Сведения о производителе фрезерного горизонтального настольного станка НГФ-110
Фрезерный горизонтальный настольный станок модели НГФ-110 выпускается предприятием Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- НС-16 — станок сверлильный настольный Ø 16
- НГФ-110Ш3 — станок фрезерный небольшой мощности 0,6кВт, размер стола 100х400 мм
- НГФ-110Ш4 — станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- СНВШ — станок сверлильный настольный Ø 16
- СНВШ-2 — станок сверлильный настольный Ø 16
- ТВ-4
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6М
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно - ТВ-7
— станок токарно-винторезный учебный Ø 220, РМЦ 330 мм - ТВ-7М — станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 — станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 — станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
Техника безопасности
Инструкция требует тщательного изучения, без неё нельзя приступать к эксплуатации. При установке станка надо тщательно соблюдать рекомендации, данные производителем.Необходимо проследить за тем, чтобы плоскость стола оставалась абсолютно ровной. Нужного результата проще добиться ножками регулировки у оборудования. Подходит и площадка, которую применяли при монтаже станка.
Основные правила имеют такое описание:
- Резервуар СОЖ заполняется после того, как основные настройки выставлены. Смазка компонентов коробки передач происходит на следующем этапе.
- Скорости шпинделя регулируются отдельно. Для этого достаточно повернуть одну из рукоятей в подходящее положение.
Другие параметры тоже важно постоянно контролировать. Данный станок выпускается, начиная с 1956 года Ростовским заводом малогабаритных станков МАГСО, под предводительством компании КомТех Плюс
Само это предприятие состоит в промышленной группе компаний, которая закрепила свои позиции на рынке, по выпуску малогабаритного станочного оборудования, ещё более 10 лет назад и держит их по сей день. Но каковы же технические характеристики самого НГФ 110 Ш4 и что стоит о нём знать перед покупкой?
Данный станок выпускается, начиная с 1956 года Ростовским заводом малогабаритных станков МАГСО, под предводительством компании КомТех Плюс. Само это предприятие состоит в промышленной группе компаний, которая закрепила свои позиции на рынке, по выпуску малогабаритного станочного оборудования, ещё более 10 лет назад и держит их по сей день. Но каковы же технические характеристики самого НГФ 110 Ш4 и что стоит о нём знать перед покупкой?
НГФ-110Ш4 станок фрезерный горизонтальный настольный. Назначение и область применения
Фрезерный станок НГФ-110Ш4 выпускается по ТУ-79 РСФСР 441-79 и заменил устаревшую модель фрезерного станка НГФ-110Ш3, который выпускался по ТУ-79 РСФСР 355-72.
Горизонтальный консольно-фрезерный станок НГФ-110 настольного типа предназначен для выполнения фрезерных операций по обработке горизонтальных плоскостей, пазов и других поверхностей. Установка вертикально-фрезерной головки ВФГ позволяет дополнительно производить обработку вертикальных плоскостей, а также плоскостей под определенным углом. Обработка плоскостей производится дисковыми, торцовыми, концевыми, угловыми и фасонными фрезами.
Настольный горизонтально-фрезерный станок модели НГФ-110Ш4 является специальным школьным оборудованием и предназначен для производственного обучения в средней школе для оборудования школьных учебных мастерских.
Модификации настольного горизонтально-фрезерного станка НГФ-110
НГФ-110ш1, НГФ-110ш2 производитель: Завод № 5 им. Дзержинского, город Щелково Московской области, поселок имени Свердлова.
НГФ-110ш2 производитель: Сапожковский механический завод № 7, город Сапожок Рязанской области.
НГФ-110ш3 0,6 кВт, размер стола 100 х 400 мм производитель: Ростовский завод МАГСО, основанный в 1956 году.
НГФ-110ш4 0,75 кВт, размер стола 100 х 400 мм производитель: Ростовский завод МАГСО, основанный в 1956 году.
Обозначение фрезерного станка НГФ-110ш4. Буквы и цифры означают:
- Н — настольный станок;
- Г — горизонтальный станок;
- Ф — фрезерный станок;
- 110 — наибольший диаметр фрез, применяемых на станке (мм);
- Ш — школьный;
- 1, 2, 3, 4 — модель станка.
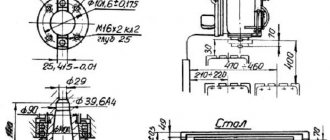
НГФ-110Ш4 Габариты рабочего пространства фрезерного станка
Габариты рабочего пространства фрезерного станка НГФ-110ш4
Эскиз хобота с серьгой горизонтально-фрезерного станка НГФ-110
- хобот
- серьга
- гайка
- втулка серьги
- гайка
Стойка в верхней части имеет направляющие типа «ласточкин хвост», в которых установлен хобот 1. Хобот можно перемещать по направляющим вручную. Зажим хобота на направляющих осуществляется клином, который при завертывании винта затягивается и закрепляет хобот на стойке.
В переднем конце хобота установлена серьга 2. Серьга на хоботе стягивается гайкой 5. Перестановка серьги с одного станка на другой в связи с индивидуальной подгонкой не допускается.
Бронзовый подшипник-втулка серьги 4 имеет коническую наружную поверхность и два продольных разреза, за счет которых гайкой 3 регулируется зазор в подшипнике.
Перед началом работы необходимо смазать маслом И-30А внутреннюю полость втулки серьги.
Регулировка зазора определяется по нагреву втулки серьги (при обкатке в течение одного часа при максимальной частоте вращения шпинделя нагрев втулки не должен превышать 50—60° С, при достаточно обильной смазке).
Оправка предназначена для крепления цилиндрических дисковых и других фрез.
Фрезы крепятся на оправке с помощью установочных колец и гайки.
Для обеспечения жесткости режущего инструмента свободный конец оправки устанавливается в опору серьги. Серьга закрепляется на хоботе.
Устройство
Для установки хобота фрезера существует «Хвост ласточки», это верхний участок в стойке агрегата, а зажимает всю конструкцию специальный вал. Регулировать силу крепления можно закручивая винт, что позволяет обеспечить надёжную фиксацию и безопасное фрезерование, вал в данном случае выступает дополнительным креплением. Передвигать хобот необходимо вручную в трёх плоскостях. Передняя часть включает в себя закреплённую серьгу, которая подогнана под конкретный станок и его размеры, и она не может переставляться на другой агрегат. Таким образом, этот элемент остаётся единственным незаменимым при ремонте оборудования, в отличии от ВФГ для НГФ 110. Это же говорит и чертеж устройства.
Читать также: Алюминий его физические и химические свойства
Школьный фрезерный станок НГФ 110 по сей день универсальное учебное устройство, для молодых специалистов обучающихся фрезеровке. Благодаря тому, что НГФ 110 технические характеристики уступают более мощным устройствам, оно идеально подходит для обучения и одновременно с тем, для создания простейших деталей на профессиональном уровне. В чертеж НГФ 110 входит:
- консоль для управления станком;
- стол с установленными на нём салазками и крепёжный вал;
- коробка переключения скоростей на специальной стойке;
- зажимы для детали, что позволяет удобно изготавливать её под чертеж;
- хобот, шпиндель и серьга;
- несколько защитных экранов для безопасности студентов и рабочих;
- плита, на которой установлена разнообразная электрическая аппаратура;
- светильник для удобства работы ночью;
Устройство станка НГФ 110 Ш4 и его кинематическая схема
Осуществляется автоподача на НГФ 110 при помощи специального кнопочного поста, который максимально безопасен и упрощён под неопытных пользователей. Крепит всю конструкцию специальный вал. На горизонтально фрезерный станок НГФ 110 Ш4 так же установлены несколько рычагов для выбора частоты вращения шпиндельных узлов и три различных маховичка. В зависимости от комплектации, на учебный фрезерный станок НГФ 110 цена может различаться, в базовой он стоит в среднем 20 тысяч рублей. Передвигаться вал НГФ 110, как указывает чертеж, способен в трёх направлениях:
- По вертикали вместе с консолью, для этого используются стоечные направляющие.
- Также, шпиндель НГФ 110 передвигается продольно благодаря направляющим салазкам.
- И поперечно по направляющим консоли, из-за того, что размеры НГФ 110 описанные выше, позволяют, передвигается рабочая поверхность вместе с салазками.
Школьные фрезерные станки НГФ 110 также имеют 3 винта, для зажима рабочей поверхности и консоли, а также подачи заготовок в продольной плоскости. Также с автоподачей НГФ 110 помогает пара гаек, которые используются при продольном и поперечном движении заготовок. Горизонтально фрезерные станки НГФ 110 Ш4 имеют в своей комплектации оправку, которая используется для того, чтобы крепить на неё фрезерный инструмент, который необходим в конкретном случае. Инструменты подсоединяют к оправе при помощи нескольких гаек и монтажных колец, а другой их конец крепится на серьге широкоуниверсального фрезерного станка НГФ 110 Ш4 ВФГ, таким образом достигается оптимальная для работы фрез жёсткость.
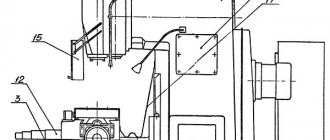
НГФ-110 Расположение составных частей на станке
Расположение составных частей на станке НГФ-110ш4
Перечень составных частей фрезерного станка
- стойка с коробкой скоростей
- консоль
- стол с салазками
- хобот с серьгой
- оправка
- плита с электроаппаратурой
- экран защитный
- тиски
- светильник местного освещения
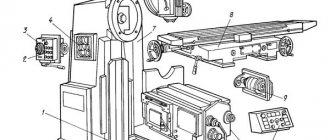
НГФ-110 Расположение органов управления станком
Расположение органов управления станком НГФ-110
Перечень органов управления фрезерным станком НГФ-110
- рукоятка, переключения частот вращения шпинделя
- рукоятка, переключения частот вращения шпинделя
- маховичок продольной подачи
- маховичок поперечной подачи
- маховичок вертикальной подачи
- кнопочный пост управления
Расположение органов управления станком НГФ-110
Общий вид и органы управления школьного станка по металлу
НГФ-110 представляет собой одностоечный фрезерный станок с литым основанием в виде фигурной плиты. По углам она имеет отверстия в ушках для крепления к столу, и регулировки по горизонтали при установке. В передней части консоль со столом и салазками. Сверху круглый хобот с серьгой. По бокам, на корпусе закреплен плафон с освещением и защитный экран.
Двигатель стоит сзади и соединен с коробкой скоростей ременной передачей. Включается кнопками внизу станка. Ручка переключения частоту вращения шпинделя сбоку на стойке. На салазках и торце стола расположены маховики с ручками управления перемещения. Вертикально стол поднимается маховичком в самом низу винта.
Справка! Хобот выдвигается на заданный размер вручную и зажимается неподвижно ручкой, расположенной слева вверху.
НГФ-110 Кинематическая схема фрезерного станка
Кинематическая схема фрезерного станка НГФ-110ш4
Кинематическая схема фрезерного станка НГФ-110ш4
Кинематическая схема фрезерного станка НГФ-110ш4
Вращение от электродвигателя I передается клиноременной передачей валу II коробки скоростей (рис. 7). Далее с вала II. на вал III и затем на шпиндель IV вращение передается через шестерни 4, 5, 6, неподвижно закрепленные на валу II, подвижные тройной и двойной блоки шестерен, сидящие на валу III и шестерни 12, 13 неподвижно закрепленные на шпинделе IV.
Подвижные блоки шестерен позволяют получить шесть различных частот вращения шпинделя (см. график частот вращения шпинделя).
Описание основных узлов фрезерного станка НГФ-110
Стойка станка НГФ-110 с коробкой скоростей
Стойка является базовым узлом, на котором монтируются все остальные узлы и механизмы станка.
Жесткость конструкции стойки достигается за счет развитого основания и трапецеидального сечения стойки по высоте.
Стойка разделена на два отсека. В верхнем отсеке монтируется коробка скоростей, в нижнем — электродвигатель.
Коробка скоростей фрезерного станка НГФ-110
Фото коробки скоростей фрезерного станка НГФ-110ш4
Схема коробки скоростей фрезерного станка НГФ-110ш4
Трехваловая шестискоростная коробка скоростей смонтирована в верхней части корпуса стойки и обеспечивает регулирование частоты вращения шпинделя от 125 до 1250 об/мин. Подбор необходимой частоты вращения осуществляется с помощью рычагов переключения, расположенных с левой стороны станка.
Для осмотра коробки скоростей необходимо снять боковую крышку.
Шпиндель ставка представляет собой двухопорный полый вал. Небольшой по длине пролет между опорами и значительный диаметр сечений обеспечивают необходимую виброустойчивость и жесткость шпинделя.
Передняя шейка шпинделя опирается на два радиально-упорных подшипника 8 (рис. 2), а задняя — на радиальный подшипник 9. Для устранения осевого зазора передних подшипников на шпинделе установлены две гайки 10. Между подшипниками установлены распорные кольца 11 и 12. При износе подшипников зазор в них устраняется шлифовкой торцов внутреннего распорного кольца 12. Компенсационное кольцо 13 служит для устранения осевого люфта шпинделя.
Основными подшипниками, определяющими геометрическую точность шпинделя, являются радиально-упорные однорядные шарикоподшипники № 46 208 передней опоры и радиальный шарикоподшипник № 206 задней опоры. В осевом направлении шпиндель фиксируется буртиком стойки и передней крышкой.
Регулирование зазора в переднем подшипнике производится подтягиванием гайки, расположенной в передней части шпинделя.
Для доступа к этой гайке рекомендуется снять боковую крышку на стойке.
Смазка коробки скоростей
Смазка зубчатых колес и подшипников коробки скоростей осуществляется разбрызгиванием.
Масло И-30А заливается в масляный резервуар до уровня, контролируемого маслоуказателем.
Масло менять первый раз через 15 дней работы, затем через каждые 3 месяца.
Консоль является базовым узлом механизма подач. На направляющих консоли установлен стол с салазками. Поперечная подача стола осуществляется от винта поперечной подачи 2. Вертикальная подача консоли по направляющим стойки осуществляется от» винта вертикальной подачи 3.
Рабочий стол и Консоль фрезерного станка
Стол и консоль фрезерного станка НГФ-110ш4
Консоль фрезерного станка НГФ-110ш4
Консоль фрезерного станка НГФ-110ш4
Консоль является базовым узлом механизма подач. На направляющих консоли установлен стол с салазками. Поперечная подача стола осуществляется от винта поперечной подачи 2. Вертикальная подача консоли по направляющим стойки осуществляется от винта вертикальной подачи 3.
Рабочий стол фрезерного станка НГФ-110ш4
Стол фрезерного станка НГФ-110ш4
- Стол
- Салазки
- Гайка поперечной подачи
- Гайка продольной подачи
- Винт продольной подачи
- Винт зажима cтола на салазках
Рабочий стол станка является последним элементом в цепи подач и имеет возможность перемешаться в трех направлениях: по направляющим салазок — в продольном, вместе с салазками по направляющим консоли — в поперечном и вместе с консолью по направляющим стойки— в вертикальном.
Экран защитный
На станке установлен экран защитный для защиты работающего от отлетающей стружки в зоне резания.
Часто задаваемые вопросы по НГФ-110
Перед покупкой станка у меня было несколько вопросов. Я задал их на этом форуме, мне оперативно ответили. Прочитав практически весь этот раздел форума я понял, что те же самые вопросы по нескольку раз задавали и до и после меня. Поэтому я решил свести наиболее частые вопросы вместе с ответами в одно сообщение, которое, надеюсь, модераторы прикрепят в шапку раздела и которое будет полезно другим новичкам. А может и не новичкам. Также я добавил сюда (замаскировав под вопросы/ответы) несколько ссылок на показавшиеся мне полезными темы и сообщения, которые «вроде где-то видел, а найти снова — полдня убить».
Какие-то ответы я писал исходя из своего опыта, какие-то — на основании чужих сообщений на этом форуме. Я понимаю, что вполне мог упустить какие-то моменты или допустить неточности. Поэтому прошу писать дополнения в эту тему. Но в то же время мне бы не хотелось, чтобы эта тема превратилась в длинную простыню неинформативных сообщений, поэтому прошу воздержаться от сообщений, не связанных с дополнением/исправлением этого ЧаВо. Я буду переносить дополнения из ваших сообщений в это заглавное (с указанием авторства, разумеется), после чего удалять перенесенные сообщения и таким образом поддерживать минимальным размер данной ветки (в длинной ветке обычно читают первое и отвечают на последнее сообщение :fool: ).
Итак, выкладываю на ваш суд:
—————————————————————————————-
В: Какие модификации НГФ-110 бывают, как их отличить визуально?
О: Известно четыре модификации: НГФ-110Ш1, НГФ-110Ш2, НГФ-110Ш3 и НГФ-110Ш4.
- НГФ-110Ш1 Отличительные особенности — круглый хобот, металлический рычаг переключения скоростей, вертикальная подача штурвалом в основании винта подачи.
Фотографии из этой темы.
- НГФ-110Ш2. Гугль дает единственное упоминание о такой модификации — тема на этом форуме. Чаще он упоминается на форуме просто как «круглохоботный». Отличается от НГФ-110Ш1 ручкой переключения передач вместо рычага и шестернями (спасибо Retrorest за прояснение этого вопроса), однако пока еще остались некоторые сомнения (если кто-то имеет информацию, просьба поделиться).
Фотографии из этой темы и из этой темы и от Mar1lynManson
- НГФ-110Ш3. Прямоугольный «горбатый» хобот, тонкое (~30 мм) основание, ручки преключения скоростей с шариками на концах, кнопки включения двигателя на колонне под переключателями скоростей, двигатель спрятан в колонну, маховичок вертикальной подачи на консоли, табличка с типом и годом выпуска находится рядом с кнопками.
Фотографии автора
- Переходная модель от НГФ-110Ш3 к НГФ-110Ш4. Основание еще от НГФ-110Ш3, все остальное от НГФ-110Ш4. На шильдике обозначен как НГФ-110Ш3.
Фотографии из этой темы и автора. У автора табличка закрашена напрочь, поэтому станок был сначала принят за самодельный гибрид.
- НГФ-110Ш4. Совершенно прямоугольный хобот, толстое (~100 мм) основание, в котором находятся кнопки включения мотора и трансформатор местного 36-вольтового освещения. Местное освещение. Цельнопластмассовые ручки переключения скоростей. Табличка с типом и годом выпуска находится на хоботе.
Фотографии из этой темы и из этой темы
- НГФ-110Ш4, современный вариант. Тонкое основание, электрика в накладном ящике.
Фотографии из этой темы.
—————————————————————————————-
В: Есть ли принципиальная разница между НГФ-110Ш3 и НГФ-110Ш4? Какой предпочтительнее?
О (skripka): Принципиальной разницы нет. Ш3 выпускался раньше и его качество вроде как лучше. У Ш4 есть куда поместить электрику. Жёсткость у них одинаковая — она заключена не в платформе, а в колонне. Главное — смотреть на износ и комплектацию.
—————————————————————————————-
В: Где взять документацию на станок?
О: Здесь, на сайте, зайти в раздел «файлы», в строку поиска справа вверху ввести «НГФ*» (без кавычек, но со звездочкой), а также в этой теме можно найти учебные плакаты
—————————————————————————————-
В: Сколько весит станок?
О: Вес НГФ-110Ш1, НГФ-110Ш2 автору этих «ЧаВо» неизвестен (если у вас есть эта информация, свяжитесь со мной для внесения ее сюда), НГФ-110Ш3 — 200 кг, НГФ-110Ш4 — 240 кг.
Самый тяжелый элемент конструкции — колонна, вес около 70 кг.
—————————————————————————————-
В: Как минимальными усилиями перевезти НГФ-110?
О: В разобранном виде станок перевозится в легковом автомобиле. Для погрузки колонны нужно два человека, все остальное грузится и выгружается силами одного человека. Подробно и с картинками можно посмотреть по сcылкам: раз и два. Разборка занимает 20-40 минут.
Кратко «на пальцах»:
- Снять серьгу.
- Ослабить и вытащить клин хобота, снять хобот.
- Вынуть горизонтальную оправку (см. ниже) или же, если очень повезло и станок укомплектован ВФГ — снять ВФГ и ее фланец.
- Отпустить фиксатор стола (болт над ручкой поперечной подачи), ослабить и вытащить клин, открутить заднюю полку стола, сдвинуть стол в сторону маковичка при помощи продольной подачи до выхода винта из гайки и сдвигая дальше снять стол (не потерять вставку между фиксатором и клином в отверстии фиксатора).
- Отпустить фиксатор консоли (изогнутая ручка с резьбой около направляющих с правой стороны консоли), ослабить и вытащить клин, вертикальной подачей подать консоль вверх до выходя винта вертикальной подачи из стакана, далее снять консоль с направляющих вверх (не потерять вставку между фиксатором и клином в отверстии фиксатора).
- Открутить стакан (не потерять два штифта).
- Снять заднюю крышку колонны.
- Для облегчения колонны можно снять мотор.
- Изнутри колонны открутить шесть болтов крепления колонны к основанию, отделить колонну, не потерять два штифта.
Минимальный набор инструментов — ключи на 19, 17, 14, 13, 8 (для отпускания болта фиксации подачи), шестигранник 6 мм, отвертки прямая и крестовая, инструмент и приспособления для выпрессовки горизонтальной оправки.
—————————————————————————————-
В: Как выпрессовать оправку?
О: Для выпрессовки горизонтальной оправки необходим обрезок трубы внутренним диаметром 40-45 мм длиной 50..180 мм, толстая шайба с отверстием 22 мм (подходит дисковая фреза), ключ на 27.
Если на оправке нет дистанционных втулок — труба потребуется длиной 200…250 мм, если на оправке нет гайки — подходит ступичная гайка ВАЗ-классики.
Выкрутить шомпол, надеть трубу на оправку, надеть шайбу (фрезу), труба при этом окажется распертой между шпинделем в колонне и фрезой, надеть необходимое количество втулок до резьбы оправки и затягивая гайку на оправке вытянуть оправку.
Если оправка сильно прикипела, можно попытаться нагреть трубу. Расширяясь от нагрева, труба дополнительно напряжет оправку.
—————————————————————————————-
В: Какой посадочный размер у режущего инструмента для НГФ?
О: НГФ-110Ш1 выпускались в двух вариантах — с конусом ISO-30 и с конусом Морзе 3 в шпинделе. Ш3, Ш4 имеют конус Морзе 3 в шпинделе. Шпиндель ВФГ имет отверстие с конусом Морзе 2.
—————————————————————————————-
В: Какой размер у втулок горизонтальной оправки?
О: Внутренний диаметр 22.2, внешний 35, ширина втулок — 2 шт. по 40, одна — 35, одна — 25, две по 15 и одна 10.
—————————————————————————————-
В: Можно ли использовать серьгу от другого станка?
О: Отверстие под разрезную втулку оправки в серьге растачивается индивидуально на каждом станке. При использовании серьги от другого станка отверстие придется растачивать заново по месту. Также придется изготовить новую бронзовую разрезную или переходную втулку под увеличенный диаметр отверстия. Вот ссылка на сообщение с описанием процесса расточки.
—————————————————————————————-
В: Какой высоты делать тумбочку под станок?
О: Зависит от вашего роста и модели станка. Тумбочка под НГФ-110Ш4 должна быть на 100мм ниже тумбочки под НГФ-110Ш3 за счет большей толщины основания. «В среднем по форуму» высота колеблется от 480 мм для НГФ-110Ш4 до 800 мм для НГФ-110Ш3. При преимущественном использовании родной ВФГ высоту желательно сделать на 50 мм выше чем при использовании в горизонтальном варианте.
—————————————————————————————-
В: Какое масло и сколько заливать в станок? Можно ли заливать автомобильное?
О (KimIV, VVKV и др.): В инструкции указано масло И-30. Заливать до риски на окошке-указателе (окошко находится на правой стороне станка и иногда бывает закрашено). Подшипники смазываются залитым в коробку маслом, свою смазку им не нужно. Никто из заливавших автомобильное масло пока не жаловался.
—————————————————————————————-
В: Какое упрлотнение должно стоять в передней крышке шпинделя?
О: Штатно там никакого уплотнения не стоит. Масло с утолщения шпинделя разбрызгивается центробежной силой и попадает в кольцевую проточку крышки, откуда стекает обратно в колонну через сливное отверстие в крышке и колонне. Если у вас течет масло по крышке шпинделя — либо крышка установлена неправильно (повернута и сливное отверстие крышки находится не внизу), либо сливное отверстие забито в крышке или колонне.
—————————————————————————————-
В: В какую сторону должен вращаться горизонтальный шпиндель?
О: Если смотреть на горизонтальный шпиндель со стороны серьги то направление вращения должно быть против часовой стрелки. В противном случае при использовании горизонтального шпинделя стружка будет лететь на оператора, а при использовании ВФГ фреза будеть вращаться в обратную сторону.
—————————————————————————————-
В: Допустимо ли переключение двигателя на вращение в обратную сторону?
О (skripka): Допустимо, но наблюдалось откручивание крепежного болта приемного шкива. Редуктор ограничений на направление вращения не имеет.
О (kontric): На первичном валу коробки установлен маслоразбрасыватель. Лопасти его загнуты в одну сторону. При смене направления вращения его эффективность сильно уменьшится, кмк. Далее. При вращении фрезы по часовой стрелке консоль будет отжиматься силой резания влево (при работе горизонтальным шпинделем) и опираться в правую вертикальную направляющую колонны стопором, что не есть хорошо. При правильном же направлении вращения консоль будет прижиматься к направляющей колонны (на сей раз левой) всей длиной своей направляющей
О (O-Witte): При обратном вращении, при работе с тонкими фразами без шпонки, при заклинивания фрезы раскручивается гайка на отправке и фреза проворачивается. Зато при правильном вращении можно фразу и сломать, увы…
—————————————————————————————-
В: Какие подшипники можно установить в подачи?
О: Разумеется, упорные. Вот несколько сообщений об установке упорных подшипников:
- TomaTLAB
- Ферроман
- Александр_77
- Эдисон
- KimIV
—————————————————————————————-
В: Какие подшипники применены в станке?
О:
- На шпинделе 2 шт. 46208 и 1 шт. 206, все три класса точности 5.
- На промежуточном валу 2 шт. 303 класса точности 0.
- На первичном валу 1 шт. 303, 1 шт. 204, оба класса точности 0.
- На винте вертикальной подачи 1 шт. 8104 класса точности 0.
—————————————————————————————-
В: Какие подшипники применены в ВФГ?
О: Согласно этому сообщению
2 штуки 36206Е и 1 штука 205 на шпинделе, плюс 46205Л и 36205Л на вторичном валу и 2 штуки 202 плюс 1 штука 8102 на первичном валу.
Само собой, для шпинделя нужно брать подшипники классом повыше, не хуже 5-го.205-го на заднем конце шпинделя будет достаточно, он там только радиальные нагрузки воспринимает.
Добавление от автора ЧаВо: наружный 202 на первичном валу лучше заменить на 160202 (6202 RS, закрытый с одной стороны) или на 180202 (6202 2RS, закрытый с обоих сторон), это исключит попадание стружки в подшипник и выдавливание смазки через подшипник наружу. Также у нескольких форумчан на вторичном валу оба подшипника стоят 46205Л с завода.
—————————————————————————————-
В: Где почитать об уменьшении шума и регулировке ВФГ?
О: Много полезной информации можно найти в этих темах:
- «История одной головы (ВФГ)»,
- «Внутрянка ВФГ» (сообщение от Petr2),
- «Голова НГФ — избавление от шумa».
—————————————————————————————-
В: Как расширить возможности станка?
О:
- Увеличение хода вертикальной подачи (доработка стакана).
- Долбежная головка от Elin
- Долбежная головка из доводчика дверей от drakon30
- Автоматические подачи от Elin
- Привод вертикальной и продольной подач от гравицапа
- «низкопрофильное» зажимное приспособление от Анатолий 57
- поворотный столик от starij
- автоподача от hoakinn, там же от avtogen
- автоподача от maka13
—————————————————————————————-
В: Что можно придумать, если нет штатной ВФГ?
О: Вот в этой теме собраны ссылки на публиковавшиеся на форуме варианты самостоятельного изготовления.
Изменено 17 марта, 2021 пользователем Эдисон не обращайте внимания, поспешил
Схема электрическая фрезерного станка НГФ-110
Электрическая схема фрезерного станка НГФ-110ш4
К электрооборудованию относятся: трехфазный короткозамкнутый асинхронный электродвигатель, установленный в нижнем отсеке стойки, и установленные в изолированных нишах плиты станка (поз. 6 рис. 1) магнитный пускатель, трансформатор, клеммные колодки, предохранителя, выключатели, кнопочный пост управления, тепловое реле.
На станке установлен светильник местного освещения
Технические характеристики станков моделей НГФ-110Ш4
| Наименование параметра | НГФ-110ш3 | НГФ-110ш4 |
| Основные параметры станка | ||
| Основные размеры ГОСТ, ТУ | ТУ-79 РСФСР 355-72 | ТУ 79 РСФСР 441-79 |
| Класс точности по ГОСТ 8-82 | Н | Н |
| Размеры рабочей поверхности стола (длина х ширина), мм | 100 х 400 | 100 х 400 |
| Расстояние от оси горизонтального шпинделя до стола, мм | 30..200 | 30..200 |
| Расстояние от оси горизонтального шпинделя до хобота, мм | 85 | 85 |
| Расстояние от торца шпинделя до подшипника подвески (серьги), мм | 235 | 235 |
| Наибольший диаметр фрезы, устанавливаемой на станке, мм | 110 | 110 |
| Рабочий стол | ||
| Наибольшее перемещение стола продольное, мм | 250 | 250 |
| Наибольшее перемещение стола поперечное, мм | 85 | 85 |
| Наибольшее перемещение стола вертикальное, мм | 170 | 170 |
| Число Т-образных пазов | 1 | 1 |
| Перемещение стола на одно деление лимба продольное (на один оборот), мм | 0,05 (4) | 0,05 (4) |
| Перемещение стола на одно деление лимба поперечное (на один оборот), мм | 0,05 (4) | 0,05 (4) |
| Перемещение стола на одно деление лимба вертикальное (на один оборот), мм | 0,025 (2) | 0,025 (2) |
| Быстрый ход стола продольный/ поперечный/ вертикальный, мм/мин | нет | нет |
| Число ступеней рабочих подач стола | нет | нет |
| Пределы рабочих механических подач стола. Продольных, поперечных, вертикальных, мм/мин | нет | нет |
| Угол поворота стола (в крайнем переднем положении), град | нет | нет |
| Шпиндель | ||
| Частота вращения горизонтального шпинделя, об/мин | 100, 160, 250 ,490, 630, 1000 | 125, 200, 310, 500, 800, 1250 |
| Количество скоростей горизонтального шпинделя | 6 | 6 |
| Внутренний конус горизонтального шпинделя | Морзе 3 | Морзе 3 |
| Привод и электрооборудование | ||
| Количество электродвигателей на станке | 1 | 1 |
| Электродвигатель привода главного движения, кВт (об/мин) | 0,6 (1410..1440) | 0,55..0,75 (1390..1480) |
| Габариты и масса станка | ||
| Габариты станка (длина х ширина х высота), мм | 685 х 640 х 790 | 685 х 640 х 925 |
| Масса станка, кг | 200 | 340 |
- Станок настольный горизонтально-фрезерный НГФ110Ш4. Руководство по эксплуатации, 1984
- ТУ 79 РСФСР 441-79
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973, с.141
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Школьные токарные станки. Обзор
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш
- Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
- Технология ремонта фрезерных станков
- Регулировка фрезерных станков
- Фрикционная муфта. Фрикционный вал. Муфты фрикционные в металлорежущих станках
- Автоматические циклы фрезерных станков (6Р12)
- Испытания и проверка металлорежущих станков на точность
- Справочник универсальных фрезерных станков
- Заводы производители металлорежущих станков в России
- Производители фрезерных станков в России
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Как устроен хобот и коробка скоростей вместе с другими узлами?
Для установки хобот на этот настольный станок используются «ласточкины хвосты», что располагаются в верхней части агрегатной стойки и зажимаются при помощи специальных клиньев, для обеспечения жёсткости конструкции. Тот в свою очередь крепко затягивают, закручивая винт и шпиндель, что позволяет надёжно закрепить узел и обезопасить использование устройства в школе. В переднюю часть хобота вставляют специальную индивидуальную под каждую комплектацию серьгу, которую запрещается использовать повторно. Но даже с учётом всего этого, фрезерование на таком станке всё ещё нельзя осуществить.
Далее хобот стягивается с серьгой при помощи гайки и первая располагается подшипник состоящий из сплава бронзы и нескольких других металлов. Для удобства фрезера она имеет несколько продольных разрезов и наружную поверхность в виде конуса.
Устройство станка НГФ 110 Ш4
Базой любого станка считают его стойку, на которой монтируют каждый механизм и рабочий узел. Стойку выполняют снизу-вверх при помощи трапецеидального сечения, и располагают массивным основанием к полу. Таким образом обеспечивается жёсткая конструкция на любой поверхности. Включает в себя она несколько отделений – верхнее и нижнее. В первом располагают коробку скоростей (всего их 6), запасной шпиндель и 3 вала, а во второй электрический двигатель, который и запускает весь аппарат, позволяя ему заготавливать детали по чертежам мастера.
Читать также: Подкат для мотоцикла фото
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Фрезерные станки НГФ 110 подходят, чтобы обучать старшеклассников основам ремесла. Техника уже многие годы стабильно работает на производствах, в цехах.
Оборудование представляет класс техники для учёбы. «МАСГО» из города Ростов-на-Дону –специализированное предприятие, отвечающее за выпуск станка.
Небольшие габариты, скромный вес способствуют тому, что фрезерные станки НГФ 110 легко устанавливаются в специальных классах, помогают решать различные проблемы.
Ответственное лицо перед началом работы должно тщательно проверять, правильно ли установлен,настроен агрегат. Начало работы допускается только после того, как проведут инструктаж по технике безопасности.
Компания Дубоф изготавливает качественную мебель по индивидуальным замерам и пожеланиям. Они работают с высококлассным современным оборудованием, что позволяет предложить потребителям исполнение любых идей и дизайнерских решений.
340 килограммам равна масса станка. Конечный вес заготовки вместе с занимаемой площадью учитывают отдельно. Оборудование имеет следующие габариты в миллиметрах:
Основную работу выполняют на столе, монтируемом на установке отдельно. Хорошо, если есть возможность выбрать вариант с регулировкой по высоте.
Характеристики технического плана сопровождаются таким описанием:
- 6– горизонтальный шпиндель поддерживает столько скоростей.
- Шпиндельная головка допускает корректировку скоростей вращения. Её пределы – 125-1250 оборотов за минуту.
- Смещение вдоль, поперёк на дно лимба равно 0,05 мм. Для вертикали показатель – 0,25 мм.
- Чтобы зафиксировать обрабатываемую деталь, используют один Т-образный паз для стола.
- Определённые параметры соблюдаются при смещении стола. Для вертикали это 17 см, в случае с поперечным направлением – 8,5 см. Продольное движение – 25 см.
- 11 сантиметров – максимальный диаметр для фрезы, которая устанавливается на станке.
- 85 миллиметров – так удалён горизонтальный хобот от шпинделя, что облегчает фиксацию.
- Рабочий стол с габаритами 10 на 40 см.
Главный станочный привод начинает движение за счёт электродвигателя, его работы. Стандартная мощность современных установок – 0,55 кВт. Некоторые стандартные функции исключены:
- Усилия,прикладываемые дополнительно для каждой подачи.
- Поворотные движения.
- Ускорение хода рабочей части.
Станок не поможет мелкосерийным, профессиональным производственным объектам.
Освещение местного характера идёт от светильников, стоящих на станке. При монтаже используются гибкая гофра. Она позволяет регулировать положение по отношению к детали в обработке.