Твердосплавные сверла по металлическим изделиям применяют для эффективного и производительного засверливания, рассверливания и сверления отверстий в сталях легированных и жаропрочных, чугуне ковком, отбеленном и сером, цветных металлах и сплавах, а также в материалах неметаллического происхождения повышенной прочности (мрамор, камень, кирпич, полимеры т. д.). Так сверла назвали из-за применяемого материала для режущей части: изготавливается из специальных твердых сплавов, характеризующихся высокими показателями твердости, жаростойкости и износостойкости. Выпускается расходный материал производителями разных стран диаметром от 0,1 до 150 мм для решения разноплановых задач. Используется и для выполнения следующих технологических операций: снятия фасок и растачивания ранее выполненных отверстий.
Особенности конструкции инструмента
Сверла с твердосплавными пластинами характеризуются рядом конструктивных особенностей. Перечислим наиболее важные.
- Уменьшенная на 20–35% рабочая длина сверла объясняется тем, что его переточка выполняется только по твердосплавной пластине. Длина сверл данного типа, если они используются в комплекте с кондуктором, может быть такой же, как и у быстрорежущего инструмента.
- Увеличение диаметра сердцевины сверла по направлению к хвостовику выполняется в пределах 1,4–1,8 мм на каждые 100 мм длины, как и у сверлильных инструментов других категорий.
- Величина угла наклона винтовой канавки инструмента зависит от того, какой глубины отверстие необходимо сделать.
- На поперечной кромке сверла необходимо выполнять подточку с размерами 1,8–3,5 мм, которая позволяет снизить осевые усилия и уменьшить нагрузку на тело инструмента.
- Конусный хвостовик, при помощи которого сверло фиксируется в шпинделе станка, должен быть точно подогнан под посадочную часть, что увеличит жесткость крепления сверла и минимизирует риск возникновения вибрационных нагрузок, могущих стать причиной выкрашивания твердосплавной пластины и даже ее поломки.
- Чтобы повысить надежность использования твердосплавных сверл по металлу, в их внутренней части часто выполняют отверстие для подачи смазывающе-охлаждающей жидкости. Это позволяет уменьшить температуру резания, уменьшить интенсивность износа инструмента, а также облегчить процесс отвода стружки из зоны обработки.
Устройство сверла со съемными пластинами
Чтобы придать рабочей части сверла требуемую твердость (56–62 единицы по шкале HRC), инструмент подвергают термической обработке, которую, как правило, выполняют одновременно с напайкой твердосплавных пластин.
Высокую производительность обработки, а также устойчивость сверл данной категории обеспечивает целый ряд параметров. Сюда относятся форма твердосплавной пластины, геометрические параметры ее передней поверхности, а также материал, из которого такая пластина выполнена. В настоящее время наибольшее распространение получили инструменты с твердосплавными пластинами правильной трех- и четырехгранной конфигурации, которые позволяют выполнять сверление отверстий с практически плоским дном.
Сверла с такими пластинами, режущая часть которых выполнена в форме волны, позволяет выполнять обработку по технологии пошагового врезания. Использование последней не только обеспечивает стабилизацию положения инструмента в момент его врезания в обрабатываемый материал, но и минимизирует риск его увода в процессе выполнения дальнейшей обработки. Кроме того, сверло с волнообразной режущей кромкой позволяет значительно снизить силы резания, формирующиеся в процессе сверления.
Сверла с механическим креплением сменных многогранных пластин (сверла с МНП)
Конструкция сверл, оснащенных съемными твердосплавными пластинами, позволяет выполнять с их помощью не только сверление, но и такие технологические операции, как растачивание заранее выполненных отверстий, обработка фасок. В таких случаях задействуется периферийная твердосплавная пластина, закрепленная на инструменте.
Сверла с твердыми пластинами, которые закреплены на инструменте механическим способом, эффективно используются для обработки наклонных и вогнутых поверхностей, при этом обработка таким инструментом может выполняться без предварительного засверливания отверстий. Чтобы успешно справиться с такой технологической задачей, величину подачи, с которой инструмент врезается в обрабатываемый материал, необходимо уменьшить на 50–70%.
Заточка
Для придания необходимой твердости сверлу в его рабочей части (ее измерение осуществляется в соответствии со шкалой HRC) его обрабатывают термически, в основном этот процесс совпадает с припаиванием самих пластинок. Если пластины профилированы, то результат высверливания будет значительно более качественным. Съемные пластины на спиральных или монолитных сверлах подойдут не только для того, чтобы высверливать отверстия, но и для растачивания уже готовых углублений и отверстий.
Если сверло оснащено пластинками волновой формы, им можно работать в более тонкой технике – пошаговой врезки. Такая технология стабилизирует положение дрели или перфоратора в начальной стадии врезки, а также делает минимальным риск того, что инструмент «поведет» в процессе работы.
О том, как точить твердосплавные сверла, показано в следующем видео.
Как выбрать?
При выборе твердосплавных насадок нужно учитывать два основных фактора: какую поверхность вы планируете обрабатывать, и какой глубины и диаметра должно иметь отверстие. Это позволит сразу сузить выбор до небольшой группы сверл
Далее нужно обратить внимание на то, из какого материала изготовлены режущие кромки, насколько прочен твердый сплав
Не менее важна репутация фирмы-производителя изделия и его качество, ведь, как правило, цена на такие буравчики довольно высока. Поэтому следует внимательно изучить свойства изделия, прежде чем платить за него. Разумеется, чем более известной является марка-производитель сверла, тем выше цена на него, но и качество таких изделий довольно высоко.
Нужно ли платить за инструменты, чей изготовитель неизвестен, а качество вызывает множество сомнений? Каждый покупатель сам отвечает себе на этот вопрос.
Какие факторы следует учитывать при выборе средств?
В рамках доступных для сверления приспособлений можно выделить несколько наиболее распространенных типов:
- цилиндрические;
- концевые;
- шпоночные.
Принять правильное решение в пользу подходящего типа можно лишь при условии, если покупатель имеет представления о том, для чего он планирует использовать это устройство. Помимо глубины сверления необходимо знать о материале, который придется обрабатывать.
На этапе выбора твердосплавных сверл для металла наибольшего внимания заслуживают следующие параметры:
- прочность;
- качество исполнения;
- марка и страна-производитель;
- применяемый для изготовления материал;
- стоимость;
- надежность.
Наилучшим решением будет, если покупатель остановит выбор на сверлах проверенных производителей. Действуя подобным образом, можно гарантировать, что во время сверления не возникнет вынужденных перерывов, а также будет исключено низкое качество готовых изделий.
Конструкция сверл с победитовыми пластинами
Сверла, выпускаемые с победитовым наконечником, изначально имеют требуемые углы резания, поэтому затачивать их дополнительно нет необходимости. Режущая часть сверла с победитовыми напайками сформирована из двух «плечиков», приблизительно одинаковых по своей ширине. Точка, в которой такие «плечики» пересекаются, будет совпадать с центром формируемого отверстия, а величине максимально широкого из них будет соответствовать его диаметр. Ось вращения победитового сверла совпадет с центром отверстия в том случае, если ширина «плечиков» одинакова. Если же между шириной «плечиков» есть разница, то диаметр формируемого отверстия будет отличаться от поперечного размера инструмента на ее величину. В том случае, если между элементами режущей части есть отличие по их ширине, это может привести не только к увеличению нагрузки на дрель и руки оператора, но и к поломке сверла.
Конструкции победитовых сверл
Если сверла с победитовыми наконечниками затупились, их можно затачивать так же, как и обычные. Выполняя заточку, следует иметь в виду, что угол альфа режущей части сверла должен быть тем меньше, чем тверже обрабатываемый материал. Победит очень боится перегрева, и это обязательно следует учитывать при заточке. Чтобы не столкнуться с ситуацией, когда победитовый твердосплавный наконечник начнет растрескиваться или вообще отделяться от основной части инструмента, необходимо не доводить его до перегрева и охлаждать как можно чаще, для чего можно использовать и обычную воду. Если все-таки победитовые элементы сверла перегрелись, следует дать им остыть в естественных условиях и ни в коем случае не подвергать резкому охлаждению при помощи жидкости (это может привести к их растрескиванию).
На современном рынке представлено множество разнообразных сверл с твердосплавными победитовыми наконечниками, которые предназначены для обработки определенных материалов. Информацию о назначении таких сверл, если они произведены в серийных условиях, можно найти на упаковке.
Формы заточек сверл с победитовыми наконечниками (по ГОСТу 22735-77)
Технические рекомендации при сверлении металлов
Чтобы правильно выполнить центровку сверла для металла, следует применять центрирующий штифт. Для этого следует накернить отверстие, ориентируясь на разметку. Затем штифт вставляют в углубление и включают магнит. Далее следует повторно убедиться в правильном размещении штифта, поскольку при работающем магните часто происходит смещение штатива.
Определитесь с оптимальной скоростью. Этот параметр имеет большое значение. Следует учесть, что в случае выбора более высокой скорости, чем рекомендовано, выполнить работу по сверлению не удастся. Обязательно необходимо обеспечить частоту вращения не ниже 25% от рекомендованной. При работе с твердосплавными сверлами следует помнить о том, что они чутко реагируют на чересчур заниженные скорости. В этом случае можно столкнуться с такими явлениями, как повышенная вибрация и выкрошивание зубьев. Если скорость будет завышена более, чем на 20%, то при использовании сверла из быстрорежущей и порошковой стали последние быстро придут в негодность.
Следует правильно выбрать подачу. В начале работы необходимо установить подачу на уровне в 2 раза ниже рекомендованного. Следует иметь в виду, что при слишком большом давлении на сверло скорость останется прежней. Чтобы добиться большей производительности, рекомендуется применять в сочетании с твердосплавными сверлами оборудование, обладающее повышенной частотой вращения. Иногда может понадобиться прилагать больше усилий во время сверления. Если это происходит, то высока вероятность, что вы работаете затупившимся сверлом либо пытаетесь создать отверстие в слишком твердом материале.
Обзор видов
На сегодняшний день вниманию покупателей предлагается широкий ассортимент буравчиков с пластинками из твердых сплавов, которыми можно обрабатывать металл и другие материалы. Классифицировать эти насадки можно по ряду параметров, например:
- по материалу, из которого производят пластинки;
- по способу крепления этих пластин к рабочей части насадки;
- по форме пластин;
- по форме, которую имеют канавки между режущими поверхностями насадки, эти канавки предназначаются для того, чтобы эффективно отводить стружку и иные отходы, возникающие в процессе сверления.
Насадки, оснащенные пластинками из твердых сплавов, имеют некоторые конструктивные особенности, отличающие их от других «собратьев».
Это, в первую очередь, более короткая рабочая часть – по сравнению с другими типами сверл, она меньше на 20-30%. Это связано с процессом переточки сверла – ее можно выполнить только по твердосплавным пластинам. Если же сверло и кондуктор составляют комплект, тогда длина сверла равна длине обычного буравчика.
Диаметр в сердцевине насадки в направлении хвостовика растет через каждые 10 см от 1,4 до 1,8 мм. То, под каким углом вы будете держать насадку, находится в прямой зависимости от глубины отверстия, которое нужно высверлить. Хвостовик в виде конуса необходимо хорошо подгонять под шпиндель в станке, ведь от того, насколько жестким и прочным будет сцепление, зависит, насколько точным и качественным будет процесс сверления.
По способу крепления пластин
Фиксация твердосплавных пластинок происходит на режущих частях либо с помощью припаивания, либо винтовым (механическим) соединением, тогда пластины являются сменными. Если используется пайка, то повторная заточка возможна лишь несколько раз, после чего сверло приходит в негодность.
Виды сверл с твердосплавными пластинами
На современном рынке представлено большое разнообразие твердосплавных сверл, предназначенных для выполнения работ по металлу и другим материалам. Классификация такого инструмента осуществляется по нескольким параметрам, к которым, в частности, относятся:
- материал изготовления твердосплавной пластины, в качестве которого могут использоваться сплавы марок ВК6, ВК8 и др.;
- способ крепления твердосплавных пластинок к основной части сверла;
- форма, которую имеют твердосплавные пластинки;
- форма канавок между рабочими поверхностями сверла, предназначенных для эффективного отвода отходов обработки.
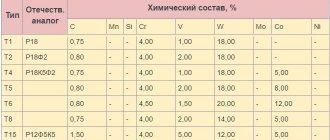
В качестве материала изготовления режущих пластинок, которыми оснащается твердосплавное сверло, используются преимущественно сплавы вольфрамо-карбидной группы. Наиболее популярным является сплав марки ВК8.
Свойства и применение сплавов вольфрамовой группы
Такие сплавы, получаемые преимущественно методами порошковой металлургии, полностью соответствуют своему названию – «твердые». В частности, твердость популярного сплава марки ВК8 в зависимости от условий его производства находится в интервале 1670–2800 единиц по шкале Роквелла. Благодаря этому сверло, оснащенное режущими пластинами из сплава ВК8, можно успешно использовать для выполнения отверстий в таких материалах, как легированные стали (в том числе жаростойкой группы), чугун, твердые породы дерева. Немаловажным является и то, что сплав марки ВК8 по сравнению с другими твердосплавными материалами отличается доступной стоимостью.
Твердосплавные пластинки могут фиксироваться на режущей части сверла при помощи пайки или посредством винтового (механического) соединения. В первом случае твердосплавные пластины могут перетачиваться ограниченное количество раз, хотя и характеризуются более высокой надежностью. Кроме того, они довольно часто ломаются. Именно поэтому большую популярность завоевал инструмент, неперетачиваемые режущие пластины на котором крепятся механическим способом.
Типы твердосплавных пластин, используемых для сверл
Для оснащения сверл данного типа используются твердосплавные пластины в форме:
- параллелограмма;
- прямоугольника;
- ромба;
- неправильного треугольника (такие пластины характеризуются наличием шести режущих кромок).
Большое значение при использовании твердосплавных сверл по обработке металла и других материалов имеет форма канавок между рабочими поверхностями инструмента. Вне зависимости от формы таких канавок их внутренняя поверхность должна быть тщательно отполирована, что позволит обеспечить эффективный отвод стружки из зоны обработки.
Твердосплавное сверло с внутренней подачей охлаждающей жидкости
Охлаждение и смазка твердосплавных сверл
Как уже говорилось выше, чтобы сделать обработку сверлом с твердосплавными пластинами более эффективной, необходимо обеспечить внутреннее охлаждение инструмента. Не использовать при применении таких сверл смазывающе-охлаждающую жидкость можно в тех случаях, когда глубина формируемого отверстия не превышает одного диаметра инструмента.
На качество выполняемого отверстия, а также на скорость его сверления оказывает влияние не только количество подаваемой во внутреннюю полость сверла СОЖ (не менее 12–15 л/мин), но и величина напора (не менее 12–15 Атм). Смазывающе-охлаждающая жидкость, подаваемая в зону обработки в таком количестве и с таким напором, обеспечивает не только интенсивное охлаждение инструмента, но и эффективный отвод стружки и других отходов сверления.
Сверление с наружной подачей охлаждающей жидкости
Использование в домашних условиях
Несмотря на то, что сверла центровочного типа являются профессиональными, многие домашние умельцы нашли им успешное применение. Большой популярностью такие сверла пользуются у радиолюбителей, которым часто приходиться сверлить отверстия небольшого диаметра в печатных платах. Обладая за счет особенностей своей конструкции высокой жесткостью, сверла центровочного типа в таких ситуациях более предпочтительны, чем стандартный сверлильный инструмент небольшого диаметра.
Сверление отверстий в печатной плате
Одной из операций, которую успешно выполняют при помощи центровочного инструмента, является высверливание шурупов или винтов, которые невозможно выкрутить обычной отверткой. При помощи центровочного инструмента головки таких неподдающихся крепежных элементов просто высверливаются, после чего их можно легко выкрутить. Проще всего такая задача решается, если необходимо высверлить головку винта или шурупа, на которой выполнены прорези для отверток крестового типа. Если же речь идет о головке с прорезями под прямую отвертку, то ее необходимо предварительно накернить, чтобы обозначить точное место захода сверла.
Центровочное сверло с винтовой заточкой и хвостовиком под конус Морзе
Любому домашнему умельцу не составит труда приобрести центровочный инструмент любого диаметра. В свободной продаже сегодня находится большой ассортимент сверл, включающий как отечественные, так и зарубежные торговые марки.
Если говорить о предпочтениях домашних мастеров, то в их среде, судя по отзывам и рекомендациям, большой популярностью пользуются сверла центровочного типа, выпускаемые под известной торговой маркой Dormer. Этот инструмент отличается высоким качеством исполнения, о чем можно судить даже по его фото, он надежен и долговечен в эксплуатации.
Центровочные сверла Dormer изготавливаются из быстрорежущей инструментальной стали HSS
Центровочный инструмент ТМ Дормер изготавливается из быстрорежущей стали и для обеспечения высокой твердости готового изделия подвергается специальной термической обработке. В результате таких технологических манипуляций получается инструмент, которым можно без труда сверлить очень твердые металлы, в том числе и нержавеющую сталь.
В металл, из которого изготавливаются центровочные сверла Дормер, производитель добавляет кобальт, что позволяет режущему инструменту сохранять свою первоначальную твердость даже при повышенных температурах обработки. Износостойкость продукции данной торговой марки также заслуживает похвалы.
Какие бывают твердосплавные сверла?
Характерной особенностью твердосплавных сверл для металла является очень прочная титаново-вольфрамовая основа, полезный эффект от наличия которой сводится к обеспечению высокой скорости выполнения работы. В дополнение к этому преимуществом подобных изделий является высокая стойкость к внешним воздействиям.
Виды сверл
Принято различать следующие виды твёрдосплавных свёрл для металла:
- сплошные;
- сварные;
- оснащенные пластинами.
В случае возникновения необходимости в приобретении твердосплавных сверл желательно рассматривать модели от известных фирм. Это дает уверенность в высоком качестве и надежности приобретаемого продукта.