Сведения о производителе фрезерного широкоуниверсального станка 676п
Фрезерный широкоуниверсальный инструментальный станок 676П выпускался предприятием — Вильнюсский станкостроительный и Иркутский станкостроительный завод.
Литовский станко (после распада СССР — AB Vingriai) основан в 1959 году, начав с настольно сверлильных и универсальных фрезерных станков модели 675.
В 1998 году компания объединилась с вильнюсским , производящим универсальные круглошлифовальные станки.
Станки, выпускаемые предприятием — Иркутский станкостроительный завод, ИСЗ
- 6М76П
— станок фрезерный универсальный повышенной точности 250 х 800 - 67К25
— станок фрезерный универсальный 320 х 800 - 676
— станок фрезерный универсальный 250 х 800 - 676П
— станок фрезерный универсальный повышенной точности 250 х 800 - 679
— станок фрезерный универсальный 250 х 800
Проверка работоспособности
Этот процесс начинают с прогонки оборудования на минимальной скорости, постепенно увеличивая ее до максимального показателя. На основной рабочей передачи вращения станок должен проработать не менее двух часов, при этом шпиндельные опоры не могут подвергаться нагреву свыше 50 градусов.
После проверки агрегата на холостых оборотах, он подвергается нагрузке. Фрезер должен проработать на предельном режущем усилии в режиме кратковременной 25-процентной перегрузке. При нормальной работе в таком режиме не наблюдается появление вибраций и сохраняется высокая точность обработки.
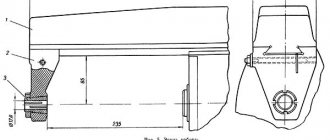
Общий вид фрезерного станка 676П
Фото универсального фрезерного станка 676П
Фото универсального фрезерного станка 676П
Фото универсального фрезерного станка 676П
Фото универсального фрезерного станка 676П
Фото универсального фрезерного станка 676П
Коробка скоростей
Коробка скоростей станка 676П
Рассматривая особенности фрезерного станка следует уделить внимание и на коробку скоростей шпинделя:
- Представлена конструкция шестернями, которые изготавливаются из высокопрочной стали. Паспорт фрезерного станка 676п определяет возможность проведения ремонтных и обслуживающих работ путем открытия корпуса и демонтажа коробки скоростей. Корпус крепится к боковой стороне.
- На момент переключения перед есть вероятность совпадения зубьев и зацепления шестерен, когда диски не могут сводится. Паспорт содержит информацию по рекомендациям применения, где запрещается проводить переключение передач на момент работы фрезерного станка 676п под нагрузкой. Подобное действие может стать причиной поломки шестерен.
Описание данного фрезерного станка 676п также определяет то, что управление скоростями происходит путем переключения положения соответствующей рукоятки.
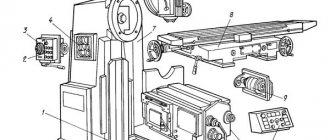
Расположение составных частей консольно-фрезерного станка 676П
Расположение составных частей фрезерного станка 676П
Перечень составных частей широкоуниверсального фрезерного станка 676П
- 2. Коробка скоростей — 75.1.001В
- 3. Шпиндельная бабка — 6П.6.001
- 4. Коробка подач — 75.2.001В
- 6. Суппорт — 6П.3.001
- 7. Станина — 6П.7.001
- 8. Электрооборудование — 676П.90.001
Перечень съемных частей и принадлежностей фрезерного станка 676П
- 1. Вертикальная головка — 5П.4.001
- 5. Угловой горизонтальный стол — 6П.81.001
- Универсальный стол — 6П.82.001
- Тиски ГОСТ 14904—69
- Круглый стол — 5П.84.001
- Делительная головка — 5П.85.001
- Гитара — 6П.86.001
- Долбежная головка — 5П.87.001
- Инструментальный шкаф — 5П.55.001Б
- Быстроходная головка — 75.88.001В
Шпиндельная бабка
Шпиндельная бабка 676П
Данный элемент конструкции также представлен отдельным корпусом, в котором находятся шестерни. Конструкция может перемещаться по установленным направляющим, что представляет собой поперечную подачу. Расшифровка названия станка определяет то, что он относится к вертикально-фрезерной группе за счет вертикального расположения самого шпинделя. Зажим инструмента осуществляется при помощи специального шомпола. В качестве ограничителя устанавливаются промежуточные упоры. Особенности конструкции позволяют проводить координатно-расточные работы. Для этого были установлены индикатородержатель и плиткодержатель, которые необходимы для фиксации мерной плитки.
Расположение органов управления консольно-фрезерным станком 676П
Расположение органов управления фрезерным станком 676П
Перечень органов управления консольно-фрезерным станком 676П
- 1. Реверс шпинделя
- 2. Рукоятка включения механической подачи стола
- 3. Рукоятка зажима стола в вертикальном направлении
- 4. Рукоятка зажима стола в горизонтальном направлении
- 6. Рукоятка включения скоростей
- 7. Грибок набора скоростей
- 8. Пуск и остановка главного двигателя
- 9. Рукоятка зажима шпиндельной бабки
- 10. Рукоятка установки шпинделя в вертикальное положение
- 11. Зажим гильзы вертикального шпинделя
- 12. Рукоятка перемещения гильзы вертикального шпинделя
- 13. Зажим инструмента в вертикальном шпинделе
- 14. Гайка зажима вертикальной головки
- 15. Рукоятка механической подачи шпиндельной бабки
- 19. Выключатель освещения
- 20. Зажим хобота шпиндельной бабки
- 21. Маховик ручного перемещения шпиндельной бабки
- 22. Зажим инструмента в горизонтальном шпинделе
- 23. Маховик ручного вращения шпинделя
- 25. Рукоятка ускоренных перемещений
- 27. Рукоятка включения подач
- 29. Маховик ручного перемещения стола в продольное направление
- 31. Грибок набора подач
- 32. Маховик ручного перемещения стола в вертикальное направление
- 33. Выключатель охлаждения
- 34. Включение станка в сеть
- 35. Таблички
Руководство по эксплуатации
Скачать паспорт (руководство по эксплуатации) станка 676П
Сегодня найти запчасти для фрезерного станка 676п достаточно сложно, так как его технические характеристики несколько уступают параметрам современных моделей станков фрезеровального типа. Однако еще совсем недавно рассматриваемое оборудование устанавливалось во многих цехах, где проводилось мелкосерийное и единичное производство. Руководство по эксплуатации предусматривает установку дополнительной оснастки, к примеру, для выполнения долбежных операций. Этим и обуславливается универсальность оборудования. Другие особенности модели заключатся в возможности поворота шпиндельной головки на определенный градус в установленном пределе. Инструкция по эксплуатации предусматривает использование нескольких маховиков ручного перемещения для подвода стола к режущему инструменты и поворот шпиндельной бабки.
Основные элементы конструкции
Кинематическая схема станка 676П
Конструкция 676п универсального фрезерного станка представлена следующими основными элементами:
- Выключатель сети и электронасоса. Электрическая схема предусматривает полное обесточивание при необходимости. В данном случае электросхема выполнена в классическом стиле, когда управление всем питанием проходит через кнопки «пуск» и «стоп».
- Управление представлено маховиками, которые используются для управления столом, шпинделем и бабкой.
- Паспорт определяет присутствие довольно большого количества рукояток, которые отвечают за управление основными элементами во время проведения обработки деталей.
- Основная часть конструкции представлена вертикальной станиной, по сторонам которой расположены органы управления. В верхней части расположена бабка с коробкой скоростей и подачи шпинделя, с фронтальной части имеется стол с несколькими органами управления и механизмом подачи. Конструкция имеет основание, которое при необходимости можно жестко фиксировать при помощи болтов.
Электрическая схема станка 676П
В целом можно сказать, что конструкция данной модели несущественно отличается от конструкции многих других моделей вертикально-фрезерной группы. Ключевая особенность 676п заключается в возможности поворота шпинделя.
Схема кинематическая фрезерного станка 676П
Кинематическая схема фрезерного станка 676П
Цепь главного движения
От электродвигателя 1 мощностью 2,2 кВт движение передается на вал 1 при помощи клиноременной передачи 2—3. От вала 1 через коробку скоростей вращение передается барабанной шестерне 20, затем на вал горизонтального шпинделя VI.
Вал вертикального шпинделя VIII получает вращение от вала VI через коническую 22—23 и цилиндрическую 24—25 пары.
Различные положения блоков шестерен коробки скоростей (7-6, 5—4, 14—15, 19—18) позволяют сообщать горизонтальному и вертикальному шпинделям шестнадцать различных скоростей.
Цепь подач
Все подачи станка (стола в вертикальном и продольном направлениях, шпиндельной бабки в поперечном направлении) осуществляются механически и вручную. Кроме того, для всех направлений предусмотрено ускоренное перемещение.
Самостоятельного привода подач в станке нет. Механизмы подач получают вращение от главного привода (вал 1 коробки скоростей) через коробку подач. С последнего вала коробки подач XIII при помощи цепных передач 50—62, 51—53 вращение передается механизмам подач стола и шпиндельной бабки.
Вертикальные подачи стола осуществляются следующим образом: от вала XVII через коническую пару 63—64 получает вращение вал XVIII. На винт XXIII вертикального перемещения прямое вращение передается через шестерни 65—77, а обратное — через шестерни 74—75—76. Так как винт закреплен в суппорте, стол получает перемещение вверх или вниз.
Ручное вертикальное перемещение осуществляется маховиком, сидящим на валу XXV, через конические пары 80—81 и 78—79. Продольные подачи влево и вправо осуществляются переключением муфты на валу XIX, при этом вращение передается через шестерни 66—65 и 74—75—67 на вал XIX, через коническую пару 68—69 на вал XX, а затем через шестерни 70—71 на вал винта XXI.
В случае переключения муфты на валу XIV механизм поперечной подачи шпиндельной бабки сообщает прямое или обратное вращение гайке 59, связанной с винтом поперечной подачи, причем шпиндельная бабка перемещается вперед или назад.
Вручную шпиндельная бабка перемещается маховиком с помощью конической пары 55—56 или 56—57.
Ускоренные перемещения осуществляются сцеплением муфты на валу XVII с муфтой цилиндрического колеса 49. Таблицы механизмов главного движения и подач приведены в табл. 5 и 6.
Конструкция и описание компонентов станка
Внешний вид
Все фрезерные станки этого класса предназначены для обработки металлических изделий по внутренней, наружной или фасонной поверхности. С их помощью можно формировать канавки различной конфигурации, шлицы на валах, изготавливаются зубья для шестерен. Благодаря своей универсальной конструкции, характеристикам и многофункциональности станок успешно справляется с возложенными на него функциями.
Станок характеризуется продуманной компоновкой элементов. На чугунной основе установлена станина, на которой закреплены шпиндели, силовая установка, коробка передач и рабочий стол. На последнем есть монтажные пазы для фиксации деталей. В нижней части оборудования установлена выемка для сбора стружки. Дополнительно есть системы подачи СОЖ и охлаждающей жидкости.
Конструктивные особенности и характеристики широкоуниверсальных станков серии 676П:
- наличие двух шпиндельных головок для установки фрез. Одна из них имеет горизонтальное расположение, а вторая поворотно-вертикальное. Это дает возможность обрабатывать детали сложной конфигурации;
- разнообразие режимов работы. В первую очередь это относится к количеству оборотов шпинделей и подач. Для обработки конкретной заготовки можно выбрать оптимальный режим;
- наличие маховика с вертикальным перемещением. Он положительным образом сказывается на эргономике оборудования, а также повышает его технологические возможности.
Дополнительно предусмотрена возможность установки компонентов, не входящих в стандартную комплектацию. Таким образом, увеличивается перечень выполняемых операций, уменьшается время обработки одной заготовки.
Самым распространенным дополнением универсально-фрезеровального станка СФ-676 является долбежная головка. Так как оборудование достаточно устойчиво и на его корпусе практически не возникают вибрации — можно выполнять долбление детали из твердых сортов стали.
Особенности разборки и сборки станка 676П при ремонте
Периодически, в соответствии с графиком планово-предупредительных ремонтов, станок необходимо разбирать для текущего, среднего и капитального ремонтов в следующем порядке:
- отключить станок от электросети;
- снять принадлежности (вертикальную головку, стол и др.)
- снять хобот шпиндельной бабки;
- вывести шпиндельную бабку из своих направляющих, для чего:
- снять упоры 14 (рис.

- снять болты и конические штифты крепления кронштейна 13 винта 12
- освободить клин в станине и движением вперед вывести бабку из направляющих;
- снять маховик 7 (рис. 9), а затем задний кожух 6, приводные клиновые ремни и цепи, освободив для этого натяжные звездочки 12;
- демонтировать вал привода коробки скоростей, создавая этим возможность для свободного снятия коробки скоростей, а затем вал, связанный с коробкой подач;
- извлечь из станины коробку скоростей, предварительно сняв винты и штифты крепления фланца коробки;
- снять крышку на станине со стороны, противоположной стороне крепления коробки подач, отделить насос от корпуса коробки, а затем, освободив крепежные винты и штифты, вынуть коробку подач;
- разобрать основной рабочий стол (рис. 7), для чего:
- освободить приставные опоры винта
- вывернуть винт из ходовой гайки
- освободить клин 5
- вывести рабочий стол из горизонтальных направляющих суппорта
Дальнейшую разборку узлов следует производить по чертежам общих видов узлов, приведенным в руководстве.
Разобранные детали следует тщательно промыть керосином или уайт-спиритом и насухо протереть. На невращающихся втулках необходимо сделать метки, определяющие их положение до разборки. Это обеспечит их соосность.
Сборку после ремонта нужно производить в порядке, обратном разборке.
При сборке следует обратить внимание на регулирование подшипников качения (избегать излишних натягов, способных вызвать перегрев подшипников). При капитальных ремонтах, шлифовании или шабровке направляющих нужно помнить, что правильное положение ходовых винтов определяется компенсаторами, толщина которых устанавливается в процессе сборки.
Особенности конструкции
Станок признан широкоуниверсальным благодаря наличию двух шпинделей – горизонтального и вертикального, а также большого количества различных принадлежностей к станку. Основание станка выполнено из чугуна и обеспечивает устойчивость оборудования с поглощением возникающих вибраций. Особенности конструкции позволяют работать как с мелкими заготовками, так и с деталями длиной до 80 см. При этом станок отличается небольшими габаритами и его можно установить в небольшом цеху.
Коробка скоростей шпинделя
Механизм перевода скоростей базируется спереди основания коробки. При максимально вертикальном положении ручки происходит разведение дисков, имеющих отверстия. Если диски нужно свести в обратное положение – ручку опускают вниз.
Коробка подач
Для сохранения траектории движения шестерен используется главная шестерня, которая задействуется при включенном реверсе коробки скоростей. При этом масло подается совсем маленькими порциями.
Суппорт
Корпусная основа суппорта является механизмом по типу «ласточкин хвост». Он отвечает за движение основной рабочей зоны в двух направлениях. Вертикальное продвижение производится благодаря направляющим, которые имеются на станине. Продольное перемещение осуществляется за счет горизонтальных направляющих. Управление происходит за счет ходового вала, а последний получает движение от коробки передач.
Шпиндельная бабка
Механизм бабки шпинделя снабжен шомполом. Благодаря ему зажимается весь инструментарий станка. Для установки величины автоматического движения шпиндельной бабки существуют промежуточные опоры.
Вертикальная головка
Вертикальная головка вмонтирована в хоботную планшайбу. Конструкция имеет способность поворачиваться на 90° от вертикальной оси. Оператор может установить нулевой угол поворота при необходимости. В таком случае головку нужно зафиксировать двумя штифтами с использованием болтов с внутренними шестигранниками. Шлицы передают вращательное движение хвостовой части шпинделя, а двухрядный и роликовый подшипники служат опорой для вертикального шпинделя.
Угловой горизонтальный стол
Эта конструкция отлита из чугуна и прикреплена болтами к основной рабочей поверхности. Для прикрепления имеются Т-образные пазы – 3 штуки.
Тиски
Могут вращаться вокруг своей оси. Являются неотъемлемой конструкцией станка и могут быть дополнительно смонтированы на обоих столах, что значительно облегчает работу.
Долбежная головка
Долбежная головка вмонтирована в состав специального круглого корпуса. Сюда же входит специальный хобот, который вмонтирован в долбежную и вертикальную головки.
Схема электрическая фрезерного станка 676П
Электрическая схема фрезерного станка 676П
Перечень элементов схемы электрической станка 676П фрезерного станка 676П
Коробка подач
Коробка подач станка 676П
Для ускоренного перемещения установили коробку подач. Рекомендацией по использованию данной функции можно назвать установку крестовой рукоятки в нейтральное положение. Это позволяет исключить вероятность возникновения довольно большого количества проблем с шестернями.
Существенно продлевает срок эксплуатации конструкции поршневой насос. Предназначен (назначение) его заключается в подаче смазывающей жидкости, которая способствует снижению силы трения. Конструкция поршня выполняет возвратно-поступательное движение, за счет которого происходит всасывания смазывающей жидкости и ее подача в область трения. Для контроля степени смазывания у фрезерного станка 676п есть прозрачный глазок, через который и проводится наблюдение за процессом образования масляного тумана в зоне трения шестерен.
Технические характеристики фрезерного станка 676П
| Наименование параметра | 676П | 67К25ПР |
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Размеры горизонтального (углового) стола, мм | 250 х 800 | 320 х 800 |
| Размеры вертикального стола, мм | 250 х 630 | 250 х 630 |
| Максимальная масса обрабатываемой детали, кг | 100 | 350 |
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального стола, мм | 80..460 | 45..595 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..380 | 10..490 |
| Вылет оси вертикального шпинделя, мм | 125..375 | 165..485 |
| Наибольший продольный ход стола (X), мм | 400 | 400 |
| Наибольший ход шпиндельной бабки вертикального шпинделя (Y), мм | 250 | 320 |
| Наибольший вертикальный ход стола (Z), мм | 380 | 450 |
| Вертикальный и горизонтальный шпиндели | ||
| Частота вращения горизонтального шпинделя, об/мин | 50..1630 | 40..2000 |
| Частота вращения вертикального шпинделя, об/мин | 63..2040 | 40..2000 |
| Количество скоростей шпинделя | 16 | 18 |
| Цена деления лимбов, мм | 0,05 | 0,02 |
| Цена деления линеек, мм | 1,0 | |
| Конус горизонтального и вертикального шпинделей | Морзе 4 | |
| Пределы подач шпиндельной бабки, мм/мин | 13..395 | 10..1000 |
| Количество подач шпиндельной бабки | 16 | б/с |
| Ускоренный ход шпиндельной бабки, м/мин | 0,9 | |
| Максимальное усилие подачи бабки, Н | 9500 | |
| Максимальный допустимый крутящий момент на шпинделе горизонтальном/ вертикальном, Нм | 230/ 82 | |
| Зажим-отжим инструмента | Ручной | Механиз |
| Торможение шпинделя | нет | |
| Вертикальная фрезерная головка | ||
| Наибольшее осевое перемещение вертикального шпинделя, мм | 60 | 60 |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±90 | ±90 |
| Масса вертикальной фрезерной головки, кг | 70 | |
| Угловой горизонтальный стол | ||
| Количество подач стола в продольном и вертикальном направлении | 16 | б/с |
| Пределы продольных и вертикальных подач стола (X. Y), мм/мин | 13..395 | 10..1000 |
| Ускоренный ход стола в продольном и вертикальном направлении, мм/мин | 935 | 1800 |
| Максимальное усилие подачи стола, Н | 9500 | |
| Число Т — образных пазов | 5 | 5 |
| Масса углового горизонтального стола | 105 | |
| Угловой универсальный стол | ||
| Размеры горизонтального универсального стола, мм | 200 х 630 | 200 х 630 |
| Наибольший угол поворота в горизонтальной плоскости, град | ±20 | ±20 |
| Наклон длинной стороны, град | ±45 | ±45 |
| Наклон короткой стороны, град | ±30 | ±30 |
| Масса углового горизонтального стола | 55 | |
| Стол круглый горизонтально-вертикальный | ||
| Диаметр планшайбы стола, мм | 250 | 250 |
| Габаритные размеры, мм | 345 х 330 х 110 | 338 х 485 х 140 |
| Масса круглого стола | 60 | |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 2 | 4 |
| Электродвигатель главного привода, кВт | 2,2 | 3 |
| Электродвигатель привода подач, кВт | — | 1,3 |
| Электродвигатель смазки и зажима инструмента, кВт | — | 0,55 |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, кВт | 2,32 | 4,97 |
| Габариты и масса станка | ||
| Габариты станка (длина х ширина х высота), мм | 1282 х 1215 х 1780 | 1685 х 1655 х 1865 |
| Масса станка, кг | 910 | 1350 |
- Инструментальный широкоуниверсальный фрезерный станок повышенной точности модели 676п. Руководство 676П.00.000. Вильнюс, 1975
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973, с.141
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители