При проектировании и изготовлении гнутых деталей из труб и прутков всегда возникает задача определения длины развертки – длины прямолинейной заготовки до начала технологического процесса гибки.
Продолжая тему…
Представляю расчет в Excel длины развертки деталей из прутков и труб круглого сечения.
Программа расчета написана по формуле классического сопромата! Практические результаты будут немного отличаться от рассчитанных значений из-за целого ряда факторов, о которых уже упоминалось в статье о гибке листовых заготовок (ссылка на эту статью в предыдущем абзаце). Однако точность при гибке трубы для изготовления опытного образца представленная ниже программа обеспечит.
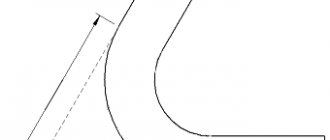
Ниже этого текста на рисунке представлена расчетная схема.
Радиусы нейтральных слоев каждого из изогнутых участков рассчитываются по формуле:
r ni
=((4*R i2—D2) 0,5 +(4*R i2—d2) 0,5)/4
Нейтральный слой – это поверхность, ближе которой к центру радиуса изгиба материал трубы при гибке сжимается, а дальше которой от центра радиуса изгиба – растягивается.
Длина кривых участков при гибке трубы определяется по формуле:
l i =π *α i /180*r ni
Здесь угол α i
должен быть в градусах.
Общая длина развертки вычисляется суммированием длин прямых и изогнутых участков:
L
=∑(L i+l i)
Программа расчета в Excel длины развертки при гибке труб.
Для выполнения расчетов используем программу MS Excel. Можно воспользоваться табличным процессором Calc из свободно распространяемых пакетов
Apache OpenOffice илиLibreOffice.
Исходные данные:
Положим, что в рассматриваемом примере деталь состоит из трех прямых и двух изогнутых участков (как на схеме вверху).
1.
Записываем наружный диаметр трубы
D
в миллиметрах
в ячейку D4: 57,0
2.
Значение внутреннего диаметра трубы
d
в миллиметрах заносим
в ячейку D5: 50,0
Внимание!!! Если рассчитывается длина развертки прутка сплошного круглого сечения, то
d=0!
3.
Длину первого прямого участка
L 1
в миллиметрах вводим
в ячейку D6: 200,0
4.
Осевой радиус сгиба первого кривого участка
R 1
в миллиметрах записываем
в ячейку D7: 300,0
5.
Угол сгиба первого кривого участка
α 1
в градусах пишем
в ячейку D8: 90,0
6.
Длину второго прямого участка детали
L 2
в миллиметрах вводим
в ячейку D9: 100,0
7.
Осевой радиус сгиба второго изогнутого участка
R 2
в миллиметрах записываем
в ячейку D10: 200,0
8.
Угол сгиба второго изогнутого участка
α 2
в градусах пишем
в ячейку D11: 135,0
9.
Длину третьего прямого участка детали
L 3
в миллиметрах вводим
в ячейку D12: 300,0
10-15.
Ввод исходных данных в Excel для нашего примера завершен. Ячейки D13…D18 оставляем пустыми.
Программа позволяет рассчитывать развертки деталей, содержащих до пяти прямых участков и до четырех изогнутых. Гибка трубы с большим количеством участков требует для расчета развертки незначительной модернизации программы.
Результаты расчетов:
16.
Длину первого изогнутого участка
L 1
в миллиметрах вычисляем
в ячейке D20: =ЕСЛИ(D7=0;0;ПИ()*D8/180*((4*D7^2-$D$4^2)^0,5+(4*D7^2-$D$5^2)^0,5)/4) =469,4
17.
Длину второго изогнутого участка
L 2
в миллиметрах вычисляем
в ячейке D21: =ЕСЛИ(D10=0;0;ПИ()*D11/180*((4*D10^2-$D$4^2)^0,5+(4*D10^2-$D$5^2)^0,5)/4) =467,0
18-19.
Так как в рассматриваемом примере нет третьего и четвертого кривых участков, то
в ячейке D22: =ЕСЛИ(D13=0;0;ПИ()*D14/180*((4*D13^2-$D$4^2)^0,5+(4*D13^2-$D$5^2)^0,5)/4) =0,0
в ячейке D23: =ЕСЛИ(D16=0;0;ПИ()*D17/180*((4*D16^2-$D$4^2)^0,5+(4*D16^2-$D$5^2)^0,5)/4) =0,0
20.
Общая длина развертки детали
L
в миллиметрах суммируется
в ячейке D24: =D6+D9+D12+D15+D18+D20+D21+D22+D23 =1536,3
Длина развертки изогнутой трубы рассчитана с помощью программы MS Excel.
Область применения
Высокая прочность и малый удельный вес стальных бесшовных труб делают их востребованными во многих хозяйственных отраслях. При возведении магистралей, предназначенных для перемещения газов и жидкостей под сильным давлением, в большинстве своем применяют отводы без продольных швов.
Добыча нефти и газа
В газо- и нефтедобывающих сферах толстые трубы применяют при транспортировки газовых и жидкостных сред на длительные расстояния, а также при бурении. На большой глубине проходки возрастают риски повышенного давления грунта, сдвигов пород, что требует использования особо прочной обсадной конструкции. Бесшовные каналы с надежными стенками, изготовленные из качественных сплавов, обеспечат безаварийное функционирование бурового оборудования.
Обустройство гидравлических систем
Гидравлические системы присутствуют во многих грузоподъемных установках, важных узлах автомобилей, используются в промышленности и строительстве. Их работу отличают предельная температура и большая напорная сила. Толстостенные трубы из стали, обладающие большим запасом прочности, успешно выдерживают эти условия.
Химическая промышленность
В химической индустрии находят использование трубы как с толстыми, так и тонкими стенками. Прочные толстостенные применяют для транспортировки газов и токсичных веществ, там, где существует высокое давление. Тонкостенные трубки активно используют в лабораториях и врачебных инструментах.
Производство энергии
Для энергетических установок характерны постоянное изменение внутреннего избыточного давления и высокие температуры окружающей среды. В этих экстремальных условиях эксплуатации оптимально подходит применение толстостенного бесшовного трубопровода.
Судостроение и самолетостроение
В данных отраслях одна из главных задач конструкторов минимизировать вес основного продукта. Для этого применяются материалы, которые должны быть надежными в эксплуатации и обладать небольшой массой. Высочайшие показатели прочности на разрыв и легкий вес бесшовной трубы полностью отвечают данным требованиям авиа- и судостроителей, поэтому продукция находит у них широкое применение
ТЕХНОКОМ | Калькулятор усилия гибки онлайн
Калькулятор расчета необходимого усилия листогибочного пресса позволяет просчитать необходимый тоннаж. Полезен для технологов и инженеров для общей проработки возможностей своего оборудования или подбора листогибочного пресса для выполнения определенной гибки по параметрам. Позволяет получить общие справочные значения в считанные секунды без сложного обсчета, в том числе для дальнейшего подбора гибочного инструмента или размещения заказов по гибке.
Легенда
F (усилие, тоннаж), тонн — общее необходимое усилие для осуществления гибаS (толщина), мм — толщина материала (листа) для гибкиV (открытие), мм — открытие матрицыh (длина полки), мм — минимальная необходимая длина для прямой остаточной полки детали после гибкиL (длина гибки), мм — основная длина гибки детали (параллельна ширине листогибочного пресса)R (радиус), мм — внутренний радиус гибаTS (предел прочности) — предел прочности материала детали для гибки
Основная используемая формула для расчета:
Гибочное усилие F = (1,42 x TS x S2 x L)/1000 x V Внутренний радиус R = (5 x V) / 32
Внимание!
Данный калькулятор предназначен исключительно для получения ориентировочной справочной информации и не может являться эффективным инструментом для точных расчетов и составления технических заданий. Для получения точных и достоверных значений необходимо консультироваться со специалистами.
Таблица по усилиям гибки для листогибочного пресса
Нижеприведенная таблица отображает примерное справочное усилие в соответствии с открытием матрицы, минимальной полкой, толщиной металла и радиусом. Данная таблица действительна для 1 метра конструкционной стали
| V | H min | R | 0,5 | 0,8 | 1 | 1,2 | 1,5 | 1,8 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 6 | 7 | 8 | 9 | 10 | 12 | 15 | 18 | 20 |
| 6 | 5 | 1 | 2,5 | 6,5 | 10 | |||||||||||||||||||
| 8 | 6 | 1,3 | 2 | 5 | 8 | 11 | ||||||||||||||||||
| 10 | 7 | 1,7 | 1,5 | 4 | 6 | 9 | 13 | |||||||||||||||||
| 12 | 9 | 2 | 3 | 5 | 7 | 11 | 16 | |||||||||||||||||
| 15 | 12 | 2,7 | 4 | 6 | 9 | 13 | 16 | |||||||||||||||||
| 20 | 15 | 3,3 | 4 | 7 | 10 | 13 | 19 | |||||||||||||||||
| 26 | 18 | 4,2 | 5 | 7,5 | 10 | 14 | 21 | |||||||||||||||||
| 30 | 22 | 5 | 6,5 | 8 | 12 | 19 | 24 | |||||||||||||||||
| 32 | 23 | 5,4 | 7,5 | 11,6 | 17 | 23 | 30 | |||||||||||||||||
| 37 | 25 | 5,8 | 10 | 14,5 | 20 | 26 | 33 | |||||||||||||||||
| 42 | 29 | 6,7 | 13 | 17 | 23 | 29 | 35,5 | |||||||||||||||||
| 45 | 32 | 7,5 | 16 | 21 | 27 | 33 | 48 | |||||||||||||||||
| 50 | 36 | 8,3 | 19 | 24 | 30 | 43 | 58 | |||||||||||||||||
| 60 | 43 | 10 | 20 | 25 | 36 | 49 | 64 | |||||||||||||||||
| 70 | 50 | 11,5 | 21 | 31 | 42 | 55 | 69 | |||||||||||||||||
| 80 | 57 | 13,5 | 27 | 37 | 48 | 60 | 75 | |||||||||||||||||
| 90 | 64 | 15 | 32 | 42 | 54 | 66 | 95 | |||||||||||||||||
| 100 | 71 | 17 | 38 | 48 | 60 | 86 | 134 | |||||||||||||||||
| 130 | 93 | 22 | 37 | 46 | 66 | 103 | 149 | |||||||||||||||||
| 180 | 130 | 30 | 33 | 48 | 75 | 107 | 133 | |||||||||||||||||
| 200 | 145 | 33 | 43 | 67 | 97 | 119 | ||||||||||||||||||
| 250 | 180 | 42 | 54 | 77 | 95 |
www.technocom-rus.ru
Как самому сделать трубы из листа металла
Сегодня расскажем, как согнуть трубу без вальцовочного станка. Нужна, чтоб установить «буржуйку». В данном случае аналогичная из гаража выходит. Можно, конечно, купить в металлопрокате, но там нет с толщиной стенки 1,5 мм, есть по 3-4 мм и она тяжелая. Поэтому решение купить листовой металл 1,5 мм и согнуть самому. Для этого нужна труба, на которой будем ее гнуть. На нее будем крутить металл. С торцов приварены две трубки. Вставлять лом и крутить с одной стороны и с другой. А сюда приварен листовой металл, чтобы его зафиксировать. На видео «Авраменко Garage» покажем, как это происходит.
Получили на выходе. Стоит задача. Как согнуть край, его в конце не получается захватить. Пробовать молотком, киянкой, сгибать или просто отрезать часть, что не согнулась (просто удалить). Потом делаем мерную веревочку. Отмеряем, какой диаметр нужен и делаем мерную веревочку, допустим, 30 см. Замеряем. С другой стороны делаем отметку и болгаркой отрезаем и снимаем часть. Следующий отрезок трубы. Когда все срезали и сняли, свариваем шов, получаем трубу из металла 1,5 мм, не используя листогибочные станки.
Читать также: Редуктор давления на газовый баллон
Следующая, такое же расстояние отрезается и снова сваривается. В одну длинную трубу они сварятся. Конечный результат сваренного готового изделия. Это одна часть, как видно, вторая и третья, так набирать длину. Таким несложным способом можно сделать в домашних условиях трубу, какую нужно. Спасибо за внимание.
При наличии прямых рук гнуть жесть и делать из нее трубы довольно просто!
Изготовление трубы из жести своими руками – это отличная альтернатива покупке дорогого водостока или вентиляционного кожуха. На практике экономия выходит колоссальной, а если учесть, что освоив технологию, вы сможете буквально «штамповать» трубы любого (ну ладно, почти любого) диаметра – то прочитать мои советы и хотя бы попробовать реализовать их на практике определенно стоит!
Ниже я расскажу о том, что нам понадобится для формирования трубы, а также опишу алгоритм, по которому я уже пять лет успешно гну жестяные изделия.
Приспособление для разметки труб. Расчет и изготовление шаблона — Оборудование
В крупных заготовительных мастерских разметку и резку труб производят на разметочно-отрезном агрегате, который позволяет получать детали трубопроводов с допуском ± 1 мм.
В небольших заготовительных мастерских и на монтажной площадке разметку труб производят на разметочных стеллажах, применяя обычный разметочный и измерительный инструмент: линейки, рулетки, чертилки, шаблоны и др.
Разметка трубы заключается в определении ее заготовительной длины и нанесении необходимых осей. Разметив трубу для резки, на ней намечают начала всех изгибов, отверстия для врезки отборов и тройников.
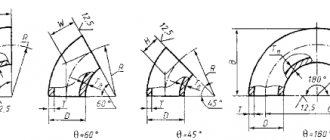
Для изготовления гнутого отвода и определения длины заготовки должны быть известны радиус (R) и угол (а) загиба трубы, длина свободных концов или длина прямого участка между отводами. Длину заготовки (рис. 1) определяют по формуле
Где LОбщ – длина заготовки, м;
L= π/180*αR – длина изогнутом части, м;
L1 = L – S – длина прямого участка, м;
L2 = L1-S‑длина второго прямого участка, м; .
Рисунок 1. Разметка трубы для изгиба
- а – разметка отвода;
- б – участок трубопровода.
При пересечении двух труб тройник реза намечают по приспособлению, которое изготавливают на листе плотной бумаги. Вначале вычерчивают в двух проекциях и в натуральную величину пересечение двух труб, как показано на рис. 2. На врезаемой части трубы строят полуокружность, которую обычно делят на шесть частей (точки 1, 2, 3, 4, 5, 6). Через эти точки проводят прямые параллельные оси трубы. На второй проекции делают аналогичные построения, прямые проводят до пересечения с контуром трубы, в которую нужно сделать врезку (точки 0, 1, 2, 3). Проводя из этих точек параллельные прямые, как показано на рисунке, получим точки 0l, 1l, 2l, 3l, 4l, 5l, 6l.
Рис. 5. Разметка пересечения двух труб
Способы резки
Для обработки таких материалов используют следующие способы:
- термическая резка: применение плазменного или газового резака, лазерного оборудования;
- механическая: применение роликового трубореза, болгарки, ножовочного станка.
Выбирая способ резки, следует учесть объемы работы и долговечность выбранного устройства и оборудования.
Технология работы
Шаг 1. Заготовка
Инструкция по изготовления трубы из жести начинается с описания изготовления заготовки:
Укладываем материал на верстак
- На верстаке или другой ровной поверхности раскатываем листовой металл, при необходимости выравнивая его с помощью механических воздействий.
- Отмеряем длину и ширину трубы, нанося мелом, маркером или разметчиком обозначения на материал. При разметке учитываем, что ширина заготовки должна быть равной длине окружности трубы + 1,5…1,6 см на формирование шва.
- Контролируем перпендикулярность проведённых линий с помощью угольника.
Резка по размеру
- Берем ножницы и делаем сначала боковой, а затем продольный разрез. Резать нужно строго по линиям, стараясь не делать больших отступов. Если линия реза будет «гулять» — на этапе формирования шва могут возникнуть проблемы.
- Еще раз выравниваем нашу заготовку. При необходимости простукиваем края для удаления волн и обрабатываем их, зачищая от заусенцев.
Шаг 2. Формовка трубы
Теперь нам нужно сделать из заготовки круглую трубу. И на первом этапе мы формируем профиль:
- С одной стороны детали проводим линию загиба фальца на расстоянии 0,5 см от края.
- С другой стороны проводим такую же линию на расстоянии 1 см.
Схема загиба фальцев
- Укладываем заготовку на стальной уголок и отгибаем фальцы перпендикулярно плоскости листа. Для загиба используем киянку, при необходимости подправляя металл плоскогубцами.
- Я обычно поступаю таким образом: вначале захватываю металл плоскогубцами, формируя загиб шириной около 2-3 см. После того как направление деформации будет задано, меняю плоскогубцы на киянку и продолжаю работу, используя в качестве опоры стальной шаблон.
- Работая по шаблону, не прикладываем излишних усилий, иначе мы рискуем повредить материал и «счесать» часть защитного покрытия,
- Дальше отогнутый фальц шириной 1 см делим надвое по ширине и повторяем загиб. Теперь нам нужно отогнуть полосу шириной 0,5 см параллельно основной заготовке.
Читать также: Где ставить узо в квартире
- Теперь формируем профиль трубы. Заготовку укладываем на калибрующую поверхность и постукиваем по ней, выгибая вначале дугу, а затем и полный круг. Чем ровнее он будет, тем лучше – меньше придется возиться на завершающем этапе работы.
Шаг 3. Обработка стыка
Теперь нам нужно сформировать шов, который превратит нашу заготовку в собственно трубу:
- Фальцы, отогнутые перпендикулярно основной части, совмещаем, плотно прижимая друг к другу.
Заготовка трубы с загнутым швом
- Горизонтальную часть длинного фальца загибаем таким образом, чтобы он обернул совмещенные части.
- Укладываем полученную трехслойную конструкцию на верстак и тщательно простукиваем, хорошенько уплотняя. При этом следим, чтобы не было перекосов, которые отрицательно скажутся на прочности конструкции.
Укрепление соединения на болванке
- Шов из собранных вместе фальцев отгибаем к стенке трубы. Надеваем изделие на калибровочную заготовку и еще раз простукиваем стык. Полученное соединение отлично держится без всякого крепежа за счет пластичности жести.
При изготовлении труб большого диаметра, испытывающих значительные нагрузки ширину фальцев можно увеличить, а стык дополнительно усилить заклепками.