Сведения о производителе фрезерного деревообрабатывающего станка ФСШ-1А
Производителем фрезерного деревообрабатывающего станка ФСШ-1А(К) является является Кировский станкостроительный завод, основанный в 1880 году. Основная специализация завода — производство станков для заточки и подготовки дереворежущего инструмента к работе.
Другим производителем фрезерного деревообрабатывающего ФСШ-1А является Курганский завод деревообрабатывающих станков, который производит оборудование для мебельных и строительно-столярных производств.
Производителем фрезерного станка ФС-1, ФСШ-1, ФСШ-1А(Д) является, также, Днепропетровский станкостроительный завод ДСПО в настоящее время ООО «Станкостроитель».
В СССР Днепропетровский станкостроительный завод специализировался на станках фрезерной группы на протяжении всего своего существования. Однако в мае 1999 года это крупнейшее на Украине производство станков было реструктуризировано, и в результате появилось шесть самостоятельных предприятий, одно из которых — ООО «Станкостроитель».
Станки, выпускаемые Кировским станкостроительным заводом, КСЗ
- КПА-50
— станок круглопалочный. Диаметр деталей на выходе Ø 20; 25; 30; 35; 40; 45; 50 - СР-4
— станок рейсмусовый - ТЧПА-7
— станок заточный для круглых, рамных и ленточных пил - ФСШ-1А
— станок фрезерный - Ц6-2
— станок круглопильный универсальный - ЦМ-120
— станок многодисковый для распиловки двух, трех-кантного бруса (лафета) высотой до 120 мм - ЦМ-150
— станок многодисковый для распиловки двух, трех-кантного бруса (лафета) высотой до 150 мм
Аналоги
Станок ФСШ-1, аббревиатура которого расшифровывается, как фрезерный станок шипорезный выпускается несколькими российскими предприятиями, которые, как правило, добавляют к маркировке в скобках первую буква города, где находится производитель. Наличие буквы А говорит об усовершенствованиях, выполненных в конструкции. Поэтому модели станков выпускаются:
- ФСШ-1А – Курганским заводом деревообрабатывающих станков;
- ФСШ-1А(К) – Кировским станкостроительным заводом;
- ФСШ-1А(Д) – Днепропетровским ООО «Станкостроитель».
Исключение составляет модель станка Ф4, которая считается устаревшей версией, выпускаемой до модели ФСШ-1. Отличается она диаметром применяемого для обработки древесины инструмента (до 150 мм), количеством оборотов шпинделя (6 – 8 тыс. в мин.) и мощностью электродвигателя шпинделя (5 кВт.)
ФСШ-1А Станок фрезерный деревообрабатывающий с шипорезной кареткой. Назначение, область применения
Станок фрезерный деревообрабатывающий ФСШ-1А с подвижной шипорезной кареткой модели ФСШ-1А предназначен для выполнения разнообразных фрезерных работ по дереву с ручной подачей, зарезки простых шипов глубиной до 100 мм с помощью шипорезной каретки, криволинейного фрезерования по шаблону с ручной подачей.
Станок без шипорезной каретки имеет обозачение — ФС-1.
Фрезерный станок ФСШ-1А предназначен для выполнения разнообразных фрезерных работ по дереву по направляющим линейкам с ручной подачей (изготовление вагонки, половой доски, плинтуса, наличника, филенки и других погонажных изделий), зарезки простых шипов с помощью шипорезной каретки и криволинейного фрезерования по шаблону с ручной подачей.
Принцип работы и особенности конструкции станка ФСШ-1А
Станок ФСШ-1А собран на цельно литой виброустойчивой чугунной станине, внутри которой установлен высокоскоростной шпиндельный узел с механизмом подъёма и приводом от двухскоростного электродвигателя.
На станине установлен литой чугунный стол с шипорезной кареткой. На столе крепятся верхняя опора шпинделя, ограждение фрезы с регулируемыми направляющими линейками и патрубком для стружкоотсоса.
Шипорезная каретка имеет поворотную линейку с эксцентриковым прижимом. Дополнительно станок может комплектоваться автоматическим подающим устройством (автоподатчиком), который легко монтируется на стол станка.
В последние годы, с развитием производства корпусной мебели, в нашей стране фрезерные станки основном используют для фрезерования криволинейных кромок ДСП. Обработка ведется преимущественно двумя способами.
- Первый способ: на шпиндель устанавливается шлифовальная головка с закрепленной на ней шлифовальной лентой, при этом ДСП просто шлифуется, т.е. фрезерный станок превращается в шлифовальный.
- Второй способ: фрезерование с использованием специальной фрезы с твердосплавными сменными пластинами.
Причем для фрезерования можно использовать только фрезы со сменными пластинами, и это непременное условие, т.к. при обработке ДСП твердосплавные пластины достаточно быстро тупятся. Причина этого — достаточно высокая твердость ДСП и ее неоднородная структура.
Помещение, где устанавливается станок, должно соответствовать требованиям класса П-II по ПУЭ.
Станок может эксплуатироваться в диапазоне температур от +10 до +35°С, при средней относительной влажности воздуха не более 80%, в невзрывоопасной среде, при отсутствии прямого воздействия атмосферных осадков.
Вид климатического исполнения и категория размещения станка – УХЛ4.2, категория условий хранения – 2 по ГОСТ15150-69.
Требования к заготовкам, поступающим на станок.
Заготовки должны отвечать требованиям ГОСТ8486-86 и ГОСТ2695-83:
- влажность древесины не должна быть более 15%
- качество древесины заготовок не ниже 1 сорта
- отклонение базовой пласти заготовок должно быть не менее 0,15 мм на длине 1000
Фрезерный станок с шипорезной кареткой ФСШ-1А (К)
НАЗНАЧЕНИЕ:
Предназначены для выполнения разнообразных фрезерных работ по дереву, зарезки простых шипов и проушин с помощью шипорезной каретки, продольного фрезерования по направляющим линейкам и криволинейного фрезерования по шаблону.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Применяется при производстве столярных изделий, дверей из массива древесины, деталей и элементов корпусной мебели, мебельных фасадов и на других деревообрабатывающих предприятиях.
СХЕМА ОБРАБОТКИ:
| Продольное фрезерование | Фрезерование шипов и проушин | Криволинейное фрезерование по шаблону |
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
| РАБОЧИЙ СТОЛ Стол выполнен литым из чугуна. Это обеспечивает стабильность в работе, а также износостойкость на всем сроке эксплуатации. | |
| КОЖУХ Защитный кожух ножевого вала позволяет установить инструмент максимальным диаметром 250 мм. Выполнен литым из чугуна. | |
| ОПОРА ШПИНДЕЛЯ Сверху жестко фиксирует вал. Исключает биения шпинделя и повышает точность обработки. | |
| ШИПОРЕЗНАЯ КАРЕТКА Массивная чугунная каретка длиной 1000 мм позволяет зарезать шипы и проушины на заготовках. | |
| ЭКСЦЕНТРИКОВЫЙ ПРИЖИМ Надежно фиксирует заготовку при шипорезании. | |
| РЕГУЛИРОВКА ШПИНДЕЛЯ Подъем/опускание шпинделя осуществляется с помощью маховика. | |
| НАПРАВЛЯЮЩИЕ КАРЕТКИ Перемещение каретки на подшипниках по литым направляющим. | |
| НАПРАВЛЯЮЩИЕ ЛИНЕЙКИ Настройка направляющей линейки на глубину съема осуществляется по миллиметровой шкале. | |
| СТОПОР ШПИНДЕЛЯ Жестко стопорит вал при установке инструмента. Находится в моторном отсеке и оснащен концевым выключателем, предотвращающим включение станка при застопоренном шпинделе. | |
| ПУЛЬТ УПРАВЛЕНИЯ Удобно вынесен на уровне глаз оператора. |
ДОПОЛНИТЕЛЬНАЯ КОМПЛЕКТАЦИЯ:
| КАРЕТКА КОПИРОВАЛЬНАЯ ФСШ-1А(К) 25.000 Предназначена для изготовления на фрезерных станках с вертикальным расположением шпинделя и шипорезной кареткой криволинейные элементы окон, дверей и мебели с достижением высокой производительностью и обеспечением безопасности производимых работ. Устройство с заготовкой перемещается относительно шпинделя станка (обеспечивается глубина криволинейного профиля) на двух шариковых направляющих обкатывая роликом шаблон, который устанавливается (крепится) спереди к станине станка. Для фиксации заготовки на столе устройства имеются два эксцентриковых прижима. |
| АВТОПОДАТЧИКИ CO-MATIC. МОДЕЛИ MX38, MX48 Дополнительно станок может комплектоваться автоматическим подающим устройством (автоподатчиком), который легко монтируется на стол станка. Преимущества установки автоподатчика:
|
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ УСТРОЙСТВА
| Наибольший поперечный ход, мм | 200 |
| Длина фрезерования, мм | Соответствует ходу каретки станка |
| Количество зажимов, шт. | 2 |
| Габариты, мм | 680 х 295 |
| Вес станка, кг | 60 |
Фото станка с копировальным устройством (25-й узел)
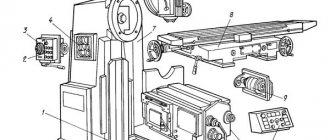
ФСШ-1А Расположение составных частей фрезерного станка
Расположение составных частей фрезерного станка ФСШ-1А
Перечень составных частей фрезерного станка ФСШ-1А:
- Прижим с линейкой — ФСШ-1А(К)20.000
- Каретка — ФСШ-1А(К)40.000
- Станина — ФСШ-Л.10.000
- Ограждение инструмента — ФСШ-Л.30.000
- Бабка шпиндельная — ФСШ-Л.40.000
- Кронштейн шпинделя — ФСШ-Л.50.000
- Защита инструмента — ФСШ-Л.60.000
- Механизм подъема — ФСШ-Л.70.000
- Электрооборудование — ФСШ-Л.80.000
ФСШ-1А Расположение органов управления фрезерным станком
Расположение органов управления фрезерным станком ФСШ-1А
Перечень органов управления фрезерного станка ФСШ-1А:
- Рукоятки крепления линеек;
- Рукоятки крепления корпуса защиты инструмента;
- Винт натяжения ремня;
- Фиксатор стопорения шпинделя;
- Переключатель выбора скоростей шпинделя;
- Выключатель вводной, автоматический;
- Кнопки фиксации длины хода каретки;
- Рукоятка зажима кронштейна шпинделя;
- Маховичок перемещения кронштейна шпинделя;
- Маховичок перемещения защиты инструмента;
- Кнопка аварийного и рабочего выключения станка – «Стоп»
- Кнопка включения станка – «Пуск»
- Рукоятка зажима изделия;
- Кнопка фиксации упора направляющей линейки;
- Рукоятка фиксации прижима с линейкой;
- Маховичок перемещения бабки шпиндельной;
- Кнопка крепления фиксатора стопорения шпинделя;
- Рукоятка зажима бабки шпиндельной;
- Кнопка фиксации кронштейна линейки;
- Кнопка фиксации ограждения инструмента;
- Рукоятка фиксации прижима по высоте.
Схема кинематическая фрезерного станка ФСШ-1А
Кинематическая схема фрезерного станка ФСШ-1А
Движения в станке:
- Главное движение — вращение фрезы с двумя скоростями
- Поступательное перемещение каретки — перемещение заготовки вдоль фрезы (ход 926 мм)
- Подъем-опускание шпиндельной бабки — установочная вертикальная регулировка положения фрезы
- Перемещение и зажим конштейна шпинделя — кронштейн должен удерживать свободый конец шпинделя
- Перемещение направляющей линейки — установочное перемещение упора направляющей линейки с целью установки глубины фрезерования
Описание конструктивных элементов
Внешний вид
С помощью этой модели станка можно выполнять широкий спектр фрезерных операций по обработке деревянных заготовок. Подача материалов происходит ручным образом, существует возможность нарезки шипов. Для этого в конструкции есть специальная шипорезная каретка. Также можно делать обработку криволинейных поверхностей с применением шаблонов.
Конструкция этой модели простая, кинематическая схема привода не отличается сложностью. Основой оборудования является тумба, внутри которой располагается силовая установка. От нее поступает вращательное движение на вертикальный вал. В модели ФСШ-1А имеется регулируемый стол, средства защиты и набор направляющих для обработки деревянных заготовок.
Обзор компонентов оборудования:
- станина. Это литая жесткая коробка, необходимая для установки основных компонентов. Некоторые модификации станка предусматривают изготовление станины методом сварки;
- рабочий стол. Он крепится в верхней части станины, изготавливается методом литья из чугуна. Поверхность стола тщательно отполирована, в нижней части установлены дополнительные ребра жесткости;
- устройство привода. Состоит из двухскоростного электродвигателя, который соединяется со шпиндельной бабкой ременной передачей;
- шпиндельная бабка. На ней с помощью подшипников качения установлен рабочий шпиндель. Его вал имеет конусное отверстие для оправки. Установка фрезы выполняется с помощью дифференциальной гайки;
- шипорезная каретка. Она устанавливается на краю рабочего стола. Ее движение относительно рабочий фрезы происходит с помощью подшипников качения. На плите шипорезной каретки имеются несколько монтажных отверстий, предназначенных для установки дополнительных компонентов.
Для удаления стружки в конструкции предусмотрен патрубок для подключения к системе вытяжной вентиляции. Повышение точности обработки способствует система фиксации заготовок с мерной линейкой. С ее помощью можно выполнять фрезерование под углом.
Для безопасности работы большая часть фрезы закрывается стальным защитным щитком. Однако он не влияет на функциональность оборудования, так как в конструкции есть удобная система освещения щитка относительно рабочего инструмента.
Устройство и описание составных частей станка
Станина
Станина фрезерного станка ФСШ-1А представляет собой жесткую литую коробчатую конструкции, накрываемую плоским столом из чугуна. Внутри станины закрепляются направляющие для монтажа привода главного движения. В нише станины монтируется электрооборудование станка. Допускается сварной вариант станины.
Стол
Стол – чугунная отливка, усиленная ребрами жесткости. Стол жестко закреплен на станине.
При работе с помощью шаблона на столе устанавливается нижнее кольцо набега 8 (см. рисунок 4).
Возможно применение кольца набега с диаметром бурта отличным от поставляемого в комплекте станка.
Привод главного движения фрезерного станка ФСШ-1А
Привод главного движения состоит:
- двухскоростной электродвигатель 18;
- поликлиновая передача 19;
- шпиндельная бабка, соединенная с подмоторной плитой 15 штангами 3.
Натяжение ремня осуществляется винтом 3 (рисунок 2).
Шпиндельная бабка состоит из чугунного корпуса 4 коробчатого сечения, в котором на подшипниках качения смонтирован шпиндель 1. Предварительный натяг подшипников осуществляется комплектом пружин 2.
В верхнем торце вала шпинделя 1 выполнено конусное отверстие (Конус Морзе № 4) для установки оправки 11, которая закрепляется дифференциальной гайкой 12. Вал шпинделя стопорится от вращения фиксатором 5, который посредством винта 6 и выключателя 7 сблокирован с приводом.
Бабка шпинделя с электродвигателем имеет вертикальное настроечное перемещение до 100 мм посредством шестеренчатой 13, 14 и винтовой 16, 17 передач с фиксацией в требуемом положении.
Крепление режущего инструмента на оправке посредством набора проставочных колец 9 осуществляется гайкой 10.
Очень важным элементом станка является шпиндельные насадка (Оправка). На станке ФСШ-1А Оправка предусмотрена съемная. Особого внимания заслуживает крепления оправки к шпинделя с помощью дифференциальной гайки. С учетом разного шага резьбы на оправке и шпинделе, при креплении дифференциальной гайкой происходит сближение и осевое затягивание конусов. Рекомендуем без особой необходимости не снимать оправку. Ну а если Вы все же решили снять оправку, то для этого необходим специальный ключ (станок этим ключом не комплектуется), и не забывайте застопорить вал шпинделя фиксатором. Особенно важное значение для работы станка имеет применение оригинальных дистанционных колец на оправке. Настоятельно рекомендуем использовать только «родные» кольца. Эти кольца изготовлены с особой точностью, а посадочные места (торцевая часть) отшлифованы. Использование не заводских колец (типичная ошибка), как правило, приводит к искривлению оправки после зажатия гайкой фрез. Это искривление, возможно, не заметно на глаз, но при вращении даже на 3000 об/мин возникает довольно сильное биение, вибрация. Это очень распространенная ошибка.
Каретка подвижная шипорезная фрезерного станка ФСШ-1А
Подвижная шипорезная каретка включает:
- чугунная плита, которая является передней частью стола;
- прижим с линейкой;
- упоры ограничения величины хода каретки.
Плита каретки подвижна вдоль направляющих линеек, закрепленных на столе станка;
Подвижное крепление каретки выполнено на подшипниках качения. Посредством упоров устанавливается величина хода и его расположение относительно шпинделя станка;
В плите каретки имеются отверстия для крепления прижима с линейкой и упорных прижимов в различных положениях.
Особенности конструкции
Основная особенность конструкции данного станка – режущий инструмент помещен в специальный корпус с патрубком, который предназначен для удаления возникающей в работе пыли и стружек.
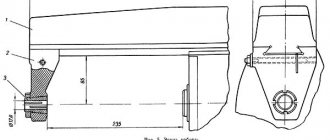
Габариты, масса и общий вид
Масса агрегата составляет 810 кг, а габариты по размерам, следующие:
- длина – 100 см;
- ширина – 111 см;
- высота – 127 см.
Конструкция защиты рабочего инструмента
Защита режущего инструмента представляет собой конструкцию, состоящую из следующих элементов:
- кронштейн;
- вытяжной патрубок;
- ползун;
- направляющие линейки.
При передвижении защитного механизма в паспорте по эксплуатации советуют использовать маховик управления. С его помощью можно передвигать механизм линейки защиты по направлению к подаче. Предохранительный щиток устанавливается в крайне верхнее и нижнее положение при помощи специальных винтов. Для фиксации в определенном положении деталей используется прижим с линейкой. С использованием прижимных винтов мастер может стопорить любые подвижные механизмы защиты.
Перечень и расположение органов управления
Оборудование снабжено компактным пультом управления. На пульте управлению имеются 2 кнопки включения и выключения привода, а также 2 сигнальные лампочки белого и зеленого цветов. Вся электроаппаратура расположена в нише станины.
Помимо этого, в станке имеются следующие органы управления:
- рукоятки для закрепления линеек и корпуса защиты;
- стопор шпинделя;
- маховик, перемещающий шпиндельную бабку;
- рукоять для зажима шпиндельной бабки.
Также на станке имеются кнопки для фиксирования кронштейна линейки и ограждения инструмента.
Устройство составных частей
Основные составные части агрегата устроены следующим образом:
- Станина. Литая чугунная конструкция, накрытая плоским столом из чугуна.
- Стол – также чугунная конструкция, усиленная ребрами жесткости.
- Каретка подвижная, шипорезная, состоящая из чугунной плиты, прижима с линейкой, а также ограничителей величины хода.
Подвижное крепление каретки выполняется за счет подшипников качения.
Составные механизмы и узлы агрегата
Привод основного движения оборудования состоит из следующих частей:
- двигатель двухскоростной;
- шпиндельная бабка, соединенная с подмоторной плитой;
- поликлиновая передача.
Сама шпиндельная бабка состоит из чугунного корпуса, в котором на подшипниках качения вмонтирован сам шпиндель. Шпиндельная насадка имеет съемную оправку.
Кинетическая схема
Электрическая схема
Электрооборудование
Двухскоростной электродвигатель соединен со шпиндельной бабкой путем ременной передачи. Время торможения и разгона шпинделя составляет 2.3 сек. Двигатель снабжен защитой от перегрева и замыкания. Наличие в электрической схеме блокировок обеспечивает защиту оператору.
Электрооборудование станка ФСШ-1А
Общие сведения
В состав электрооборудования станка ФСШ-1А(К) входит двухскоростной асинхронный электродвигатель с короткозамкнутым ротором в качестве привода шпинделя.
Электрооборудование станка рассчитано на следующие величины переменного тока:
- силовая цепь ~ 380В, 50 Гц
- цепь управления 110В
- цепь сигнализации 22В
Электрооборудование обеспечивает возможность его эксплуатации в пожарных зонах класса П-II в соответствии с классификацией «Правил устройства электроустановок» ПУЭ, Электрооборудование станка ФСШ-1А(К) представлено на схеме электрической принципиальной (рисунок 7) и схеме электрической соединений (рисунок 8). Перечень элементов к схеме приведен в таблице 7.1. Защита силовых цепей от токов короткого замыкания осуществляется автоматическим выключателем QF, цепей управления и сигнализации предохранителями FU1, FU2, FU3, от длительных перегрузок электродвигателя тепловыми реле KK1 и KK2.
На пульте управления установлены сигнальные лампы, кнопки управления приводом станка.
Управление работой станка осуществляется от кнопок SB1 и SB2. Электроаппаратура управления размещается в нише, находящейся непосредственно на самом станке.
Схемой предусмотрено электродинамическое торможение двигателя М после его выключения (электродинамический тормоз). Двигатель должен затормаживаться не более чем за 6 секунд. Допустимая частота торможения станка не более 10 торможений в час.
Необходимый темп (скорость) замедления устанавливается регулятором, расположенным на блоке А, раздельно на каждую выбранную частоту вращения электродвигателя М.
Принцип действия электродинамического торможения основан на протекании обратного тока по обмоткам статора двигателя. Время протекания регулируется с помощью реле времени. Необходимо правильно использовать реле времени, неправильная настройка времени торможения может привести к поломке электродвигателя. Реле времени необходимо периодически перенастраивать в зависимости от режимов резания, от используемого инструмента (его размеров), частоты вращения шпинделя и т.д. Если торможение двигателя не принципиальный в работе и без него можно обойтись, то лучше реле времени выключить вообще, избавившись лишней работы.
Выбор скорости вращения шпинделя осуществляется переключателем SA, через дополнительные контакты 16, 17, 18 блока А.
Станок ФСШ-1А имеет четыре скорости вращения шпинделя: 3000, 4500, 6000, 9000 об/мин. Главный привод использует двухскоростной асинхронный электродвигатель. Переключателем устанавливается первая или вторая скорость вращения. При переключении выбирается одна из двух схем соединения обмоток двигателя:
- в положении I — схема соединения треугольником (частота вращения вала двигателя 1420 об/мин);
- в положении II — схема соединения звездой (частота вращения вала двигателя 2820 об/мин.)
Скорость вращения фрезерного шпинделя выбираются, также, перемещением приводного ремня по двум ступеням шкива:
- Первая ступень шкива — скорость шпинделя 3000, 4500 об/мин
- Вторая ступень шкива — скорость шпинделя 6000, 9000 об/мин
Пуск фрезерного станка ФСШ-1А в работу
Перед пуском станка необходимо внешним осмотром проверить качество монтажа и надежность цепей заземления. Включить автоматический выключатель QF, при этом загорается 11 лампа HL1, сигнализирующая о подаче напряжения в схему станка.
Нажатием на кнопку SB2 (4-5) включить вращение электродвигателя М, одновременно загорается лампа HL2, сигнализирующая о включении привода вращения фрезы. Останов с торможением происходит от нажатия на кнопку SB1 (3-4).
Блокировка
Электросхема станка обеспечивает следующие блокировки: пуск станка сблокирован с ограждением режущего инструмента (SQ1), фиксатором шпинделя (SQ2).
Блокировка достигается введением контактов SQ1, SQ2 в цепь питания катушки КМ1.
Нулевая защита осуществляется блок контактами магнитного пускателя КМ1 (4-5).
Невозможность включить электродвигатель М во время торможения. Это достигается введением в цепь включения катушки КМ1 размыкающего контакта – пускателя КМ2 (12-13).
Схемой предусмотрена блокировка с цеховой эксгаутерной установкой.
Заземление
При установке станок должен быть надежно заземлен согласно действующим правилам и нормам. Для этого контактный зажим наружного защитного контура необходимо соединить с цеховым заземляющим контуром.
ВНИМАНИЕ: Запрещается нажимать стоповую кнопку SB1 при первоначальном запуске станка и его фазировке, если электродвигатель не набрал полных оборотов.
Технические характеристики фрезерного станка ФСШ-1А(К)
| Наименование параметра | ФСШ-1А(К) |
| Основные параметры станка | |
| Наибольшая толщина обрабатываемой заготовки (наибольшая глубина фрезерования), мм | 100 |
| Номинальные размеры стола, мм: | 325 x 1000 |
| Наибольшее вертикальное относительное перемещение шпинделя, мм | 100 |
| Внутренний конус Морзе шпинделя | №4 |
| Наибольшая ширина заготовки, устанавливаемой на каретке при глубине шипа 100 мм, мм | 700 |
| Номинальный диаметр шпиндельной насадки, мм | 32 |
| Наибольший диаметр режущего инструмента, мм | 250 |
| Наибольший ход шипорезной каретки, мм | 926 |
| Высота стола от пола, не менее, мм | 860 |
| Оптимальный диаметр круглой заготовки, мм | 90 |
| Номинальная частота вращения шпинделя при номинальной мощности электродвигателя, об/мин | 3000, 4500, 6000, 9000 |
| Электрооборудование станка | |
| Род тока питающей сети | 380В 50Гц |
| Количество электродвигателей на станке, шт | 1 |
| Электродвигатель — номинальная мощность, кВт | 4,0/ 4,75 |
| Электродвигатель — номинальная частота вращения электродвигателя, об/мин | 1420/ 2820 |
| Номинальное напряжение цепей управления, В | 110 |
| Габарит и масса станка | |
| Габарит станка (длна х ширина х высота), мм | 1000 х 1110 х 1270 |
| Масса станка, кг | 810 |
- Станки фрезерные одношпиндельные с шипорезной кареткой ФСШ-1А(К). Руководство по эксплуатации ФСШ-1А(К).00.000 РЭ, Киров, 2005
- Станки фрезерные одношпиндельные с шипорезной кареткой ФСШ-1А. Руководство по эксплуатации ФСШ-1А.00.000-00 РЭ, Днепропетровск, 2005
- Амалицкий В.В. Деревообрабатывающие станки и инструменты, 2002
- Афанасьев А.Ф. Резьба по дереву, Техника, Инструменты, Изделия, 2014
- Бобиков П.Д. Мебель своими руками, 2004
- Борисов И.Б. Обработка дерева, 1999
- Джексон А., Дэй Д. Библия работ по дереву, 2015
- Золотая книга работ по дереву для владельца загородного участка, 2015
- Ильяев М.Д. Резьба по дереву, Уроки мастера, 2015
- Комаров Г.А. Четырехсторонние продольно-фрезерные станки для обработки древесины, 1983
- Кондратьев Ю.Н., Питухин А.В… Технология изделий из древесины, Конструирование изделий и расчет материалов, 2014
- Коротков В. И. Деревообрабатывающие станки, 2007
- Лявданская О.А., Любчич В.А., Бастаева Г.Т. Основы деревообработки, 2011
- Любченко В.И. Рейсмусовые станки для обработки древесины, 1983
- Манжос Ф.М. Дереворежущие станки, 1974
- Расев А.И., Косарин А.А. Гидротермическая обработка и консервирование древесины, учебное пособие, 2010
- Рыженко В.И. Полная энциклопедия художественных работ по дереву, 2010
- Рыкунин С.Н., Кандалина Л.Н. Технология деревообработки, 2005
- Симонов М.Н., Торговников Г.И. Окорочные станки, 1990
- Соловьев А.А., Коротков В.И. Наладка деревообрабатывающего оборудования, 1987
- Суханов В.Г. Круглопильные станки для распиловки древесины, 1984
- Фокин С.В., Шпортько О.Н. Деревообработка, Технологии и оборудование, 2017
- Хилтон Билл Работы по дереву, Полное руководство по изготовлению стильной мебели для дома, 2017
Список литературы:
Связанные ссылки. Дополнительная информация
- Справочник деревообрабатывающих станков
- Заводы производители деревообрабатывающих станков и оборудования
- Заводы производители бытовых деревообрабатывающих станков
- Заводы производители рубильных машин
- Классификация деревообрабатывающих станков
- Станки для продольного раскроя пиломатериалов
- Лесопильные рамы. Классификация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Технические характеристики
К ним относят следующие показатели:
- напряжение и частоту питающей электросети (380 В, 50 Гц);
- напряжение питания цепей управления и сигнализации (соответственно 110 и 22 В).
- глубину, на которую можно осуществить фрезерование (100 мм);
- ширину и диаметр применяемых заготовок (соответственно не более 700 мм и 90 мм);
- величину хода шипорезной колодки (926 мм);
- величину перемещения шпинделя по вертикали (100 мм);
- диаметр применяемого режущего инструмента (не более 250 мм);
- мощность и частоту электрического двигателя (4,0; 4,75 кВт и 1420 и 2820 об./мин. соответственно);
- количество оборотов в минуту, совершаемых шпинделем (3000, 4500, 6000 и 9000);
- диаметр шпиндельной насадки (не более 32 мм).
Габаритные размеры в мм 1000 х 1110 х 1270 и масса в тоннах 0,81.