообрабатываемых сталей |
| Керамическая | К | Круглое внутреннее и плоское шлифование режущего инструмента и других деталей из труднообрабатываемых сталей. Резьбошлифование и зубошлифование. Шлифование отверстий и беговых дорожек малогабаритных прецизионных подшипников |
| Металлическая | М | Шлифование резьбы с малым шагом. Чистовое хонингование сталей |
CBN-круги с керамической связкой высокопористые, это позволяет снизить их засаливаемость, уменьшить частоту правок и улучшает подачу охлаждающей жидкости при мокром способе работы. В результате рабочий интервал температур может повышаться без появления прижогов. Эти круги эффективны при выполнении профильного и глубинного шлифования, обработке сталей с пониженной твердостью, жаропрочных т вязких сплавов. Обычная для кругов с керамической связкой концентрация зерна – 100%, если этот показатель выше, увеличивается и срок службы круга, а так же его режущая способность.
Органические связки предназначены для кругов, используемых при выполнении следующих работ:
- чистового шлифования и заточки инструмента, изготовленного быстрорежущих сталей (вольфрамовых – Р9, Р19, Р18, вольфрамо-молибденовых — P6M5), легированных кобальтом и ванадием с повышенной производительностью (Р12Ф4К10М2, Р12Ф5К5, P9Ф5);
- окончательного и чистового шлифования прецизионных деталей изготовленных из высокотвердых сталей (HRS55 и более), конструкционных высоколегированных, нержавеющих и жаропрочных сталей, высокоточная обработка которых обычным абразивным инструментов невозможна;
- окончательного и чистового шлифования ходовых винтов направляющих станов и других прецизионных крупногабаритных деталей, при обработке которых значительно увеличивается температура, приводящая к деформации;
- окончательного и чистового шлифования на станках, действующих в полуавтамотаческом и автоматическом цикле.
От вида связки зависит зернистость эльборосодержащего слоя. Так, для керамической связки ее показатели должны быть равны 250/200 -14/10. А для связки органической — 250/200 -3/2.
Вне зависимости от вида связки эльборовые круги могут работать как с водяным охлаждением, так и с применением сухого метода. В качестве охлаждающей жидкости используется специальная эмульсия, индустриальное масло (с добавлением сульфофрезола или без него), водяной раствор нитрата натрия и т.д.
Зернистость эльбора
Эльбор для кругов может быть в виде шлифпорошка, микропорошка или зерна. От размеров зерна зависит применение круга, это распределение можно увидеть в таблице:
| Зернистость | Размер зерна основной фракции, мкм | Применение |
| ЛМ1 | 0-2 | Доводка |
| ЛМ3 ЛМ5 ЛМ7 ЛМ10 ПМ14 ЛМ20 | 1-3 3-5 5-7 7-10 10-14 14-20 | Полирование |
| ЛМ28 ЛМ40 Л4 Л5 | 20-28 28-40 40-50 50-63 | Тонкое шлифование, суперфиниширование |
| Л6 Л8 Л10 | 63-80 80-100 100-125 | Тонкое шлифование |
| Л12 Л16 Л20 Л25 | 125-160 160-200 200-250 250-315 | Шлифование |
Концентрация эльбора
Кроме зернистости, имеет значение и концентрация эльбора. Максимальный показатель концентрации составляет 150%, минимальный – 25%, кроме того, выпускаются круги с показателями концентрации 125, 100, 75 и 50%. В кругах с концентрацией 100% (самых распространенных) в абразивном слое содержится 0,878 мг эльбора на 1 мм3.
Выбор этой характеристики зависит от условий использования и других данных:
- высокая концентрация материала в кругах , зернистость которых 150/125 и больше, с диаметром меньше 50мм, чашечного профиля и шириной рабочего слоя меньше 5мм, предназначенных для профильного шлифования;
- средняя применяется в кругах с зернистостью 125/106 — 63/53, с чашечным профилем и широким рабочим слоем (7-20мм), для большинства операций;
- низкая концентрация используется в мелкозернистых кругах (40/28 и меньше).
Твердость
Твердость характеризует прочность, с которой зерна удерживаются в связке. Этот показатель определяет работоспособность инструмента. Маркируется согласно стандартам ISO или по российским стандартам:
| Группы твёрдостей | Мягкие | Средние | Твёрдые | |||||||
| Стандарт России | М3 | СМ1 | СМ2 | С1 | С2 | СТ1 | СТ2 | СТ3 | Т1 | Т2 |
| Стандарт ISO | J | K | L | M | N | O | P | Q | R | S |
Марки эльбора
Для эльборосодержащего слоя кругов используется материал различных марок, каждая из которых предназначена для определенного вида работ:
| Марка ЭЛЬБОРА | Характеристика материала | Связка | Применение |
| ЛО | материал средней прочности | керамическая | чистовое шлифование |
| ЛП | материал повышенной прочности | керамическая | чистовое шлифование |
| ЛКВ | материал высокой прочности | керамическая, металлическая | хонингование, высокопроизводительное шлифование |
| ЛКВ30 | материал высокой прочности | керамическая | чистовое шлифование закалённых легированных сталей, подшипниковых сталей |
| ЛКВ40 | материал высокой прочности | керамическая, металлическая | высокопроизводительное шлифование закалённых легированных сталей, подшипниковых сталей, хонингование |
| ЛКВ50 | материал очень высокой прочности | керамическая, металлическая | высокопроизводительное и глубинное шлифование закалённых легированных сталей, подшипниковых сталей, специальных сплавов. |
| ЛОС, ЛПС | материал с керамическим покрытием | органическая | заточка режущего инструмента |
| ЛКВ40М, ЛКВ50М | материал с металлическим (никелевым) покрытием | органическая | заточка режущего инструмента, заточка на станках с ЧПУ, вышлифовка стружечных канавок |
| ЛМ | микропорошки | керамическая, органическая | суперфиниширование, полирование, притирка |
Типы эльборовых кругов
Для выполнения различных работ выпускается множество эльборовых кругов с разными профилями и типами, каждый из которых обозначается своей аббревиатурой:
| Обозначение типа | Описание |
| 1A1 | Плоские прямого профиля |
| A8 | Плоские прямого профиля без корпуса |
| 1E1, 1E6Q, 1D1 | Плоские с двухсторонним коническим профилем |
| 1V1, 1R1 | Плоские с односторонним коническим профилем |
| 1А2 | Плоские прямого профиля |
| 1F1X | Плоские с полукругло-выпуклым профилем |
| 4V9 | Профильные |
| 6A2 | Плоские с двухсторонней выточкой |
| 9A3 | 1A1 |
| 12A2-45, 11A2, 12V5-45, 12B2, 12C2 | Чашечные конические |
| 12R9, 12V9, 12A2-20, 12R4, 12V5-20 | Тарельчатые |
| 14A1 | Плоские прямого профиля |
| 14EE1 | Плоские с двухсторонним коническим профилем |