Сведения о производителе консольно-фрезерного станка 6Р82Г
Производитель серии универсальных фрезерных станков 6Р82Г Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Производство фрезерных станков на Горьковском станкостроительном предприятии началось в 1932 году. В 1972 году завод начал выпуск серию горизонтальных фрезерных консольных станков 6Р82 и которые являются дальнейшим развитием станков аналогичных моделей серии М.
Сегодня консольно-фрезерный станок 6Р82Г — выпускает:
- ООО «Станочный Парк»;
- Станкостроительное объединение ООО СО «СтанРос».
Продукция Горьковского завода фрезерных станков ГЗФС
- 6М12П
станок консольно-фрезерный вертикальный 320 х 1250 - 6М13П
станок консольно-фрезерный вертикальный 400 х 1600 - 6М82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6М82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6М82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6М83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6М83Г
станок консольно-фрезерный горизонтальный 400 х 1600 - 6Н12
станок консольно-фрезерный вертикальный 320 х 1250 - 6Н13П
станок консольно-фрезерный вертикальный 400 х 1600 - 6Н82
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Н82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Р12, 6Р12Б
станок консольно-фрезерный вертикальный 320 х 1250 - 6Р13, 6Р13Б
станок консольно-фрезерный вертикальный 400 х 1600 - 6Р13Ф3
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Р82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Р82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Р82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Р83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Р83Г
станок консольно-фрезерный горизонтальный 400 х 1600 - 6Р83Ш
станок широкоуниверсальный консольно-фрезерный 400 х 1600 - 6Т12-1
станок консольно-фрезерный вертикальный 320 х 1250 - 6Т12
станок вертикальный консольно-фрезерный вертикальный 320 х 1250 - 6Т12Ф20
станок консольно-фрезерный вертикальный с ЧПУ 320 х 1250 - 6Т13
станок консольно-фрезерный вертикальный 400 х 1600 - 6Т13Ф20
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Т13Ф3
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Т82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Т82-1
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Т82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Т82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Т83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83-1
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83Г
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83Ш
станок консольно-фрезерный широкоуниверсальный 400 х 1600 - 6606
станок продольно-фрезерный 630 х 2000 - ГФ2171
станок фрезерный вертикальный с ЧПУ и АСИ 400 х 1600
6Р82Г станок горизонтальный консольно-фрезерный. Назначение и область применения
фрезерный станок 6Р82Г производился с 1972 года и заменил в производстве устаревшую модель 6М82Г и был заменен на более совершенную модель 6Т82Г.
Станки модели 6Р83Г отличаются от станков 6Р82Г увеличенными размерами рабочего стола и более мощным двигателем главного движения.
Стол станка модели 6Р82Г (6Р83Г) — неповоротный.
Горизонтальный консольно-фрезерный станок 6Р82Г предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов цилиндрическими, дисковыми, фасонными, угловыми, торцовыми, концевыми и другими фрезами в условиях индивидуального и серийного производства. Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет успешно использовать станки для выполнения работ операционного характера в поточных и автоматических линиях в крупносерийном производстве.
На фрезерном станке 6Р82Г можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса и т. д
Технологические возможности станка могут быть расширены с применением делительной головки, поворотного круглого стола, накладной универсальной головки и других приспособлений.
Основные параметры горизонтального консольно-фрезерного станка 6Р82Г:
- Наибольшие размеры обрабатываемой заготовки: 800 х 240 х 370 мм
- Мощность электродвигателя: 7,5 кВт
- Масса станка: 2830 кг
Шпиндель фрезерного станка 6р82г получает 19 ступеней вращения от коробки скоростей, что обеспечивает свободный выбор скоростей резания в диапазоне от 31,5 до 1600 об/мин.
Конец шпинделя — конус морзе КМ50 (Ø128,570 мм) исполнение 6 — по ГОСТ 24644 (Концы шпинделей и хвостовики инструментов сверлильных, расточных и фрезерных станков). Инструмент или оправка вставляются в шпиндель, затягиваются шомполом. Выступающий конец шомпола закрывается колпаком.
Коробка подач обеспечивает 18 ступеней подач рабочего стола в продольном и поперечном направлении от 25 до 1250 мм/об и в вертикальном в диапазоне и 8,3…416,6 мм/об. Коробка подач станка 6р82г обеспечивает, также, быстрые перемещения стола со скоростью 3 м/мин в продольном и поперечном направлении и 1 м/мин
С помощью кулачков, установленных в пазах стола можно настроить станок на работу в автоматическом цикле, что может значительно увеличить производительность станка в серийном производстве.
С целью поддержания станка 6р82г в идеальном рабочем состоянии требуется регулирование нескольких узлов требующих особого внимания:
- Зазор в подшипнике серьги;
- Зазор в переднем подшипнике шпинделя;
- Пружина фиксатора лимба скоростей;
- Пружина фиксатора лимба подач;
- Предохранительная муфта коробки подач;
- Механизм быстрого хода;
- Клинья стола, салазок, консоли;
- Зазор в винте продольного хода;
- Пружина включения кулачковой муфты продольного кода.
Класс точности станка Н по ГОСТ 8—77.
Особенностями конструкции станка являются:
- широкие диапазоны величин подач стола;
- быстросменное крепление инструмента;
- наличие механизма замедления подачи;
- замедление рабочей подачи в автоматическом цикле;
- возможность работы в автоматических циклах, включая обработку по рамке;
- автоматическая смазка узлов;
- применение бесконтактных быстродействующих электромагнитных муфт в приводе подач;
- повышенная точность станка за счет расположения винта поперечной подачи но оси фрезы;
- возможность перемещения стола одновременно по двум и трем координатам;
- возможность применения электродвигателя постоянного тока в приводе подач;
- возможная дальнейшая автоматизация станков за счет применения цифровой индикации и устройств оперативного управления;
Станки предназначены для выполнения различных фрезерных работ в условиях как индивидуального, так и крупносерийного производства. В условиях крупносерийного производства станки могут быть успешно использованы также для выполнения работ операционного характера.
Техническая характеристика и высокая жесткость станков позволяют полностью использовать возможности как быстрорежущего, так и твердосплавного инструмента.
Для сокращения вспомогательного времени и удобства управления в станках предусматриваются:
- дублированное управление кнопочно-рукояточпого типа (спереди и с левой стороны станка);
- пуск и останов шпинделя и включение быстрых ходов станка при помощи кнопок;
- управление движениями стола от рукояток, направление поворота которых совпадает с направлением движения стола;
- изменение скоростей и подач с помощью однорукояточных выборочных механизмов, позволяющих получать любую скорость или подачу поповоротом лимба без прохождения промежуточных ступеней;
- торможение постоянным током.
Станки автоматизированы и могут быть настроены на различные автоматические циклы, что повышает производительность труда, исключает необходимость обслуживания станков рабочими высокой квалификации и облегчает возможность организации многостаночного обслуживания.
История выпуска станков Горьковским заводом, ГЗФС
В 1937
году на
Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951
году запущена в производство серия
6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960
году запущена в производство серия
6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972
году запущена в производство серия
6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш.
В 1975
году запущены в производство копировальные консольно-фрезерные станки:
6Р13К.
В 1978
году запущены в производство копировальные консольно-фрезерные станки
6Р12К-1, 6Р82К-1.
В 1985
году запущена в производство серия
6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
В 1991
году запущена в производство серия
6Т консольно-фрезерных станков: 6Т12, 6Т12Ф20, 6Т13, 6Т13Ф20, 6Т13Ф3, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш.
Вы здесь
Консольно-фрезерный станок 6Р82 и 6Р82Г предназначен для обработки деталей из различных материалов (сталь, чугун, цветные материалы) дисковыми, концевыми, торцевыми и пальцевыми фрезами в условиях единичного и крупносерийного производства.
На фрезерном станке возможно обрабатывать детали различной конфигурации и сложности, вертикальные и горизонтальные плоскости, шпоночные пазы, зубья шестерен. Также возможно фрезерование различных спиралей при помощи поворота стола вокруг своей оси на 45 градусов.
Технологические возможности фрезерного станка могут быть расширены с использование делительных головок, поворотного стола или накладной фрезерной головки.
Класс точности станка — Н- нормальный.
Устройство фрезерного станка 6Р82
- Станина;
- Электрооборудование;
- Коробка скоростей;
- Коробка переключения;
- Стол и салазки;
- Консоль;
- Коробка подач.
Органы управления фрезерного станка 6Р82
- Ручка включения поперечной и вертикальной подачи;
- Переключатель ввода;
- Переключатель насоса системы охлаждения;
- Переключатель частоты вращения шпинделя;
- Маховик ручного продольного перемещения шпинделя;
- Рукоятка переключения скоростей вращения шпинделя;
- Кнопка Стоп;
- Кнопка Пуск шпинделя;
- Стрелка-указатель скоростей шпинделя;
- Указатель скоростей шпинделя;
- Кнопка Быстро стол;
- Кнопка Импульс шпинделя;
- Переключатель освещения;
- Ручное перемещение хобота;
- Зажим серьги;
- Звездочка механизма автоматического цикла;
- Ручка включения продольных перемещений стола;
- Зажим стола;
- Переключатель ручного автоматического управления продольными перемещениями стола;
- Маховик ручного продольного перемещения стола станка;
- Кнопка Быстро стол;
- Кнопка Пуск шпинделя;
- Кнопка Стол;
- Маховик ручных перемещений стола станка;
- Лимб механизма перемещений стола станка;
- Кольцо-нониус;
- Ручка ручных вертикальных перемещений стола;
- Зажим поворотных салазок;
- Ручка включения вертикальных и поперечных подач шпинделя;
- Кнопка фиксации грибка переключения подач стола;
- Грибок переключения подач стола;
- Указатель подач;
- Стрелка-указатель подач стола;
- Ручка зажима салазок на направляющих консоли;
- Ручка включения продольной подачи стола;
- Переключатель автоматического или ручного управления круглого стола;
- Ручка зажима консоли на станине станка;
- Зажим хобота на станине станка.
Кинематическая схема консольно-фрезерного станка 6Р82
Коробка скоростей консольно-фрезерного станка 6Р82
Коробка скоростей консольно-фрезерного станка смонтирована в чугунном корпусе станины. Соединение коробки скоростей с валом осуществляется при помощи упругой муфты.
Шпиндель коробки скоростей представляется собой трехопорный вал, точность которого определяется подшипниками 2 и 4. Третий подшипник предназначен для поддержания хвостовика шпинделя.
Регулировка осевого зазора осуществляется подшлифовкой колец 9 и 10. Повышенный люфт(зазор) в переднем подшипнике устраняется подшлифовкой полуколец 5 и подтягиванием гайки 1.
Смазка коробки скоростей осуществляется с помощью плунжерного насоса, производительностью 2л/мин. Остальные элементы коробки скоростей станка смазываются с помощью разбрызгивающего масла, поступающего из отверстий трубки, расположенной над коробкой скоростей станка.
Коробка переключения скоростей фрезерного станка 6Р82
Коробка переключения скоростей фрезерного станка 6р82 позволяет выбрать требуемую скорость вращения без последовательных промежуточных ступеней.
Рейка передвигается с помощью рукоятки 5, посредством сектора 2 через вилку 10 перемещает в осевом направлении валик 3 с диском переключения 9. Диск переключения поворачивается при помощи указателя скоростей 11 через коническую передачу 2 и 4. На диске расположены отверстия определенного размера, расположенных напротив штифтов реек 5 и 7, зацепляющихся попарно с шестерней 6.
Регулировка пружины 13 осуществляется пробкой 14 с учетом фиксации лимба и нормального усилия при его повороте.
Ручка 5 во включенном положении удерживается с помощью пружины 4 и шарика 3. Также шип рукоятки входит в сопряжение с пазом фланца.
Зазор к конической передачи не должен превышать 0,2мм, за счет этой величины, диск может провернуться до 1 мм.
Коробка подач фрезерного станка
Коробка подач обеспечивает получение рабочих подач (S) и ускоренных перемещений стола, консоли и салазок.
В результате вращение блоков, получаемые скорости передаются на вал 12 через шариковую предохранительную муфту 4 и втулку 3, соединенной шпоночным соединением с кулачковой муфтой 4 и выходным валом 12.
Диски фрикционной муфты через один связаны с корпусом фрикциона и втулкой 15, которая соединена шпонкой с валом 12.
При нажатии кулачковой муфты 4 на торец втулки 5 и далее на гайку 14, диски 7 и 8 сжимаются и передают крутящий момент валу 12 и шестерни 10.
Коробка переключения подач фрезерного станка.
Коробка переключения подач состоит в узле коробки подач. Принцип работы аналогичный принципу работы коробке переключения скоростей.
Для предотвращения осевого смещения диска 9 (рис.) валик 1 запирается во включенном положении при помощи двух шариков 6 и втулкой 2. Попадая в кольцевую проточку валика 3, шарики освобождают от фиксации валик 1 при нажатии на кнопку 4.
Фиксация поворота диска переключения 9 осуществляется шариком 8 через фиксаторную втулку 5, связанную шпонкой с валом 1.
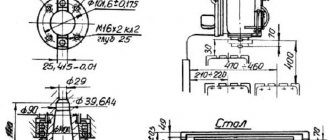
6Р82Г Габаритные размеры рабочего пространства горизонтального фрезерного станка
Габаритные размеры рабочего пространства фрезерного станка 6р82г
Посадочные и присоединительные базы фрезерного станка 6р82г
Размещение органов управления консольно-фрезерным станком 6Р82Г
Расположение органов управления фрезерным станком 6р82г
Перечень органов управления фрезерным станком 6Р82Г
- Рукоятка включения поперечной и вертикальной подач стола (дублирующая)
- Переключатель ввода «включено-выключено»
- Переключатель насоса охлаждения «включено-выключено»
- Переключатель направления вращения шпинделя «влево-вправо»
- Маховичок ручного продольного перемещения стола
- Рукоятка переключения скоростей шпинделя
- Кнопка «Стоп» (дублирующая)
- Кнопка «Пуск шпинделя» (дублирующая)
- Стрелка-указатель скоростей шпинделя
- Указатель скоростей шпинделя
- Кнопка «Быстро стол» (дублирующая}
- Кнопка «Импульс шпинделя»
- Преключатель освещения
- Ручное перемещение хобота
- Зажимы серег
- Звездочка механизма автоматического цикла
- Рукоятка включения продольных перемещений стола
- Зажимы стола
- Переключатель ручного или автоматического управления продольным перемещением стола
- Маховичок ручного продольного перемещения стола (дублирующий)
- Кнопка «Быстро стол»
- Кнопка «Пуск шпинделя»
- Кнопка «Стоп»
- Маховик ручных поперечных перемещений стола
- Лимб механизма поперечных перемещений стола
- Кольцо-нониус
- Рукоятка ручного вертикального перемещения стола
- Зажим поворотных салазок на направляющих консоли
- Рукоятка включения поперечных и вертикальных перемещений стола
- Кнопка фиксации грибка переключения подач
- Грибок переключения подач
- Указатель подач стола
- Стрелка-указатель подач стола
- Рукоятка зажима поворотных салазок на направляющих консоли
- Рукоятка включения продольных перемещений стола (дублирующий)
- Переключатель автоматического или ручного управления и работы круглого стола
- Рукоятка зажима консоли на станине
- Зажим хобота на станине
Технические характеристики
На станке 6Р82 обрабатываются детали весом до 250 кг. Основные технические показатели фрезерного оборудования:
- габариты станка 2305×1950×1670 мм (длина, ширина, высота);
- чистый вес без инструмента и приспособлений 2900 кг;
- класс точности Н;
- 18 скоростей шпинделя;
- размер стола 320×1250 мм;
- для крепления заготовок в плоскости стола 3 продольных Т-образных паза;
- продольное перемещение стола 800 мм;
- поперечное перемещение 240 мм;
- вертикальное перемещение 370 мм.
Станок работает от сети с напряжением 380 В. Потребляемая мощность при полной нагрузке 200 Вт.
Кинематическая схема фрезерного станка 6Р82Г
Кинематическая схема фрезерного станка 6р82г
Привод главного движения
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются путем передвижения трех зубчатых блоков по шлицевым валам. Коробка скоростей позволяет сообщить шпинделю 13 различных скоростей.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты — к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
График, поясняющий структуру механизма подач станка, приведен на рис. 5 (вертикальные подачи в три раза меньше продольных и поперечных).
Станина жестко закреплена на основании и зафиксирована штифтами.
Кинематическая схема
Последовательность движений всех частей привода фрезерного станка 6Р82Ш определяется взаимодействием его основных узлов. Основными рабочими движениями являются движение инструментальной головки со шпинделями и движение подачи стола. Для коробки подач станка характерно определенное сочетание ступеней частоты вращения (всего 18). При этом наименьшая частота вращения составляет 0,52 с -1 , а наибольшая – 26,6 с -1 . В свою очередь, шпиндели станка приводятся во вращение от собственного электродвигателя, используя зубчатые передачи. Число скоростей -12, при наименьшей и наибольшей соответственно 0,83 с -1 и 26,6 с -1 .
Отдельной ветвью кинематической схемы является привод механизма движения стола в поперечном и продольном направлениях. Движение от отдельного электродвигателя через муфту передается на зубчатые передачи. Из-за наличия различных комбинаций пар шестерен диапазон возможных скоростей горизонтальной подачи составляет от 25 до 2500 мм/мин. Возможна также ускоренная подача – 3000 мм/мин. В вертикальном направлении наибольшая скорость подачи составляет 416 мм/мин, а наименьшая – 8,3 мм/мин, при скорости подачи в установочном (наладочном) режиме 1000 мм/мин.
Кинематическая схема станка предусматривает электромеханическую блокировку от одновременного включения нескольких подач рабочего стола.
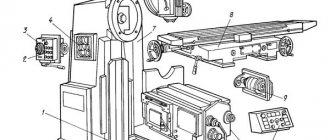
Конструкция основных узлов горизонтального фрезерного станка 6Р82Г
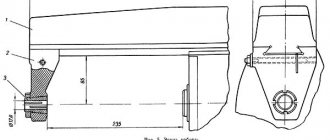
Хобот и серьги
Хобот и серьги могут перемещаться и закрепляться, хобот в направляющих станины, серьги — на направляющих хобота.
Расточка отверстия серьги под подшипник выполнена индивидуально для каждого станка, поэтому ПЕРЕСТАНОВКА СЕРЕГ С ОДНОГО СТАНКА НА ДРУГОЙ НЕ ДОПУСКАЕТСЯ.
Регулирование зазора в подшипниках серьги производится гайкой 4 или винтом 1 (рис. 6) по нагреву. При хорошем качестве поверхности опорной втулки оправки (1,25; 0,63) и достаточной смазке после обкатки в течение одного часа при максимальном числе оборотов избыточная температура внутренней поверхности инструментального конуса не должна превышать 55°С. Масло в подшипник поступает из ниши серьги через окно во втулке 3 и фитиль. Регулирование подачи масла осуществляется проволочкой 2.
Коробка скоростей
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 500—700 мкм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Шпиндель станка (рис. 7) представляет собой трехопорный вал, геометрическая точность которого определяется в основном подшипниками 2 и 4. Подшипник третьей опоры поддерживает хвостовик шпинделя.
Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 9 и 10. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки 1.
Регулирование проводят в следующем порядке:
- при сдвинутом хоботе снимают крышку 3 или боковую крышку с правой стороны станка и, расконтрив, ослабляют гайку 1
- снимают фланец 6, пружинное кольцо 7, кольцо 8 и вынимают полукольца;
- подтягиванием гайки 1 выбирают люфт. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60°С;
- замеряют величину зазора между подшипником и буртом шпинделя, после чего кольца подшлифовывают на необходимую величину. Для устранения радиального люфта в 0.01 мм полукольца необходимо подшлифовать примерно на 120 мкм;
- полукольца устанавливают на место. Проверяют, надежно ли законтрена гайка 1;
- детали 8, 7, 6 и 3 устанавливают на место.
Устройство станка – основные узлы и механизмы
Кинематическая схема станка 6Р82
Перечень к кинематической схеме станка 6Р82
Паспорт и схема станка 6Р82 предусматривает следующие важные конструктивные детали, узлы и механизмы:
Станина
Станина относится к фундаменту станка, на котором устанавливаются все его рабочие детали, узлы и механизмы. Станина крепится на опорную плиту фрезерного станка. Чтобы придать ей жесткости она фиксируется штифтами.
Хобот и серьги
Эти детали размещаются на станине. Хобот закрепляется и скользит по направляющим. Серьги монтируются на других направляющих, которые располагаются на хоботе. Внутри хобота расположена коробка скоростей, посредством которой передается вращение шпинделю.
Хобот с серьгами станка 6Р82
Серьги устанавливаются в специально предусмотренных для этих целей отверстиях. Размер отверстий выбирается по индивидуальному принципу, на каждом станке отверстия разные. Следовательно, серьги не могут быть взаимозаменяемые.
Для регулировки зазоров в подшипниках серьги, предусмотрена специальная гайка. Регулировка проводится с контролем по результатам температуры нагрева серьги. Измерение температуры нагрева должна производиться после обкатки станка. Время обкатки должно быть не менее одного часа, а число оборотов шпинделя устанавливается максимальным. Перед обкаткой следует убедиться в том, что поверхностная часть опорной втулки в хорошем состоянии и в ней находится достаточное количество смазки. Если температура подшипников находится в пределах 50 — 60 °C, то можно начинать регулировку.
Масло, которым смазываются подшипники, находится в специальных углублениях (нишах), расположенных на серьге. Масло поступает в подшипник через втулочные оконные проемы.
Коробка подач
Коробка подач 6Р82 предназначена для обеспечения перемещения всех движущихся частей и агрегатов станка.
Коробка подач станка 6Р82
Главное движение обеспечивается приводом, в состав которого входит фланцевый электрический двигатель и соединительная муфта. Электродвигатель привода подач устанавливается внутри консоли станка. Консольно-фрезерные станки 6Р82, паспорт которых предусматривает изменение скорости шпиндельного узла, могут работать на 18 фиксированных скоростях. Регулировка осуществляется посредством зубчатых колесных блоков. Порядок переключения скоростей устанавливает инструкция по эксплуатации и паспорт станка.
В коробке подач предусмотрен режим быстрого перемещения. Такой режим перемещения возможен только после приведения в действие фрикциона форсированного хода. Фрикционная передача позволяет передавать вращающий момент от электродвигателя главного хода на консоль, а уже потом к винтам перемещений.
Консоль
Описание консоли дает паспорт. Конструкция консоли изготовлена в виде металлической коробчатой отливки. Она передвигается по вертикальным направляющим, которые соединены со станиной.
Внутри консоли расположены основные механизмы коробки подач. Эти механизмы предназначены для передачи движения от коробки подач к винтовым валам.
Коробка переключения скоростей
Коробка скоростей на фрезерном станке 6Р82 расположена непосредственно на станине (в хоботе) и предназначена для установки необходимого скоростного режима обработки детали. Конечным узлом коробки скоростей является ее шпиндель, который представляет собой вал, удерживающийся на трех опорах. Роль опор выполняют подшипники.
Разрез по шпинделю станка 6Р82
Шпиндель предназначен для передачи вращательного момента от силовой коробки передач, к закрепленному в нем инструменту. Вращательный момент коробка передач получает от вала электродвигателя главного хода станка, соединенных между собой соединительной муфтой.
Для перехода от одной оптимальной величины вращения шпинделя к другой нет необходимости последовательного перехода по скоростным промежуточным ступеням. Основными деталями коробки скоростей являются: рейка, рукоятка переключателя, зубчатые колеса и шестерни.
Для осмотра внутренних деталей коробки, на ней установлено смотровое окно. Переключение скоростей осуществляется рукояткой. Необходимая скорость выбирается по указателю оборотов шпинделя. С помощью коробки скоростей можно устанавливать 19 различных скоростей вращения шпинделя.
Стол и салазки
Эти конструктивные узлы предназначены для передвижения стола в продольных и поперечных плоскостях. Стол фиксируется на направляющих салазок и в рабочем цикле скользит по ним. Его площадка является основанием для крепления на ней подвергающихся обработке деталей, зажимных устройств и технологических приспособлений. Чтобы все это оборудование было надежно закреплено и при работе удерживалось на столе, он снабжен продольными пазами, выполненными в виде Т-образного профиля. Стол приводится в движение от ходового винта, через механизм передачи вращательного движения винта в поступательное движение стола.
Внешний вид фрезерного станка 6Р82
Стол и ходовой винт соединяются по торцам стола с помощью кронштейнов. Кронштейны, после установки фиксируются штифтами. Места для крепления кронштейнов определяются по реальному размещению винта. Для предотвращения продольного изгиба, винт размещают на опорных подшипниках. Необходимое натяжение ходового винта регулируется специальной гайкой.
Механизм разворота стола обеспечивает установку его на угол в 45° от его первоначального положения. Механизм разворота размещается в промежутке между рабочим столом и салазками. Чтобы развернуть стол на оптимальный угол, необходимо выполнить следующее: переместить салазки в крайнее переднее местоположение; снять хвостовой кулачок, ограничивающий поперечный ход, и уже только затем разворачивать стол.
Салазки выполняют функцию буферной части между консолью и столом. Они передвигаются по горизонтальным направляющим, которые расположены на консоли.
Электрооборудование станка 6Р82Г
Схема электрическая фрезерного станка 6Р82Г
Электрическая схема горизонтального консольно-фрезерного станка 6Р82г
Примечания
- * — только для станков 6Р82Ш, 6Р83Ш
- ** — в электросхему механизма зажима инструмента
- *** — только для станков 6Р13Б
Питающая сеть: Напряжение 380 В, род тока переменный, частота 50 Гц
Цепи управления: Напряжение 110 В, род тока переменный
Цепи управления: Напряжение 65 В, род тока постоянный
Местное освещение: напряжение 24 В.
Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) 20 А.
Номинальный ток защитного аппарата (предохранителей, автоматического выключателя) в пункте питания электроэнергией 63 А.
Электрооборудование выполнено по следующим документам: принципиальной схеме 6Р13.8.000Э3. схеме соединения изделия Р13.8.000Э4.
Пределы использования станка по мощности и силовым нагрузкам
При работе на числах оборотов шпинделя выше 63 об/мин пределы использования привода главного движения станков ограничиваются номинальной мощностью установленного электродвигателя.
Наибольшее усилие резания, допускаемое механизмом подачи соответственно для продольной, поперечной и вертикальной подач, составляет: для станков 6Р82 и 6Р82Г — 1500, 1200, 500 кгс; для станков 6Р83 и 6Р83Г — 2000, 1200, 800 кгс.
Наибольший допустимый диаметр фрез при черновой обработке составляет: для станков 6Р82Г — 160 мм; для станков 6Р83Г — 200 мм.
В случае возникновения признаков вибрации при некоторых параметрах режима резания рекомендуется увеличить подачу на зуб или применить фрезы с неравномерным шагом.
При работе на низких числах оборотов шпинделя (n
| Наименование параметра | 6Р82 | 6Р82Г | 6Р83 | 6Р83Г |
| Диаметр фрезы, мм | 100 | 100 | 100 | 100 |
| Число зубьев | 8 | 8 | 8 | 8 |
| Ширина фрезерования, мм | 100 | 100 | 150 | 150 |
| Глубина фрезерования, мм | 12 | 12 | 10 | 10 |
| Число оборотов в минуту, об/мин | 50 | 50 | 50 | 50 |
| Продольная подача по лимбу, мм/мин | 125 | 125 | 125 | 125 |
При этих режимах муфта может периодически прощелкивать.
Регулирование зазора между дисками фрикциона производится гайкой 14, которая зафиксирована от самопроизвольного перемещения.
Механизм переключения подач входит в узел коробки подач. Принцип ее работы аналогичен работе коробки переключения
График и состав ремонтно-профилактических работ
При работе станка в условиях нормальной эксплуатации и соблюдения всех правил эксплуатации и обслуживания, указанных в настоящем руководстве, межремонтный цикл (срок службы до капитального ремонта при двухсменной работе) составляет при обработке стали (преимущественно) не менее 9 лет, а чугуна — не менее 8 лет.
Ремонтно-профилактические работы рекомендуется проводить согласно графику ремонтных работ (рис. 39).
Осмотр станка
- Наружный осмотр станка(без разборки для выявления дефектов) состояния и работы станка в целом ипо узлам;
- Осмотр и проверка состояния механизмов привода главного движения и подач;
- Регулирование зазоров ходовых винтов стола;
- Регулирование подшипников шпинделя;
- Проверка работы механизмов переключения скоростей и подач;
- Регулирование механизмов включения кулачковых муфт и подач и фрикционной муфты ускоренного хода;
- Регулирование клиньев стола, салазок, консоли и хобота;
- Осмотр направляющих, зачистка забоин и задиров;
- Подтяжка ослабевших крепежных деталей;
- Проверка исправности действия ограничительных кулачков;
- Проверка состояния и мелкий ремонт систем охлаждения и смазки;
- Проверка состояния и ремонт оградительных устройств;
- Выявление деталей, требующих замены при ближайшем ремонте (начиная со второго малого ремонта);
Малый ремонт станка
- Частичная разборка узлов;
- Промывка всех узлов;
- Регулирование или замена подшипников качения;
- Зачистка заусениц и забоин на зубьях шестерен, сухарях и вилках переключения;
- Замена и добавление фрикционных дисков муфты ускоренного хода (начиная со второго ремонта);
- Пришабривание и зачистка клиньев и планок;
- Зачистка ходовых винтов и замена изношенных гаек;
- Зачистка забоин и задиров направляющих и рабочей поверхности стола;
- Замена изношенных и сломанных крепежных деталей
- Проверка и регулирование механизмов включения скоростей и подач;
- Ремонт систем смазки и охлаждения;
- Испытание станка на холостом ходу, проверка на шум, нагрев и точность по обрабатываемой детали.
Средний ремонт станка
- Узловая разборка станка;
- Промывка всех узлов;
- Осмотр деталей разобранных узлов;
- Составление дефектов ведомости;
- Регулирование или замена подшипников шпинделя;
- Замена или восстановление шлицевых валов;
- Замена изношенных втулок и подшипников;
- Замена дисков и деталей фиксатора фрикционной муфты ускоренного хода;
- Замена изношенных зубчатых колес;
- Восстановление или замена изношенных ходовых винтов и гаек;
- Пришабривание или замена регулировочных клиньев;
- Ремонт насосов и арматуры систем смазки и охлаждения;
- Исправление шабрением или шлифованием поверхностей направляющих, если их износ превышает допустимый;
- Окраска наружных поверхностей станка;
- Обкатка станка на холостом ходу (на всех скоростях и подачах) с проверкой на шум и нагрев;
- Проверка станка на точность и жесткость по ГОСТ 17734—72.
Капитальный ремонт станка
Капитальный ремонт производится с полной разборкой всех узлов станка, по результатам которой в обязательном порядке составляется дефектно-сметная ведомость. В результате ремонта должны быть восстановлены или заменены все изношенные узлы и детали станка, а также восстановлена его первоначальная точность, жесткость и мощность. Характер и объем работ при данном виде ремонта определяются для конкретных условий эксплуатации единой системой планово-предупредительного ремонта.
Конструкция и ее специфика
Конструктивные детали механизма обеспечивают функциональность и жесткость. Особенности соединения узлов определяют эффективность работы.
Хобот и серьги
Возможно перемещение хобота в направляющих станины. А серьги могут перемещать в хоботе, так же закрепляться. Не разрешается перестановка серег с другого оборудования, так как они монтируются индивидуально для каждого подшипника. В случае поломки их изготавливают самостоятельно.
Регуляция зазора проводятся винтом и гайкой. Подача масла проходит по проволоке из подшипника. Температура вращающейся части не должна превышать при работе 55 градусов.
Коробка скоростей
Коробка скоростей находится в корпусе станины, видна через окно справа. Шпиндель — вал с тремя опорами, третья из которых соединена с хвостиком. Регуляция происходит путем снятия крышки, ослабления гайки и обкатки шпинделя, уменьшения зазоров.
Смазка происходит насосом с производительностью до 2 литров минуту. Поступает в узлы при помощи трубок, а на отделенные элементы разбрызгивается из отверстий.
Коробка переключения скоростей
Работа коробки переключения дает возможность выбирать оптимальную скорость работы, но при этом, не проходя все промежуточные ступени. В фразерном станке реализуется при помощи устройства из рейки, рукоятки, вилки, диска переключения, конических шестерен, зубчатого колеса.
Соответствие скоростей достигается выставлением определенного соотношения шестерен. Смазка происходит путем подачи масла из станины.
Коробка подач
Необходима для перемещения стола, консоли и салазок. Получив информацию по панели управления сигнал подается на выходной вал, муфты. Подается на кулачковую втулку, которая сжимает пружины, приводящие в движение зубчатое колесо. От того, какие задействованы муфты и торец втулки изменяется подача на гайки и диски. В свою очередь это определяет движение колеса и передачу вращения.
Переключение подач идентично по принципу работы. Допустимо легкое прощелкивание при усиленных режимах.
Технические характеристики станков моделей 6Р82Г
| Наименование параметра | 6Р82 | 6Р82Г | 6Р83 | 6Р83Г |
| Класс точности по ГОСТ 8-82 | Н | Н | Н | Н |
| Рабочий стол | ||||
| Максимальная нагрузка на стол (по центру), кг | 250 | 250 | 300 | 300 |
| Размеры рабочей поверхности стола (длина х ширина), мм | 1250 х 320 | 1250 х 320 | 1600 х 400 | 1600 х 400 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | 3 | 3 |
| Наибольшее перемещение стола продольное механическое/ ручное, мм | 800/ 800 | 800/ 800 | 1000/ 1000 | 1000/ 1000 |
| Наибольшее перемещение стола поперечное механическое/ ручное, мм | 240/ 250 | 240/ 250 | 300/ 320 | 300/ 320 |
| Наибольшее перемещение стола вертикальное механическое/ ручное, мм | 360/ 370 | 410/ 420 | 340/ 350 | 410/ 420 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола при ручном перемещении, мм * При ручном перемещении и снятом нижнем ограничительном кулачке | 30…400* | 30…450* | 30…380* | 30…450* |
| Расстояние от оси шпинделя до хобота, мм | 155 | 155 | 190 | 190 |
| Наибольший угол поворота стола, град | ±45 | нет | ±45 | нет |
| Цена одного деления шкалы поворота стола, град | 1 | нет | 1 | нет |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение стола на один оборот лимба продольное и поперечное, мм | 6 | 6 | 6 | 6 |
| Перемещение стола на один оборот лимба вертикальное, мм | 2 | 2 | 2 | 2 |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 31,5 — 1600 | 31,5 — 1600 | 31,5 — 1600 | 31,5 — 1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Наибольший крутящий момент, кгс.м | 107 | 107 | 143 | 143 |
| Эскиз конца шпинделя | ГОСТ 836-72 | ГОСТ 836-72 | ГОСТ 836-72 | ГОСТ 836-72 |
| Конус шпинделя | 50 | 50 | 50 | 50 |
| Механика станка | ||||
| Быстрый ход стола продольный и поперечный, мм/мин | 3/ 3/ 1 | 3/ 3/ 1 | 3/ 3/ 1 | 3/ 3/ 1 |
| Число ступеней рабочих подач стола | 18 | 18 | 18 | 18 |
| Пределы рабочих подач. Продольных и поперечных, мм/мин | 25…1250 | 25…1250 | 25…1250 | 25…1250 |
| Пределы рабочих подач. Вертикальных, мм/мин | 8,3…416,6 | 8,3…416,6 | 8,3…416,6 | 8,3…416,6 |
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | есть | есть | есть | есть |
| Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) | есть | есть | есть | есть |
| Блокировка раздельного включения подачи | есть | есть | есть | есть |
| Автоматическая прерывистая подача Продольная | есть | есть | есть | есть |
| Автоматическая прерывистая подача Поперечная и вертикальная | нет | нет | нет | нет |
| Торможение шпинделя | есть | есть | есть | есть |
| Предохранение от перегрузки (муфта) | есть | есть | есть | есть |
| Привод | ||||
| Электродвигатель привода главного движения Тип | 4А132М4УЗ | 4А132М4УЗ | 4А132М4УЗ | 4А132М4УЗ |
| Электродвигатель привода главного движения Число оборотов в минуту, об/мин | 1460 | 1460 | 1460 | 1460 |
| Электродвигатель привода главного движения Мощность, кВт | 7,5 | 7,5 | 11 | 11 |
| Электродвигатель привода подач Тип | 4А90L4УЗ | 4А90L4УЗ | 4А90L4УЗ | 4А90L4УЗ |
| Электродвигатель привода подач Число оборотов в минуту, об/мин | 1430 | 1430 | 1430 | 1430 |
| Электродвигатель привода подач Мощность, кВт | 2.2 | 2,2 | 3.0 | 3.0 |
| Электронасос охлаждающей жидкости Тип | ПА-22У2 | ПА-22У2 | ПА-22У2 | ПА-22У2 |
| Электронасос охлаждающей жидкости Число оборотов в минуту, об/мин | 2800 | 2800 | 2800 | 2800 |
| Электронасос охлаждающей жидкости Мощность, кВт | 0,12 | 0,12 | 0,12 | 0,12 |
| Производительность насоса СОЖ, л/мин | 22 | 22 | 22 | 22 |
| Габариты и масса станка | ||||
| Габариты станка (длина х ширина х высота), мм | 2305 х 1950 х 1670 | 2305 х 1950 х 1670 | 2560 х 2260 х 1770 | 2560 х 2260 х 1770 |
| Масса станка, кг | 2900 | 2830 | 3800 | 3700 |
Примечания
- Полную величину указанных в паспорте ходов можно использовать только при отсутствии деталей и устройств, ограничивающих перемещение стола, салазок или консоли, например:
- при использовании поворотного круглого стола с приводом, а также делительной головки с гитарой продольный ход сокращается;
- при установке в шпинделе оправки с фрезой и серьги на хоботе сокращается вертикальный ход;
- при установке обрабатываемой детали или приспособления, свисающих между столом и зеркалом станины, сокращается поперечный ход салазок;
- вертикальные перемещения при крайнем заднем положении салазок ограничиваются сухарями шпинделя в случае расположения их по вертикали или при вращении шпинделя. При этом необходимо установить ограничительные упоры с учетом отключения подачи в пределах ограничения перемещения стола, салазок или консоли.
- Во всех случаях использования полных паспортных ходов с механической подачей необходимо проверить возможность работы на холостом ходу и при обработке внимательно наблюдать за работой станка.
- В связи с наличием перебегов перемещаемых узлов по инерции фактическая величина механических ходов уменьшена на величину 10—20 мм, в соответствии с чем привернуты ограничительные кулачки.
- Поворот стола до 45° у станка 6Р83 обеспечивается при сдвинутых в крайнее переднее положение салазках, а у станка 6Р82 — еще и при снятом заднем кулачке ограничения поперечного хода.
- Приведенные габаритные размеры станков характеризуют «упаковочные» или наибольшие их размеры при условии установки перемещающихся узлов в среднее положение.
- Если частота тока в сети питания станков равна 60 Гц, то число оборотов электродвигателей равно: главного движения — 1750 привода подач — 1730 насоса охлаждения — 3360.
- Консольно-фрезерные станки 6Р82, 6Р82Г, 6Р83, 6Р83Г. Руководство по эксплуатации,
- Консольно-фрезерные станки 6Р82, 6Р83, 6Р82Г, 6Р83Г, 6Р82Ш, 6Р83Ш, 6Р12, 6Р13, 6Р12Б, 6Р13Б. Руководство по эксплуатации электрооборудования 6Р82.ЭО.000 РЭ1,
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация