Сведения о производителе фрезерного горизонтального настольного станка НГФ-110ш3
Фрезерный горизонтальный настольный станок модели НГФ-110ш3 выпускается предприятием Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- НС-16 — станок сверлильный настольный Ø 16
- НГФ-110Ш3 — станок фрезерный небольшой мощности 0,6кВт, размер стола 100х400 мм
- НГФ-110Ш4 — станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- СНВШ — станок сверлильный настольный Ø 16
- СНВШ-2 — станок сверлильный настольный Ø 16
- ТВ-4
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6М
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно - ТВ-7
— станок токарно-винторезный учебный Ø 220, РМЦ 330 мм - ТВ-7М — станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 — станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 — станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
НГФ 110 Ш4 настольный горизонтально-фрезерный станок
Данный станок выпускается, начиная с 1956 года Ростовским заводом малогабаритных станков МАГСО, под предводительством компании КомТех Плюс. Само это предприятие состоит в промышленной группе компаний, которая закрепила свои позиции на рынке, по выпуску малогабаритного станочного оборудования, ещё более 10 лет назад и держит их по сей день. Но каковы же технические характеристики самого НГФ 110 Ш4 и что стоит о нём знать перед покупкой?
НГФ-110ш3 станок фрезерный горизонтальный настольный. Назначение и область применения
Горизонтально-фрезерный учебный станок НГФ-110ш3 выпускался с 1972 по 1979 год по ТУ-79 РСФСР 355-72 и был заменен в производстве более совершенным станком НГФ-110Ш4, который выпускается по ТУ-79 РСФСР 441-79.
Горизонтальный консольно-фрезерный станок НГФ-110ш3 настольного типа предназначен для выполнения фрезерных операций по обработке горизонтальных плоскостей, пазов и других поверхностей. Установка вертикально-фрезерной головки (ВФГ) позволяет дополнительно производить обработку вертикальных плоскостей, а также плоскостей под определенным углом. Обработка плоскостей производится дисковыми, торцовыми, концевыми, угловыми и фасонными фрезами.
Фрезерный станок модели НГФ-110ш3 является специальным школьным оборудованием и предназначен для производственного обучения в средней школе для оборудования школьных учебных мастерских.
Модификации настольного горизонтально-фрезерного станка НГФ-110
НГФ-110ш1, НГФ-110ш2 производитель: Завод № 5 им. Дзержинского, город Щелково Московской области, поселок имени Свердлова.
НГФ-110ш2 производитель: Сапожковский механический завод № 7, город Сапожок Рязанской области.
НГФ-110ш3 0,6 кВт, размер стола 100 х 400 мм производитель: Ростовский завод МАГСО, основанный в 1956 году.
НГФ-110ш4 0,75 кВт, размер стола 100 х 400 мм производитель: Ростовский завод МАГСО, основанный в 1956 году.
Обозначение фрезерного станка НГФ-110ш4. Буквы и цифры означают:
- Н — настольный станок;
- Г — горизонтальный станок;
- Ф — фрезерный станок;
- 110 — наибольший диаметр фрез, применяемых на станке (мм);
- Ш — школьный;
- 1, 2, 3, 4 — модель станка.
Назначение и область применения
Станок этой модели получил название школьного. Главная причина – в том, что оборудование участвует в обучении основам фрезерного дела для старшеклассников. Станок выполняет следующие дополнительные функции:
- Обрабатывание пазов, горизонтальных поверхностей.
- Работа с изогнутыми плоскостями, имеющими определённый угол изгиба.
- Обработка плоскостей по вертикали.
- Попутное и встречное фрезерование.
Если мелкой стружки нет – станки могут обрабатывать изделия, выполненные из цветных металлов. Настольный горизонтальный агрегат запрещается применять в случаях с другими металлами, которые не отвечают данному требованию.
НГФ-110ш3 Габариты рабочего пространства фрезерного станка
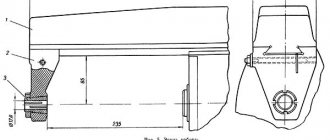
Габариты рабочего пространства фрезерного станка НГФ-110ш3
Эскиз хобота с серьгой горизонтально-фрезерного станка НГФ-110ш3
- хобот
- серьга
- гайка
- втулка серьги
- гайка
Стойка в верхней части имеет направляющие типа «ласточкин хвост», в которых установлен хобот 1. Хобот можно перемещать по направляющим вручную. Зажим хобота на направляющих осуществляется клином, который при завертывании винта затягивается и закрепляет хобот на стойке.
В переднем конце хобота установлена серьга 2. Серьга на хоботе стягивается гайкой 5. Перестановка серьги с одного станка на другой в связи с индивидуальной подгонкой не допускается.
Бронзовый подшипник-втулка серьги 4 имеет коническую наружную поверхность и два продольных разреза, за счет которых гайкой 3 регулируется зазор в подшипнике.
Перед началом работы необходимо смазать маслом И-30А внутреннюю полость втулки серьги.
Регулировка зазора определяется по нагреву втулки серьги (при обкатке в течение одного часа при максимальной частоте вращения шпинделя нагрев втулки не должен превышать 50—60° С, при достаточно обильной смазке).
Оправка предназначена для крепления цилиндрических дисковых и других фрез.
Фрезы крепятся на оправке с помощью установочных колец и гайки.
Для обеспечения жесткости режущего инструмента свободный конец оправки устанавливается в опору серьги. Серьга закрепляется на хоботе.
Перечень и расположение составных частей
Это оборудование относится к разновидности широко универсальных станков. Для учебных целей технические характеристики можно назвать идеальными. В станке присутствуют следующие составные части:
- Оправка.
- Освещение локально подают по отдельному источнику.
- Специальная плита, на которую ставят электрическое оборудование.
- Экран для обеспечения защиты.
- Хобот с серьгой.
- Тиски.
- Скоростная коробка монтируется на стойке.
- Стол для установки салазок.
- Консоль.
Для управления используют стандартный кнопочный пост. Это упрощает эксплуатацию, повышает безопасность для пользователей. Двумя дополнительными рычагами выбирают частоты вращения узла со шпинделем. Имеется три маховика, о них уже упоминалось ранее.
Есть три направления, в которых осуществляется движение стола:
- В месте с консолями, по направляющим стойки. Это вертикаль.
- В случае с продольным движением опора идёт на направляющие салазок.
- Движение с опорой на консольные направляющие, если речь – о перечной плоскости. Тогда рабочая поверхность и салазки перемещаются одновременно.
Тремя дополнительными винтами снабжают конструкцию стола. Каждый из них – со своей отдельной задачей:
- Зажим салазок на консоли.
- Зажим салазками непосредственно рабочей поверхности.
- Выполнение подачи в продольном направлении.
Две гайки подходят для одновременного налаживания подачи вдоль, поперёк.
Оправка позволяет зафиксировать заготовку, которая применяется совместно с агрегатом.Гайка и несколько монтажных колец позволяют соединять конструкцию в единое целое. В опору серьги монтируют оправку, вторым концом. Монтаж опоры у серьги происходит в хоботе. Благодаря подобному устройству фрезы остаются максимально жёсткими.
НГФ-110ш3 Общий вид универсального фрезерного станка
Фото настольного фрезерного станка НГФ-110ш3
Фото настольного фрезерного станка НГФ-110ш3
Фото настольного фрезерного станка НГФ-110ш3
Фото настольного фрезерного станка НГФ-110ш3
НГФ-110ш3 Расположение органов управления станком
Расположение органов управления станком НГФ-110ш3
Перечень органов управления фрезерным станком НГФ-110ш3
- рукоятка, переключения частот вращения шпинделя
- рукоятка, переключения частот вращения шпинделя
- маховичок продольной подачи
- маховичок поперечной подачи
- маховичок вертикальной подачи
- кнопочный пост управления
Общий вид и органы управления школьного станка по металлу
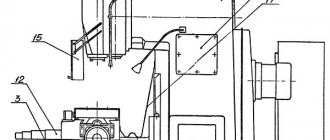
НГФ-110 представляет собой одностоечный фрезерный станок с литым основанием в виде фигурной плиты. По углам она имеет отверстия в ушках для крепления к столу, и регулировки по горизонтали при установке. В передней части консоль со столом и салазками. Сверху круглый хобот с серьгой. По бокам, на корпусе закреплен плафон с освещением и защитный экран.
Двигатель стоит сзади и соединен с коробкой скоростей ременной передачей. Включается кнопками внизу станка. Ручка переключения частоту вращения шпинделя сбоку на стойке. На салазках и торце стола расположены маховики с ручками управления перемещения. Вертикально стол поднимается маховичком в самом низу винта.
НГФ-110ш3 Кинематическая схема фрезерного станка
Кинематическая схема фрезерного станка НГФ-110ш3
Вращение от электродвигателя I передается клиноременной передачей валу II коробки скоростей (рис. 7). Далее с вала II. на вал III и затем на шпиндель IV вращение передается через шестерни 4, 5, 6, неподвижно закрепленные на валу II, подвижные тройной и двойной блоки шестерен, сидящие на валу III и шестерни 12, 13 неподвижно закрепленные/на шпинделе IV.
Подвижные блоки шестерен позволяют получить шесть различных частот вращения шпинделя (см. график частот вращения шпинделя).
Устройство настольного горизонтально-фрезерного настольного станка НГФ-110Ш1
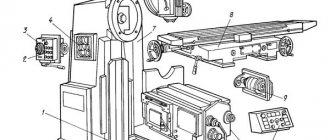
Расположение основных узлов на станке НГФ-110ш1
Расположение основных узлов на станке НГФ-110ш1
Расположение органов управления станком НГФ-110ш1
Расположение органов управления станком НГФ-110ш1
Настольный горизонтально-фрезерный станок состоит из следующих основных узлов и деталей (рис. 1 и 2):
- 1. Станина с основанием;
- 2. Привод;
- 3. Коробка перемены передач с механизмом включения;
- 4. Консоль;
- 5. Стол продольного перемещения;
- 6. Каретка поперечного перемещения;
- 7. Механизм вертикального перемещения;
- 8. Реверсивный пускатель электродвигателя;
- 9. Хобот;
- 10. Оправки для закрепления фрез;
- 11. Установочные тиски.
Станина с основанием
Станина представляет собой простейшую форму отливки с четырьмя расточенными отверстиями под шпиндель, вал блока шестерен, вал привода и хобот. В нижней части в отливке сделана внутренняя сплошная перемычка, которая служит поддоном резервуара масла для смазки шестерен и подшипников коробки скоростей.
Основанием станка служит массивная чугунная плита прямоугольной формы размером 600 х 400 мм. Плита предназначена для крепления станины и установки станка на фундаменте.
Привод
При помощи клиноременной передачи вращение от электродвигателя передается на вал привода коробки скоростей, который смонтирован на трех шариковых подшипниках. На валу жестко насажена шестерня, передающая вращение основному валу коробки скоростей через постоянно сцепленную с ней шестерню, насаженную на основной вал.
Электродвигатель установлен на шарнирно закрепленной скобе 2 (рис. 3). При ослаблении клиновидного ремня вследствие его вытяжки следует отвернуть гайку 5, второй гайкой натянуть ремень, после чего вновь навернуть гайку 5.
Ременная передача закрыта кожухом, закрепленным на корпусе.
Пуск станка осуществляется барабанным реверсивным переключателем типа БП1-132.
Подключение станка к электросети производится через вводный выключатель ВВ (пакетный выключатель на 25 а) типа ВП-25.
Заземление станка при установке, а также эксплуатации его производится в соответствии с требованиями Госинспекции по промэнергии при МЭС СССР.
Коробка перемены передач с механизмом переключения
Коробка перемены передач с механизмом переключения состоит из основного вала с жестко насаженной шестерней и подвижным тройным блоком и сидящих жестко на шпинделе трех шестерен. Вал цапфами опирается на шариковые подшипники.
Шпиндель вращается в двух опорах. Блок шестерен переводится специальной вилкой, сидящей на рычаге переключения.
При переключении блок шестерни занимает три рабочих положения, что дает шпинделю три разные скорости, а в сочетании с двухступенчатым шкивом шпиндель получает шесть скоростей от 60 до 840 об/мин.
Рычаг переключения скоростей имеет ручку с пружинным пальцем, фиксирующим полное сцепление шестерен в определенном положении по гнездам в шкале.
Переключение скоростей производится только при полной остановке станка.
На станине станка имеется табличка с указанием оборотов шпинделя станка в минуту.
Консоль фрезерного станка НГФ-110ш1
Консоль фрезерного станка НГФ-110ш1
Консоль станка (рис. 4) представляет собой коробчатую отливку, на которой смонтированы механизмы продольного, вертикального и поперечного перемещения стола. Консоль крепится на вертикальных направляющих двумя планками, а регулируется боковым клином и двумя винтами.
Для продольного и поперечного перемещения рабочего стола на станке имеются салазки с направляющими в форме ласточкиного хвоста. Регулирование салазок осуществляется клиньями и винтами. В основании продольных направляющих салазок закреплена маточная гайка стола. Поперечное движение стола осуществляется ходовым винтом с прямоугольной резьбой и рукояткой. Продольно движение стола осуществляется ходовым винтом и маховичками, которые расположены с обеих сторон стола.
Ходовые винты имеют с двух сторон нониусные втулки с ценой деления 0,1 мм. На рабочей поверхности стола имеется три Т-образных паза для закрепления детали или тисков.
Для вертикального подъема стола на основании станка закреплен ходовой винт. Маточная гайка ходового винта укреплена в основании консоли. Для вращения ходового винта на нем укреплен маховичок.
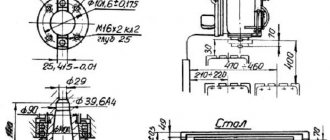
Установочные тиски
Установочные тиски (рис. 5) являются основным приспособлением для закрепления небольших деталей различного профиля и могут иметь сменные губки в случае закрепления в них деталей сложной формы.
Для удобства работы тиски сделаны поворотными. На поворотном лимбе нанесены деления в градусах. Цена деления 1°.
Фиксация тисков в нужном положении осуществляется стопорным болтом и гайкой.
Хобот станка и оправка с фрезой
В направляющих верхней части станины (рис. 6) помещается хобот станка с серьгой, закрепленной в рабочем положении специальным зажимом с рукояткой.
В серьге смонтирован шариковый подшипник, несущий фрезерную оправку.
На валу между оправками закреплена фреза. В зависимости от выполняемой на станке работы хобот можно установить на различном расстоянии от направляющих консоли, т. е. с различным вылетом.
Описание основных узлов фрезерного станка НГФ-110ш3
Стойка станка НГФ-110ш3 с коробкой скоростей
Стойка является базовым узлом, на котором монтируются все остальные узлы и механизмы станка.
Жесткость конструкции стойки достигается за счет развитого основания и трапецеидального сечения стойки по высоте.
Стойка разделена на два отсека. В верхнем отсеке монтируется коробка скоростей, в нижнем — электродвигатель.
Трехваловая шестискоростная коробка скоростей смонтирована в верхней части корпуса стойки и обеспечивает регулирование частоты вращения шпинделя от 100 до 1000 об/мин. Подбор необходимой частоты вращения осуществляется с помощью рычагов переключения, расположенных с левой стороны станка.
Для осмотра коробки скоростей необходимо снять боковую крышку.
Шпиндель ставка представляет собой двухопорный полый вал.
Передняя шейка шпинделя опирается на два радиально-упорных подшипника 8 (рис. 2), а задняя — на радиальный подшипник 9. Для устранения осевого зазора передних подшипников на шпинделе установлены две гайки 10. Между подшипниками установлены распорные кольца 11 и 12. При износе подшипников зазор в них устраняется шлифовкой торцов внутреннего распорного кольца 12. Компенсационное кольцо 13 служит для устранения осевого люфта шпинделя.
Коробка скоростей фрезерного станка НГФ-110ш3
Фото коробки скоростей фрезерного станка НГФ-110ш3
Схема коробки скоростей фрезерного станка НГФ-110ш3
- стойка
- шпиндель
- маслоуказатель
- шлицевой вал
- сливная пробка
- шкив
- клиновой ремень
График оборотов шпинделя фрезерного станка НГФ-110ш3
Консоль
Стол и консоль фрезерного станка НГФ-110ш4
Консоль фрезерного станка НГФ-110ш4
Консоль является базовым узлом механизма подач. На направляющих консоли установлен стол с салазками. Поперечная подача стола осуществляется от винта поперечной подачи 2. Вертикальная подача консоли по направляющим стойки осуществляется от винта вертикальной подачи 3.
Рабочий стол
Стол фрезерного станка НГФ-110ш4
- стол
- салазки
- гайка поперечной подачи
- гайка продольной подачи
- винт продольной подачи
- винт зажима cтола на салазках
Рабочий стол станка является последним элементом в цепи подач и имеет возможность перемешаться в трех направлениях: по направляющим салазок — в продольном, вместе с салазками по направляющим консоли — в поперечном и вместе с консолью по направляющим стойки— в вертикальном.
Экран защитный
На станке установлен экран защитный для защиты работающего от отлетающей стружки в зоне резания.
Смазка коробки скоростей
Смазка зубчатых колес и подшипников коробки скоростей осуществляется разбрызгиванием.
Масло И-30А заливается в масляный резервуар до уровня, контролируемого маслоуказателем.
Масло менять первый раз через 15 дней работы, затем через каждые 3 месяца.
Элементы станка
Фрезерный аппарат состоит из основных элементов:
- консоль;
- стол с салазками;
- защищающий экран;
- оправа;
- стойка со скоростной коробкой;
- светильник;
- плита с электроаппаратурой;
- хобот.
Стойка со скоростной коробкой фрезерного станка НГФ 110 является главным элементом всего станка. Стойка имеет основание и выполнена в виде трапециевидного сечения. Благодаря этому обеспечивается необходимая жесткость всей конструкции.
На стойке фиксируется коробка скоростей вместе с электрическим двигателем. Первая находится вверху стойки, второй — в нижнем отделе. Коробка оснащена 6 скоростными режимами и имеет в своей структуре три вала. Коробка скоростей напрямую влияет на частоту вращения шпинделя. Благодаря ней шпиндель аппарата НГФ 110 в состоянии совершать более 1240 оборотов в одну минуту.
Консоль, как и стойка, является основным элементом станка по металлу. На ней фиксируется стол вместе с салазками. Винт поперечной передачи осуществляет поперечную подачу стола, а от винта вертикальной подачи производится вертикальная подача консоли.
Хобот фиксируется в верхней части стойки аппарата и зажимается клином.
За счет оправы происходит крепление инструмента. Соединение инструмента с оправой происходит при помощи гайки и колец. За счет оправы достигается требуемый показатель жесткости фрез.
Станок оснащен электродвигателем асинхронного типа. Он имеет три фазы и является короткозамкнутым. Располагается двигатель в нижнем отсеке стойки. В составе электрооборудования агрегата имеется магнитный пускатель с колодками, трансформатором. Указанные элементы располагаются в специальной станочной плите. Любой фрезерный агрегат оснащен светильником.
Схема электрическая фрезерного станка НГФ-110ш3
Электрическая схема фрезерного станка НГФ-110ш3
К электрооборудованию относятся: трехфазный короткозамкнутый асинхронный электродвигатель, установленный в нижнем отсеке стойки, и установленные в изолированных нишах плиты станка, магнитный пускатель, клеммные колодки, выключатели, кнопочный пост управления.
Технические характеристики станков моделей
| Наименование параметра | НГФ-110ш3 | НГФ-110ш4 |
| Основные параметры станка | ||
| Основные размеры ГОСТ, ТУ | ТУ-79 РСФСР 355-72 | ТУ 79 РСФСР 441-79 |
| Класс точности по ГОСТ 8-82 | Н | Н |
| Размеры рабочей поверхности стола (длина х ширина), мм | 100 х 400 | 100 х 400 |
| Расстояние от оси горизонтального шпинделя до стола, мм | 30..200 | 30..200 |
| Расстояние от оси горизонтального шпинделя до хобота, мм | 85 | 85 |
| Расстояние от торца шпинделя до подшипника подвески (серьги), мм | 235 | 235 |
| Наибольший диаметр фрезы, устанавливаемой на станке, мм | 110 | 110 |
| Рабочий стол | ||
| Наибольшее перемещение стола продольное, мм | 250 | 250 |
| Наибольшее перемещение стола поперечное, мм | 85 | 85 |
| Наибольшее перемещение стола вертикальное, мм | 170 | 170 |
| Число Т-образных пазов | 1 | 1 |
| Перемещение стола на одно деление лимба продольное (на один оборот), мм | 0,05 (4) | 0,05 (4) |
| Перемещение стола на одно деление лимба поперечное (на один оборот), мм | 0,05 (4) | 0,05 (4) |
| Перемещение стола на одно деление лимба вертикальное (на один оборот), мм | 0,025 (2) | 0,025 (2) |
| Быстрый ход стола продольный/ поперечный/ вертикальный, мм/мин | нет | нет |
| Число ступеней рабочих подач стола | нет | нет |
| Пределы рабочих механических подач стола. Продольных, поперечных, вертикальных, мм/мин | нет | нет |
| Угол поворота стола (в крайнем переднем положении), град | нет | нет |
| Шпиндель | ||
| Частота вращения горизонтального шпинделя, об/мин | 100, 160, 250 ,490, 630, 1000 | 125, 200, 310, 500, 800, 1250 |
| Количество скоростей горизонтального шпинделя | 6 | 6 |
| Внутренний конус горизонтального шпинделя | Морзе 3 | Морзе 3 |
| Привод и электрооборудование | ||
| Количество электродвигателей на станке | 1 | 1 |
| Электродвигатель привода главного движения, кВт (об/мин) | 0,6 (1410..1440) | 0,55..0,75 (1390..1480) |
| Габариты и масса станка | ||
| Габариты станка (длина х ширина х высота), мм | 685 х 640 х 790 | 685 х 640 х 925 |
| Масса станка, кг | 200 | 340 |
- Станок настольный горизонтально-фрезерный НГФ110Ш4. Руководство по эксплуатации, 1984
- ТУ 79 РСФСР 441-79
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973, с.141
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Школьные токарные станки. Обзор
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш
- Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
- Технология ремонта фрезерных станков
- Регулировка фрезерных станков
- Фрикционная муфта. Фрикционный вал. Муфты фрикционные в металлорежущих станках
- Автоматические циклы фрезерных станков (6Р12)
- Испытания и проверка металлорежущих станков на точность
- Справочник универсальных фрезерных станков
- Заводы производители металлорежущих станков в России
- Производители фрезерных станков в России
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители