general information
Let's start with a definition. Resistance welding is a technology for joining metals, which is based on the formation of a weld point by simultaneous heating and deformation of metal parts. The parts are placed between two metal electrodes, which forcefully compress the workpieces and at the same time heat the area of contact with the metal. A weld point is formed. The more points and the larger their diameter, the stronger the connection.
At the beginning of 2021, it became known that engineers from a German institute had created welding machines capable of welding metal with plastic. Previously this technology was not available. The essence of welding is to heat only the metal part, which in turn begins to melt the plastic workpiece. In this case, both parts are also compressed, by analogy with classical resistance welding.
Resistance welding using special machines is used in industry. It has many advantages in mass or serial production, since it allows the production of a large volume of products with decent seam quality.
Primary requirements
In places of welding, the metal should not lose strength and ductility. Some steels, for example, 35GS, are prohibited from joining using this method, since the material in the weld area becomes brittle. Frames of such rods are assembled using knitting wire or spring steel clamps.
We recommend reading Methods for heating concrete using welding
Before welding, remove dirt and dust from the reinforcement. For a small amount of work, it is cleaned to a metallic shine, which has a positive effect on the quality of the seam. This is not done on large construction sites, because... Such preparation entails a significant increase in the cost of the process and extends it over time. The thickness of the electrode and the welding current are selected so as to avoid burning through the rod.
More about welding machines
Today, a resistance welding machine is a high-quality and reliable welding equipment. It is designed for trouble-free operation and high-volume welding. Such devices rarely fail because they have a simple design and are made of durable materials. Welding machines are produced in many factories. Let’s note “Iskra” and “KZESO”.
The resistance welder is capable of performing any type of resistance welding, including spot welding and seam welding. Also, resistance welding machines easily connect any types of metals, without loss of productivity or reduction in the quality of joints. These devices work best with sheet metal. Most welding machines are automated, so the welder only needs to set up the machine correctly and guide the part.
Industrial butt welding machines are capable of forming both intermittent and continuous joints from multiple weld points. This is very important in mass production. The resistance welding machine is simple and easy to use. Even a master without experience can perform contact welding. However, the position of a welder on a resistance welding machine is in high demand. Many factories are looking for specialists who can perform a large volume of work quickly and efficiently.
Resistance welding machines
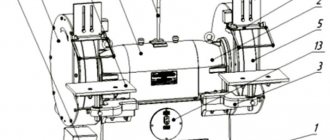
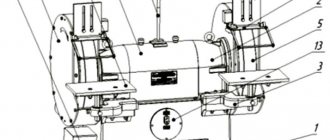
Double-sided resistance spot welding - the formation of a permanent welded contact. On welding lines, a resistance welding machine is more often used; the equipment heats the parts at the joint with electric current. Further, under the action of a compressive force, the control of which can be mechanical or pneumatic, the equipment produces plastic deformation of the joint area.
Spot welding is used for joining the thinnest parts (from 1 – 2 mm) to 20 mm. The price of the machines depends on the technical characteristics:
- maximum power;
- welding current strength;
- console crash;
- electrode diameter.
The devices are used for mass production of products in the mechanical engineering industry, the aviation industry, and for the manufacture of household goods and have a number of advantages compared to other types of welding equipment.
Advantages of resistance spot welding machines
- welded joints are of high quality - due to point impact;
- devices have high productivity - the process can be automated;
- They are distinguished by the absence of filler materials and harmful fumes.
The most famous manufacturers of spot welding machines
Machines from the Italian manufacturer TECNA are considered the most popular for use in serious production. They have multiprocessor control circuits and make the welding process even better, more accurate and more productive. TECNA equipment is recognized as the best among the world's brands producing double-sided spot welding machines.
Foxweld produces more affordable resistance spot welding machines. Such devices are indispensable for joining metals with high thermal conductivity (aluminum, copper, etc.), workpieces of various thicknesses or materials of different composition in small-scale industries.
How to choose a device
- Stationary devices are selected taking into account the maximum reach of the consoles (shoulders). This is the distance to which the electrodes can be placed from the edge of the part. The higher this value, the more functional the device is. For example, the maximum reach value for the TECNA 4645NE device is 550 mm, and for Foxweld MTP-16 is 280 mm.
- Maximum welding current. The higher it is, the thicker the workpieces the machine can work with. The thickness of the welded parts is the ideal value, which is indicated in the technical parameters of the machines, to ensure high-quality connection of homogeneous materials of the same thickness.
- The welding power of the devices varies from 10 kW in the Foxweld MTP-10 machine, to 420 kW in the TECNA 8203, a machine for spot and relief welding. The thickness of the metal that can be used for work depends on this indicator. In TECNA devices it reaches 22+22 mm.
We offer to choose and buy resistance welding machines from the best manufacturers in the industry - contact us, we know how to optimize your welding process!
Features of application
Many beginners mistakenly believe that since during contact welding the machine itself forms the weld point, this means that the quality of the seams will always be unquestionably ideal. This is not entirely true. If the machine is in good working order, then it will really do its job well. But the final result depends not only on the machine.
To achieve a high-quality, durable connection, it is necessary to properly prepare the metal for welding and configure the device itself. Everything is more or less clear with preparation. It is necessary to clean the surface from corrosion, dirt, traces of paint, etc., and also thoroughly clean the metal. But many people have problems with the setup.
In this article we will not go into detail about how to set up a welding machine for resistance welding, as this is a topic for a separate article. Let’s just say that you need to pay special attention to the diameter of the weld point and the depth of penetration. These parameters are the most important. If you want to learn more about how to select parameters for setting up a machine, read GOST 15878-79.
There you will find up-to-date information on this topic, with all the formulas and diagrams that may be needed for calculations. GOST contains many convenient tables and gives recommendations on the selection of welding parameters for all types of metals.
Quality control
Since machine welding is not as perfect as it seems at first glance, the welded parts must be subject to quality control. When monitoring, non-destructive methods and visual inspection are most often used. But sometimes the samples chosen for control have to be destroyed or deformed in order to detect lack of penetration.
This defect is poorly detected using other methods, including ultrasound. In general, lack of fusion is the most dangerous defect for any workpiece welded using the resistance welding method.
Reinforcement welding methods
Manual arc welding, automatic and semi-automatic are used. There are several options for positioning the rods relative to each other.
overlap
This method is used in areas not subject to heavy loads. Adhere to the following recommendations:
Lap joint of reinforcing steel.
- Connect rods of the same thickness.
- This parameter (D) must be at least 20 mm.
- The minimum overlap length is 10D.
- The rods are placed horizontally.
Butt-butt
This type of connection is used for rods with a diameter of 20-100 mm. Welding is carried out using the bath method:
- The reinforcement is laid with a small gap between the ends.
- Limit the space between the rods on 3 sides with pads or a special U-shaped bracket.
- The ends are melted with a welding electrode, as a result of which a pool of molten metal is formed in the gap between them.
- After it has cooled, the pads are removed.
Butt welding of reinforcement.
Advantages of the method:
- high strength and reliability of the connection (suitable for critical structures);
- the ability to work in any spatial position.
The disadvantage is the high consumption of electrodes. To fill the bath between 28 mm thick rods, you will need 3 4 mm consumables. If they melt sequentially, the master is required to be able to quickly change them. It is easier to secure all 3 electrodes in a special comb and cook with them simultaneously.
Point contact
This type of welding is used in automated production. Its advantage is high productivity. Flaws:
- high energy intensity;
- the need for special large-sized equipment (can only be used in an industrial enterprise).
Procedure:
- The rods are cleaned to a metallic shine.
- They are clamped in the machine with pliers with electrodes connected to them.
- A short electrical impulse is given.
Spot resistance welding of reinforcement.
The reinforcement can be stacked on top of each other or joined end-to-end. In the second case, diameter restrictions apply:
- For smooth rods - at least 14 mm.
- For profiled ones - at least 32 mm.
When overlapping rods, welding is performed at several points.
Cross-shaped
Welding is performed strictly in a horizontal or vertical position. This ensures tight contact of the reinforcement and prevents leakage of molten metal. The electrode is held at an angle of 30-45° to the plane of the rods.
Cross-shaped welding of reinforcement.
This type of welding cannot be performed at subzero air temperatures.
Equipment and materials for welding
The reinforcement is welded using standard electric arc welding machines:
- transformer;
- rectifiers;
- inverters, incl. household.
Gas welding is not used.
One-time and small-scale work is done manually. It has the following disadvantages:
- A highly qualified performer is required;
- the process takes a long time;
- characterized by high costs.
We recommend reading Description of the radiographic flaw detection method
In the serial production of frames under production conditions, semi-automatic and automatic welding is used. This provides the following benefits:
- the quality and productivity of work increases;
- the cost and requirements for the qualifications of the performer are reduced.
Depending on what equipment is available, melting or refractory electrodes are used.