Приспособление для заточки фрез
- » rel=»nofollow»>
Подробности Обновлено: 13.01.2017 11:03 Автор: Алешкин
Самодельное приспособление для заточки фрез и прочего режущего инструмента.
В процессе эксплуатации своих станочков, возникла необходимость в таком устройстве.
Заточить сверло можно и руками, а как быть с фрезами, где не две, а четыре, и более кромок только снизу, и нужна более мене точная геометрия, а размер мелкий.
Вот и решил сделать такое приспособление.
Это простой механизм подачи взад и вперед, плюс наклон и поворот.
Будет устанавливаться просто рядом с наждаком.
Из доступных материалов был алюминий, немного стали, и наждак.
Как это сделано сейчас покажу на фотографиях.
Начнем с устройства, которое должно удерживать фрезу или сверло, то есть шпиндель, для установки инструмента.
Для этого у меня есть такая деталь в ней конус морзе номер два (КМ2), это то что мне нужно.
Ведь у моих станочков тоже везде КМ2, и можно использовать их оснастку, а врезы и сверла с таким конусом можно будет ставить устанавливать прямо в шпиндель.
Убрал всё лишние с этой оправки.
Получился маленький шпиндель, который может поворачиваться вокруг своей оси.
Немного доработаю, просверлю отверстие для шомпола, который будет фиксировать инструмент от внезапного выпадения из шпинделя.
Теперь шпиндель сможет принимать любой инструмент с КМ2, как с лапкой так и с резьбой М10, сверлильный или цанговый патрон, фрезы с КМ2 и всевозможные оправки для дисковых фрез.
Теперь корпус для этого шпинделя.
Осталось сделать запорное колечко для шпинделя и ручку.
Ручка для вращения вокруг оси шпинделя.
Вот так выглядит первая собранная деталька для моего приспособления.
Примерка оснастки, сверлильный патрон.
Теперь можно заняться механизмом перемещения, это будет вроде небольшого крестового столика, по типу как у фрезерного станка только с поворотом вокруг своей оси.
Пилю заготовку для стола.
Фрезерую будущие оси перемещения.
Заготовка стола для установки шпинделя.
Заготовка готова, для фрезеровки ласточкина хвоста.
Фрезерую ласточкин хвост.
Сверлю нарезаю резьбу и добавляю гайку перемещения по оси.
Примеряю направляющею к столу, винтом для неё будет обычная шпилька.
Опоры винта сделаны из двух небольших кусков алюминия.
Общий вид готовой оси с примеркой цангового патрона.
Вот уже вырисовывается общий вид приспособления, но это только проект.
Было немного свободного времени и я провёл его в мастерской, занимаясь ушами или петлями, для наклона и поворотной площадкой с осью.
Что бы петли или уши, были одинаковые, я их соединил сразу в одну заготовку.
И тогда просверлил и расточил отверстия под ось.
Немного срезал лишнего алюминия и просверлил, затем нарезал резьбу, под винты регулировки петель.
Вторая ось перемещения, не чем не отличается в прицепе от первой, только нет винта подачи и стол немного шире.
Поворотная площадка в виде обычного блинчика.
Вот такой простой цилиндр будет в роли моей оси наклона.
Примерил всё к столу остаётся только просверлить и собрать этот узел.
Просверлил и собрал.
Собираю две оси в одно целое устройство.
Опять сверлим и нарезаем резьбу под винты.
Вырезал уголок и поставил на него штырь, для чтения ленточки фрезы при заточке.
Так всё устройство выглядит в сборе.
В выходные на даче не утерпел и провёл первые испытания, попробовал выровнять а потом заточить торец фрезы.
Для этого закрепил на столе, свою самодельную приспособу саморезами, возле наждака.
Вот видео отчёт по эксперименту.
Остаётся доработать заточку ленточек фрезы и сделать упор ограничивающий падачу фрезы в перёд, ну и напоследок столик для этого устройства.
Для тех кому интересна эта тема, ниже ссылка на продолжение.
Как правильно заточить фрезу по металлу: несколько способов
Основная задача – обработать с двух сторон криволинейную поверхность, обладающую большой протяженностью. При этом режущим инструментом является абразивное вещество. Оно должно быть направлено непосредственно вдоль кромки (под верным углом).
Как затачивать с помощью станка
Технологически данный процесс происходит в несколько этапов:
- Закрепление инструмента в нужном положении в подвижной части станины.
- Поднесение режущего элемента к вращающемуся абразивному кругу до появления равномерного искрения.
- Обрезка металлического слоя, шириной до 50 мкм.
При этом требуется выполнять следующие рекомендации:
- Каждый зуб нуждается в отдельном затачивании.
- Движение должно происходить от начала борозды до внешнего края.
- Все циклы нужно проводить одинаково, чтобы добиться полного единообразия в режущей кромке.
Как затачивать фрезы с помощью кругов для заточки
Это специальное оборудование, насадка которого из абразивного вещества и представляет собой замкнутую ленту:
Особенность обтачивания заключается в правильном выборе материала. Какие продают абразивы:
- Белый или классический электрокорунд. Применяется чаще всего для обыкновенных резцов по дереву или металлу.
- Эльбор – хорошо обрабатывает быстрорежущую сталь.
- Карбид кремния или алмаз (натуральный, синтетический) прекрасно справляется с твердосплавными изделиями.
Рекомендация: применяйте охлаждающие смазки для того, чтобы снизить термическое влияние силы трения.
Подручными средствами
Для этого нужно самодельное приспособление или стол для ручного фрезера.
Алгоритм действий:
- Используя специальную жидкость, необходимо очистить поверхность инструмента от нагара. Для этого нужно поместить резец в емкость и оставить его там отмокать на 3 мин., затем очистить грубой щетиной.
- Применяя алмазный брусок, обточить кромку спереди, чтобы было обеспечено продольное движение.
- Протереть готовую оснастку мягкой тряпкой для устранения металлической пыли.
Станок для заточки фрез по металлу
Николай Чернак рассказал о самодельном станке, который он использует для заточки концевых фрез по металлу. История приобретения. В одно воскресенье заехал на барахолку и обратил внимание, что человек продает интересный станок. Как только покупатель проявил интерес, сразу подошел человек, сказал, что тоже хочет купить станок и торгуется с утра. Ему станок этот нужен для изготовления воблеров для рыбалки. Он хочет из него сделать копир. Николай взял на некоторое время этот самодельный станок, чтобы сделать его обзор.
Технические характеристики станка для заточки
При приобретении специального оборудования нужно внимательно отнестись к следующим показателям:
- Питание от 220 В или 360 В.
- Потребление от 200 до 5000 Вт.
- Шпиндель вращается без нагрузки на оборотах от 900 до 3000 в минуту.
- Необходимый класс точности.
- Скорость подачи абразивного круга.
- Приводной механизм – бывает ручной или электрический.
- Какого угла можно достичь.
- Есть ли емкости для воды или иной охлаждающей жидкости.
- Наличие вентилятора.
- Уровень шума, который создает станок.
- Качество защитного кожуха, его прочность.
- Напольная или настольная разновидность.
Особенности станка
Рассмотрим возможности этого станка, для чего он предназначен. Имеет регулировку длины по фрезе. То есть, можно длинные фрезы зажимать. Имеется много отверстий, проточка для установки необходимой длины. Упор.
В одной части не хватает деталей. Судя потому, что здесь нарезана резьба, должны быть патроны для зажима других фрез. Не хватает цанг. На внешней стороне патрона имеется 16 отверстий. Здесь тоже должен быть штифт, плотно вставляться и делить на кратное количество. Движение от руки, немного туговато. Судя по цанге, если найти другие размеры, можно заложить достаточно толстую фрезу по диаметру.
Заточной станок для правки дисков от циркулярной пилы: сделай сам
Домашние мастера знают, что инструмента много не бывает. Нужно всё — от простого молотка до токарного станка по металлу или по дереву. Если средств на покупку нужных приспособлений для мастерской не хватает, то выход — сделать, что нужно, самостоятельно из того, что есть под рукой. Например, станок за копейки для заточки дисков с твердосплавными напайками для циркулярной пилы, по примеру пользователя портала с ником evgenii957.
- Как сделать станок для правки дисков от циркулярной пилы.
- Какие для этого нужны материалы и инструменты.
Станок своими руками для переточки дисков от циркулярной пилы: без токарки и фрезерных работ
Мне нужно заточить пильный диск от циркулярки с твердосплавными напайками. Сложности — у зубьев разные углы наклона и разные углы заточки у напаек. Решил сделать бюджетный заточной станок для переточки дисков. Посмотрел в интернете разные конструкции. Есть самоделки, изготовленные из металла или из дерева. Всё не то. Или слишком сложный конструктив, или постоянные танцы с бубном для выставления нужного угла наклона для переточки диска. Подумал и сделал себе универсальный заточной станочек. Причём, без токарных и фрезерных работ.
Пользователь с удовольствием рассказал, как он собрал из бросовых деталей станок для правки дисков. Из инструментов вам потребуются:
- электрическая дрель;
- УШМ;
- метчик для нарезания резьбы М4;
- плоский напильник;
- наждачная бумага.
Заточной станок состоит из горизонтальной подвижной каретки, на которой установлена пластина и крепится диск, прижимаемый гайкой-барашком. Пильные диски имеют разные углы наклона зубьев. Поэтому пластина может перемещаться по радиусу, для более точной установки зуба пильного диска по отношению к заточному.
Каретка стоит на основании (станине), в которой сделаны прорези.
Важно. Стол можно наклонить влево и вправо. Для этого пользователь изготовил из металла деталь наподобие транспортира.
Необходимые детали для изготовления заточного станка для правки дисков от циркулярной пилы
Для станочка потребовались:
- Заточной диск диаметром 100 мм и толщиной 1 мм с посадочным отверстием диаметром 2 см.
- Электрический двигатель мощностью 650 Вт.
Этому движку уже лет 40. Использовал его тогда как самодельную «болгарку». Вал удлинил, приварив к нему металлический пруток. На вал одет обрезок велосипедной рамы с приваренным корпусом подшипника и надета резиновая ручка от мотоцикла. Сзади была ручка. Вот он и пригодился для изготовления заточного станка для переточки пильных дисков от циркулярки.
По теме станков и приспособлений для мастеров-самодельщиков советуем:
Особенность заточки фрез состоит в относительно большой протяженности и криволинейности режущих кромок их зубьев. При заточке требуется обеспечить движение поверхности круга точно по кромке. Особую сложность в этом отношении представляет заточка фасонных фрез, имеющих затылованный угол. Чтобы сохранить фасонный профиль фрезы и упростить заточку, затылованные зубья затачиваются только по передней поверхности (где передняя, а где задняя поверхности см. ниже). Острозаточенные зубья, имеющие прямолинейную или стандартизированную криволинейную форму, затачивают по задней поверхности. Прорезные и отрезные фрезы затачиваются по передней и задней поверхностям зубьев. Про их заточку читайте в статье Заточка дисковых пил.
Заточка фрез
Отечественными и зарубежными производителями выпускаются сотни типов и тысячи типоразмеров всевозможных фрез, которые классифицируются по технологическому признаку и конструктивным особенностям.
Фрезы
Особенность заточки фрез состоит в относительно большой протяженности и криволинейности режущих кромок их зубьев. При заточке требуется обеспечить движение поверхности круга точно по кромке. Особую сложность в этом отношении представляет заточка фасонных фрез, имеющих затылованный угол. Чтобы сохранить фасонный профиль фрезы и упростить заточку, затылованные зубья затачиваются только по передней поверхности (где передняя, а где задняя поверхности см. ниже). Острозаточенные зубья, имеющие прямолинейную или стандартизированную криволинейную форму, затачивают по задней поверхности. Прорезные и отрезные фрезы затачиваются по передней и задней поверхностям зубьев. Про их заточку читайте в статье Заточка дисковых пил.
Заточку осуществляют на специализированных и универсальных станках для заточки фрез, реже вручную.
Материал фрез
Для изготовления фрез используют различные материалы: углеродистые и легированные инструментальные стали, быстрорежущие инструментальные стали, твердые сплавы, минералокерамику, эльборы, алмазы.
Из инструментальных сталей используются марки У7А, У8А, У9А, ХГ, ХВ5, 9ХС, ХВГ и пр.
Быстрорежущая инструментальная сталь, идущая на изготовление фрез, подразделяется на сталь нормальной производительности (Р6М5, Р9, Р12, Р18 и пр.) и повышенной. К последней категории относятся стали, легированные кобальтом, ванадием, вольфрамом и молибденом (Р6М3, Р18Ф2К5, Р9Ф2К10, Р9Ф2К5 и др.).
Твердые сплавы, из которых делают зубья фрез, производятся в виде пластин стандартных размеров и форм, крепящихся к корпусу фрезы высокотемпературной пайкой (например, серебряным припоем ПСр-40) или с помощью резьбовых соединений (сборные фрезы). Они состоят из карбидов вольфрама, титана и тантала, связанных кобальтом. Фрезы, изготовленные из вольфрамо-кобальтовых сплавов (ВК2, ВК3, ВК6, ВК6М, ВК8 и пр.), используются для обработки чугуна, цветных металлов, неметаллических материалов. Титаново-вольфрамо-кобальтовые сплавы (Т5К10, Т15К6, Т14К8, Т30К4 и др.) менее прочны, чем сплавы типа ВК, но они имеют более высокую износостойкость при обработке деталей из различных видов стали. Трехкарбидные сплавы, состоящие из карбидов вольфрама, тантала, титана и кобальта (ТТ7К12 и пр.), в основном также применяются для обработки сталей.
Если у фрезы резцы из припаянных платин, то это ещё не значит, что они из твердого сплава. Они, например, могут быть из быстрорежущей стали.
Геометрия зубьев фрезы
По конструкции зубьев различают фрезы с остроконечными (острозаточенными) и затылованными зубьями. У остроконечных зубьев часть задней поверхности шириной f, прилегающая к режущей кромке, представляет собой плоскость. Остроконечные зубья затачиваются по задней поверхности. Хотя в случае необходимости возможна их заточка и по передней поверхности зуба.
Геометрия зубьев фрезы: а — острозаточенный зуб, б — затылованный зуб
У затылованных зубьев, которыми оснащаются фасонные фрезы, задняя поверхность выполняется по архимедовой спирали. Поскольку обработка фасонной поверхности очень трудна технологически, заточка фрез с затылованными зубьями осуществляется по передней поверхности.
Независимо от того, сколько зубьев имеется на фрезе, каждый из них можно рассматривать как отдельный резец, характеризующийся стандартными для всякого резца параметрами — передним (γ) и задним (α) углами, размером затачиваемой площадки (f), углом наклона зубьев (λ).
Геометрия зубьев фрезы
Площадка f
представляет собой часть задней поверхности зуба, подвергающаяся шлифовки при затачивании по задней поверхности. По этой поверхности происходит основной износ зубьев, ее размер влияет на величину силы трения между фрезой и обрабатываемой деталью, поэтому она должна поддерживаться в определенном диапазоне.
Главный передний угол γ
— угол между касательной к передней поверхности и осевой плоскостью. Он измеряется в плоскости, которая проходит через данную точку перпендикулярно к главной режущей кромке.
Главный задний угол α
— угол между касательной к задней поверхности в рассматриваемой точке главной режущей кромки и касательной к окружности вращения данной точки. В функцию угла α входит уменьшение трения между фрезой и обрабатываемой деталью.
Вспомогательный задний угол α1
характеризует увеличенный просвет между обрабатываемым поверхностью и телом зуба. Необходимость заточки фрез по вспомогательному углу возникает при определенной величине износа фрезы и увеличении площадки f. Ее цель — снижение трения между зубом и обрабатываемым материалом. Не все фрезы имеют этот угол.
В зависимости от формы и направления режущей кромки, зубья могут быть прямыми или винтовыми. Наклон зубьев фрезы характеризуется углом λ
между развернутой винтовой кромкой и осью фрезы.
Значения углов зависят от типа фрезы, марки сплава или стали, из которых она изготовлена, и вида материала, для обработки которого предназначена.
При обработке вязких материалов главный передний угол выбирается в пределах 10-20° и более. У твердосплавных фрез для обработки сталей он близок к нулю или даже отрицателен. Задний угол также может варьироваться в широких пределах.
Заточка концевых фрез по дереву
Фасонные концевые фрезы можно затачивать без специального приспособления для заточки фрез, по передней поверхности, тонким алмазным бруском. Брусок либо ложится на край стола, либо, если у фрезы глубокая выемка, закрепляется как показано на фото ниже. Фреза же водится по закрепленному бруску.
Заточка концевых фрез по дереву
Заточка концевых фрез по дереву
Перед заточкой фрезы снимается подшипник
Заточка концевых фрез по дереву
В процессе заточки брусок смачивается чистой или мыльной водой. После заточки он моется и сушится.
По мере стачивания передней поверхности, кромка заострится, а диаметр фрезы уменьшится незначительно.
Если на фрезе есть направляющий подшипник, его сначала надо снять (если это возможно) и только потом затачивать. Попытка сэкономить минуту закончится загубленным подшипником и испорченной фрезой. Ещё нужно очистить фрезу от остатков древесной смолы, используя растворитель.
Как при заточке любого другого инструмента, нужно использовать бруски разной зернистости, в зависимости от толщины снимаемого слоя материала и необходимой чистоты поверхности. Перед заточной нужно убедиться в том, что брусок имеет правильную форму.
Затачивая каждый резец, для сохранения симметрии, нужно стараться делать одинаковое количество затачивающих движений и с одинаковым нажимом.
Если материал резцов фрезы достаточно мягкий, вместо бруска можно воспользоваться абразивной бумагой приклеенной на ровную поверхность (рейку из твердого дерева или полоску стали).
Концевые фрезы по дереву можно заточить и на точильном станке с небольшой скоростью вращения круга, используя соответствующий абразивный круг.
Круги для заточки
В зависимости от материала, из которого изготовлены фрезы, их заточка может производиться кругами из белого или нормального электрокорунда, кругами из эльбора (CBN), зеленого карбида кремния или алмазными (PCD). Например, электрокорундовые круги могут обеспечить качественную заточку фрез по дереву или металлу, изготовленных лишь из инструментальной или быстрорежущей стали нормальной производительности, в то время как эльборовые способны заточить фрезы из быстрорежущей стали повышенной производительности, алмазные круги и круги из зеленого карбида кремния — резцы из твердых сплавов.
При использовании абразивных кругов (особенно алмазных) желательно осуществлять их охлаждение СОЖ.
Одним из существенных недостатков алмаза является сравнительно низкая температурная устойчивость — при температуре около 900°С алмаз сгорает.
Термостойкость различных материалов, °C
С повышением температуры микротвердость абразивных материалов снижается. Повышение температуры до 1000°С уменьшает микротвердость почти в 2-2,5 раза по сравнению с микротвердостью при комнатной температуре. Повышение температуры до 1300°С вызывает снижение твердости абразивных материалов почти в 4-6 раз.
Применение воды для охлаждения может привести к появлению ржавчины на деталях и узлах станка. Для устранения коррозии к воде добавляют мыло и определенные электролиты (углекислый натрий, кальцинированная сода, тринатрийфосфат, нитрит натрия, силикат натрия и т.д.), которые образуют защитные пленки. При обычном шлифовании чаще всего пользуются мыльным и содовыми растворами, а при чистовом шлифовании — низкоконцентрированными эмульсиями.
Для увеличения производительности шлифования абразивными кругами и уменьшения удельного износа, следует выбирать наибольшую зернистость, которая обеспечивает требуемый класс чистоты поверхности затачиваемого инструмента.
Для выбора зернистости абразива, в соответствии со стадией заточки, можно воспользоваться таблицей в статье про бруски для заточки.
Окружная скорость круга при заточке твердосплавных зубьев должна быть около 10-18 м/с. Это означает, что при использовании круга диаметром 125 мм скорость вращения двигателя должна быть около 1500-2700 об/мин. Заточка более хрупких сплавов производится при меньшей скорости из данного диапазона. При заточке твердосплавных инструментов применение жестких режимов приводит к образованию повышенных напряжений и трещин, а иногда и к выкрашиванию режущих кромок, при этом повышается износ круга.
Форма круга для заточки заднего угла зубьев на цилиндрической поверхности — чашечная (ЧЦ или ЧК) или тарельчатая (1Т, 2Т, 3Т), переднего угла — тарельчатая или плоская.
Различные формы шлифовальных кругов
Станок для заточки фрез
Учитывая самые сложные случаи — спиральные зубья, станок для заточки фрез должен обеспечивать вращательное и поступательное движение затачиваемой фрезы. На рисунке ниже представлен станок для заточки концевых фрез Е-90 DAREX.
Станок для заточки концевых фрез
Ориентация фрезы с помощью иглы
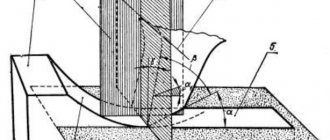
Сущность заточки концевой фрезы состоит в том, что при ее продольном перемещении относительно круга, одновременно происходит синхронизированный поворот ее вокруг своей оси. Благодаря этому затачиваемая кромка все время находится в контакте с кругом на одной и той же высоте (обеспечивается один и тот же угол заточки). Синхронизация поступательного и вращательного движений достигается при помощи иглы-копира, упирающейся во впадину на передней поверхности зуба. Прижимая затачиваемый зуб к игле и плавно смещая фрезу в осевом направлении, оператор одним движением производит заточку зуба на всю его длину.
Заточка боковых зубьев
. В упрощенном виде заточка винтовых зубьев, выглядит таким образом. Фреза устанавливается в цангу.
Игла-копир устанавливается в позицию, при которой она находится в самом высоком положении, а ее кончик касается наружного края канавки концевой фрезы.
Заточка фрезы с винтовыми зубьями
Фреза устанавливается в исходное (выдвинутое) положение, при котором игла располагается возле хвостовика, упираясь в канавку зуба.
Шлифовальный круг с помощью ручки бокового смещения передвигается в положение, при котором его наружная кромка совпадает с иглой.
Включается двигатель, и ручкой прямой подачи круг медленно подводится к фрезе, пока не начнется искрение. После чего с помощью шкалы подачи устанавливается толщина снимаемого металла (обычно 25-50 мкм).
Заточка фрезы с винтовыми зубьями
Заточка зуба на всю его длину производится втягиванием шпинделя с фрезой до тех пор, пока последняя не сойдет с иглы. При этом нужно следить за тем, чтобы фреза постоянно находилась в контакте с иглой. Этим обеспечивается проворот фрезы, необходимый для того, чтобы затачиваемая кромка находилась в контакте с кругом при одном и том же взаимном положении.
Заточка фрезы с винтовыми зубьями
Для обеспечения чистоты обработки проход фрезы повторяется еще один раз без изменения толщины снимаемого металла. На этом обработка одного зуба заканчивается, и аналогичная операция повторяется для всех остальных зубьев. Чтобы заточка всех зубьев получилась одинаковой, не следует изменять толщину снимаемого металла, установленную вначале с помощью ручки прямой подачи.
Изменяя положение иглы таким образом, чтобы ее кончик упирался в разные точки на канавке зуба (на край или середину, например), можно изменять величины угла α и α1.
Заточка торцевых зубьев
. Для заточки торцевых зубьев, концевую фрезу нужно установить в положение, при котором затачиваемый зуб расположился бы строго горизонтально. Система заточки Е-90 оснащена градуированным кольцом, которое позволяет легко и просто устанавливать торцевые зубья горизонтально. Если используется станок для заточки фрез, не оснащенный подобным механизмом, устанавливать горизонтальность зубьев можно с помощью угольника.
Заточка торцевых зубьев фрезы
Заточка зуба, выставленного горизонтально, производится перемещением кромки заточного круга вдоль кромки зуба. Величина угла заточки регулируется смещением круга по вертикали либо наклоном шпинделя с фрезой (если это возможно).
Заточка торцевых зубьев фрезы
Наклон шпинделя заточного станка
Контроль качества заточки
После заточки фреза должна быть подвергнута контролю. Визуально невооруженным глазом или с помощью лупы проверяется наличие сколов, рисок, трещин, с помощью приборов — биение зубьев, значения углов, шероховатость поверхностей.
Допустимые отклонения переднего и заднего угла заточки всех фрез составляет ±1°. Углы могут замеряться специальным угломером 2УРИ или маятниковым угломером.
Угломер 2УРИ
У стандартных фрез регламентируется радиальное биение двух смежных (σсм) и двух противоположных (σпр) зубьев, а также торцовое биение. Допустимые значения радиального и торцового биений зубьев фрез приведены в таблице ниже (для фрез, не имеющих торцовых зубьев, указано допустимое биение опорных торцов).
Допустимые значения биения зубьев фрез
Проверку качества заточки или доводки производят внешним осмотром с помощью лупы. Режущие кромки фрез должны быть без зазубрин и выбоин.
Если на поверхности зуба будут зазубрины, то выступы будут выкрашиваться при работе фрезы, и она очень быстро затупится. Нужно стремиться, чтобы поверхность зуба была очень гладкой.
Наличие трещин на пластинках твердого сплава определяют, пользуясь лупой, смачивая пластины керосином. В этом случае при наличии трещин выступает керосин.
Видео:
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Литература