Как измерить радиус гиба трубы?
- 1 Выполняем расчеты на прогиб трубы самостоятельно
- 2 Радиусы гиба, изгиба, загиба стальных, медных и латунных труб в зависимости от диаметра. Наименьший радиус, наименьшая необходимая длина свободного конца, длина изогнутого участка
- 3 Радиус гиба труб: размеры, материалы и особенности
- 4 Продукция — Техмашхолдинг — группа компаний, официальный сайт 4.1 К оглавлению
- 4.2 Гибы труб. Радиусы изгиба труб
В промышленном и частном строительстве распространены профильные трубы. Из них конструируют хозяйственные постройки, гаражи, теплицы, беседки. Конструкции бывают как классически прямоугольными, так и витиеватыми. Поэтому важно правильно сделать расчет трубы на изгиб.
Это позволит сохранить форму и обеспечить конструкции прочность, долговечность.
Свойства сгибаемого металла
Металл имеет свою точку сопротивления, как максимальную, так и минимальную.
Максимальная нагрузка на конструкцию приводит к деформациям, ненужным изгибам и даже изломам. При расчетах обращаем внимание на вид трубы, сечение, размеры, плотность, общие характеристики. Благодаря этим данным известно, как поведет себя материал под воздействием факторов окружающей среды.
Учитываем, что при давлении на поперечную часть трубы напряжение возникает даже в точках, удаленных от нейтральной оси. Зоной наиболее касательного напряжения будет та, которая располагается вблизи нейтральной оси.
Во время сгибания внутренние слои в согнутых углах сжимаются, уменьшаются в размерах, а наружные слои растягиваются, удлиняются, но средние слои сохраняют и после окончания процесса первоначальные размеры.
Трубы с изгибом широко применяются в повседневной жизни
Как сделать правильные расчеты
Расчет профильной трубы на прогиб – это определение степени максимального напряжения на конкретную точку трубы.
У каждого материала существуют показатели нормального напряжения. Они не влияют на само изделие. Чтобы правильно сделать расчеты, следует применить специальную формулу. Нужно следить за тем, чтобы показатели не превышали максимально допустимые значения. По закону Гука возникающая сила упругости прямо пропорциональна деформации.
При расчете изгиба необходимо также применять и формулу напряжения, которая выглядит как М/W, где М – показатель изгиба по оси, на которую и приходится усилие, а вот W – это показатель сопротивления изгиба по этой же оси.
Изгиб трубы должен быть правильным и точным
Технологический процесс изгиба
Гнутье создает в стенках металла определенную степень напряжения. На наружном участке получается растягивающее напряжение, а на внутреннем – сжимающее. Благодаря этим воздействиям изменяется наклон оси.
В процессе изгиба на согнутом месте меняется форма поперечного сечения. В результате кольцевой профиль приобретает овальную форму. Более четкая форма овала просматривается на середине прогиба, а вот к концу и к началу деформация понижается.
Для труб с сечением до 20 мм овальность в деформированном месте не должна превышать 15 %. Для труб с сечением 20 и больше – 12,5%.
Обратить внимание следует на то, что на вогнутом месте у тонкостенной продукции могут возникнуть складки. Они, в свою очередь, негативно сказываются на функционировании системы (снижают проходимость рабочей среды, повышают уровень гидравлического сопротивления, степень засорения).
Влияние формы конечного изделия
Успешное выполнение гибки связывается также с конечным углом гиба α и минимально допустимым радиусом гиба r. Предельно возможные значения отмеченных параметров зависят от:
- Вида гибки, которая может быть свободной (без опоры средней части заготовки на матрицу), либо с калибрующим ударом, всегда выполняемым в конце рабочего хода штамповочного оборудования;
- Материала заготовки и наличия/отсутствия предшествующей термической обработки, в частности, отжига (применяется для сталей, поставка которых производится в соответствии с требованиями ГОСТ 1050 и ГОСТ 27772);
- Размеров, допусков и конфигурации заготовки в ее поперечном сечении;
- Температуры деформирования.
При свободной гибке вдоль линии изгиба прутка поперечной деформации практически не происходит. Ввиду этого при окончании деформации металл получает возможность распружиниться, уменьшив тем самым требуемый угол гиба. Пружинные свойства металла численно выражаются коэффициентом пружинения, который всегда возрастает при увеличении содержания легирующих добавок и процентного содержания углерода. На практике пользуются экспериментальными зависимостями угла пружинения от соотношения r/R, где r — угол гиба, а R — радиус исходной заготовки. Для прутков, имеющих форму квадрата, вместо значения R в расчёт принимают так называемый эквивалентный радиус Rэ = 1,13√А, где А — сторона квадрата.
При определении фактического угла пружинения можно пользоваться следующей таблицей:
Для того, чтобы при гибке не происходило трещинообразования во внутренних углах заготовки, следует придерживаться определенных значений радиусов гибки rmin. Для сталей, деформирование которых происходит в состоянии поставки (т.е., без предварительного отжига проката), значения rmin принимают по следующей таблице:
Приведенные данные справедливы применительно к гибке арматурных стержней в холодном состоянии.
Радиус гиба труб: размеры, материалы и особенности
Труба является просто незаменимым изобретением человека. Без нее не обходится ни одна техника, строительство и комфортное проживание. Трубы несут в наш дом воду и газ, отводя при этом все ненужные стоки. На производстве они также являются неотъемлемыми элементами для полноценного функционирования. Но при применении труб не всегда обходятся простым прямым прокладыванием.
Они имеют изгибы и повороты. Все это делается для того, чтобы максимально комфортно расположить их для потребителя, и создать коммуникации со всеми удобствами. Для сгибания труб применяют специальные приспособления, и делать это можно даже вручную. Применяемый метод зависит от материала и диаметра. Рассмотрим, какой же бывает радиус гиба труб, и все особенности этого процесса.
Свободная гибка
Обеспечивает гибкость, но имеет некоторые ограничения по точности.
Основные черты:
- Траверса с помощью пуансона вдавливает лист на выбранную глубину по оси Y в канавку матрицы.
- Лист остается «в воздухе» и не соприкасается со стенками матрицы.
- Это означает, что угол гибки определяется положением оси Y, а не геометрией гибочного инструмента.
Точность настройки оси Y на современных прессах — 0,01 мм. Какой угол гибки соответствует определенному положению оси Y? Трудно сказать, потому что нужно найти правильное положение оси Y для каждого угла. Разница в положении оси Y может быть вызвана настройкой хода опускания траверсы, свойствами материала (толщина, предел прочности, деформационное упрочнение) или состоянием гибочного инструмента.
Для определения минимального радиуса изгиба важны различные факторы, например
Следовательно, существует риск разрушения заготовки. Каждый материал, который будет работать, также имеет свой собственный коэффициент пересчета. Медь должна быть согнута в 5 раз. В этом случае минимальный радиус равен соответствующей толщине листа. Поскольку растяжимость более твердых сталей ниже, чем у более мягких сталей, минимальный радиус изгиба материалов с высокой прочностью также больше, чем для менее прочных марок стали. Хотя пробный изгиб выполняется для определения действительно точного минимального радиуса изгиба.
Приведенная ниже таблица показывает отклонение угла гибки от 90° при различных отклонениях оси Y.
| а° /V mm | 1° | 1,5° | 2° | 2,5° | 3° | 3,5° | 4° | 4,5° | 5° |
| 4 | 0,022 | 0,033 | 0,044 | 0,055 | 0,066 | 0,077 | 0,088 | 0,099 | 0,11 |
| 6 | 0,033 | 0,049 | 0,065 | 0,081 | 0,097 | 0,113 | 0,129 | 0,145 | 0,161 |
| 8 | 0,044 | 0,066 | 0,088 | 0,110 | 0,132 | 0,154 | 0,176 | 0,198 | 0,220 |
| 10 | 0,055 | 0,082 | 0,110 | 0,137 | 0,165 | 0,192 | 0,220 | 0,247 | 0,275 |
| 12 | 0,066 | 0,099 | 0,132 | 0,165 | 0,198 | 0,231 | 0,264 | 0,297 | 0,330 |
| 16 | 0,088 | 0,132 | 0,176 | 0,220 | 0,264 | 0,308 | 0,352 | 0,396 | 0,440 |
| 20 | 0,111 | 0,166 | 0,222 | 0,277 | 0,333 | 0,388 | 0,444 | 0,499 | 0,555 |
| 25 | 0,138 | 0,207 | 0,276 | 0,345 | 0,414 | 0,483 | 0,552 | 0,621 | 0,690 |
| 30 | 0,166 | 0,249 | 0,332 | 0,415 | 0,498 | 0,581 | 0,664 | 0,747 | 0,830 |
| 45 | 0,250 | 0,375 | 0,500 | 0,625 | 0,750 | 0,875 | 1,000 | 1,125 | 1,250 |
| 55 | 0,305 | 0,457 | 0,610 | 0,762 | 0,915 | 1,067 | 1,220 | 1,372 | 1,525 |
| 80 | 0,444 | 0,666 | 0,888 | 1,110 | 1,332 | 1,554 | 1,776 | 1,998 | 2,220 |
| 100 | 0,555 | 0,832 | 1,110 | 1,387 | 1,665 | 1,942 | 2,220 | 2,497 | 2,775 |
Преимущества свободной гибки:
Эффект направления прокатки
Значения, полученные таким образом, хранятся в таблицах, которые должны быть доступны всем, кто участвует в этой операции. Другим важным фактором является направление прокатки или зерна. Растяжение материала во время прокатки создает микроструктуру волокнистого материала. Удлинение волокон всегда устанавливается в направлении прокатки. Если лист или пластина согнуты продольно в направлении прокатки, материал может разрываться. Поэтому минимальный радиус изгиба должен быть больше. Следовательно, изгиб по направлению прокатки является лучшим вариантом и обеспечивает меньший минимальный радиус изгиба.
- Высокая гибкость: без смены гибочных инструментов вы можете получить любой угол гибки, находящийся в промежутке между углом раскрытия V-образной матрицы (например, 86° или 28°) и 180°.
- Меньшие затраты на инструмент.
- По сравнению с калибровкой требуется меньшее усилие гибки.
- Можно «играть» усилием: большее раскрытие матрицы означает — меньшее усилие гибки. Если вы удваиваете ширину канавки, вам необходимо только половинное усилие. Это означает, что можно гнуть более толстый материал при большем раскрытии с тем же усилием.
- Меньшие инвестиции, так как нужен пресс с меньшим усилием.
Все это, однако, теоретически. На практике вы можете потратить деньги, сэкономленные на приобретении пресса с меньшим усилием, позволяющего использовать все преимущества воздушной гибки, на дополнительное оснащение, такое как, дополнительные оси заднего упора или манипуляторы.
Изгибные радиусы и радиус изгиба
На этих прессовых тормозах мы можем использовать радиальные матрицы для изгибания высокоточных внутренних радиусов. Эти материалы очень тяжелые, но имеют тенденцию к разрыву, если внутренние радиусы слишком малы. Благодаря нашим радиусам и штампам мы гарантируем, что материалы изгибаются оптимально в соответствии с их конкретными свойствами, не теряя при этом своей стабильности.
Прежде чем радиус может быть согнут в металлических листах или пластинах, должен быть известен минимальный радиус изгиба. Минимальные радиусы изгиба зависят от типа материала и толщины листа. Предопределенные радиусы необходимы для многих применений. Независимо от того, требуются ли они для визуальных или дизайнерских целей. С нашими инструментами радиуса мы можем производить внутренние радиусы с точностью 5 мм. Мы достигаем больших радиусов за счет многократного изгиба или изгиба сегмента.
Недостатки воздушной гибки:
- Менее точные углы гибки для тонкого материала.
- Различия в качестве материала влияют на точность повторения.
- Не применима для специфических гибочных операций.
Совет:
- Воздушную гибку желательно применять для листов толщиной свыше 1,25 мм; для толщины листа 1 мм и менее рекомендуется использовать калибровку.
- Наименьший внутренний радиус гибки должен быть больше толщины листа. Если внутренний радиус должен быть равен толщине листа -рекомендуется использовать метод калибровки. Внутренний радиус меньше толщины листа допустим только на мягком легко деформируемым материале, например меди.
- Большой радиус может быть получен воздушной гибкой путем использования пошагового перемещения заднего упора. Если большой радиус должен быть высокого качества, рекомендуется только метод калибровки специальным инструментом.
Какое усилие?
По причине различных свойств материала и последствий пластической деформации в зоне гибки, определить требуемое усилие можно только примерно. Предлагаем вам 3 практических способа:
Если заготовка должна быть согнута под определенным углом, она должна быть согнута за этот угол, потому что заготовка слегка отступает после изгиба. Это становится критически важным, если металлический лист должен быть согнут с его минимальным радиусом изгиба, так как пружинная спинка означает, что радиус изгиба должен быть меньше минимального радиуса изгиба. По этой причине фактический минимальный радиус изгиба всегда должен быть больше теоретического возможного радиуса.
Радиус изгиба — это радиус, измеренный после процесса изгиба на внутренней стороне изгибающей части. Прочность материала уменьшается в результате изгиба. Чем больше радиус изгиба, тем меньше риск перелома и чем ниже уменьшение прочности, тем меньше радиус изгиба, тем ниже толщина материала в точке изгиба заготовки. Минимальный радиус изгиба — наименьший возможный радиус изгиба материала без разрушения заготовки.
Таблица
В каждом каталоге и на каждом прессе вы можете найти таблицу, показывающую требуемое усилие (Р) в кН на 1000 мм длины гиба (L) в зависимости от:
- толщины листа (S) в мм
- предела прочности (Rm) в Н/мм2
- V — ширины раскрытия матрицы (V) в мм
- внутреннего радиуса согнутого листа (Ri) в мм
- минимальной высоты отогнутой полки (B) в мм
Во время процесса изгиба наружное волокно, то есть внешняя сторона краевой части, растягивается. Внутреннее волокно, внутренняя сторона краевой части, сжимается. Между наружным и внутренним волокнами находится нейтральное волокно, которое на изображении обозначено зеленым.
Чтобы предотвратить снижение качества из-за растяжения и сжатия, необходимо соблюдать минимальные требования к изгибу. Если это значение превышено, на внешней стороне образуются трещины, обжимки внутри и изменения поперечного сечения в зоне изгиба. Таким образом, существует риск того, что заготовка сломается.
Пример подобной таблицы Необходимое усилие для гибки 1 метра листа в тоннах. Предел прочности 42-45 кг/мм2. Рекомендуемое соотношение параметров и усилия
Формула
«Правило 8»
При гибке низкоуглеродистой стали ширина раскрытия матрицы должна в 8 раз превосходить толщину листа (V=8*S), тогда Р=8хS, где Р выражается в тоннах (например: для толщины 2 мм раскрытие матрицы \/=2х8=16 мм означает, что вам необходимо 16 тонн/м)
Усилие и длина гиба
Длина гиба пропорциональна усилию, т.е. усилие достигает 100% только при длине гиба 100%. Например:
Cовет:
Если материал ржавый или не смазан, следует добавлять 10-15% к усилию гиба.
Толщина листа (S)
DIN допускает значительное отклонение от номинальной толщины листа (например, для толщины листа 5 мм норма колеблется между 4,7 и 6,5 мм). Следовательно, вам нужно рассчитывать усилие только для реальной толщины, которую вы измерили, или для максимального нормативного значения.
Предел прочности на растяжение (Rm)
Здесь также допуски являются значительными и могут оказывать серьезное влияние при расчете требуемого усилия гиба. Например: St 37-2: 340-510 Н/мм2 St 52-3: 510-680 Н/мм2
Совет:
Не экономьте на усилии гиба! Предел прочности на растяжение пропорционален усилию гиба и не может быть подогнан, когда вам это нужно! Реальные значения толщины и предела прочности являются важным факторами при выборе нужного станка с нужным номинальным усилием.
V — раскрытие матрицы
По эмпирическому правилу, раскрытие V-образной матрицы должно восьмикратно превосходить толщину листа S до S=6 мм: V=8xS Для большей толщины листа необходимо: V=10xS или V=12xS
Раскрытие V-образной матрицы обратно пропорционально требуемому усилию: большее раскрытие означает меньшее усилие гиба, но больший внутренний радиус; меньшее раскрытие означает большее усилие, но меньший внутренний радиус.
Внутренний радиус гиба (Ri)
При применении метода воздушной гибки большая часть материала подвергается упругой деформации. После гибки материал возвращается в свое первоначальное состояние без остаточной деформации («обратное пружинение»). В узкой области вокруг точки приложения усилия материал подвергается пластической деформации и навсегда остается в таком состоянии после гибки. Материал становится тем прочнее, чем больше пластическая деформация. Мы называем это «деформационным упрочнением».
Внутренний радиус гиба (Ri) При применении метода воздушной гибки большая часть материала подвергается упругой деформации. После гибки материал возвращается в свое первоначальное состояние без остаточной деформации («обратное пружинение»).
Так называемый «естественный внутренний радиус гибки» зависит от толщины листа и раскрытия матрицы. Он всегда больше чем толщина листа и не зависит от радиуса пуансона.
Чтобы определить естественный внутренний радиус, мы можем использовать следующую формулу: Ri = 5 x V /32 В случае V=8хS, мы можем сказать Ri=Sх1,25
Мягкий и легкодеформируемый металл допускает меньший внутренний радиус. Если радиус слишком маленький, материал может быть смят на внутренней стороне и растрескаться на внешней стороне гиба.
Совет:
Если вам нужен маленький внутренний радиус, гните на медленной скорости и поперек волокон.
Минимальная полка (В):
Во избежание проваливания полки в канавку матрицы, необходимо соблюдать следующую минимальную ширину полки:
Упругая деформация
Часть упруго деформированного материала «спружинит» обратно после того, как усилие гиба будет снято. На сколько градусов? Это уместный вопрос, потому что важен только реально полученный угол гиба, а не рассчитанный теоретически. Большинство материалов имеют достаточно постоянную упругую деформацию. Это означает, что материал той же толщины и с тем же пределом прочности спружинит на одинаковую величину при одинаковом угле гибки.
Упругая деформация зависит от:
- угла гибки: чем меньше угол гибки, тем больше упругая деформация;
- толщины материала: чем толще материал, тем меньше упругая деформация;
- предела прочности на растяжение: чем выше предел прочности, тем, больше упругая деформация;
- направления волокон: упругая деформация различна при гибке вдоль или поперек волокон.
Продемонстрируем сказанное выше для предела прочности, измеряемой при условии V=8хS:
Все производители гибочного инструмента учитывают упругую деформацию, когда предлагают инструмент для свободной гибки (например угол раскрытия 85° или 86 ° для свободных гибов от 90° до 180°).
51г. Минимальный радиус гибаR угловой неравнополочной стали меньшей полкой внутрь, мм
Материал — сталь Ст3
| Толщина полки, мм | Номер профиля | |||||||
| 3,2/2 | 4,5/2,8 | 5/3,2 | 6,3/4 | 7.5/5 | 8/5 | 9/5,6 | 10/6,3 | |
| 4 | 120 | 170 | 195 | — | — | — | — | — |
| 5 | — | — | — | — | 300 | — | — | — |
| 5,5 | — | — | — | — | — | — | 340 | — |
| 6 | — | — | — | 240 | 300 | 300 | — | 380 |
| 7 | — | — | — | — | — | — | — | 380 |
| 8 | — | — | — | 240 | — | — | 340 | 380 |
| 10 | — | — | — | — | — | — | — | 380 |
51а. Минимальные радиусы гибаR угловой равнополочной стали, мм
Материал — сталь Ст3
В числителе приведены значения радиуса гибаRугловой стали полкой наружу, в знаменателе — полкой внутрь.
| Толщина пачки, мм | Номер профиля | |||||||||||||
| 2 | 2,5 | 3,2 | 3,6 | 4 | 4,5 | 5 | 5,6 | 6,3 | 7 | 7,5 | 8 | 9 | 10 | |
| 3 | 100/120 | 125/150 | — | — | — | — | — | — | — | — | — | — | — | — |
| 4 | — | 125/150 | 160/200 | 180/220 | 200/240 | 221/270 | 250/300 | 280/340 | 315/380 | — | — | — | — | — |
| 4,5 | — | — | — | — | — | — | — | — | — | 350/420 | — | — | — | — |
| 5 | — | — | — | — | — | — | 250/300 | 280/340 | 315/380 | 350/420 | 375/450 | — | ||
| 5,5 | — | — | — | — | — | — | — | — | — | — | — | 400/480 | — | — |
| 6 | — | — | — | — | — | — | — | — | 315/380 | 350/420 | 211/450 | 400/480 | 450/540 | — |
| 6,5 | — | — | — | — | — | — | — | — | — | — | — | — | 500/600 | |
| 7 | — | — | — | — | — | — | — | — | — | 420/350 | 450/375 | 480/400 | 540/450 | — |
| 8 | — | — | — | — | — | — | — | — | — | 480/400 | 540/450 | 600/500 | ||
| 9 | — | — | — | — | — | — | — | — | — | — | 450/375 | — | — | — |
| 10 | — | — | — | — | — | — | — | — | — | — | — | — | — | 600/500 |
| 12 | — | — | — | — | — | — | — | — | — | — | — | — | — | 600/500 |
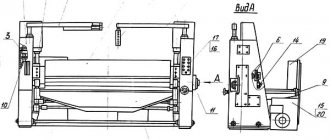
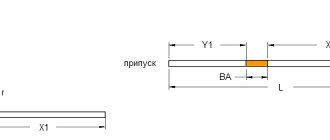
Расчет радиуса гибки трубы с помощью линейки
Для проведения расчетов необходимо взять две жесткие линейки длиною 30 и 50 см. Первоначально измеряется радиус гиба уже изогнутой трубы, который нужно повторить на заготовке. Линейку нужно приложить к исходной трубе и замерить расстояние между линейкой и серединой трубы (рис. 1).
Рис. 1 Измерение ширины в исходной трубе.
Рис. 2. Радиус гибки трубы.
Используя полученные данные замеров линеек, необходимо подобрать подходящие параметры радиуса и диаметра дуги из таблиц 1 и 2.
- А – интервал (ширина) трубы, мм
- D – диаметр дуги, мм
- R — радиус гибки, мм
Таблица 1. Использование линейки 30 см
| Интервал | 5 | 7,5 | 10 | 12,5 | 15 | 17,5 | 20 | 25 |
| Диаметр | 4505 | 3008 | 2260 | 1813 | 1515 | 1303 | 1145 | 925 |
| Радиус | 2253 | 1504 | 1130 | 907 | 758 | 652 | 573 | 463 |
| Интервал | 30 | 40 | 50 | 60 | 70 | 90 | 100 |
| Диаметр | 780 | 603 | 500 | 435 | 391 | 340 | 325 |
| Радиус | 390 | 302 | 250 | 218 | 196 | 170 | 163 |
Таблица 2. Использование линейки 50 см
| Интервал | 5 | 7,5 | 10 | 12,5 | 15 | 17,5 | 20 | 25 | 30 | 40 | 50 |
| Диаметр | 12500 | 8341 | 6260 | 5013 | 4182 | 3589 | 3145 | 2525 | 2113 | 1603 | 1300 |
| Радиус | 6250 | 4172 | 3130 | 2507 | 2091 | 1795 | 1573 | 1263 | 1057 | 802 | 650 |
| Интервал | 60 | 70 | 80 | 90 | 100 | 110 | 130 | 160 | 200 |
| Диаметр | 1102 | 963 | 861 | 785 | 725 | 678 | 611 | 550 | 513 |
| радиус | 551 | 482 | 432 | 393 | 363 | 339 | 306 | 275 | 257 |
Востребованность технологии «гибка металла по радиусу»
Методом гибки металла под углами и разными радиусами получают:
- элементы навесных фасадов;
- металлическую мебель;
- карнизы;
- детали интерьера;
- рекламные штендеры и др.
Рисунок 2 — Радиусная гибка швеллера
С необходимостью радиусной гибки металла часто сталкиваются в быту, при строительстве и ремонте. Например, когда требуется согнуть профильную трубу под определенным углом без лишних деформаций и изломов. Сделать это самостоятельно вряд ли получится. Качественно выполнить работу можно только с помощью профессионального станка. Задача машин — совершение пластической деформации без порчи металла. Технология позволяет учитывать характеристики заготовки и производить продукцию с разными техническими данными.
Значение коэффициента К
| Минимальный радиус гибаR, мм | Толщина проката S, мм | ||||||||||
| 0,5 | 1 | 1,5 | 2 | 2,5 | 3 | 4 | 5 | 6 | 8 | 10 | |
| 1 | 0,375 | 0,350 | — | — | — | — | — | — | — | — | — |
| 2 | 0,415 | 0,375 | 0,357 | 0.350 | — | — | — | — | — | — | — |
| 3 | 0,439 | 0,398 | 0,375 | 0,362 | 0,355 | 0,350 | — | — | — | — | — |
| 4 | 0,459 | 0,415 | 0,391 | 0,374 | 0,365 | 0,360 | 0,358 | — | — | — | — |
| 5 | 0,471 | 0,428 | 0,404 | 0,386 | 0,375 | 0,367 | 0,357 | 0,350 | — | — | — |
| 6 | 0,480 | 0,440 | 0,415 | 0,398 | 0,385 | 0,375 | 0,363 | 0,355 | 0,350 | — | — |
| 8 | — | 0,459 | 0,433 | 0,415 | 0,403 | 0,391 | 0,375 | 0,365 | 0,358 | 0,350 | — |
| 10 | 0,500 | 0,470 | 0,447 | 0,429 | 0,416 | 0,405 | 0,387 | 0,375 | 0,366 | 0,356 | 0,350 |
| 12 | — | 0,480 | 0,459 | 0,440 | 0,427 | 0,416 | 0,399 | 0,385 | 0,375 | 0,362 | 0,355 |
| 16 | 0,500 | — | 0,473 | 0,459 | 0,444 | 0,433 | 0,416 | 0,403 | 0,392 | 0,375 | 0,365 |
| 20 | — | 0,500 | — | 0,470 | 0,459 | 0,447 | 0,430 | 0,415 | 0,405 | 0,388 | 0,375 |
| 25 | — | — | 0,500 | — | 0,470 | 0,460 | 0,443 | 0,430 | 0,417 | 0,402 | 0,387 |
| 28 | — | — | — | 0,500 | 0,476 | 0,466 | 0,450 | 0,436 | 0,425 | 0,408 | 0,395 |
| 30 | — | — | — | — | 0,480 | 0,470 | 0,455 | 0,440 | 0,430 | 0,412 | 0,400 |
Минимальный радиус гиба металлов круглого и квадратного сечений, мм
| Диаметр круга d или сторона квадрата а | Ст3 | Ст5 | Сталь 20 | Сталь 45 | Сталь12Х18Н10Т | Л63 | M1, М2 | |||
| R1 | R2 | R1 | R1 | R2 | R1 | R2 | R1 | |||
| 5 | — | — | — | — | — | — | — | — | 2 | — |
| 6 | — | — | — | 2 | — | — | — | — | 2 | 2 |
| 8 | 3 | — | — | 3 | — | 5 | — | 7 | 2 | 2 |
| 10 | 8 | 10 | — | 8 | 10 | 10 | — | 8 | 6 | 6 |
| 12 | 10 | 12 | 13 | 10 | 12 | 13 | — | 10 | 6 | 6 |
| 14 | 10 | 14 | 14 | 10 | 14 | 16 | — | 11 | — | — |
| 16 | 13 | 16 | 16 | 13 | 16 | 16 | 16 | 13 | 10 | 10 |
| 18 | 16 | — | 18 | — | — | 18 | 14 | — | 10 | |
| 20 | 16 | 20 | 20 | 16 | 20 | 20 | 20 | 16 | 13 | 13 |
| 22 | 18 | — | 22 | 18 | — | 22 | 18 | — | 13 | |
| 25 | 20 | 25 | 25 | — | 25 | 25 | 25 | 20 | 16 | 16 |
| 28 | — | — | — | 22 | — | 30 | 22 | — | 16 | |
| 30 | 25 | 30 | 30 | 25 | 30 | 30 | 30 | 24 | 18 | 18 |
51д. Минимальный радиус гибаR угловой неравнополочной стали большей полкой внутрь, мм
Материал — сталь Ст3
| Толщина полки, мм | Номер профиля | |||||||
| 3,2/2 | 4,5/2,8 | 5/3,2 | 6,3/4 | 7,5/5 | 8/5 | 9/5,6 | 10/6,3 | |
| 4 | 195 | 270 | 300 | — | — | — | — | — |
| 5 | — | — | — | — | 450 | — | — | — |
| 5,5 | — | — | — | — | — | — | 545 | — |
| 6 | — | — | — | 380 | 450 | 480 | — | 600 |
| 7 | — | — | — | — | — | — | — | 600 |
| 8 | — | — | — | 380 | — | — | 545 | 600 |
| 10 | — | — | — | — | — | — | — | 600 |
51е. Минимальный радиус гиба двутавровой балки, мм
(материал — сталь ВСт3)
| Номер профиля | 10 | 12 | 14 | 16 | 18 | 20 |
| Минимальный радиус гибаR, мм | 250 | 300 | 350 | 400 | 450 | 500 |
51в. Минимальный радиус гибаR угловой неравнополочной стали большой полкой наружу, мм
Материал — сталь Ст3
| Толщина полки, мм | Номер профиля | |||||||
| 3,2/2 | 4,5/2,8 | 5/3,2 | 6,3/4 | 7,5/5 | 8/5 | 9/5,6 | 10/6,3 | |
| 4 | 160 | 225 | 250 | — | — | — | — | — |
| 5 | — | — | — | — | 375 | — | — | — |
| 5,5 | — | — | — | — | — | — | 450 | — |
| 6 | — | — | — | 315 | 375 | 400 | — | 500 |
| 7 | — | — | — | — | — | — | — | 500 |
| 8 | — | — | — | 315 | — | — | 450 | 500 |
| 10 | — | — | — | — | — | — | — | 500 |