Сведения о производителе консольно-фрезерного станка 6Р13Ф3, 6Р13Ф3-37
Производитель фрезерных вертикальных консольных станков 6Р13Ф3, 6Р13Ф3-37 Горьковский завод фрезерных станков, основанный в 1931 году.
Металлорежущие станки на Воткинском машиностроительном заводе выпускаются начиная с 1956 г. Это вертикально-фрезерные станки 6Н13, ВМ127, ВМ127М, универсально-фрезерные ВМ130, ВМ133, горизонтально-фрезерные станки с ЧПУ ВМ500ПМФ4, ВМ501ПМФ4, а также токарный настольный станок Универсал-В.
В настоящее время ОАО «Воткинский завод» головное предприятие ракетно-космического комплекса и изготовитель широкой гаммы гражданской продукции.
Сегодня консольно-фрезерный станок 6Р13Ф3 — выпускает:
- ООО «Станочный Парк»;
Станки, выпускаемые Воткинским машиностроительным заводом
- 6Н13П
— станок вертикальный консольно-фрезерный 400 х 1600 - 6Р13Ф3
— станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Р13рФ3
— станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - ВМ127
— станок консольно-фрезерный вертикальный 400 х 1600 - ВМ127М
— станок консольно-фрезерный вертикальный 400 х 1600 - ВМ-130
— станок фрезерный широкоуниверсальный 250 х 630 - ВМ-501ПМФ4
— станок горизонтально-фрезерный с ЧПУ и АСИ Ø 250 - Универсал-В
— станок токарно-винторезный настольный Ø 150
6Р13Ф3 станок консольно-фрезерный вертикальный с ЧПУ. Назначение и область применения
Консольно-фрезерный вертикальный станок 6Р13Ф3 с ЧПУ запущен в производство в 1972 году. На базе этой модели были сконструированы станки:
- 6р13ф3-37 — консольно-фрезерный станок устройством ЧПУ Н33-2М;
- 6р13рф3 — консольно-фрезерный станок с револьверной головкой;
- ГФ2171 — консольно-фрезерный станок с инструментальным магазином
Вертикальный фрезерный станок 6Р13Ф3 предназначается для обработки разнообразных деталей сложного профиля из стали, чугуна, труднообрабатываемых цветных металлов, главным образом торцовыми и концевыми фрезами, сверлами в среднесерийном и мелкосерийном производстве.
Фрезерный станок модели 6Р13Ф3-37 оснащен, позволяющим вести обработку изделий в режиме программного управления одновременно по трем координатам: продольной и поперечной (перемещение стола и салазок с обрабатываемой деталью) и вертикальной (перемещение ползуна с инструментом).
Принцип работы и особенности конструкции станка
Программируемое вертикальное перемещение (координата Z) осуществляется движением ползуна. Консоль фрезерного станка с ЧПУ 6Р13Ф3 имеет только установочное перемещение, исключающее позиционирование и работу в следящем режиме консоли, имеющей значительную массу. Повышается точность обработки, так как в процессе резания консоль всегда зажата.
Станок 6Р13Ф3 оснащен следяще-регулируемыми приводами подач с высокомоментными электродвигателями постоянного тока.
Применение следящих регулируемых приводов с двигателями постоянного тока обеспечивает скорость быстрого перемещения стола до 4,8 м/мин и исключает брак детали при контурной обработке в случае отказа привода подач по одной из координат.
Введена централизованная смазка направляющих.
В станке применяется электромеханическое устройство зажима инструмента, обеспечивающее стабильное усилие зажима 2000 кг.
Для выносного оборудования имеется готовая электропроводка со штепсельными разъемами.
Шероховатость обработанной поверхности Rz = 20 мкм.
Класс точности станка — Н по ГОСТ 8—82.
Разработчик — Горьковское станкостроительное производственное объединение.
Категория качества — высшая.
Станки консольно-фрезерные серии Р
- 6Р12, 6Р12Б
— станок вертикальный консольно-фрезерный 320 х 1250 - 6Р13, 6Р13Б
— станок вертикальный консольно-фрезерный 400 х 1600 - 6Р13Ф3
— станок вертикальный консольно-фрезерный с ЧПУ 400 х 1600 - 6Р13рФ3
— станок вертикальный консольно-фрезерный с ЧПУ 400 х 1600 - 6Р82
— станок универсальный консольно-фрезерный с поворотным столом 320 х 1250 - 6Р82Г
— станок горизонтальный консольно-фрезерный 320 х 1250 - 6Р82Ш
— станок широкоуниверсальный консольно-фрезерный 320 х 1250 - 6Р83
— станок универсальный консольно-фрезерный с поворотным столом 400 х 1600 - 6Р83Г
— станок горизонтальный консольно-фрезерный 400 х 1600 - 6Р83Ш
— станок широкоуниверсальный консольно-фрезерный 400 х 1600
Станки консольно-фрезерные. Общие сведения
Консольно-фрезерные станки горизонтальные и вертикальные — это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров: № 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
Обозначение консольно-фрезерных станков
6
— фрезерный станок (номер группы по классификации ЭНИМС)
Р
– серия (поколение) станка (Б, К, Н, М, Р, Т)
1
– номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (1 — вертикально-фрезерный)
2
– исполнение станка — типоразмер (0, 1, 2, 3, 4) (3 — размер рабочего стола — 400 х 1600)
Буквы в конце обозначения модели
Г
– станок горизонтальный консольно-фрезерный с неповоротным столом
К
– станок с копировальным устройством для обработки криволинейной поверхности
Б
– станок с повышенной производительностью (повышенный диапазон чисел оборотов шпинделя, подач стола и повышенная мощность двигателя главного движения).
П
– точность станка — (н, п, в, а, с) по ГОСТ 8-ХХ
Ш
– станок широкоуниверсальный
Ф1
– станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2
– станок с позиционной системой числового управления ЧПУ
Ф3
– станок с контурной (непрерывной) системой ЧПУ
Ф4
– станок многоцелевой с контурной системой ЧПУ и магазином инструментов
Где и для чего используется фрезерные станки
Данный фрезер имеет устройство ЧПУ модели Н33-2М. С помощью которого есть возможность производить и контролировать обработку металлических изделий дистанционно по вертикальной, продольной и горизонтальной координатам. С помощью этого, можно осуществлять транспортировку стола, на котором обрабатывается металлический элемент, а также перемещать ползун с инструментом.
Перемещение элемента на дистанционных программах вверх и вниз осуществляется при помощи передвижения ползуна. Панель ЧПУ 6Р13Ф3 имеет установочное перемещение. Поскольку в момент обработки металлического изделия консоль полностью сжата, надрезание элемента производится максимально точно.
Аппарат ЧПУ 6Р13Ф3 обустроен приводами электрической подачи, которые являются следящими-регулируемыми. Данные приводы обеспечивают беспрерывную подачу тока, вследствие которого, стол может перемещаться достаточно быстро (до 4,80 м/мин.). За счет этого исключен вариант изготовления бракованной детали, если перестанет функционировать один из приводов механизма. Устройство имеет централизованную систему смазки всех направляющих элементов. Для зажима металлического изделия, в механизме присутствует электромеханический инструмент, усилие зажима которого равно более 2.000 килограммам.
Станок разработан в соответствие со всеми нормами и требованиями ГОСТ стандартов. Оборудование оснащено собственной проводкой электричества на случай, если отделочные работы необходимо будет проводить в месте, где не имеется розетки. После отделки металлического элемента, показатель уровня шероховатости примерно равен 20 мкм.
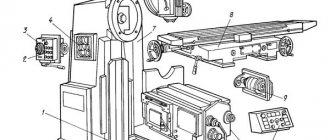
6Р13Ф3 Расположение составных частей консольно-фрезерного станка с ЧПУ
Расположение составных частей фрезерного станка 6р13ф3-37 с ЧПУ
Расположение составных частей фрезерного станка 6р13ф3-37 с ЧПУ
Перечень основных узлов консольно-фрезерного станка 6Р13Ф3
- 1. Станина — 6Р13Ф3-37.10
- 2. Редуктор — 6Р13Ф3-37.25
- 3. Консоль — 6Р13Ф3-37.61
- 4. Короб электромонтажный — 6Р13Ф3-37.068
- 5. Стол и салазки — 6Р13Ф3-37.70
- 6. Электрооборудование — 6Р13Ф3-37.80
- 9. Головка шпиндельная — 6Р13Ф3-01.38
- 10. Коробка скоростей — 6Р13Ф3-01.32
- 11. Коробка переключения скоростей — 6Р13Ф3.50
- 12. Защита направляющих — 6Р13Ф3.74
- 14. Охлаждение — 6Р13Ф3.90
- 15. Ограждение — 6Р13Ф3.91
- 17. Защитное устройство — 6М13П.91
Расположение органов управления станком с ЧПУ модели 6Р13Ф3
Расположение органов управления фрезерным станком 6р13ф3-37
Расположение органов управления фрезерным станком 6р13ф3-37
Перечень органов управленияя станком 6Р13Ф3 и их назначение
- Кулачки ограничения хода ползуна
- Кнопка «Отжим инструмента»
- Кнопка «Зажим инструмента»
- Тумблер включения насоса охлаждения
- Тумблер включения координаты Z
- Тумблер включения координаты У
- Тумблер включения координаты X
- Тумблер технологического останова
- Тумблер ручного и автоматического режима работ
- Переключатель выбора величины подачи
- Ручное продольное перемещение стола
- Тумблер включения подач
- —
- Тумблер установки координат в нулевое положение
- Кнопка «Пуск программы»
- Кнопка шагового перемещения узлов
- Кнопка «Пуск шпинделя»
- Кнопка «Консоль вверх»
- Кнопка «Стоп шпиндель»
- Кнопка «Консоль вниз»
- Кулачки установки в нуль координаты Z
- Кулачки установки в нуль координаты X
- Рукоятка зажима консоли на станине
- Кулачки ограничения продольного хода
- Кнопка «Все стоп»
- Указатель скоростей
- Кнопка «Толчок шпинделя»
- Рукоятка переключения скоростей
- Кулачки ограничения хода консоли
- Ручное вертикальное перемещение консоли
- Рукоятка подъема и опускания ограждения
- Кулачки установки в нуль координаты Y
- Кулачки ограничения поперечного хода стола
- Кнопка «Все стоп»
- Ручное поперечное перемещение стола
Описание конструкции основных узлов фрезерного станка с ЧПУ 6Р13Ф3
Станина станка
Станина является основным базовым узлом, на котором монтируются узлы и механизмы станка.
Жесткая конструкция станины достигается за счет развитого основания и большого числа ребер. Ее корпус спереди имеет вертикальные направляющие, по которым перемещается консоль. Для отсчета величины установочного перемещения консоли на станине закреплена линейка.
Для ограничения хода консоли в левой нише станины размещены конечные выключатели. В верхней части корпуса станины с правой стороны имеется окно, через которое открывается доступ к маслонасосу и коробке скоростей. Для выбора требуемой скорости на станине с левой стороны установлена коробка переключения скоростей. На привалочной плоскости горловины станины закреплена шпиндельная головка. Внутри корпуса станины имеется резервуар для масла. Станина устанавливается на основание и крепится к нему болтами.
Коробка скоростей станка
Коробка скоростей служит для сообщения шпинделю различных скоростей вращения при резании.
Смазка подшипников и шестерен коробки скоростей осуществляется от плунжерного насоса, расположенного внутри коробки скоростей.
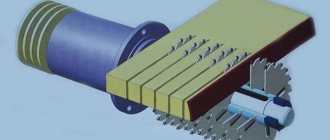
Коробка переключения скоростей
Обеспечивает получение 18 скоростей шпинделя и позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Переключение скоростей осуществляется следующим образом: рукоятку 28 (лист 14 рис.4) опускают вниз до вывода шипа рукоятки из фиксирующего паза и отводят от себя до упора. Поворачивая лимб, поз.26 устанавливают требуемое число оборотов против стрелки-указателя. При этом щелчок фиксатора означает — лимб зафиксирован в данном положении. Нажать кнопку «Толчок», поз. 27, рукоятку плавным движением вернуть в первоначальное (исходное) положение.
Смазка коробки переключения скоростей осуществляется от плунжерного насоса коробки скоростей.
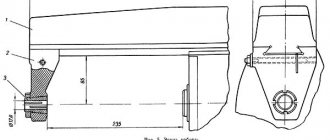
Шпиндельная головка станка
Шпиндельная головка состоит из трех основных элементов: салазки, редуктор, ползун со шпинделем.
Салазки центрируются в кольцевой выточке горловины станины и крепится к ней четырьмя болтами. По прямоугольным направляющим салазки перемещается ползун со шпинделем — координата Z.
Редуктор служит для передачи шпинделю основного (вращательного) движения от коробки скоростей через пару конических и три цилиндрических колеса.
Перемещение ползуна со шпинделем по программе осуществляется от высокомоментного двигателя через редуктор из пары цилиндрических колес (рис.8) и передачу «винт-гайка качения».
Для осуществления ручного перемещения ползуна предусмотрен вывод — шестигранник I (рис.7).
Стол и салазки (рис.9,10 и II)
Стол и салазки обеспечивают перемещение стола по координатам X и У (продольное и поперечное).
При перемещении по координате X стол получает движение от высокомоментного двигателя типа ПБВ112LГУЗ через одноступенчатый редуктор с передаточным отношением i = 1:2 и передачу «винт-гайка качения».
Ходовой шариковый винт для продольного перемещения стола вращается в шарикоподшипниках, установленных с левой стороны в кронштейне, а с правой — в корпусе редуктора.
Гайки винта жестко зафиксированы в кронштейне, прикрепленном к столу.
В редукторе продольного перемещения стола имеется трансформатор типа БТМ-1В, который является датчиком обратной связи.
Перемещение стола го координате Y осуществляется от привода, смонтированного в консоли. Ходовой шариковый винт поперечного перемещения стола установлен в корпусе консоли.
Для ручного перемещения стола имеется шестигранный вывод 2 (рис.9).
Зазор в направляющих стола и салазок выбирается клиньями. Регулирование зазора см.раздел «Регулирование».
Консоль фрезерного станка с ЧПУ 6Р13Ф3
Консоль является базовым узлом, объединяющим приводы вертикального и поперечного перемещений стола.
По вертикальным направляющим станины (профиля «ласточкин хвост консоль обеспечивает вертикальное установочное движение. По горизонтальным направляющим консоли прямоугольного профиля перемешается в поперечном направлении (координата Y) узел «Стол и салазки».
В глубине консоли смонтирован двухступенчатый редуктор поперечного перемещения стола с передаточным отношением i = 1:2.
Перемещение стола осуществляется от высокомоментного электродвигателя типа ПБВ112LГУЗ через редуктор и передачу «винт-гайка качения».
Цилиндрические косозубые колеса выполнены сборными для возможности устранения бокового зазора в зубчатом зацеплении.
В редукторе смонтирован вращающийся трансформатор типа ВТМ-1B, поз. 1 (рис.13).
На правой стороне корпуса консоли установлен асинхронный электродвигатель типа 4А90LА вертикального установочного перемещения. Перемещение осуществляется через червячную пару и винтовую передачу.
Для смазки направляющих подвижных узлов станка, зубчатых передач и подшипников в консоли имеется резервуар для масла и насос смазки типа ВТ II-IIA, который работает от двигателя типа АОЛ-21-4.
Горизонтальные направляющие консоли закрыты спереди телескопической защитой, а сзади — «фартуков, прикрепленным к станине и заднему торцу салазок.
Работа станка с электромеханическим зажимом инструмента
Управление электромеханическим устройством зажима инструмента осуществляется в следующей последовательности:
- нажать кнопку 3 (см.рис.3) «зажим инструмента»;
- включить шпиндель кнопкой 17 «Пуск шпинделя»
При отжиме инструмента необходимо:
- выключить шпиндель кнопкой 19 и проследить, чтобы шпиндель остановился;
- нажать кнопку 2 «Отжим инструмента» и держать до тех пор, пока фрезерная оправка не выйдет из шпинделя на длину не более 15…20 мм.
В противном случае шлицевый валик может полностью вывернуться из тяги. Тогда при зажиме инструмента тягу нужно поджать вверх, чтобы резьбовой конец валика ввернулся в резьбовое отверстие тяги.
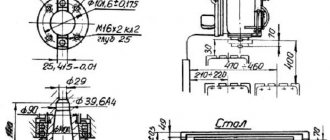
Установка фрез в оправках производится в зависимости от их размера и вида согласно рис.15,16.
Инструмент в оправке крепится вне станка с помощью сменных шомполов. Оправка имеет наружный конус 7:24 ж внутренний «Морзе №4» Для крепления инструмента с конусами Морзе № 2,3,5 применяются сменные переходные втулки 2 и 3. Наличие сменных шомполов с 4 заходной резьбой M10, M12, М16, и М20 позволяет вести обработку концевыми фрезами (с коническим хвостовиком) соответственно Ø 16, Ø 20, Ø 40, Ø 50.
Захват I должен быть установлен таким образом, чтобы Т-образный паз его был перпендикулярен ведущим пазам оправки.
Оправки с инструментом ввести в конусное отверстие шпинделя и путем поворота на угол 90° соединить с Т-образным концом тяги, включить кнопку «Зажим инструмента». Окончание зажима определяется по проталкиванию кулачковых муфт.
Зажим инструмента должен производиться при числе оборотов шпинделя не выше 40 об/мин.
Назначение и особенности работы вертикально-фрезерного станка с ЧПУ 6р13ф3
Фрезерный станок с чпу 6р13ф3 является аппаратом, обладающим высокой категорией качества. Станком могут производиться работы по фрезерованию деталей. Аппарат способен выполнять работы по сверлению изделий при применении соответствующего инструмента. Агрегатом обрабатываются детали из чугуна, стали и различных сплавов черных и цветных металлов.
Характеристики аппарата
6р13ф3 обладает широким функционалом. Помимо обработки чугунных и стальных изделий, станок может обрабатывать:
- холоднокатаные листы;
- детали, тяжело поддающиеся обработке, сделанные из цветных металлов;
- горячекатаные листы;
- сложные изделия путем сверления.
Горячекатаные металлические листы
Агрегат может обрабатывать различные детали фрезерованием торцовыми и концевыми фрезами.
Устройство применяется в рамках производства мелкими и средними сериями. Его вес достигает 4449 кг, а общие параметры по длине, ширине и высоте равняются 345*296,5*397 см.
На аппарате имеется чпу, позволяющее:
- передвигать салазки с изделия и рабочего стола в продольном и поперечном направлениях;
- передвигать ползун с фрезой в вертикальном направлении.
Основные характеристики станка:
- габариты поверхности стола — 40*160 см;
- нагрузка, которую может выдержать стол — 300 кг;
- количество пазов — 3;
- показатели пределов подач — 3-4799 мм/мин;
- показатели точности при поперечном перемещении 0,04 мм, вертикальном — 0,065, продольном — 0,04;
- продольное, поперечное и вертикальное передвижение стола — 100*40*42 см соответственно;
- показатель быстро перемещения ползуна вместе со столом — 4799 мм/мин;
- подача за импульс — 0,01 мм;
- максимальный сверлильный диаметр — 30 мм;
- максимальный диаметр торцевой фрезы — 125 мм.
Фрезерный станок 6р13ф3 оснащен 6 электрическими двигателями:
- смазочным — 0,26 кВт;
- осуществляющим зажим инструмента — 0,17 кВт;
- предназначенным для перемещения консоли — 2,1 кВт;
- двигателем для охлаждающего насоса — 0,12 кВт;
- приводом основного движения — 7,4 кВт;
- двигателем, предназначенным для подачи по 3 осям — 2,1 кВт.
Для аппарата предусмотрена электропроводка, оборудованная разъемами для штепселей.
Особенности ЧПУ станка
Аппарат оснащен числовым программным управлением, благодаря которому:
- выдает цепочка управленческих команд;
- происходит индикация сведений;
- контролируются функции аппарата и проводится его диагностика;
- обеспечивается работа всех режимов автоматики станка;
- происходит ввод и выключение программ управления и их корректировка.
Система ЧПУ
В составе вертикально-фрезерного станка с чпу 6р13ф3 имеются:
- система линейной, круговой интерполяции;
- датчик обратного типа;
- привод следящего типа.
С помощью чпу у оператора имеется возможность проводить контроль инструмента и отслеживать визуально направление его движения. При этом у него отсутствует необходимость постоянно проводить отработку программы на аппарате.
Все необходимые данные оператор данного устройства с чпу получает через 5 главных индикаторов:
- «Вид А», являющийся основным индикатором, содержащим главную информацию;
- «Вид Б», содержащий дополнительную информацию;
- «Ошибки»;
- «Программы управления»;
- «Параметры».
Через клавиши F1 и далее оператор устанавливает нужную управляющую программу.
Особенности электрооборудования станка
ЧПУ станка является составной частью его электрического оборудования. Оно представляет собой трехфазную сеть, имеющую частоту 50 Гц и работающую при напряжении 380 В.
Поскольку агрегат является дорогостоящим оборудованием, разработчиками предусматривается для него специальная система защиты сети.
На некоторых предприятиях для защиты станка от сбоев в электроснабжении его подключают к стабилизаторам или машинным преобразователям. За счет данных устройств аппарат получает необходимое питание и при этом защищается от резких скачков напряжения в электросетях.
Любой вертикально-фрезерный станок с чпу 6р13ф3 оснащен станцией управления, включение которой происходит посредством вводного автомата. С лицевой стороны станции имеются рукоятки, которыми контролируется работа автомата.
В системе предусмотрено несколько типов напряжения:
- тормозная цепь с током постоянного типа 55 В;
- силовая цепь, имеющая три фазы с током переменного типа 380 В;
- для питания электродвигателей с постоянным током 47 В;
- для местного освещения с током переменного типа 24 В;
- для цепей управления с переменным и постоянным током 109 и 23 В соответственно.
Электодвигатель станка
Схема станка с чпу 6р13ф3
Для агрегата характерна жесткая основа. Это обеспечивается за счет того, что на его станине имеется хорошо развитое основание с многочисленными ребрами.
В передней части станины находятся вертикальные направляющие. По ним происходит перемещение консоли.
Вверху станины находится окно. Через него оператор получает доступ к насосу и коробке скоростей. Оборудованные на станине выключатели ограничивают ход консоли.
В состав головки шпинделя входят следующие элементы:
- салазки;
- редуктор;
- ползун.
Салазки монтируются к станине болтами, а их центровка происходит в ее горловине. Движение салазок с ползунком происходит по прямоугольным направляющим.
Консоль аппарата служит его базовым элементом. Ее роль сводится к объединению приводов вертикального и поперечного перемещений стола. Внутри консоли имеется двухступенчатый редуктор.
Видео по теме: Вертикально-фрезерный станок с ЧПУ
promzn.ru
Электрооборудование станка 6Р13Ф3. Общие сведения
Электрооборудование размещено на станке в станции управления и включает в себя так же систему числового программного управления «НЗЗ-2М».
Станция управления служит для размещения в ней коммутационных аппаратов, аппаратов защиты электрических цепей.
Питание электрооборудования осуществляется через станцию управления от сети трехфазного переменного тока напряжением 380 В, частотой 50 Гц. Допустимое колебание питающего напряжения — 15% ± 10% от 380 В. В случае больших колебаний напряжения сети необходимо осуществлять питание устройства ЧПУ и электроавтоматики станка от отдельного стабилизатора. Возможен вариант питания группы станков с ЧПУ от отдельного стабилизатора или отдельного машинного преобразователя.
На станке применяются следующие напряжения:
- силовая цепь — трехфазная, переменного тока 380 В, частотой 50 Гц;
- цепь управления — переменное 110 В, 50 Гц;
- цепь местного освещения — переменное 24 В, 50 Гц;
- цепь управления — 24 В постоянного тока;
- цепь электродинамического торможения — 55 В постоянного тока;
- питание электродвигателей подач — 48 В постоянного тока.
Включение питания станции управления осуществляется Вводным автоматом (И), управление которым производится с помощью рукоятки, выведенной на дверцу станции управления.
На станке установлены следующие электроприводы:
- электропривод главного движения; осуществляется от асинхронного двигателя типа 4А132S4У3, 7,5 кВт, 1450 об/мин, 380 В, обозначение по схеме М1 (A02-5I-4, 7,5 кВт, 1450 об/мин, 220/380 В);
- электропривод наладочного перемещения консоли; осуществляется от асинхронного двигателя типа 4A90LA, 2,2 кВт, 1500 об/мин, 380 В, обозначение по схеме М2;
- электропривод зажима инструмента; осуществляется от асинхронного двигателя типа 4ААS56В4У3, 0,18 кВт, 1500 об/мин, 380 В, обозначение по схеме М4;
- электропривод насоса охлаждения; выполняется от асинхронного двигателя ХА14-22М (0,12 кВт; 2800 об/мин; 380 В; обозначение по схеме М3;
- электродвигатель смазки тип АОЛ-21-4, 0,27 кВт, 1500 об/мин; 380 В; обозначение по схеме М5
- электропривод продольной подачи (координата X) осуществляется от электродвигателя постоянного тока типа ПБВ-112L 2,2 кВт 1000 об/мин, 110 В, обозначение по схеме М7.
Управление электродвигателем привода подачи осуществляется от УЧПУ через тиристорный преобразователь типа 3Т6С-8-ПБВ-112LУ4.
Обратную связь по скорости осуществляет встроенный в электродвигатель тахогенератор с возбуждением от постоянных магнитов. Обозначение по схеме М6.
Обратную связь по положение осуществляет вращающийся трансформатор типа БТМ-1В
- электропривод поперечной подачи (координата Y, салазки) осуществляется аналогично координате X. Обозначение аппаратов по схеме: электродвигатель — М9, тахогенератор — М8, вращающийся трансформатор — П2;
- электропривод вертикальной подачи (координата Z, ползун) осуществляется аналогично координате X. Обозначение аппаратов по схеме: электродвигатель – М11. тахогенератор – М10, вращающийся трансформатор — ПЗ.
Факторы, ведущие к выбору станка 6Р13Ф3
Первым фактором для выбора станка является его типоразмер, говорящий о максимальных габаритах обрабатываемого изделия, а во фрезерных станках это размер рабочего стола (или на пример в токарных станках высота центров). У данного станка размер рабочего стола 400х1600.
Вторым фактором является полная стоимость станка (покупки и установки). Полная стоимость станка составляет около 520 тыс. руб. и варьируется в зависимости от модели устройства ЧПУ.
Также требуется, при выборе станка, обращать внимание на возможность автоматической смены инструмента, а на этом станке этой функции нет. Точность же станка, по классификации, высокая.
Станок может быть оборудован системами ЧПУ наиболее простым для обучения, но не для использования так как имеет малое количество циклов и имеет больший уклон в использование обычных G кодов по 3м координатам.
Из выше описанного можно сделать вывод что станок подходит для среднесерийного производства т.к. не имеется автоматической смены инструмента, но имеет систему ЧПУ позволяющую автоматизировать обработку одного установа (за что не рационально переплачивать при мелкосерийном производстве).
Полный перечень характеристик станка 6Р13Ф3-37
| Класс точности по ГОСТ 8-82 | Н |
| Основные параметры станка | |
| Размеры рабочей поверхности стола (длина х ширина), мм | 400 х 1600 |
| Максимальная нагрузка на стол (по центру), кг | 300 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 |
| Наибольшее продольное перемещение стола (X), мм | 1000 |
| Наибольшее поперечное перемещение стола (Y), мм | 400 |
| Наибольшее вертикальное установочное перемещение стола, мм | 420 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 500 |
| Наименьшее расстояние от задней кромки стола до направляющих станины, мм | 100 |
| Расстояние от торца шпинделя до рабочей поверхности стола, мм | |
| Наибольшее вертикальное перемещение ползуна (Z), мм | 250 |
| Пределы рабочих подач. Продольных, поперечных, вертикальных, мм/мин | 3..4800 |
| Скорость быстрого перемещения стола и ползуна, мм/мин | 4800 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола мм | 70…490 |
| Подача за один импульс, мм | 0,01 |
| Точность позиционирования по оси X, мм | 0,065 |
| Точность позиционирования по оси Y, Z, мм | 0,040 |
| Наибольший диаметр сверления, мм | 30 |
| Наибольший диаметр концевой фрезы, мм | 40 |
| Наибольший диаметр торцевой фрезы, мм | 125 |
| Шпиндель | |
| Количество шпинделей | 1 |
| Частота вращения шпинделя, об/мин | 40…2000 |
| Количество скоростей шпинделя | 18 |
| Наибольший крутящий момент, кгс.м | 62,8 |
| Конец шпинделя | ГОСТ 836-72, 7:24 |
| Система ЧПУ | |
| Тип ЧПУ | Н33-2М |
| Способ задания размеров | В приращениях |
| Виды интерполяции | Линейная Круговая |
| Число одновременно управляемых координат при линейной / при круговой интерполяции | 3/2 |
| Электрооборудование | |
| Количество электродвигателей на станке | 8 |
| Электродвигатель привода главного движения, кВт (об/мин) | 7,5 (1450) |
| Электроприводы подачи по осям X, Y, Z, кВт | 2,2 |
| Электропривод наладочного перемещения консоли, кВт | 2,2 |
| Электропривод зажима инструмента, кВт | 0,18 |
| Электропривод насоса охлаждения, кВт | 0,12 |
| Электродвигатель насоса для мазки, кВт | 0,27 |
| Суммарная мощность электродвигателей, кВт | 16,87 |
| Габарит станка | |
| Габариты станка, мм | 3450 х 3970 х 2965 |
| Масса станка, кг | 4450 |
Технические характеристики фрезерного станка с ЧПУ 6Р13Ф3-37
| Наименование параметра | 6Р13Ф3-37 | 6Р13РФ3 |
| Класс точности по ГОСТ 8-82 | Н | Н |
| Основные параметры станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 400 х 1600 | 400 х 1600 |
| Максимальная нагрузка на стол (по центру), кг | 300 | 300 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 |
| Наибольшее продольное перемещение стола (X), мм | 1000 | 1000 |
| Наибольшее поперечное перемещение стола (Y), мм | 400 | 400 |
| Наибольшее вертикальное установочное перемещение стола, мм | 420 | 380 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 500 | 500 |
| Наименьшее расстояние от задней кромки стола до направляющих станины, мм | 100 | 100 |
| Расстояние от торца шпинделя до рабочей поверхности стола, мм | 70..450 | |
| Наибольшее вертикальное перемещение ползуна (Z), мм | 250 | — |
| Пределы рабочих подач. Продольных, поперечных, вертикальных, мм/мин | 3..4800 | 20..1200 |
| Скорость быстрого перемещения стола и ползуна, мм/мин | 4800 | 2400 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола мм | 70…490 | 70…450 |
| Подача за один импульс, мм | 0,01 | 0,01 |
| Точность позиционирования по оси X, мм | 0,065 | |
| Точность позиционирования по оси Y, Z, мм | 0,040 | |
| Наибольший диаметр сверления, мм | 30 | |
| Наибольший диаметр концевой фрезы, мм | 40 | |
| Наибольший диаметр торцевой фрезы, мм | 125 | |
| Шпиндель | ||
| Количество шпинделей | 1 | 6 |
| Частота вращения шпинделя, об/мин | 40…2000 | 40…2000 |
| Количество скоростей шпинделя | 18 | 18 |
| Наибольший крутящий момент, кгс.м | 62,8 | |
| Конец шпинделя | ГОСТ 836-72, 7:24 | |
| Система ЧПУ | ||
| Тип ЧПУ | Н33-2М | Н33-1М |
| Способ задания размеров | В приращениях | В приращениях |
| Виды интерполяции | Линейная Круговая | Линейная Круговая |
| Число одновременно управляемых координат при линейной / при круговой интерполяции | 3/2 | 3/2 |
| Электрооборудование | ||
| Количество электродвигателей на станке | 8 | |
| Электродвигатель привода главного движения, кВт (об/мин) | 7,5 (1450) | 7,5 |
| Электроприводы подачи по осям X, Y, Z, кВт | 2,2 | Шаговый |
| Электропривод наладочного перемещения консоли, кВт | 2,2 | |
| Электропривод зажима инструмента, кВт | 0,18 | — |
| Электропривод насоса охлаждения, кВт | 0,12 | |
| Электродвигатель насоса дсмазки, кВт | 0,27 | |
| Суммарная мощность электродвигателей, кВт | 16,87 | |
| Габарит станка | ||
| Габариты станка, мм | 3450 х 3970 х 2965 | 3200 х 2500 х 2450 |
| Масса станка, кг | 4450 | 6900 |
- Станок фрезерный консольный вертикальный с ЧПУ 6Р13Ф3-37. Руководство по эксплуатации 6Р13Ф3-37.00.000 РЭ, 1978
- Станок фрезерный консольный вертикальный с ЧПУ 6Р13Ф3-37. Инструкция по программированию (Устройство ЧПУ — Н33-2М с блоком расчета эквидистанты), 1978
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973, с.141
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш
- Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
- Технология ремонта фрезерных станков
- Регулировка фрезерных станков
- Фрикционная муфта. Фрикционный вал. Муфты фрикционные в металлорежущих станках
- Автоматические циклы фрезерных станков (6Р12)
- Испытания и проверка металлорежущих станков на точность
- Справочник универсальных фрезерных станков
- Заводы производители металлорежущих станков в России
- Производители фрезерных станков в России
- Поколения систем ЧПУ. Термины и понятия систем ЧПУ
- Российские производители современных систем ЧПУ
- Обзор систем ЧПУ Российского производства
- Рекомендации при выборе устройств ЧПУ
- Неполадки модернизированных станков с ЧПУ: советы и рекомендации профессионалов
- Требования по обеспечению устойчивости и безопасности систем управления станками
- Электрооборудование фрезерных станков 6T12, 6T13, 6T82, 6Т82Г, 6Т82Ш, 6T83, 6Т83Г, 6Т83Ш
- Электрооборудование фрезерных станков 6P12, 6P13, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6Р12Б, 6Р13Б
- Электрооборудование фрезерных станков 6М12П, 6М12ПБ, 6М13П, 6М13ПБ, 6М82, 6М82Ш, 6М82ГБ, 6М83, 6М83Ш
- Электрооборудование фрезерных станков 6Т10, 6Т80, 6Т80Г, 6Т80Ш
- Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
- Электрооборудование фрезерных станков 6Н10, 6Н80, 6Н80Г, 6Н80Ш
Электрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков Вильнюсского станкозавода Жальгирис
Характеристики аппарата
6р13ф3 обладает широким функционалом. Помимо обработки чугунных и стальных изделий, станок может обрабатывать:
- холоднокатаные листы;
- детали, тяжело поддающиеся обработке, сделанные из цветных металлов;
- горячекатаные листы;
- сложные изделия путем сверления.
Горячекатаные металлические листы
Агрегат может обрабатывать различные детали фрезерованием торцовыми и концевыми фрезами.
Устройство применяется в рамках производства мелкими и средними сериями. Его вес достигает 4449 кг, а общие параметры по длине, ширине и высоте равняются 345*296,5*397 см.
На аппарате имеется чпу, позволяющее:
- передвигать салазки с изделия и рабочего стола в продольном и поперечном направлениях;
- передвигать ползун с фрезой в вертикальном направлении.
Основные характеристики станка:
- габариты поверхности стола — 40*160 см;
- нагрузка, которую может выдержать стол — 300 кг;
- количество пазов — 3;
- показатели пределов подач — 3-4799 мм/мин;
- показатели точности при поперечном перемещении 0,04 мм, вертикальном — 0,065, продольном — 0,04;
- продольное, поперечное и вертикальное передвижение стола — 100*40*42 см соответственно;
- показатель быстро перемещения ползуна вместе со столом — 4799 мм/мин;
- подача за импульс — 0,01 мм;
- максимальный сверлильный диаметр — 30 мм;
- максимальный диаметр торцевой фрезы — 125 мм.
Фрезерный станок 6р13ф3 оснащен 6 электрическими двигателями:
- смазочным — 0,26 кВт;
- осуществляющим зажим инструмента — 0,17 кВт;
- предназначенным для перемещения консоли — 2,1 кВт;
- двигателем для охлаждающего насоса — 0,12 кВт;
- приводом основного движения — 7,4 кВт;
- двигателем, предназначенным для подачи по 3 осям — 2,1 кВт.
Для аппарата предусмотрена электропроводка, оборудованная разъемами для штепселей.