Назначение и область применения, паспорт
Токарно-карусельный станок универсального назначения 1516 способен обрабатывать заготовки из черных и цветных металлов, а основные технические характеристики и параметры соответствуют ГОСТ 44–93. Помимо, применения на отечественных предприятиях станок экспортировался в десятки стран мира.
Одностоечное исполнение с наличием планшайбы внизу и двух суппортов вверху помогает снизить нагрузку при работе на все основные узлы станка. Суппорты вертикальный и горизонтальный допускают выполнение следующих операций на станке:
- расточка отверстий;
- торцевание;
- фрезеровка;
- шлифование;
- сверление отверстий различного диаметра;
- точение поверхностей цилиндрического и конического плана;
- нарезка резьбы;
- при помощи специнструмента создание криволинейных поверхностей.
Для некоторых операций потребуется дополнительно оснащение станка. Работает оборудование с литьем, прокатом и поковками.
Паспорт токарного станка можно бесплатно скачать по ссылке – Паспорт универсального одностоечного токарно-карусельного станка 1516.
Электрическая схема блока питания станка 1516
Электрическая схема блока питания токарного карусельного станка 1516
Характеристика электрооборудования станка 1516
Электрооборудование станков состоит из электродвигателей, электрических органов управления, конечных выключателей для ограничения перемещении подвижных частей станка и аппаратуры управления.
На станках установлены пять трехфазных асинхронных электродвигателей с короткозамкнутым ротором:
- двигатель главного привода 1M1;
- двигатель привода маслонасоса 1M2;
- двигатель перемещения поперечины 1M3;
- двигатель установочных перемещений верхнего суппорта установочных перемещений бокового суппорта 4М1 и три однофазных асинхронных конденсаторных электродвигателя с короткозамкнутым ротором привода лубрикатора системы смазки;
- двигатель поперечины 1M4;
- двигатель верхнего суппорта 2М2 и 2М3
На станке приняты следующие величины напряжений
- 380В трехфазного переменного тока, частотой 50 Гц — питание силовых цепей;
- 110В однофазного переменного тока — питание катушек магнитных пускателей и однофазных электродвигателей;
- 36В однофазного переменного тока — питание схемы выбора направлений хода шагового искателя;
- 24В — питание постоянного тока ламп местного освещения;
- 24В — питание постоянного тока цепей управления и электромагнитных муфт;
- 90В — питание постоянного тока катушек шагового искателя.
Вся электроаппаратура управления станком размещена в нише станка. Управление станком осуществляется с подвесного пульта управления.
Электрооборудование станка выполняет следующие функции:
- Управление планшайбой:
- пуск в рабочем режиме;
- пуск в толчковом режиме;
- ступенчатое изменение скорости при вращающейся планшайбе;
- поддержание ступенчато-постоянной скорости резания при обтачивании торцовых поверхностей верхним суппортом (изменение скорости вращения планшайбы с помощью кулачковой рейки и конечного выключателя);
- останов планшайбы.
Управление суппортами:
- рабочие подачи (выбор подачи и включение);
- установочные перемещения (выбор скорости перемещения и включение).
Перемещение поперечины.
Описание работы электрооборудования
Электросхема предусматривает выполнение следующих операций
- пуск и останов электродвигателя главного привода и электродвигателя системы смазки;
- подъем и опускание поперечины.
Управление электродвигателей главного привода
Управление электродвигателем главного привода осуществляется с подвесного пульта управления кнопками 1Кн2 — «Пуск» и IKHI — «Стоп».
При нажатии кнопки 1Кн2 — «Пуск» включается пускатель 1К1 главного привода. Одновременно включается реле 1Р1 ограничения холостого хода электродвигателя главного привода, которое срабатывает с выдержкой времени. Если в течение этого времени не будет включена планшайба, то размыкающий контакт этого реле (цепь 4) отключит пускатель главного привода.
Отключение электродвигателя главного привода производится нажатием кнопки IKHI — «Стоп».
При включенной планшайбе кнопка IKHI блокируется замыкающим контактом шагового искателя ШИТ. Двигатель главного привода можно отключить только после отключения планшайбы, когда шаговый искатель находится в нулевом положении.
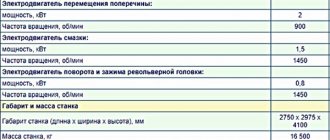
Габарит рабочего пространства
Станок относится к крупногабаритному оборудованию, поэтому подходит для установки в цехах различных предприятий. Параметры габаритов:
- длина – 317 см;
- ширина – 300 см;
- высота – 4.1 м.
Полная масса станка – 20 тонн. Диаметр планшайбы – 140 см. В начальном состоянии максимальный вес обрабатываемой заготовки – 6.3 тонны.
Технические характеристики
Универсальность станка и количество технологических операций, которые на нем можно производить, напрямую зависят от технических характеристик оборудования. Рассматриваемый токарно-карусельный агрегат относится к станкам нормального класса точности. Технические характеристики агрегата:
- максимальный диаметр обрабатываемой заготовки – 160 см;
- наибольшая высота заготовки, которую можно обрабатывать – 1 метр;
- диапазон вращения планшайбы – 1–250 об/мин;
- бесступенчатая регулировка частоты вращения планшайбы;
- частота вращения планшайбы имеет 2 ступени;
- электродвигатель имеет мощность 55 кВт;
- поперечина перемещается со скоростью 45 м/мин;
- движение суппорта по горизонтали 95 см;
- движение ползуна суппорта в вертикальном направлении – 70 см;
- количество позиций у револьверной головки – 5;
- расстояние хода поперечины 65 см;
- резцедержатель имеет 4 позиции;
- у суппорта 18 подач;
- пределы подач суппорта в диапазоне 0.03–12.5 мм/об;
- максимальный крутящий момент, допустимый по технической документации – 25 кНм.
Также опционально на станок устанавливается система охлаждения, модуль для нарезания резьбы, а также для обточки криволинейных поверхностей. Такие дополнительные инструменты и механизмы способны значительно ускорить работу станка и повысить его производительность.
Конструктивные и технологические свойства
- Реверсивное вращение планшайбы передается от электродвигателя главного привода.
- Управление по трем осям происходит от системы ЧПУ.
- Достаточная грузоподъемность стола обеспечивает обработку деталей до 6300 кг.
- Инструментальная система представляет из себя револьверную головку с пятью гнездами, в каждое из которых устанавливается отдельный инструмент.
- Движения рабочих узлов осуществляется через шарико винтовые передачи.
- Поворот ползуна на угол от + 45 до — 45 градусов позволяет точить конусные изделия.
- Конструкция станка предусматривает применение дополнительных приспособлений, которые расширяют технологические возможности оборудования.
- Допускается комплектация различными системами ЧПУ по выбору покупателя.
- Для предотвращения вылета стружки и охлаждающей жидкости дополнительно устанавливаются защитные ограждения.
- Обрабатываемая деталь устанавливается и закрепляется на поверхности стола с помощью зажимных кулачков или специальных крепежных устройств.
- Возможна комплектация с системой охлаждения инструмента.
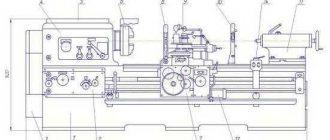
Расположение составных частей
Опорная конструкция всего станка, на которой крепятся все основные узлы агрегата, в том числе и корпус – крупная тяжелая пустотелая литая станина. Закреплять станок необходимо на мощный слой фундамента, который исключит лишнюю вибрацию и позволит выдержать вес агрегата.
Плоские направляющие расположен с фронтальной стороны станины. По этим конструкциям передвигается суппорт и поперечина. Редуктор главного привода расположен с другой стороны станины. Устройства для перемещения поперечины расположены на верхней части станины.
На корпусе стола расположен узел всей вращательной системы. В его основу входят:
- Планшайба. Во время рабочего процесса опирается на круговые направляющие, которые расположены в верхней части корпуса. На лицевой части планшайбы расположены пазы Т-образного типа. К ним крепится обрабатываемая заготовка при помощи дополнительной оснастки. Сама планшайба имеет встроенный механизм зажима заготовки. Качество обработки и безопасность всего рабочего процесса зависят именно от этого модуля.
- Шпиндель. Верхней частью закреплен в центр планшайбы. Снизу упирается в радиально-упорный подшипник. Функция – передавать, главное движение от привода.
- Привод планшайбы предназначен для передачи, для сообщения движения шпинделю.
Для вертикальной компоновки станочных частей существует стойка с поперечиной. Производитель предусмотрел аварийные ситуации, поэтому стойка выполнена с запасом прочности.
По стойкам перемещается траверса с двумя суппортами, которую легко зафиксировать в нужном положении. Один из суппортов – револьверный, а второй – расточный. На револьверном расположена каретка и ползун с револьверной головкой. На втором суппорте – ползун с резцедержателем.
Кинематическая схема станка 1516
Схема кинематическая токарного карусельного станка 1516
Кинематические схемы станков 1512 и 1516 сходны между собой и отличаются друг от друга лишь кинематикой цепи механизма передачи движения на подачу и числом зубьев зубчатых колес стола.
Вследствие разного числа зубьев зубчатых колес стола станки 1512 и 1516 имеют при одинаковой коробке скоростей различные пределы чисел оборотов планшайбы.
Кинематика цепей механизма передачи движения на подачу у станков различна, но их передаточные отношения подобраны таким образом, что общее передаточное число кинематической цепи от планшайбы до коробки подач одинаково для обоих станков. Это позволяет использовать одни и те же коробки подач и получать одинаковые величины подач.
Коробка скоростей станка 1516
Коробка скоростей служит для обеспечения вращения планшайбы, а также пуска, останова и изменения чисел оборотов. Вращение на входной вал коробки скоростей передается от электродвигателя главного привода через клиноременную передачу. Коробка скоростей сообщает планшайбе 18 ступеней чисел оборотов.
Управление коробкой скоростей — дистанционное с подвесного пульта.
Наличие в коробке скоростей электромагнитных муфт позволяет переключать скорости на ходу и тем самым обеспечить поддержание ступенчато-постоянной скорости резания при обработке торцовых поверхностей.
Коробка скоростей имеет шесть валов, смонтированных на подшипниках качения в корпусе с плоскостью разъема по осям валов для удобства сборки.
При более высоких числах оборотов пуск осуществляется ступенчато в два, три или четыре этапа. Количество ступеней разгона возрастает с увеличением числа оборотов планшайбы.
Переключение муфт при осуществлении ступенчатого разгона производится автоматически (подробное описание смотри часть 2 РЭ ‘Электрооборудование станков»).
Изменение чисел оборотов с 1 по 12 ступень производится включением соответствующих комбинаций электромагнитных муфт.
Для включения толчкового режима работы планшайбы, используемого при установке и выверке детали, необходимо на подвесном пульте поставить переключатель в положение «Толчковый пуск» планшайбы и нажать на кнопку «Пуск» планшайбы.
В коробке скоростей отсутствуют специальные тормозные устройства, и торможение планшайбы осуществляется одновременным включением трех электромагнитных муфт.
Стол станка
Принципиальных конструктивных отличий между столами станков 1516 и 1512 нет. Детали станков подобны и отличаются друг от друга лишь размерами.
Стол состоит из корпуса, имеющего круговые направляющие, планшайбы со шпинделем и привода планшайбы.
Корпус стола представляет собой чугунную отливку с развитой системой ребер, придающих ему большую жесткость.
В верхней части корпуса стола имеются кольцевые выступы, которые входят в кольцевые канавки планшайбы, образуя лабиринт. Это препятствует разбрызгиванию смазки и защищает от попадания внутрь стола стружки, чугунной пыли, эмульсии и других загрязняющих элементов.
Привод планшайбы осуществляется от коробки скоростей через пару конических зубчатых колес с круговым зубом, далее через цилиндрическую косозубую пару: шестерню и венцовое зубчатое колесо, жестко связанное с планшайбой.
Коробки подач станка
Конструкция коробок подач бокового и вертикального суппортов одинакова.
Коробка подач вертикального суппорта крепится на правом торце поперечины; коробка подач бокового суппорта — непосредственно к его корпусу.
Корпус коробки подач представляет собой чугунную отливку коробчатой формы, обладающую достаточной жесткостью. Все валы коробки подач смонтированы на подшипниках качения.
Привод коробок подач осуществляется от вертикального шлицевого вала, получающего вращение с выходного вала коробки скоростей через механизм передачи движения на подачу (смотра рис. 6).
Коробки подач сообщают суппортам 18 рабочих подач и 18 скоростей установочных перемещений. Это достигается посредством включения соответствующих комбинаций электромагнитных муфт коробок подач (диаграмму включения электромагнитных муфт смотри часть 2 РЭ ‘Электрооборудование станков*).
Все зубчатые колеса коробок подач находятся в постоянном зацеплении.
Револьверная головка с пятью пазами и отверстиями для крепления инструмента посажена на цилиндрическую втулку. Смена позиций револьверной головки осуществляется дистанционно с подвесного пульта управления. Нажатием на кнопку «Револьверная головка» включается электродвигатель поворота револьверной головки, смонтированный на верхнем торце ползуна. Вращение от электродвигателя посредством шестерен передается на приводной вал.
Главное движение (вращение планшайбы) сообщается от электродвигателя 1 через клиноременную передачу 2 — 3 на вал I, затем через коробку скоростей, вал V, конические зубчатые колеса 25 — 26 и колеса 27—28 передается планшайбе. Коробка скоростей оснащена восемью электромагнитными муфтами, переключение которых позволяет сообщить планшайбе 18 частоты вращения в пределах от 5 до 250 об/мин.
Подачи суппортов (револьверного и бокового) заимствуются от планшайбы через две независимые коробки подач с одинаковой кинематикой. Каждая коробка оснащена восемью электромагнитными муфтами, переключение которых дает возможность получить 16 величин подач для обоих суппортов.
Горизонтальная подача револьверного суппорта. От вала VIII планшайбы через передачу 28 — 27, конические передачи 26 — 25, 24 — 23, передачу 29 — 30 и конические пары колес 31 и 53 движение передается на вал XII коробки подач (показана отдельно наверху слева). От коробки подач вращение получает вал XX механизма суппорта и далее через зубчатые колеса 52 и винтовую пару 65 горизонтальную подачу получает револьверный суппорт.
Вертикальная подача револьверного суппорта. От вала VIII планшайбы до вала XXI коробки подач вращение осуществляется по той же цепи; далее через конические зубчатые колеса 55 — 56, цилиндрическую пару колес 57, коническую пару 58 и винтовую пару 59 движение подачи получает револьверный суппорт.
Горизонтальная подача бокового суппорта. Как и прежде, движение идет от вала VIII планшайбы до вала XII коробки подач, затем через коробку подач на вал XX и далее через зубчатые колеса 39 — 41 и винтовую пару 42 получает подачу боковой суппорт.
Вертикальная подача бокового суппорта. От вала планшайбы до вала XII коробки подач движение идет по той же цепи, затем через коробку подач вращение получает вал XXI механизма суппорта и через конические зубчатые колеса 35-36 и винтовую пару 43 получает подачу боковой суппорт.
Ускоренное перемещение оба суппорта получают от отдельного электродвигателя 104. Подъем и опускание траверсы осуществляются двумя ходовыми винтами 48-49 от электродвигателя 105.
Расположение органов управления
Органы управления токарно-карусельного станка 1516:
- рукоятка для закрепления резцовой головки бокового суппорта;
- винт для фиксации ползуна вертикального суппорта;
- такой же винт для оправки режущего инструмента в гнезде револьверной головки;
- рукоятка для автоматического подключения станка к сети;
- закрепительная гайка поворотных салазок вертикального суппорта;
- подвесной пульт управления;
- маховики для передвижения вручную горизонтально и вертикально бокового суппорта.
Также имеются ручные маховики для передвижения вертикального суппорта.
Сведения о производителе токарно-карусельного станка 1516
Разработчиком и изготовителем токарно-карусельного станка 1516 является Краснодарский станкостроительный завод Седина, основанный в 1911 году.
В 1915 году был выпущен первый токарный станок. В 1922 предприятие получило своё современное название — в честь токаря Седина Г. М.
В 1935 году был выпущен первый токарно-карусельный станок модели 152, а к 1937 г. определился приоритетный профиль завода — станкостроение, и в первую очередь — производство токарно-карусельных станков.
Станки токарно-карусельные производства Краснодарского станкостроительного завода, КСЗС
- 1А512МФ3
станок токарно-карусельный одностоечный с ЧПУ Ø 1250 х 1000 - 1А516МФ3
станок токарно-карусельный одностоечный с ЧПУ Ø 1600 х 1000 - 1Л532
— станок токарно-карусельный двухстоечный Ø 3150 х 1600 - 1М557
— станок токарно-карусельный двухстоечный Ø 3200 х 1600 - 1286-6
станок токарный вертикальный шестишпиндельный Ø 630 х 750 - 1508
— станок токарно-карусельный одностоечный Ø 800 х 800 - 1510
— станок токарно-карусельный одностоечный Ø 1000 х 800 - 1512
— станок токарно-карусельный одностоечный Ø 1250 х 1000 - 1512Ф3
станок токарно-карусельный одностоечный с ЧПУ Ø 1250 х 1000 - 1516
— станок токарно-карусельный одностоечный Ø 1600 х 1000 - 1516Ф1
— станок токарно-карусельный одностоечный с УЦИØ 1600 х 1000 - 1516Ф3
— станок токарно-карусельный одностоечный с ЧПУ Ø 1600 х 1000 - 1525
— станок токарно-карусельный двухстоечный Ø 2500 х 1600 - 1531М
станок токарно-карусельный одностоечный Ø 1250 х 1000 - 1541
— станок токарно-карусельный одностоечный Ø 1600 х 1000 - 1553
станок токарно-карусельный двухстоечный Ø 2300 х 1600
Техника безопасности при работе
Крупногабаритный токарный станок 1516 является объектом опасности при нарушении правил эксплуатации. Поэтому допускаются к работе с ним только лица, прошедшие соответствующее обучение и имеющие квалификацию. Важно соблюдать основы техники безопасности:
- работать необходимо строго в специальной одежде и обуви;
- волосы убрать под головной убор, нельзя, чтобы были свисающие края одежды;
- на холостом ходу изначально нужно проверить работу органов управления, а также исправность системы смазки и охлаждения;
- перед началом работы убедиться, что станок заземлен;
- запрещено подходить к оборудованию в состоянии алкогольного, наркотического опьянения, а также под воздействием медикаментов.
Для безопасности обязательно проверить исправное состояние режима фиксации рычагов включения и выключения, чтобы исключить самопроизвольное переключение с холостого хода на рабочий.
Карусельно-токарный станок 1516 является одним из надежнейших вариантов токарного оборудования, предназначенного для обработки крупногабаритных заготовок из черного и цветного металлов, а также различных сплавов. Агрегат предусматривает возможность выполнения самых разных операций, поэтому считается универсальным станком и пользуется популярностью среди цеховщиков. Основное преимущество в возможности обрабатывать детали весом до 6 тонн.