Пушечное сверло представляет собой инструмент, при помощи которого выполняется сверление сквозных и глухих отверстий, отличающихся значительной глубиной. Отверстия данного типа выполняются в валах различного назначения, в шпинделях, а также в других деталях, характеризующихся значительной длиной. С этой целью используются не только пушечные сверла, но и, в частности, однокромочные и двухкромочные сверла с внутренним отводом стружки. Сверление с помощью последних отличается невысокой производительностью, но при этом выполняемые глубокие отверстия характеризуются высокой чистотой, точностью геометрических параметров и прямолинейностью.
Процесс глубокого сверления на токарно-фрезерном центре
Особенности сверления глубоких отверстий
Сверление называется глубоким в том случае, если глубина выполняемого отверстия превышает пять его диаметров. Данная технологическая операция отличается высокой сложностью и трудоемкостью, а главным условием ее качественного выполнения является эффективное охлаждение используемого инструмента, которое, как правило, осуществляется под давлением.
Чтобы качественно и точно выполнить глубокое сверление, очень важно обеспечить правильное направление инструмента в самом начале обработки. Для этого используют специальную кондукторную втулку или осуществляют такую процедуру по предварительно выполненному отверстию меньшего диаметра.
В силу технических сложностей глубокое сверление следует выполнять на специальном оборудовании
Сверло, используемое для глубокого сверления, нельзя вращать на полных оборотах вне самой обрабатываемой детали: это может привести к смещению режущей части с требуемой траектории. Кроме того, при сверлении глубоких отверстий с помощью длинного сверла создаются неблагоприятные условия для отвода стружки из зоны обработки, что также может привести к уводу инструмента от заданного направления.
Намотка клейкой ленты или проволоки
В качестве визуального ориентира применяйте стандартную изоляционную ленту.
Для чего необходимо намотать её на сверло дрели по часовой стрелке таким образом, чтобы открытой осталась лишь та часть, которая будет заходить в просверливаемый материал.
Высокой точности достичь не выйдет, но при сверлении деревянной конструкции главное определить его предельно допустимую глубину. К примеру, для того, чтобы сверло не могло вылезти с обратной стороны детали.
Помните, что у сверла по дереву нужно учесть и длину центра.
Минус данного варианта в том, что если ненароком превысите силу давления на сверло, оно может войти на бόльшую глубину.
Также, если отверстий необходимо проделать очень большое количество, будет достаточно утомительной работой постоянно следить за тем, чтобы сверло не зашло дальше ограничителя.
В качестве ограничивающего элемента можно применять и стандартную проволоку. Вставьте её в зажим и обмотайте вокруг сверла.
Нужно проделать данную процедуру конкретно по часовой стрелке, ведь в ином случае проволока станет разматываться при контакте с просверливаемым дрелью материалом.
При этом последний виток требуется обязательно прижимать острогубцами. Это прекрасный метод, т. к. он позволяет механически и визуально ограничить глубину сверления.
Удобнее применять проволоку из меди, но данный материал довольно дорогой.
Типы сверл для глубокого сверления
В качестве сверл для глубокого сверления могут быть использованы:
- спиральные с цилиндрическим хвостовиком, параметры которых регламентирует ГОСТ 886-77 (по своей конструкции спиральные сверла с цилиндрическим хвостовиком относятся к инструментам длинной серии, при помощи которых создают отверстия с глубиной, превышающей величину, равную 15 диаметрам);
- ружейные, режущая часть которых полностью выполнена из твердого сплава;
- ружейные, на режущей части которых твердосплавные пластины фиксируются при помощи пайки;
- ружейные, оснащенные не только основными, но и промежуточными твердосплавными пластинами;
- эжекторные, которые используются для выполнения глубокого сверления на станках с горизонтальным расположением режущего инструмента;
- пушечные, на поверхности которых имеется V-образная канавка, предназначенная для удаления стружки (обработка при помощи сверл данного типа является устаревшим методом получения глубоких отверстий).
Сверла для глубокого сверления
Ознакомиться с требованиями ГОСТ к сверлам длинной серии можно, скачав документ в формате pdf по ссылке ниже.
ГОСТ 886-77 Сверла спиральные с цилиндрическим хвостовиком. Длинная серия. Основные размеры
Спиральные сверла с цилиндрическим хвостовиком, производимые в соответствии с требованиями, которые приводит ГОСТ 886-77, отличаются удлиненной рабочей частью. В соответствии с положениями вышеуказанного стандарта от 77-го года, такой удлиненный инструмент может полностью изготавливаться из быстрорежущей стали или оснащаться режущими пластинами, выполненными из твердого сплава.
ГОСТ 886 от 77-го года также оговаривает, что охлаждение сверл данного типа может обеспечиваться за счет не только наружного, но и внутреннего подвода СОЖ. Спиральные сверла, как указывает ГОСТ 886-77, могут производиться не только с цилиндрическим хвостовиком, но и с хвостовиками конического типа. Сам процесс глубокого сверления, осуществляемый посредством таких сверл, может выполняться как с их периодическим извлечением из выполняемого отверстия, что необходимо для удаления из него образовавшейся стружки, так и без выполнения такой процедуры. Если сравнивать спиральные сверла с ружейными и пушечными, то при использовании первых производительность сверления повышается практически в 8 раз.
Примеры рабочих головок ружейных сверл
Пушечные и ружейные сверла относятся к инструментам однорезцового типа, при помощи которых можно создавать глубокие отверстия с диаметрами, находящимися в интервале 0,5–100 мм. Охлаждение сверл данного типа осуществляется через отверстие, выполненное в их внутренней части, а стружка, образующаяся в процессе обработки, отводится при помощи специальной канавки, выполненной на их наружной поверхности. Пушечные и ружейные сверла, оснащенные режущими твердосплавными пластинами, отличаются конической конфигурацией рабочей части, что обеспечивает лучшее направление инструмента в зону выполнения обработки.
Эжекторные сверла относятся к более современным средствам глубокого сверления. За счет отсутствия стружечных канавок на их наружной поверхности они отличаются высокой жесткостью.
Принцип работы эжекторным сверлом
Как правильно выбрать инструмент
Выбирая сверла для глубокого сверления, следует учитывать целый ряд факторов:
- диаметр и глубину отверстия, которое необходимо выполнить;
- характеристики обрабатываемого материала;
- тип оборудования, которое будет использоваться для выполнения обработки.
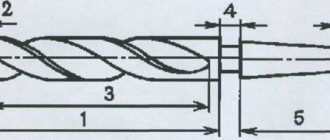
Схема расчета длины сверла при работе на универсальном станке
Следует иметь в виду, что аппарат, на который будет устанавливаться такое сверло, должен быть предназначен именно для глубокого сверления.
Перед началом сверления следует выбрать оптимальную скорость вращения и подачи режущего инструмента, а также обеспечить его эффективное охлаждение. Для обработки материалов, которые в процессе их резания образуют длинную стружку, лучше всего использовать сверло с полированными стружечными канавками.
Сверла ружейные могут быть одно- или двухстроннего резания
Pereosnastka.ru
Особенности сверления отверстий малых размеров
К
атегория:
Технология миниатюрных изделий
Особенности сверления отверстий малых размеров
В настоящее время минимальный размер отверстий, получаемых сверлением, равен 0,05 мм. Получение сверлением отверстий меньших размеров ограничено возможностью изготовления достаточно качественных и стойких сверл, отсутствием прецизионного высокочувствительного сверлильного оборудования.
К тому же, как показали исследования, отверстия диаметром 0,03 мм, полученные сверлением, как правило, не имеют четко очерченного контура. Образующаяся стружка и заусенцы становятся соизмеримыми с отверстием. Удаление стружки затрудняется.
Поэтому для получения отверстий менее 0,05 мм более эффективными являются лазерный, электронно-лучевой и другие методы.
Несомненно, сверление отверстий по размерам, близким к минимально предельному значению, имеет свои особенности по сравнению со сверлением отверстий диаметром около 1 мм и требует не только специального инструмента и оборудования, но и гораздо большей осторожности.
Промышленностью выпускаются стандартные спиральные сверла, минимальный диаметр которых равен 0,1 мм. Для получения меньших размеров отверстий изготавливают специальные сверла.
Малые размеры сверл для сверления отверстий диаметром 0,05—1 мм, их ограниченная жесткость и прочность обусловливают специфические особенности процесса сверления.
Основной особенностью является более резкое влияние ряда факторов, таких как биение сверла и шпинделя станка, состояние и качество поверхности изделия, величина вылета сверла, характер и равномерность подачи.
Ухудшение каждого из перечисленных факторов может привести к поломке сверла или к получению неточных отверстий.
Поэтому весьма важным является исследование влияния каждого из этих факторов на процесс сверления, качество поверхности, точность обработки и стойкость сверл.
Перед началом сверления необходимо обеспечить правильную установку сверл в цанге или патроне, ограничить биение шпинделя и неперпендикулярность его оси к рабочей поверхности стола в пределах 0,005 мм.
Биение режущих кромок сверла должно быть минимальным и не превышать значения 0,015 мм. Принято считать, что установка сверл в патроне считается правильной, если при вращении шпинделя со скоростью менее 1,5 тыс.
об/мин при визуальном рассмотрении через лупу с 4—10-кратным увеличением сверло представляется в виде сплошного стержня без стружечных канавок.
Для более точной количественной оценки биения малоразмерных сверл при установке их в патроне и измерения износа служит специальный прибор.
Он состоит из плиты, установленной на ней головки стереоскопического микроскопа (МБС-2) и кронштейна для крепления и перемещения оптической призмы, предназначенной для поворота изображения исследуемого сверла на 90°. Изменение увеличения изображения с 4,8 до 56х осуществляется поворотом гайки.
Цена деления измерительных окуляров при максимальном увеличении равна 0,015 мм. Окуляры могут поворачиваться в трубках для установки шкалы в положение, удобное для измерения. Источник света расположен во втулке, которая вместе с кронштейном установлена на корпусе оптической головки.
Точная фокусировка изображения осуществляется перемещением призмы. Если условия обработки требуют измерения угла при вершине, то призму можно дополнительно повернуть на соответствующий угол и закрепить винтом. При необходимости износ сверл можно фиксировать на фотопленку.
Рис. 1. График зависимости «ломающей» подачи от величины вылета сверла
При больших значениях вылета L сверл и глубинах h сверления изгибная прочность сверл резко снижается. На рис. 32 приведены зависимости «ломающей» подачи 5Л0М от величины вылета при различных глубинах сверления (для сверл d = 0,5 мм и V = 3,1 м/мин).
Величина вылета малоразмерных сверл оказывает существенное влияние и на производительность обработки и стойкость малоразмерных сверл. При больших отношениях Lid под действием усилия резания происходит потеря продольной устойчивости сверл, вследствие чего теряется их прямолинейная форма, сохраняющаяся при сверлении с вылетом до 10d.
Поэтому во всех случаях целесообразно вести обработку с минимальным (в отношении свободного выхода стружки) вылетом.
Если же по технологическим условиям длина вылета регламентирована, то эффективность использования малоразмерных сверл может быть значительно повышена за счет применения инструмента с уменьшенной длиной рабочей части, что вполне допустимо, так как глубина отверстий диаметром до 1 мм не превышает (за редким исключением) Ad.
Следует иметь в виду, что при сверлении имеет место разбивка отверстий вследствие неизбежных биений сверла. Поэтому при сверлении точных отверстий диаметр сверла следует выбирать с учетом разбивки отверстия и с учетом припуска на последующую калибровку. Последнюю производят калибровочными пуансонами или шариками вначале предварительно, а затем «в размер».
Сверление с использованием обычных трехкулачковых патронов для крепления сверл не всегда обеспечивает получение нужной точности и требует дополнительного времени на центровку. Применение же патронов при больших скоростях вращения (свыше 10 тыс/мин) вызывает значительные вибрации.
В связи с этим для крепления малых диаметров используют зажимные цанги, имеющие меньшую массу и дисбаланс.
Этапы технологии
Сам процесс глубокого сверления отверстий выполняется в следующей последовательности.
- В первую очередь с допуском H8 выполняют пилотное отверстие.
- Инструмент, вращающийся с небольшой частотой, подводят к поверхности обрабатываемой заготовки.
- Включают требуемую частоту вращения сверла и скорость его подачи, обеспечивают подачу СОЖ в зону обработки.
- Отверстие сверлят на требуемую глубину без отвода инструмента.
- Если для глубокого сверления используется очень длинный инструмент, то первые 25 мм глубины отверстия обрабатывают на пониженных режимах резания – 75% от номинальных.
- После достижения требуемой глубины сверления отключают подачу СОЖ в зону обработки.
- Инструмент после окончания сверления ускоренно выводят из зоны обработки и останавливают его вращение.
Существует еще несколько технологий сверления глубоких отверстий, но выше приведена наиболее распространенная из них, которая используется в большинстве случаев.