Основные принципы гибки металла
Когда мастеру нужно получить изделие с углами определённой формы, он может разрезать металлический лист, а затем сварочным аппаратом соединить отдельные детали под нужным углом. Однако нагревание материала до высоких температур изменяет его структуру, что может негативно сказаться на свойствах металла.
Чтобы не нарушать целостность заготовки, не изменять структуру материала, можно провести сгибание металлических листов. Принцип гибки заключается в том, что наружные слои металла растягиваются, а внутренние сжимаются. Листы предварительно не разогреваются. Оборудование работает по принципу системы рычагов, на которые передаёт усилие мастер или привод. Максимальный угол изгиба определяется зависимо от толщины заготовки, вида материала, его характеристик.
При изгибании листов по радиусу или под острыми углами, необходимо предварительно проверять точность выставления деталей. Если произошёл перекос, а изделие было согнуто, могут образоваться микротрещины, которые приведут к разрушению целостности заготовки при эксплуатации.
ТЕХНОЛОГИЯ ГИБКИ МЕТАЛЛА
Процесс гибки листового металла проходит в три этапа:
- Упругое натяжение.
- Нейтральное состояние.
- Пластичное натяжение.
Ровные прямые заготовки чаще всего подвергают холодной обработке, с отсутствием нагрева. С применением нагрева разрабатывают детали, имеющие толщину от 12 до 16 мм и высокоуглеродистые стали, монопластичные металлы и титан. Необходимо учесть, что для ограниченно пластичных металлов и сплавов, крайне важно принимать в расчет расположение внутренних волокон. В случае совпадения направления волокна металла с направлением перемещения оси заготовки, подлежащей сгибу, повреждение в процессе изготовления маловероятно.
В связи с вышеуказанным, для недопущения выбраковки изделий, принято учитывать следующие аспекты:
- Направление волокон материала, подлежащего обработке;
- Допустимый уровень деформирования, в зависимости от толщины заготовки;
- Показатели текучести металла;
- Допустимые расхождения с формой заданного конечного изделия.
При верном расчете всех параметров наличие брака сводится к минимуму.
Типы гибки
Существует два основных способа сгибания металлических листов:
- Продольная — до изгиба материал не разогревается. Из-за этого невозможно сгибать заготовки большой толщины.
- Поперечная — включает три технологические операции — изгиб, осаживание, вытяжка. Предварительно деталь нагревается. Кромки сгибаются без разогревания.
Радиусная гибка металла осуществляется с помощью ручного или промышленного оборудования. Зависимо от того, какую форму готового изделия нужно получить, изменяется конструкция станков.
Листогибочный пресс (Фото: Instagram / stankoprom)
ВИДЫ ГИБКИ ЛИСТОВОГО МЕТАЛЛА
Принято различать два варианта гибки листового металла:
Ручная гибка металла
Данный вид гибки металла при помощи молотка (киянки) и фиксирующих тисков, когда речь идет о листовом металле. Такой способ в основном актуален для домашних условий, или ограниченных производств с незначительными объемами производимых изделий.
Механическая гибка металла
Применяется в условиях производства на высокотехнологичном оборудовании. Для работ с металлом используют станки, листогибочные прессы и вальцовочное оборудование.
Гибку металла принято классифицировать на четыре типа:
- Угловая, или V-образная;
- Угловая, или П-образная;
- Многоугловая;
- Радиусная.
Разновидности и конструкция гибочных станков
Изделия из листового металла обрабатываются с помощью разных видов оборудования для гибки. Разновидности листогибов:
- Ручные механизмы. Представляют собой станки, которые работают по системе рычагов. Для сгибания заготовок мастеру нужно прилагать усилия через специальные ручки, поднимающими прижимную пластину.
- Оборудование с гидравлическими, пневматическими приводами, электродвигателями. Это промышленные станки, которые позволяют сократить усилие со стороны рабочего при проведении гибки.
- Вертикальные листогибочные прессы. Заготовка располагается на рабочем столе. Сверху на неё начинает давить рабочая часть пресса. Она приводится в движение пневматической или гидравлической системой.
- Трубогибы с разными системами управления. Могут быть ручными, оборудованными приводами, облегчающими рабочий процесс.
- Угловые трубогибы.
- Дорновые трубогибы.
Сложности применения станков напрямую зависят от системы управления. Ручные модели требуют точной проверки размещения заготовки, передачи усилий на рычаги, чтобы согнуть заготовку. Если на оборудовании установлена система ЧПУ, рабочий процесс становится более эффективным, точным, быстрым. Однако работать на станках, оборудованных ЧПУ сложнее чем на простых моделях. Нужно знать, как выставлять настройки, задавать алгоритмы, снимать ошибки.
Как заказать у нас красивую радиусную гибку металла?
① Выбирайте любой базовый профиль на нашем сайте или нарисуйте свой эскиз.
② Определитесь с цветом по RAL или RR >>
③ Напишите заявку на e-mail: [email protected] или позвоните по телефону
④ Договоритесь с менеджером о форме оплаты и сроках изготовления
⑤ Заказ можно забрать в одном из наших офисах или заказать доставку на ваш объект
Р. S. Можно вызвать нашего специалиста для замера и последующего монтажа
В вы можете заказать радиусную гибку листового металла любой сложности.
Наши специалисты выполнят все работы с высоким качеством и в полном соответствии со стандартами качества.
Заказать услугу гибки металла можно у нас! Просто наберите наш телефон или пишите
Создание станка для сгибания листового металла
Для бездефектной гибки можно использовать самодельные механизмы. Их можно изготовить своими руками, не обладая дополнительными навыками. Для этого нужно создать чертеж, подготовить материалы, инструменты:
- швеллера, металлические уголки;
- прижимную пластину;
- дверные петли;
- деревянный брусок;
- металлические прутья.
Из инструментов нужен сварочный аппарат, дрель со сверлами по металлу, болгарка, шлифовальная машинка.
Этапы изготовления станка:
- Изначально нужно подготовить материалы, нарезать швеллера, уголки, прутья по размеру болгаркой.
- Собрать раму с устойчивыми ножками. Соединить отдельные части сварочным аппаратом. Швы зачистить шлифовальной машинкой покрыть антикоррозийным составом.
- Соединить два уголка дверными петлями, чтобы получилась подвижная конструкция.
- Наварить на один из уголков металлические прутья, которые будут выполнять роль ручек.
- Закрепить подвижную конструкцию на раму так, чтобы можно было работать с заготовками.
Некоторые мастера изготавливают механизмы без основания, которые закрепляются на готовом верстаке.
Швеллера (Фото: Instagram / stockwood.ru_moscow)
В наличии следующие цвета:
| RAL 1014 | RAL 5005 | RAL 7024 |
| RAL 1015 | RAL 6002 | RAL 8017 |
| RAL 3005 | RAL 6005 | RAL 9003 |
| RAL 3009 | RAL 7004 | RAL 9004 |
| RAL 3011 | RAL 7005 | RAL 9006 |
| RR 32 | RR 11 | RR 29 |
Другие цвета и покрытия — под заказ
Если вы выбираете цвет из складских позиций, то планки (доборные элементы и отливы) можно забрать на следующий день. Заборные колпаки и дымники делаем в течение 5 рабочих дней. Если цвет заказной, то срок изготовления индивидуальный, но в любом случае увеличивается на 1-3 недели за счёт доставки материалов.
Возможна порошковая покраска в любой цвет RAL в том числе с дополнительными эффектами.
Гибка листового металла позволяет создавать сложные бесшовные металлоконструкции с высокой точностью форм и размеров. Отсутствие сварных и других соединений на поверхности конструкции обеспечивает не только ее эстетичность, но и дополнительную защиту от коррозии, негативного воздействия среды.
С помощью радиусной гибки можно изготовить изогнутые козырьки, флюгарки, отливы и решетки вентиляции.
Процессы при гибке металла:
- металл утончается, и деформируется его поперечное сечение;
- нейтральный слой смещается в сторону меньшего радиуса.
Собственноручная гибка
Чтобы знать, как работать с металлическими листами, изготавливать изделия требуемой формы, нужно учитывать радиусы гибки листового металла. Максимальные и минимальные радиусы можно посмотреть по специальным таблицам, которые можно найти в интернете. Этапы проведения технологического процесса:
- Проверяется целостность листа.
- Рассчитывается соотношение толщины заготовки, усилий, передаваемых через оборудование на неё, прочности металла.
- Изготавливается чертёж будущего изделия.
- Выставляется угол на оборудовании.
После запуска производится изгиб. Важно перепроверить точность выставления детали, чтобы не случилось перекоса.
Радиусная гибка — отдельный технологический процесс, с помощью которого обрабатываются металлические листы. Он позволяет деформировать металл, не изменяя его структуры. Мастеру нужно рассчитывать углы, принимая во внимание вид металла, сплавов, толщину листа. Неправильные расчёты приведут к образованию микротрещин, которые повлияют на целостность детали.
Преимущества метода
Данный способ является хорошей альтернативой другим способами обработки, например резке, сварке или клепке. Этот метод, в сравнении с прочими, обладает несколькими преимуществами. Это:
- Экономичность, отсутствие отходов при выполнении обработки.
- Сохранение механической прочности заготовки, отсутствие сварных швов.
- Антикоррозионная стойкость готового изделия. В месте, где выполнен загиб, не изменяется структура материала.
- Привлекательный внешний вид готового изделия.
Радиусная гибка листового металла бывает нескольких видов. Способ обработки подбирают в зависимости от типа исходной заготовки.
Сгибание уголка по радиусу
Гибка металлического уголка по радиусу достаточно сложная технологическая операция, так как любое сгибание — это одновременное сжимание внутреннего и растягивание внешнего слоя металла, а, в случае с профилем в виде уголка, такие процессы никак не могут протекать равномерно, что будет сопровождаться попыткой продольного смещения одного из этих слоев.
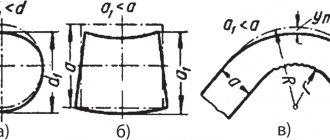
Непосредственно для металлического уголка применяют два основных способа сгибания в плоскости профиля — это когда одна из полок лежит в вертикальной плоскости, а другая в горизонтальной и ее сгибание будет:
- вовнутрь радиуса кривизны деформации, при этом она будет сильно сжиматься ,
- наружу радиуса кривизны деформации, соответственно, она будет растягиваться .
Холодное сгибание металлического уголка методом вальцовки на специальном профилегибочном оборудовании позволяет согнуть как стальной уголок, так и профиль из алюминия, получая при этом изделия практически любого радиуса с идеальной формой.
Как согнуть уголок по радиусу своими руками можно посмотреть на этом видео.
Стоит иметь в виду, что как для горячего, так и холодного способа сгибания существуют предельные величины радиусов, которые напрямую зависят от размера полок уголка и его толщины. Так, можно упрощенно рассчитать радиус, на который допустимо загибать уголок, согласно следующим значениям:
- допустимый радиус для равнополочного уголка должен составлять минимальные 45 размеров ширины полки;
- для неравнобокового профиля допустимый радиус не может быть меньше 45 размеров ширины полки для большей полки и 50 — для меньшей.
Но лучше и проще руководствоваться значениями, которые приведены в таблицах.
Таблицы минимально допустимых радиусов сгибания стальных уголков в зависимости от типа, размеров и отношения величин полок