ГОСТ 19249-73* Соединения паяные. Основные типы и параметры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ ПАЯНЫЕ
ОСНОВНЫЕ ТИПЫ
И ПАРАМЕТРЫ
ГОСТ 19249-73
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| СОЕДИНЕНИЯ ПАЯНЫЕ Основные типы и параметры Brazed and soldered joints. Main types and parameters | ГОСТ 19249-73 |
Постановлением Государственного комитета стандартов Совета Министров СССР от 4 декабря 1973 г. № 2641 срок введения установлен
с
01.01.75
Проверен в
1989 г. Постановлением Госстандарта СССР от 26.06.89 № 2032 снято ограничение срока действия
1. Настоящий стандарт устанавливает основные типы паяных соединений, конструктивные элементы паяных твои, их обозначения и параметры.
2. Основные типы паяных соединений и их условные обозначения приведены в табл. .
3. Параметры конструктивных элементов паяных швов и их условные обозначения приведены в табл. .
Таблица 1
| Тип паяного соединения | Характерное сечение паяного соединения | Условное обозначение соединения |
| Нахлесточный | ПН-1 | |
| ПН-2 | ||
| ПН-3 | ||
| Телескопический | ПН-4 | |
| ПН-5 | ||
| ПН-6 | ||
| Стыковой | ПВ-1 | |
| ПВ-2 | ||
| Косостыковой | ПВ-3 | |
| ПВ-4 | ||
| Тавровый | ПТ-1 | |
| ПТ-2 | ||
| ПТ-3 | ||
| ПТ-4 | ||
| Угловой | ПУ-1 | |
| ПУ-2 | ||
| ПУ-3 | ||
| Соприкасающийся | ПС-1 | |
| ПС-2 | ||
| ПС-3 | ||
| ПС-4 | ||
| ПС-5 |
(Измененная редакция, Изм. № 1
).
Таблица 2
| Тип соединения | Конструктивные элементы паяных швов | Наименование конструктивных элементов | Буквенное обозначение конструктивных элементов |
| Нахлесточный телескопический | Толщина основного материала | S | |
| Толщина шва | a | ||
| Ширина шва | b | ||
| Стыковой | Толщина основного материала | S | |
| Толщина шва | a | ||
| Ширина шва | b | ||
| Косостыковой | Толщина основного материала | S | |
| Толщина шва | a | ||
| Ширина шва | b | ||
| Угол скоса | α | ||
| Тавровой | Толщина основного материала | S | |
| Толщина шва | a | ||
| Ширина шва | b | ||
| Угловой | Толщина основного материала | S | |
| Толщина шва | a | ||
| Ширина шва | b | ||
| Угол соединения деталей | β | ||
| Угол скоса | α | ||
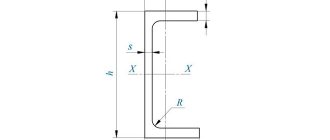
| Соприкасающийся | Толщина основного материала | S | |
| Радиус кривизны паяемой детали | R | ||
| Ширина шва | b |
Примечания:
1 — 5. (Исключены, Изм. № 1).
6. Толщина шва а
определяется величиной сборочного зазора и физико-химическими свойствами паяемого материала и припоя. Величины сборочных зазоров для наиболее распространенных сочетаний «паяемый материал — припой» приведены в справочном приложении .
7. Величина нахлестки определяется механическими свойствами паяемого материала, паяного шва и требованиями предъявляемыми к конструкции.
8. Толщина паяемого материала S
устанавливается при проектировании паяной конструкции.
(Измененная редакция, Изм. №
1).
4. Условные изображения и обозначения паяных швов на чертеже — по ГОСТ 2.313-68.
На стадии эскизного и технического проектов условное обозначение типа паяного соединения проставляют над полкой линии-выноски.
5. Рациональная форма галтели — вогнутый мениск.
6. Форма и конструктивные элементы швов паяных соединений, которые являются комбинацией основных типов, должны быть вычерчены с указанием размеров. Допускается не вычерчивать форму и конструктивные элементы швов комбинированных паяных соединений на электромонтажных чертежах.
7. Комбинированные паяные соединения, широко применяемые в отраслях промышленности, приведены в справочном приложении .
8. (Исключен, Изм. № 1).
9. Условные обозначения швов паяных соединений, применяемые при переписке и в документации, кроме рабочих чертежей, должны состоять из:
а) буквенно-цифрового обозначения типа паяного соединения по табл. ;
б) размеров сечения и длины шва.
Пример условного обозначения паяного шва типа нахлесточный ПН-1, толщиной 0,05 мм, шириной 10 мм и длиной шва 150 мм:
ПН
—
10
,
05×10×150ГОСТ 19249-73
Примечание. Буквенно-цифровые обозначения швов комбинированных паяных соединений состоят из буквенно-цифровых обозначений основных типов, например:
ПН-2
0
,
01×12×100ПВ
—
10
,
02×5×100ГОСТ 19249-73
(Измененная редакция, Изм. №
1).
ПРИЛОЖЕНИЕ 1
Справочное
ВЕЛИЧИНЫ СБОРОЧНЫХ ЗАЗОРОВ ДЛЯ НАИБОЛЕЕ РАСПРОСТРАНЕННЫХ СОЧЕТАНИЙ «ПАЯЕМЫЙ МАТЕРИАЛ — ПРИПОЙ»
| Наименование припоя | Наименование паяемого материала | ||||
| Медь | Медные сплавы | Сталь углеродистая и низколегированная | Сталь нержавеющая | Алюминий и алюминиевые сплавы | |
| Оловянно-свинцовый | 0,07 — 0,20 | 0,07 — 0,20 | 0,05 — 0,50 | 0,20 — 0,75 | 0,05 — 0,15 |
| Медный | — | 0,04 — 0,20 | 0,001 — 0,05 | 0,01 — 0,10 | — |
| Медно-цинковый | 0,04 — 0,20 | 0,04 — 0,20 | 0,05 — 0,25 | 0,02 — 0,12 | — |
| Медно-фосфористый | 0,04 — 0,20 | 0,04 — 0,20 | — | — | — |
| Серебряно-медно-фосфористый | 0,02 — 0,15 | 0,02 — 0,15 | — | — | — |
| Серебряный | 0,04 — 0,25 | 0,04 — 0,25 | 0,02 — 0,15 | 0,05 — 0,10 | — |
| Алюминиевый | — | — | — | — | 0,12 — 0,25 |
| Цинковый | — | — | — | — | 0,10 — 0,25 |
ПРИЛОЖЕНИЕ 2
Справочное
ПРИМЕРЫ КОМБИНИРОВАННЫХ ПАЯНЫХ СОЕДИНЕНИЙ И ИХ УСЛОВНЫХ ОБОЗНАЧЕНИЙ
| Характерное сечение паяного соединения | Условное обозначение соединения |
| ПН-2; ПВ-1 | |
| ПН-5; ПВ-2 | |
| 2ПН-3; 3ПВ-1 | |
| 2ПВ-3 | |
| ПВ-2; ПВ-4 | |
| ПВ-1; 2ПН-1 | |
| ПВ-2; 2ПН-4 | |
| ПТ-1; 2ПВ-1 | |
| n ПВ-4, где | |
| ПН-1; 4ПН-2 | |
| ПТ-2; ПВ-1 | |
| 3ПН-2; 2ПВ-1 | |
| 2ПН-2; 2ПВ-1 | |
| 6ПН-2; 4ПВ-1; ПС-1 |
(Измененная редакция, Изм. № 1).
СОДЕРЖАНИЕ
| Приложение 1 Величины сборочных зазоров для наиболее распространенных сочетаний «паяемый материал — припой». 4 Приложение 2 Примеры комбинированных паяных соединений и их условных обозначений. 5 |
УСЛОВНОЕ ИЗОБРАЖЕНИЕ И ОБОЗНАЧЕНИЕ СОЕДИНЕНИЙ ПАЙКОЙ И СКЛЕИВАНИЕМ
ГОСТ 2313-68 и СТ СЭВ 138-74 устанавливает правила условного обозначения и изображения швов неразъёмных соединений, получаемых пайкой, склеиванием и клёпкой.
Различают пайку твердым и мягким припоями. К твёрдым относятся:
1. Медно-цинковые: ПМ 36; ПМЦ 48; ПМЦ 54 по ГОСТ 1534-42;
2. Серебряные: ПСр 10; ПСр 12; ПСр 25; ПСр 45 и др. по ГОСТ 8190-56.
К мягким относятся:
1. Оловянно-свинцовые: ПОС 90; ПОС 61; ПОС 40 по ГОСТ 1490-70;
2. Оловянно-кадмиевые.
Пайку твердыми припоями применяют для соединения элементов трубчатых рам велосипедов, мотоциклов, автомобильных радиаторов, узлов холодильников, турбинных лопаток и.т.д. Пайку мягкими припоями применяют в электро- и радиоприборостроении.
Швы неразъёмных соединений, получаемых пайкой или склеиванием, изображают условно по ГОСТ 2313-68.
Припой или клей в разрезах и на видах изображают линией в 2 раза толще сплошной основной линии.
Для обозначения пайки применяют знак в виде дуги, которую наносят на наклонном участке лини-выноски сплошной основной линией (рисунок 19 а).
Для обозначения склеивания применяют знак в виде буквы “Ж” (рисунок 19 б).
Швы, выполненные пайкой или склеиванием по замкнутому контуру (периметру), обозначают линией-выноской, заканчивающейся окружностью диаметром 3-4 мм (рисунок 19 а).
Рисунок 19
При указании невидимых плоскостей соединения вместо стрелки используют точку, которую ставят внутри контура вида.
На произведённых чертежах при изображении паяного соединения указывают, при необходимости, размер шва и обозначение шероховатости поверхности (рисунок 20).
Рисунок 20
Марку припоя или клея указывают в спецификации в разделе “Материалы” или на чертеже детали в технических требованиях с указанием на полке линии-выноски номера пункта технических требований (рис.19 б).
Швы, выполняемые по замкнутой линии, следует обозначать окружностью диаметром от 3 до 5 мм, выполняемой тонкой линией.
На изображении паяного соединения при необходимости следует указывать размеры шва и обозначение шероховатости поверхности.
Обозначение припоя или клея (клеящего вещества) по соответствующему стандарту или техническим условиям следует проводить в технических требованиях чертежа записью по типу: «ПОС 40 ГОСТ…» или «Клей БФ – 2 ГОСТ…».
При необходимости в том же пункте технических требований следует приводить требования к качеству шва. Ссылку на номер пункта следует помещать на полке линии-выноски, проведенной от изображения шва.
При выполнении швов припоями или клеями различных марок всем швам, выполняемым одним и тем же материалом, следует присваивать один порядковый номер, который следует наносить на линии-выноске. При этом в технических требованиях материал следует указывать записью по типу: «ПОС 4 ГОСТ…(№ 1), ПМЦ 36 ГОСТ…(№ 2), клей БФ-2 ГОСТ…(№3)».
ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ
Таблица 1. Примеры условного изображение соединений, получаемых клепкой.
| Вид соединения | Изображение | Условное изображение |
| в сечении | на виде | |
| 1. Заклепкой с полукруглой, плоской, скругленной головкой и с полукруглой, плоской, скругленной замыкающей головкой | ||
| 2. Заклепкой с потайной головкой и с полукруглой, плоской, скругленной замыкающей головкой | ||
| 3. Заклепкой с потайной головкой и с потайной замыкающей головкой | ||
| 4. Заклепкой с полупотайной головкой и с потайной замыкающей головкой | ||
| 5. Заклепками специальными |
Если предмет, изображенный на сборочном чертеже, имеет ряд однотипных соединений с заклепками одного типа и с одинаковыми размерами, то заклепки, входящие в соединение, следует показать условно в одном-двух местах каждого соединения, а в остальных – центровыми или осевыми линиями (рисунок 21).
Рисунок 21 – Изображение на сборочном чертеже соединения с одинаковыми заклепками
Если на чертеже необходимо показать несколько групп заклепок различных типов и размеров, то рекомендуется отмечать одинаковые заклепки одним и тем же условным знаком (рисунок 22а) или одинаковыми буквами (рисунок 22б).
Рисунок 22 – Примеры изображения на чертеже соединения с использованием различных заклепок
1) Сварка
В настоящее время существует чрезвычайно большое число видов сварки и способов их осуществления ГОСТ 19521-74 «Сварка металлов. Классификация» и к ГОСТ 2601-84 «Сварка металлов. Основные понятия. Термины и определения». Столь же многочисленны и условные обозначения швов сварных соединений и способов сварки, поэтому, изучая эту тему, студент должен ознакомиться только с основными понятиями этого вида неразъемного соединения, основными правилами изображения сварных соединений и некоторыми их условными обозначениями. Различают соединения: стыковое (рис. 38, а), нахлесточное (рис. 38, б), угловое (рис. 38, в), тавровое (рис. 38, г) и торцевое (рис. 38, д), обозначаемые символами С, Н, У, Т соответственно.
Кромки свариваемых деталей могут быть подготовлены различным способом: без скосов (рис. 38, б, в, г), со скосом одной кромки (рис. 39,6), со скосом двух кромок (рис. 38, а), с двумя симметричными скосами одной кромки (рис. 39, б), с отбортовкой кромок (рис. 39, а) и др. Для их различения к соответствующему буквенному символу добавляется еще цифровое обозначение вида подготовленных кромок: C1, C2, С3 и т. д.; У1, У2, У3,…; HI, H2, Н3,…; T1, T2, Т3 …
Шов может быть односторонним (см. рис. 38, г) и двусторонним (см. рис. 39, б, в), непрерывным или прерывистым с цепным (рис. 40, а) или шахматным (рис. 40, б) расположением свариваемых участков, точечным и др.
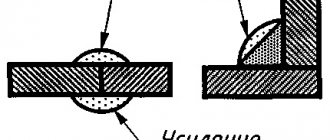
Может потребоваться снятие усиления шва с обеих или с одной его стороны (рис. 41) или обработка наплывов и неровностей шва с плавным переходом к основному материалу.
Шов может выполняться при монтаже изделия по замкнутой или незамкнутой линии, на флюсовой подушке, на стальной или флюсомедной подкладке, в среде защитного газа, с плавящимся или неплавящимся электродом и т. д.
Все это находит отражение в условных обозначениях швов сварных соединений в соответствующих стандартах. Так, например, правила обозначения швов сварных соединений, выполняемых ручной дуговой сваркой, изложены в ГОСТ 5264-80; выполняемых сваркой под флюсом — в ГОСТ 8713-79; выполняемых дуговой сваркой в защитном газе — в ГОСТ 14771-76. Основные типы, конструктивные элементы и размеры точечных сварных соединений приведены в ГОСТ 14776-79 и т. д. Следовательно, чтобы правильно обозначить шов сварного соединения, надо знать вид сварки (дуговая или газовая, ручная или автоматическая и т. д.), тип шва (С, Н, У, Т), форму подготовки кромок, требуется ли снять выпуклости, будет ли сварка производиться при монтаже (что обычно имеет место при возведении стальных каркасов зданий и других сооружений), по замкнутой линии или нет и т. д.
На рис. 42 приведена структура условного обозначения стандартного шва или одиночной сварной точки. Все швы независимо от способа сварки изображаются одинаково. Согласно ГОСТ 2.312-72, видимый шов изображают сплошной основной линией, а невидимый — штриховой линией. Видимую одиночную сварную точку отмечают знаком «+», выполняемым сплошными основными линиями. Невидимые одиночные точки не изображаются.
Рис. 42
Условное обозначение шва наносят или на полке линии-выноски, проведенной от изображения шва или одиночной сварной точки с лицевой стороны, или под полкой линии-выноски, проведенной от изображения шва с оборотной стороны, причем на линии-выноске вначале делается односторонняя стрелка. За лицевую сторону одностороннего шва принимают сторону, с которой производят сварку, за лицевую сторону двустороннего шва с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. При симметрично подготовленных кромках за лицевую может быть принята любая сторона.
Если все сварные швы, изображенные на чертеже изделия, хотя и разных типов, выполняются по одному и тому же стандарту, например по ГОСТ 5264-80, его обозначение на полке не указывается, а на этот стандарт дается ссылка в технических требованиях, располагаемых над основной надписью.
Рис.43 — Фрагмент чертежа со сваркой по заданию
Расшифровка условного обозначения шва – Сварной нахлесточный шов (Н2 — двухсторонний без скоса кромок) ручной дуговой сваркой ГОСТ 5264-80, размер катета 6 мм, наплывы и неровности шва обработать с плавным переходом к основному металлу. Шов слева – лицевой, справа — изнаночный.