Сведения о производителе шпоночно-фрезерного станка 692Д
Производитель специального шпоночно-фрезерного станка 692Д Дмитровский завод фрезерных станков, основанный в 1940 году.
Основной продукцией завода, в настоящее время, являются универсальные консольно-фрезерные станки гаммы «6К» и «6ДМ».
Станки, выпускаемые Дмитровским заводом фрезерных станков, ДЗФС
- 6Д12
станок консольно-фрезерный вертикальный 320 х 1250 - 6Д81Ш
станок консольно-фрезерный широкоуниверсальный 250 х 1000 - 6Д82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6К11
станок консольно-фрезерный вертикальный 250 х 1000 - 6К12
станок консольно-фрезерный вертикальный 320 х 1250 - 6К81Ш
станок консольно-фрезерный широкоуниверсальный 250 х 1000 - 6К82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Н11
станок консольно-фрезерный вертикальный 250 х 1000 - 6Н81
станок консольно-фрезерный универсальный 250 х 1000 - 6Н81А
станок консольно-фрезерный универсальный 250 х 1000 - 6Н81Г
станок консольно-фрезерный горизонтальный 250 х 1000 - 6Р11
станок консольно-фрезерный вертикальный 250 х 1000 - 6Р81
станок консольно-фрезерный универсальный 250 х 1000 - 6Р81Г
станок консольно-фрезерный горизонтальный 250 х 1000 - 6Р81Ш
станок консольно-фрезерный широкоуниверсальный 250 х 1000 - 692Д
станок шпоночно-фрезерный вертикальный - 692Р
станок шпоночно-фрезерный вертикальный - 692М
станок шпоночно-фрезерный вертикальный
692Д Станок шпоночно-фрезерный вертикальный. Назначение, область применения
Специальный шпоночно-фрезерный станок 692Д консольного типа с вертикально расположенным шпинделем сконструирован на базе модели 692р запущенной в серию примерно в 1974 году.
Специализированные фрезерные станки 692Д применяют в серийном производстве для обработки деталей, сходных по конфигурации, но различных по размеру.
Шпоночно-фрезерный станок 692Д предназначен для обработки шпоночных пазов на валах мерными и немерными концевыми и шпоночными и фрезами, изготовленными по ТУ2-035-858—82.
На станке 692Д могут обрабатываться шпоночные пазы шириной от 4 до 28 мм в полуавтоматическом цикле.
Обработка пазов от 4 до 6 мм ведется маятниковым циклом мерным инструментом, а с 6 до 28 мм – на полную глубину за один проход с последующей калибровкой ширины немерным инструментом.
Применение имеющегося на станке устройства калибровки обрабатываемого паза обеспечивается соблюдение точности ширины шпоночного паза независимо от точности диаметра применяемых фрез (начиная с диаметра 6 мм).
На станке 692Д диапазон частот вращения шпинделя позволяет вести обработку шпоночных пазов как быстрорежущими фрезами, так и твердосплавными на всем диапазоне ширины пазов с высокой производительностью.
Особенности конструкции станка
Продольная подача осуществляется перемещением фрезерной головки по направляющим головки станины.
Вертикальная подача — пинолью шпинделя.
Калибровка паза осуществляется путем поперечного перемещения стола.
Привод всех перечисленных движений гидравлический. Кроме того, на станке имеются установочные ручные перемещения:
- продольное стола;
- вертикальное стола;
- вертикальное пиноли шпинделя;
- поперечное головки станины.
Привод шпинделя от асинхронного электродвигателя мощностью 2,2 кВт через коробку скоростей и двухступенчатые шкивы клиноременной передачи. Регулирование частоты вращения шпинделя производится переключением рукояток коробки скоростей и переводом клинового ремня на ступенчатых шкивах из одного ручья в другой.
Маятниковый цикл шпоночно-фрезерного станка 692Д
Шпоночные пазы шириной 4—6 мм обрабатываются на станке с маятниковой подачей на врезание (маятниковый цикл).
Шпоночные пазы шириной 6—25 мм обрабатываются со сверлильной подачей на полную глубину и за один проход на длину паза (однопроходный цикл).
Для обработки точных шпоночных пазов станок имеет цикл обработки паза с калибровкой его ширины по двум стенкам.
Для обработки менее точных пазов существует цикл обработки паза с калибровкой его ширины по одной стенке.
Станок 692Д имеет также цикл обработки паза без калибровки, когда ширина паза обеспечивается фрезой.
При обработке пазов на полную глубину сверлильная подача может быть прерывистой, что предотвращает образование длинной сливной стружки и наматывание ее на фрезу.
При маятниковом цикле фреза ускоренно подводится к заготовке и с рабочей подачей перемещается вдоль заготовки. При каждом реверсе продольного перемещения инструмент получает периодическую вертикальную подачу врезания, величина которой задается по лимбу и может иметь величину от 0 до 0,5 мм/ход. После нескольких продольных проходов, число которых будет зависеть от величины вертикальной периодической подачи, паз будет прорезан на полную глубину. Имеется возможность обработки паза без калибровки, с калибровкой ширины паза по одной стенке, с калибровкой ширины паза по двум стенкам. Выбирается вид обработки переключателем на пульте станка при наладке.
Цикл без калибровки заканчивается после прорезки паза на заданную глубину, когда инструмент ускоренно выводится из паза и перемещается в начало паза.
Цикл с калибровкой ширины паза по одной стенке заключается в том, что после прорезки паза на заданную глубину, заготовка смещается перпендикулярно своей оси на величину калибровки, затем включается продольная калибрирующая подача и инструмент обрабатывает одну стенку по всей ее длине, после чего ускоренно выводится из паза.
Цикл с калибровкой паза по двум стенкам отличается от предыдущего тем, что после прорезки паза на заданную глубину, заготовка смещается на половину калибрующего перемещения, инструмент обрабатывает одну стенку на всю ее длину, затем заготовка смещается в другую сторону на полную величину калибрующего перемещения и инструмент обрабатывает другую стенку шпоночного паза, после чего фреза ускоренно идет вверх, фрезерная головка ускоренно идет в исходное положение, заготовка перемещается в среднее положение, цикл закончен.
Однопроходный цикл отличается от маятникового тем, что инструмент после ускоренного подвода к валу с непрерывной подачей фрезерует вал на полную глубину паза, а затем с рабочей подачей прорезает паз на заданную длину.
После того как паз прорезан на заданную длину, имеются три возможности обработки, аналогичные тем, что имеются и в маятниковом цикле: без калибровки; с калибровкой ширины паза по одной стенке; с калибровкой ширины паза по двум стенкам шпоночного паза.
Продолжение циклов после прорезки паза такое, как и в маятниковом цикле.
Частота вращения и мощность привода главного движения, диапазон подач и достаточная жесткость станка позволяют обрабатывать шпоночные пазы немерными шпоночными фрезами, оснащенными твердым сплавом по типу фрез по ГОСТ 6396—78, что значительно повышает производительность по сравнению с обработкой пазов быстрорежущими фрезами.
Климатическое исполнение и категория размещения станка УХЛ4 по ГОСТ 15150—69.
Модификации шпоночно-фрезерного станка 692
692д — 1990 год. Ширина шпоночного паза от 4 до 25 мм в полуавтоматическом цикл, диаметр вала 12..75 мм
692р-1 — 1976 год. Станок шпоночно-фрезерный
6д92р-1 — станок шпоночно-фрезерный с горизонтальным шпинделем
692р — 1975 год. Ширина шпоночного паза от 4 до 25 мм, глубина до 26 мм, длина 5..300 мм. Диаметр вала 12..75 мм
6д92 — 1973 год. Ширина шпоночного паза от 6 до 32 мм. Горизонтальный шпиндель. Диаметр вала до 120 мм.
692м — 1965 год. Ширина шпоночного паза от 4 до 24 мм, глубина до 40 мм, длина 5..300 мм
692а — 1954 год. Ширина шпоночного паза от 3 до 20 мм, глубина до 26 мм, длина 5..300 мм
Шпоночно-фрезерный станок мод. 692Д
Цена: договорная Заказать
Станок шпоночно-фрезерный модели 692Д, предназначенный для обработки шпоночных пазов мерными и немерными шпоночными фрезами.
На станке могут обрабатываться шпоночные пазы шириной от 4 до 28 мм в полуавтоматическом цикле.
Обработка пазов от 4 до 6 мм ведется маятниковым циклом мерным инструментом, а с 6 до 28 мм – на полную глубину за один проход с последующей калибровкой ширины немерным инструментом.
Применение имеющегося на станке устройства калибровки обрабатываемого паза обеспечивается соблюдение точности ширины шпоночного паза независимо от точности диаметра применяемых фрез (начиная с диаметра 6 мм).
На станке 692Д диапазон частот вращения шпинделя позволяет вести обработку шпоночных пазов как быстрорежущими фрезами, так и твердосплавными на всем диапазоне ширины пазов с высокой производительностью.
Комплектация
Фото шпоночно-фрезерного станка 692Д
Фото шпоночно-фрезерного станка 692Д
Фото шпоночно-фрезерного станка 692Д
Фото шпоночно-фрезерного станка 692Д
Фото шпоночно-фрезерного станка 692Д
Общий вид шпоночно-фрезерного станка 692Д
Фото шпоночно-фрезерного станка 692Д
Фото шпоночно-фрезерного станка 692Д
Фото шпоночно-фрезерного станка 692Д
Фото шпоночно-фрезерного станка 692Д
Фото шпоночно-фрезерного станка 692Д
Прочие фрезерные станки
Рассмотрим другие фрезерные станки, которые составляют меньшую группу по сравнению с двумя образцами, описанными выше.
1. Бесконсольные фрезерные станки (рис. 5). Могут быть как с вертикальным, так и с горизонтальным расположением шпинделя. Служат для более простой фрезерной обработки металлов и дерева в плане сложности самих фрезерных операций. Не имеет настроек по высоте подъема стола ввиду отсутствия консоли. Преимуществом является повышенная точность обработки.
Рисунок 5. Бесконсольный фрезерный станок.
2. Продольно-фрезерный станок (рис. 6). Предназначен для продольного фрезерования деталей большой длины или деталей, которым необходима простая прямолинейная обработка. Также эти станки могут работать со шлифовальными кругами.
Рисунок 6. Продольно-фрезерный станок.
3. Шпоночно-фрезерный станок (рис. 7.). Предназначен для прорезания шпоночных пазов на заготовках различной формы. Работают такие станки в автоматическом режиме после задания параметров шпоночного паза.
Рисунок 7. Шпоночно-фрезерный станок.
4. Зубофрезерный станок (рис. 8). Используется для создания зубьев различных параметров. Для этих станков применяются специальные фрезы, предназначенные под создание определенных профилей зубчатых колес и червячных передач.
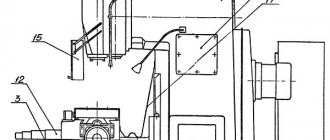
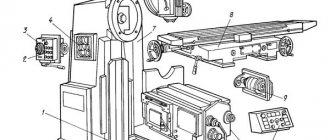
Расположение составных частей шпоночно-фрезерного станка 692Д
Расположение основных узлов шпоночно-фрезерного станка 692Д
Расположение основных узлов шпоночно-фрезерного станка 692Д
Составные части шпоночно-фрезерного станка 692Д
- станина:
- коробка скоростей;
- переключение коробки скоростей;
- фрезерная головка;
- кожух;
- гидрооборудование;
- гидростанция;
- гидроцилиндр;
- консоль;
- упор;
- стол;
- охлаждение;
- электрооборудование;
- электрошкаф;
- принадлежности.
Типы шпоночно фрезерных станков
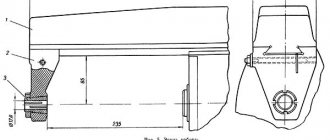
По расположению шпинделей и их числу шпоночно фрезерные станки подразделяются на горизонтальные и вертикальные, одношпиндельные станки и многошпиндельные станки.
На рис. 2 показан вертикальный двухшпиндельный шпоночно фрезерный станок ДФ-82Д, работающий мерным инструментом по маятниковому циклу. Станок имеет две шпиндельные бабки 1, станину 4, консоль 3, которую при наладке можно вручную перемещать вертикально на 300 мм, стол 2, перемещаемый в поперечном направлении вручную.
Технические характеристики станка 692Д
| Наименование параметра | 692Д | 692Р | 692М |
| Основные параметры станка | |||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр устанавливаемой заготовки, мм | 12..75 | ||
| Ширина обрабатываемого паза, мм | 4..25 | 4..25 | 4..24 |
| Наибольшая глубина обрабатываемого паза при соблюдении требований ГОСТ 23360—78 (ГОСТ 7257-58, ГОСТ 8788-68), мм | 9 | 10 | |
| Наибольшая полная глубина обрабатываемого паза, мм | 26 | 26 | 40 |
| Наибольший диаметр фрезы, устанавливаемой на станке, мм | 25 | ||
| Продольное перемещение фрезерной головки, мм | 5..400 | 5..300 | 5..300 |
| Наибольшее перемещение гильзы шпинделя от руки, мм | 100 | 100 | 100 |
| Наибольшее перемещение гильзы шпинделя от гидропривода, мм | 40 | 40 | 40 |
| Ускоренное перемещение перемещение гильзы шпинделя от гидропривода, мм | 14 | 14 | — |
| Размеры рабочей поверхности стола (длина х ширина), мм | 1000 х 250 | 1000 х 250 | 800 х 200 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | 3 |
| Размеры Т-образного среднего паза, мм | 14Н8 | 14А3 | |
| Размеры Т-образных крайних пазов, мм | 14Н11 | 14А4 | |
| Установочное продольное/ вертикальное/ поперечное перемещение стола вручную, мм | 650/ 350 | 630/ 300/ 300 | 440/ 300/ 160 |
| Поперечное перемещение стола от гидропривода (Величина разбивки обрабатываемого паза при калибровке), мм | 0,01..1,0 | 0,01..1,0 | — |
| Поперечное установочное перемещение оси шпинделя от среднего паза стола в обе стороны, мм | ±5 | ±5 | |
| Внутренний конус шпинделя 7:24, по ГОСТ 24644—81 (ГОСТ 15945-70) | 40 | 40 | КМ3 |
| Число ступеней частот вращения шпинделя | 11 | 11 | 12 |
| Частота вращения шпинделя, об/мин | 400..4000 | 315..3150 | 375..3750 |
| Рабочие подачи фрезерной головки — продольная, мм/мин | 20..1400 | 250..1200 | 450..1200 |
| Рабочие подачи фрезерной головки — вертикальная при однопроходном цикле, мм/мин | 16..140 | ||
| Рабочие подачи гильзы шпинделя на врезание — при маятниковом цикле, мм/мин | 0,05..0,5 | 0,05..0,5 | 0,05..0,5 |
| Скорость быстрого перемещения гильзы шпинделя (подвод, отвод), мм/мин | 200 | 200 | |
| Привод | |||
| Количество электродвигателей на станке | 3 | 3 | 2 |
| Электродвигатель привода главного движения, кВт (об/мин) | 2,2 (1500) | 2,2 | 1,1/ 1,6 (950/ 1440) |
| Электродвигатель насоса гидравлики, кВт (об/мин) | 1,1 (1000) | 1,1 | — |
| Электродвигатель насоса охлаждающей жидкости, кВт (об/мин) | 0,12 (3000) | 0,12 | 0,125 (2800) |
| Суммарная мощность электродвигателей, кВт | 3,42 | 3,42 | |
| Габарит и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1615 х 1600 х 2210 | 2080 х 1640 х 1860 | 1520 х 1400 х 1750 |
| Масса станка, кг | 2250 | 1800 | 1250 |
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973, с.141
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш