§ 26. Общие сведения
Гибка — способ обработки металла давлением, при котором заготовке или ее части придается изогнутая форма. Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм — плоскогубцами или круглогубцами. Гибке подвергают только пластичный материал.
Гибка деталей — одна из наиболее распространенных слесарных операций. Изготовление деталей гибкой возможно как вручную на опорном инструменте и оправках, так и на гибочных машинах (прессах).
Сущность гибки заключается в том, что одна часть заготовки перегибается по отношению к другой на заданный угол. Происходит это следующим образом: на заготовку, свободно лежащую на двух опорах, действует изгибающая сила, которая вызывает в заготовке изгибающие напряжения, и если эти напряжения не превышают предел упругости материала, деформация, получаемая заготовкой, является упругой, и по снятии нагрузки заготовка принимает первоначальный вид (выпрямляется).
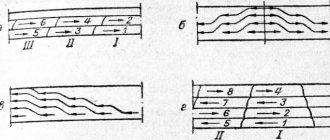
Однако при гибке необходимо добиться, чтобы заготовка после снятия нагрузки сохранила приданную ей форму, поэтому напряжения изгиба должны превышать предел упругости и деформация заготовки в этом случае будет пластической, при этом внутренние слои заготовки подвергаются сжатию и укорачиваются, наружные слои подвергаются растяжению и длина их увеличивается. В то же время средний слой заготовки — нейтральная линия — не испытывает ни сжатия, ни растяжения и длина его до и после изгиба остается постоянной (рис. 93,а). Поэтому определение размеров заготовок профилей сводится к подсчету длины прямых участков (полок), длины укорачивания заготовки в пределах закругления или длины нейтральной линии в пределах закругления.
При гибке деталей под прямым углом без закруглений с внутренней стороны припуск на загиб берется от 0,5 до 0,8 толщины материала. Складывая длину внутренних сторон угольника или скобы, получаем длину заготовки детали.
Пример 1
. На рис. 93, в, г показаны угольник и скоба с прямыми внутренними углами.
Размеры угольника (рис. 93, в): а = 30 мм, b = 70 мм, t = 6 мм. Длина развертки
L = а + b + 0,5t = 30 + 70 + 3 = 103 мм.
Размеры скобы (рис. 93, г): а = 70 мм, b = 80 мм, с = 60 мм, t = 4 мм. Длина развертки заготовки скобы
L = 70 + 80 + 60 + 2 = 212 мм.
Разбиваем угольник по чертежу на участки. Подставляем их размеры а = 50 мм, b = 30 мм, t = 6 мм, r = 4 мм в формулу
L = а + b + π/2(r + t/2)
Тогда получим:
L = 50 + 30 + 3,14/2(4 + 6/2) = 50 + 30 + 1,57⋅7 = 90,99 91 мм.
Разбиваем скобу на участки, как показано на чертеже. Их размеры: а = 80 мм, h = 65 мм, с = 120 мм, t = 5 мм, r = 2,5 мм.
L = а + h + с + π(r + t/2) = 80 + 65 + 120 + 3,14(2,5 + 5/2),
следовательно,
L = 265 4 + 15,75 = 280,75 мм.
Сгибая в окружность эту полосу, получим цилиндрическое кольцо, причем внешняя часть металла несколько вытянется, а внутренняя сожмется. Следовательно, длине заготовки будет соответствовать длина средней линии окружности, проходящая по середине между внешней и внутренней окружностями кольца.
Длина заготовки
Зная диаметр средней окружности кольца и подставляя его числовое значение в формулу, находим длину заготовки:
L = πD = 3,14 108 = 339,12 мм.
В результате предварительных расчетов можно изготовить деталь установленных размеров.
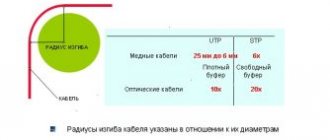
В процессе гибки в металле возникают значительные напряжения и деформации. Они особенно ощутимы, когда радиус гибки мал. Чтобы не появились при этом трещины в наружных слоях, радиус гибки не должен быть меньше минимально допустимого радиуса, который выбирается в зависимости от толщины и рода изгибаемого материала (рис. 95).
Рассчитать площадь поверхности или сечения трубопровода помогает формула длины развертки заготовки трубы. Расчет основывается на величине будущей трассы и диаметре планируемой конструкции. В каких случаях требуются такие вычисления и как они делаются, расскажет данная статья.
Приведем примеры расчетов для ручной и полуавтоматической гибки
Размер длины заготовки определяется по формуле:
L = Y1 + X1 + ,
где Y1 и X1 – длина прямых участков листового профиля; φ – внешний угол; r – радиус гиба; K – коэффициент положения нейтральной линии (определяется по техническим таблицам) S – толщина металла.
Для определения длины заготовки с несколькими углами перегиба в приведенную формулу добавляются суммы в скобках для каждого дополнительного угла. Расчет заготовки выполняется методом развертки с суммированием длины всех прямых полок Yn, Xn и добавления радиуса скривления.
Усилие пресса на заготовку при гибке листового металла определяется по формуле:
P = 1,42 × S2 × L × ∂ʋ / V
где S – толщина листового профиля металла; L – размер длины заготовки; ∂ʋ – предел прочности на растяжение (справочное значение); V – развертка матрицы (технический параметр станка).
На практике специалисты используют готовые шаблоны и таблицы в зависимости от типа и размеров металлического профиля. Из таблиц выбираются точные параметры заготовки и подбираются максимально допустимые усилия пресса с углами деформации.
Расчеты по формулам используются только при работе с нестандартными заготовками и единичными заказами, где важно соблюсти размеры в точности до 0,1 мм.
Когда нужны расчеты
Параметры рассчитываются на калькуляторе или с помощью онлайн-программ
Какую площадь должна иметь поверхность трубопровода, важно знать в следующих случаях .
- При расчете теплоотдачи «теплого» пола или регистра. Здесь высчитывается суммарная площадь, которая отдает помещению тепло, исходящее из теплоносителя.
- Когда определяются потери тепла по пути от источника тепловой энергии к обогревательным элементам – радиаторам, конвекторам и т.д. Чтобы определить количество и размеры таких приборов, нужно знать величину калорий, которой мы должны располагать, а она выводится с учетом развертки трубы.
- Для определения необходимого количества теплоизоляционного материала, антикоррозийного покрытия и краски. При строительстве магистралей протяженностью в километры, точный расчет экономит предприятию немалые средства.
- При определении рационально оправданного сечения профиля, которое могло бы обеспечить максимальную проводимость водопроводной или отопительной сети.
Гибка листового металла обладает значительными достоинствами по сравнению со сварочным процессом:
- после сварки, конструкция зачастую подвергается второстепенной обработке, что в итоге повышает стоимость проделанной работы;
- после сварки существует вероятность, что даже самый высококлассный профессионал может совершить недочёт;
- процесс гибки металла значительно дешевле сварки;
Благодаря новейшему уровню методики гибочного обеспечения можно изготавливать более сложную продукцию. Продукты из листового металла пользуется спросом во многих областях. Отсутствие шва, полученного в результате сварки — основное достоинство этих изделий, что позволяет им иметь надёжность и более высокую прочность.
Немаловажным моментом в данном процессе выступает расчет гибки листового металла. Все вычисления проводят около промежуточной линии — это слои заготовки, не меняющиеся в ходе процедуры. Когда на чертеже заготовки не отмечены размеры гибки, мастер, трудящийся с гибочным станком самостоятельно их определяет. Расчет гибки листового металла делают посередине заготовки, складывая расчёты прямолинейных частей и изогнутых зон. Станки для гибки листового металла (листогибы) и делятся на два вида: ручной и электрический. Оснащение для данного процесса отличается почти идентичным принципом — после фиксации прижимной балкой заготовки, происходит гиб на необходимый угол при помощи гибочной балки.
Таким же образом угол может быть задан на гибочном прессе благодаря пуансону и матрице. Типов пуансонов не очень много – обычно они различаются моделью и радиусам гибки. Матрица, в большинстве случаев, формой паза либо угла, заданного размера.
Методика расчёта гибки листового металла предполагает соблюдение следующих правил:
- если у заготовки есть отверстие, лучше чтобы оно не находилось около линии изгиба, потому что существует вероятность, что оно может быть потянуто;
- наиболее подходящая гибка является вдоль волокон листа металла. В результате воздействия большого давления по линии сгиба при значительной толщине листа металл может лопнуть;
- при отсутствии возможности использования вальцовочного станка для изготовления сгиба большого радиуса, лучше применять сегментный станок;
- при гибке металлического листа значительной ширины на прессе, в дальнейшем на изделии может сохраниться отпечаток матрицы;
- в зависимости от толщины металла есть наименьший формат бортов, допускаемый при гибке. К примеру для листа толщиной 1 мм, наименьший размер борта насчитывает 10 мм, при толщине 2 мм, наименьшая величина – 12 мм, при толщине свыше 3 мм – 15-20 мм, при толщине 10 мм – 50 мм.
Применение гибки металлического листа в наши дни довольно широкое: производство специальных элементов в области строительства, составляющих торгового оснащения, балок и т.д. В большинстве случаев, заказчики обращаются, когда необходимо провести гибку значительного количества металла или при отсутствии личного опыта гибки.
- Назад
- Вперед
Определение параметров трубы
Площадь сечения
Труба представляет собой цилиндр, поэтому производить расчеты не сложно
Сечение круглого профиля – это круг, диаметр которого определяется, как разница величины наружного диаметра изделия за вычетом толщины стенок.
В геометрии площадь круга рассчитывается так:
S = π R^2 или S= π (D/2-N)^2, где S – площадь внутреннего сечения; π – число «пи»; R – радиус сечения; D — наружный диаметр ; N — толщина стенок трубы.
Обратите внимание! Если в напорных системах жидкость заполняет весь объем трубопровода, то в самотечной канализации постоянно смачивается только часть стенок. В таких коллекторах применяется понятие площади живого сечения трубы.
Внешняя поверхность
Поверхность цилиндра, которым и является круглый профиль, представляет собой прямоугольник. Одна сторона фигуры – длина отрезка трубопровода, а вторая – величина окружности цилиндра.
Расчет развертки трубы осуществляется по формуле:
S = π D L, где S – площадь трубы, L – длина изделия.
Внутренняя поверхность
Такой показатель применяется в процессе гидродинамических расчетов, когда определяется площадь поверхности трубы, которая постоянно контактирует с водой.
При определении данного параметра следует учитывать:
- Чем больше диаметр водопроводных труб , тем меньше скорость проходящего потока зависит от шероховатости стенок конструкции.
На заметку! Если трубопроводы с большим диаметром характеризуются малой протяженностью, то величиной сопротивления стенок можно пренебречь.
- При гидродинамических расчетах шероховатости поверхности стенок придается не меньшее значение, чем ее площади. Если вода проходит по ржавому внутри водопроводу, то ее скорость меньше скорости жидкости, которая протекает по сравнительно гладкой полипропиленовой конструкции.
- Сети, которые монтируются из не оцинкованной стали, отличаются непостоянной площадью внутренней поверхности. При эксплуатации они покрываются ржавчиной и зарастают минеральными отложениями, из-за чего сужается просвет трубопровода.
Важно! Обратите внимание на этот факт, если захотите сделать холодное водоснабжение из стального материала. Проходимость такого водопровода сократится в два раза уже после десяти лет эксплуатации.
Расчет развертки трубы в данном случае делается с учетом того, что внутренний диаметр цилиндра определяется, как разность внешнего диаметра профиля и увеличенной вдвое толщины его стенок.
В результате площадь поверхности цилиндра определяется по формуле:
S= π (D-2N)L, где к уже известным параметрам добавляется показатель N, определяющий толщину стенок.
Формула развертки заготовки помогает рассчитать количество необходимой теплоизоляции
Чтобы знать, как посчитать развертку трубы, достаточно вспомнить курс геометрии, которую осваивают в средних классах. Приятно, что школьная программа находит применение во взрослой жизни и помогает решать серьезные задачи, связанные со строительством. Пусть они окажутся полезными и для вас!
Как я и обещал в комментариях к статье, сегодня поговорим о расчете длины развертки детали, согнутой из листового металла. Конечно, процессу гибки подвергают не только детали из листов. Гнут детали круглого и…
Квадратного сечений, гнут и все прокатные профили – уголки, швеллеры, двутавры, трубы. Однако холодная гибка деталей из листового металлопроката, безусловно, является наиболее распространенной.
Для обеспечения минимальных радиусов, детали перед гибкой иногда нагревают. При этом повышается пластичность материала. Используя гибку с калибрующим ударом, добиваются того, что внутренний радиус детали становится абсолютно равным радиусу пуансона. При свободной V-образной гибке на листогибе внутренний радиус получается на практике больше радиуса пуансона. Чем более у материала детали ярко выражены пружинные свойства, тем более отличаются друг от друга внутренний радиус детали и радиус пуансона.
На рисунке, представленном ниже, изображен согнутый из листа толщиной s
и шириной
b
уголок. Необходимо найти длину развертки.
Определение длины развертки при гибке
Элементы заготовки, расположенные в деформируемой зоне и прилегающие к внутренней поверхности изгибаемой детали (со стороны пуансона), подвергаются сжатию, а прилегающие к внешней поверхности (со стороны матрицы)—растяжению. Между растянутыми и сжатыми волокнами находится нейтральная линия длина которой не изменяется (Черт. 106).
Черт. 106
Радиус нейтральной линии R в мм (черт. 106) определяется по формуле
R =r+ xs (46)
где r — радиус гибки, мм;
s— толщина материала мм;
x — коэффициент, величина которого зависит от отношения r/s (табл. 48).
Таблица 48
| Отношение r/s | 0,1 | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 1,0 | 1,2 |
| Коэффициент x | 0,323 | 0,340 | 0,356 | 0,367 | 0,379 | 0,389 | 0,400 | 0,413 | 0,421 | 0,426 |
| Отношение r/s | 1,5 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 и более |
| Коэффициент x | 0,441 | 0,445 | 0,463 | 0,469 | 0,477 | 0,780 | 0,485 | 0,490 | 0,495 | 0,500 |
При завивке шарниров (петель) вследствие наличия внешних сил трения, препятствующих деформированию, коэффициент х определяется по табл. 48а.
Таблица 48а
| Отношение r/s | 1 | 1,2 | 1,4 | 1,6 | 1,8 | 2 | 2,2 |
| Коэффициент x | 0,56 | 0,54 | 0,52 | 0,51 | 0,5 | 0,5 | 0,5 |
Длина развертки изгибаемой детали Lр в мм (черт. 107) определяется по формуле
Lр=(l1+l2+l3+. . .)+ π/180(φ1R1+φ2R2+φ3R3+. . .) (47)
где l1; l2; l3 —прямые участки, мм;
φ1; φ2; φ3 — углы гибки, град;
R1; R2; R3 — радиусы нейтральной линии, определяемые по формуле (46).
Черт. 107
При гибке материалов толщиной свыше 3 мм под углом 90° с радиусом гибки r≤s радиус нейтральной линии R, рассчитанный по формуле (46), должен быть скорректирован до величины R1 (черт. 108), исходя из условия целостности материала и сопряжения в точках а и а1 криволинейного участка радиусом R1 с прямыми а—а и а1—а1, преходящими через середину толщины s. На участке С—С1 пунктиром показан внешний контур при расчете без учета утонения материала. В связи с утонением при гибке толщина s1 на этом участке меньше исходной s.
Черт. 108
Значения R1 радиуса скорректированной нейтральной линии и длину дуги abа1, следует подсчитать по формулам
(48)
(48а)
где ;
R — определяется по формуле (46); r — радиус гибки, мм; остальные обозначения показаны на черт. 108.
Элементы для определения размеров разверток часто применяемых гнутых деталей приведены в табл. 49.
Таблица 49
Примечание:
- y, y1, y2 — величины, учитывающие изменение длины развертки при гибке под углом 90°. При толщине материала до 2,5 мм принимаются по табл. 50, а при толщине 3 и более мм при r
- х — коэффициент, принимается по табл. 48а.
Таблица 50
Таблица 50а
Пример. Определить длину развертки для детали, изображенной нa черт. 109.
Черт. 109
Согласно табл. 49 Lр=l+l1+ у,
где l и l1 —длины прямых участков гнутой детали;
у —находим по табл. 50а
При s=4 мм и r= 3,5 мм
у=1,22 мм
Lp =50+40+ 1,22=91,22 мм.
Если в рабочем чертеже детали заданы односторонние допуски, то для подсчета длины развертки эти допуски должны быть пересчитаны на двухсторонние, с сохранением заданного поля допуска. При этом должны быть также пересчитаны номинальные размеры детали (черт. 110).
Черт. 110
В табл. 51 и 52 приведены формулы для расчета длины развертки гнутых деталей при различных исходных данных на рабочем чертеже и различных формах сопряжения.
Таблица 51
Примечание: х — коэффициент, определяется по табл. 48.
Таблица 52
Размеры разверток гнутых деталей, рассчитанных по формуле (47), следует уточнить опытным путем в случаях:
- когда в одном штампе совмещены две или несколько гибочных операций (черт. 111 и 112,а).
- при гибке ушков, петель и т. п. (черт. 112,б);
- когда допуски на размеры гнутых деталей меньше допусков 5-го класса точности.
Необходимость уточнения размеров разверток вызывается смешением нейтральной линии в процессе гибки вследствие колебания механических свойств материала, различных условий трения на контактных поверхностях обрабатываемого материала и рабочих деталей штампа и т.п.
Черт. 111
Черт. 112
Соседние страницы
- Углы пружинения при гибке
- Конструктивные элементы рабочих деталей гибочных штампов
- Штампы для гибки сложных деталей (с замкнутым контуром)
- Расчет усилия гибки
- Штампы для разворота
Похожие записи:
Нет похожих записей.