How to cook silumin
Silumin is an aluminum alloy with a high silicon content.
It is used to make parts of complex configurations. Cold and hot methods are used to restore them. Silumin welding is carried out in several ways: with consumable and refractory electrodes. The metal oxidizes easily, so it is advisable to use a protective atmosphere. The quality of the connection suffers without it. This is due to heat-resistant aluminum oxides. Experienced welders will tell you how to weld metal and what subtleties are important to take into account.
Features of silumin alloy
It is stronger than duralumin, resistant to corrosion, ductile - easily stamped, castable and forged.
It is valued for its decorativeness, wear resistance, and lightness (it has a low specific gravity). Silumin is used in many industries; parts for cars and motorcycles, overhead elements for plumbing, and interior decoration are made from it.
Due to oxidative activity, the aluminum-silicon alloy is difficult to weld. In general, alloys with a high zinc content are not welded; when heated, it burns out and the metal becomes brittle. Foundry silumin with a silicon content of 5 to 22% is hot joined. During heat treatment, inert gases are used, mainly argon; it is heavier than air, settles on the workpiece, and is held in a cloud.
Weldability of the alloy and possible problems
Silumin is strong and resistant to corrosion and lends itself well to casting, stamping and forging. However, the alloy is characterized by high oxidative activity, which complicates the welding process.
It is more convenient to work with silumin alloys of casting grades, which include 5-22% silicon, but even in this case, large amounts of resources are required. If the alloy contains a lot of zinc, the part cannot be welded, because Under the influence of temperature, this component burns out, making the edge brittle.
When processing silumin, inert gases are often used. Argon, which is heavier than air, settles on the surface being treated as a cloud. Thus, it is extremely difficult to treat this area outdoors. In addition, in some cases, melting of the electrodes is possible.
Not all solders are used for welding this alloy, because... bismuth, lead, tin and cadmium are poorly soluble in aluminum, which makes the resulting compound unreliable.
However, when using a highly active flux and carefully processing the seam area, solder based on a tin-lead mixture is used. The seam obtained in this case is characterized by low resistance to oxidative processes, and therefore requires additional coating with paint and varnish material.
Silicon in silumin has a bad effect on weldability.
Solders based on:
- silver;
- aluminum;
- silicon;
- zinc;
- copper
Consumables often include several components in different proportions. The best solder is 34A, containing about 6% silicon, 28% copper and 66% aluminum, as well as TsOP-40 with 40% zinc and about 60% tin.
We recommend reading: How to cook cast iron at home
Soldering silumin
Decorative parts and those that do not experience stress can be soldered with a gas torch, the metal is heated to 200°C. Soldering silumin with thin walls is done with a soldering iron with a powerful tip. Metal linings are used to protect against oxidation. Only the work area is left uncovered.
- ER4043 – additive for cast aluminum alloyed with silicon and magnesium grades AD31, AD33, AD35;
- Harris52 – solder for aluminum with flux additives;
- HTS2000 is a Chinese analogue of Harris52.
The metal at the soldering site is heated to 600°C, the technology is the same as when working with aluminum. Castolin 190 Flux and its analogues are used to destroy the oxide film.
Silumin welding technology
The connection can be made in two ways:
- with the help of consumable electrodes, such welding is used to seal parts that work under compression;
- using filler wire.
Before welding silumin, you must:
- clean the joint to a mirror shine;
- remove the oxide film with solvent or gasoline; you must work with gloves so as not to leave traces of sweat and grease.
Argon arc welding of silumin
To work you need to prepare:
- welding inverter for 220V or 380V (current strength depends on the thickness of the area being repaired);
- an oscillator that supplies voltage to the electrode, it is needed to create an arc;
- set of gas equipment;
- burner;
- shielding gas cylinder;
- filler rod.
Silumin welding with argon has a number of features:
- The polarity should be reversed, a positive contact is connected to the electrode. This is necessary to ionize argon and increase its electrical conductivity.
- Argon should enter the work area only after ignition. The seam must be cooled in a protective atmosphere for at least 10 seconds until the top layer of metal sets.
- The additive is introduced in front of the burner, at medium speed, at an angle to the electrode and disk. A fast feed will produce a lot of sparks.
- The electrode is needed to create an arc; it should not be brought closer than 2.5 mm to the metal.
- The smooth movement of the torch and the rod must coincide.
- The filler wire diameter is always smaller than the electrode size.
Under the influence of the arc, the filler and edges form a homogeneous alloy. It is important to maintain a protective atmosphere and ensure that argon does not blow away. Without it, the oxidation process begins immediately.
Consumable electrode welding
Having a transformer or rectifier, you can weld the part using a consumable electrode OK 96.50 - a rod made of silumin, coated with an alkaline coating. Before use, it is heated to 150°C. The area of the part to be restored must also be heated with a blowtorch or gas torch to 300°C (dark spots of tarnish will appear on the metal; if they are yellow-brown, the temperature is 250°C). Surfacing is done at the same temperature. When welding silumin in this way at home, a strong seam will not be obtained; slag particles, and a lot of it is formed when working with a consumable electrode, inevitably remain in the melt.
How to weld silumin at home?
The metal got its name from the consonance of the names of the elements that form it.
Sil - silicon (silicon in Latin), plus - aluminum (aluminium). The result was silumin, an alloy of aluminum and silicon.
The strength and, accordingly, the cost of the alloy varies significantly. Cheap products (various types of accessories, decorations) are sometimes broken with bare hands. At the same time, alloys of similar composition form engine housings, power elements of machine tools, and technological equipment.
We will look at what silumin is and how this metal can be welded in our article.
Special properties
The amount of silicon in the alloy ranges from 5 to 20%, which leads to a variety of properties . Despite the fact that it is not noticeable from the outside. In addition, additional alloying affects the physical properties. These are manganese, titanium, zinc, some other metals and halogens.
Externally, silumin is a shiny silvery metal. The color of the fracture is silver-gray with clearly visible grain.
Technically, the metal belongs to foundry . High fluidity allows you to accurately fill the smallest details of the mold. It also interferes with welding the joint - the liquid melt easily flows out of the seam.
In addition to fluidity, silumin welding is hampered by:
- tendency to form pores;
- cracking of the deposited metal, caused by both high residual stresses and uneven crystallization;
- high thermal conductivity;
- low melting point.
All of the above leads to the fact that the problem of how to weld silumin has to be solved individually, for each specific case.
Silumins are less durable than duralumin alloys. At the same time, they are practically resistant to corrosion. The disadvantage of the alloy is fragility . It is so high that when processed by metal-cutting machines it simply crumbles without forming chips.
Modification with sodium or lithium allows you to increase the percentage of silicon to 22%.
How does the process work?
Silumin’s corrosion protection is provided by a durable oxide film. It also complicates the welding process, preventing the direct connection of atoms .
Welding of non-critical (lightly loaded) parts is carried out at direct current of reverse polarity, using coated electrodes, or at direct current using an infusible electrode, carbon or tungsten.
The required penetration is achieved by preheating. Parts with a thickness of less than 10 mm to be welded are heated with a gas burner to 250-300ºС, workpieces of greater thickness to 400ºС.
Particular attention is paid to the strength of the welding current . It is best to select it before starting to weld the parts, using waste pieces of silumin of similar thickness. For preliminary selection, use the following ratio: I≤60 A per 1 mm of electrode diameter, where I is the welding current.
Since the slag film after cooling will not make it possible to ignite an arc, work is carried out continuously with one electrode.
The melting rate of an aluminum electrode is higher than that of a steel electrode, so welding needs to be done faster and higher.
When using infusible electrode technology, filler rods made of aluminum alloys are used . Parts up to 2.5 mm thick can be welded without cutting the edges. More massive products require cutting or welding with a gap of about 0.5-1 mm.
Massive workpieces are welded in two passes. First, a warm-up pass is made from the middle to the edges of the seam, and only then the seam is made.
The filler rod is held in the left hand, moving behind the carbon electrode at a distance of 7-10 mm (depending on the arc strength).
The melting of the rod should not occur in drops, since each of them will end up in a kind of “bag” of oxides. In this case, silumin will be sprayed without forming a seam.
To prevent this from happening, the additive melts directly in the weld pool. To prevent silumin from flowing out of it, steel backing plates are used.
The finished seam should cool as slowly as possible.
Primary requirements
For silumin welding, A1F type electrodes are used, or the A1 coating contains lithium . Since such electrodes are hygroscopic, it is recommended to dry them for at least 2 hours at a temperature of 150-180oC before starting work.
Fluxes for gas welding of silumin parts, no matter whether it is carbon dioxide or an inert gas, must ensure the dissolution of the oxide and withstand temperatures of at least 600 degrees.
Regardless of the welding method used, before starting work, the seam area up to 10 mm wide in both directions is degreased with acetone, gasoline, white spirit, etc.
To remove the oxide film that interferes with welding the metal, the surface of the part, as well as the filler wire (rods), is etched . To do this, use an aqueous solution of sodium hydroxide and sodium fluoride. At the end of the treatment, the surface is treated with nitric acid and washed in running water. The filler material is prepared using similar methods.
You can replace etching by cleaning the welded area with a steel brush, or (which is better) by sandblasting.
Regardless of the cleaning method, it should be performed no more than 2-2.5 hours before welding.
Is it possible to perform this type of work at home?
It is possible to weld silumin parts at home if you have the appropriate equipment. If the product does not require special strength, you can use manual electrode welding with an ALSi12 electrode. To obtain a strong joint, you will need a semi-automatic machine and filler wire type Sv-AK5 (Sv-AK6).
The optimal option is welding in an argon environment using filler rod ER-4047 . However, not every home craftsman can afford such equipment.
In home-made conditions, welding enthusiasts often manage to achieve a strength of silumin connection that is superior in quality to professional workshops. True, such technologies are usually unprofitable in terms of costs.
An alternative connection option at home can be soldering silumin . For this, flux such as Castolin 190 Flux, F-34A and high-temperature solders based on lead or tin are used: 34A or Aluminum-13.
Flux has two tasks, just like in welding:
- destruction of the oxide film, which is the main obstacle to a reliable joint;
- preventing aluminum from oxidizing until the connection is made.
Soldering must be done by heating the product to a temperature of 600-610oC. In this case, use a powerful soldering iron or a gas torch.
Another connection option is cold welding for silumin. The most common option: epoxy composition saturated with aluminum powder.
Using argon
Critical parts are connected by welding in an inert gas environment. The gas used is argon, to which experts advise adding up to 30% helium.
They operate on a short arc (3-3.5 mm) with an inverter with reverse polarity . The device must have an oscillator that ensures stable arc burning.
Preparation is carried out as described. A prerequisite is degreasing and preliminary cleaning.
Gas supply begins approximately 10-15 seconds after preheating
Advantages and disadvantages of argon arc
Argon arc welding is the only method today to obtain a joint of silumin parts that is not inferior in strength to the base metal.
Its other advantages include:
- speed;
- possibility of adjustment and adjustment to any type of alloy;
- reliability and ease of preventing the formation of aluminum oxide.
There are two serious disadvantages:
- the price of devices with the help of which successful silumin welding is achieved starts from 40-45 thousand rubles;
- high qualification requirements for the welder.
In addition, the process itself is not cheap, so it makes sense to use it to repair unique products.
Safety precautions
Working with silumin is associated with the usual traumatic factors for any welding:
- electricity;
- heat;
- release of harmful substances in the form of gases and aerosols;
- light and UV radiation.
In addition, silumin contains a number of impurities, in particular zinc, the vapors of which are more toxic than when welding steel.
To prevent harm to health, it is necessary to cook in a ventilated area. The welder must be provided with the usual set of personal protective equipment: welding mask, gloves, clothing, shoes.
When working in a confined space, if ventilation is not possible, use an insulated gas mask.
And finally, an interesting video about welding aluminum alloys:
Advantages and disadvantages of silumin argon arc welding
- unlike other methods of restoring parts made of silumin, using an arc in an argon atmosphere produces more durable connections;
- seam formation mode is high-speed, welding does not take much time;
- no need to preheat parts and electrode;
- proven technology suitable for beginners;
- the directed arc does not overheat the part, it does not deform.
- work cannot be carried out in open space; in enclosed spaces, drafts must be avoided so that the argon cloud remains above the work area;
- it is difficult to immediately select the welding mode;
- when working with thick-walled metal, you need to consider a method of heat removal;
- you need to have special equipment.
For those who regularly carry out repair work, the disadvantages of argon welding do not prevent them from creating high-quality and reliable connections.
Silumin welding
Silumin is an aluminum alloy to which silicon has been added. It is from this that parts of complex shapes are made, which are subject to stringent requirements for strength, corrosion resistance and wear resistance. As for such a process as silumin welding, it should be noted that the technology is almost exactly the same as aluminum welding. That is, welding with a non-consumable electrode in a protective argon cloud. It's all about aluminum oxide, which creates a durable and heat-resistant film on the surface of the alloy. Therefore, such welding cannot be carried out outdoors.
Argon in this regard performs purely protective functions. Firstly, it is heavier than air, so it easily displaces it from the welding zone. Secondly, argon is an inert gas, that is, it will never interact with air or other gases, much less with an aluminum alloy under any conditions.
But there is one point in argon arc welding that beginners may not know about. When welding is performed with reverse polarity (the electrode is connected to the positive, and the workpiece to the negative), electrons begin to separate from the argon atoms. Ionization of the gas occurs, that is, it begins to pass electric current through itself. It is ionized argon, if given direction, that becomes plasma. And here it is very important not to overheat the gas, which with its strength and temperature will not connect silumin blanks, but cut them.
How to brew silumin
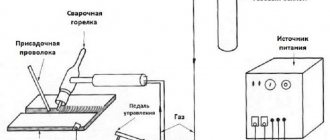
So, for welding silumin, argon arc technology is required. The equipment includes an inverter, a gas cylinder, an oscillator and a special burner. A non-consumable tungsten electrode is installed in the burner. Silumin wire should act as an additive here.
Before starting the welding process, silumin blanks must be prepared. The basic rule is to remove the oxide film.
- First, you need to clean the edges of the parts to be welded using sandpaper, a wire brush, a sandblaster or any other method.
- Next, chemical treatment is carried out. This can be any solvent, gasoline or caustic soda solution. If the latter material is used, then after processing it is recommended to rinse the metal workpieces with water pressure.
Welding is done with reverse polarity and a short arc. This can only be explained by the fact that with a short arc the metal melts better. The filler wire is fed into the welding zone, where it is also melted and combined with the base metal, ultimately forming a single, homogeneous liquid substance. When it cools, it turns into a monolith.
It is impossible to quickly feed the additive into the weld pool. This will lead to metal spattering, which will reduce the quality of the weld. The wire must be fed in front of the burner and held at an angle. The movement and feed must be uniform exactly along the seam. Do not deflect the filler rod or move it across. An even and narrow seam is a high quality connection.
Everything else, in principle, is exactly the same as when welding aluminum. Namely:
- When igniting the electrode, do not touch the metal workpieces being welded.
- Gas supply must begin 15 seconds after ignition of the tungsten electrode. This will ensure heating of the space in the burner nozzle.
- When finishing welding, do not stop the gas supply. Shutdown can be carried out after 10 seconds, when the power supply to the electrode is turned off. This will ensure uniform cooling of the metal in the gap between the workpieces.
At home, you can weld silumin with a consumable electrode. For example, consumables from the well-known Swedish company ESAB brand OK 96.50. But here too there is some specificity.
- The blanks are prepared in the same way.
- Pre-welded parts are heated to 250-300C.
- The electrodes are also preheated to 150C.
Electrodes of this brand consist of a silumin rod and alkali-salt coating. When welding, a large amount of slag is released, which must be carefully removed. Still, argon welding is of higher quality.
Requirements
To protect silumin, the creation of a durable oxide film is required. Its formation complicates the work process. If the workpiece is not under heavy load, welding can be performed at direct current, characterized by reverse polarity, using an electrode. In addition, the processing of such products can be performed with direct current and using a non-consumable tungsten or carbon electrode.
Special requirements are placed on heating parts for penetration. You can use a gas burner for this. If the thickness of the material is less than 10 mm, heating is carried out to 250-300°C. If the workpiece is thicker, it is heated to 400°C.
The surface of aluminum is always coated with a refractory, stable oxide.
There are also requirements for current strength: it is adjusted before welding begins. It is advisable to conduct testing on silumin of similar thickness. Welding work must be carried out continuously with 1 electrode, because The film that forms during cooling includes slags that prevent re-ignition of the arc. So you need to try to immediately weld the entire necessary surface, because... premature termination of work will deteriorate the quality of the seam.
Only massive workpieces can be welded in 2 passes. First, the edges are heated, and then the seam is made. In this case, the additive is held in the left hand and moves behind the electrode. It must be placed at a distance of 7-10 mm. The solder should not be allowed to melt in drops, because... this will lead to spattering of silumin and failure to form a seam.
We recommend reading: How to properly cook carbon steels
Pros and cons of argon arc welding of silumin
The advantages of this technology include the following.
- This is practically the only option to connect silumin blanks.
- The heating temperature of the alloy is not very high, so with the right approach, deformation of the parts being welded can be eliminated.
- With a short arc you can speed up the welding process.
- Argon is a reliable protection, which ensures the quality of the final result.
- The welding method is publicly available, so there are no restrictions or prohibitions. In this case, experience in carrying out this type of welding work is important.
- With the right approach, the weld should be neat.
This connection method also has its negative sides.
- You cannot weld silumin with argon in windy weather. The wind will blow the shielding gas away from the welding area. The best option is to cook indoors.
- If a welding transformer with a high current is used, then it will be necessary to provide additional cooling of the silumin parts.
- Welding with argon requires different equipment.
- Some difficulties with setting the welding mode.
In fact, welding silumin products is not an easy process. As practice shows, only a welder who has performed this operation repeatedly can master it. That is, only experience can cope with the task.
Argon arc welding
Welding silumin with argon is stronger than welding with an electrode. When heated, the alloy oxidizes and creates a heat-resistant film on the surface, which does not allow the parts to be reliably fastened together.
To eliminate the possibility of this film appearing, argon is used. Argon is an inert gas. This means that it does not react with other gases, substances and air. This gas is heavier than air, allowing it to displace all the air from the weld pool during welding.
Important : It is impossible to weld silumin in strong winds, since the wind will blow away the argon cloud necessary for the normal welding process. The ideal place for argon welding is indoors.
The technology for welding silumin with argon requires the availability of appropriate equipment. Such equipment includes:
- Inverter . This is the welding machine itself for manual arc welding;
- Cylinder . Necessary for storing and using gas. In this case, argon;
- Burner . For such welding you need a special torch that combines arc and gas welding;
- Gearbox . It will allow you to maintain the required gas pressure at the outlet of the cylinder.
You will also need silumin wire for welding. It is needed as an additive.
Special properties of silumin
Silumin is an aluminum alloy with the addition of silicon, the advantages of which include low specific gravity, high strength, resistance to chemical attack and corrosion.
Interesting fact! The alloy is not susceptible to corrosion processes, since a protective film of oxide compounds forms on its surface. Even a tiny damage to the surface of a metal structure made of silumin leads to contact between aluminum molecules and oxygen from the air.
Also, the specific characteristics of silumin include: light weight, high ductility, affordable cost, wide distribution.
Thanks to these qualities, the material can be used to create products with complex shapes that must meet stringent requirements for strength, resistance to corrosion and wear.
Silumin structures have found application in aircraft, motorcycle and mechanical engineering; it is actively used in the production of household appliances and plumbing fixtures.
For soldering silumin, the same technology is used as when working with aluminum - welding with a non-consumable electrode in an argon cloud. Shielding gas is necessary to prevent the metal from oxidizing when exposed to oxygen.
If you neglect argon when welding silumin at home, the edges of the parts will oxidize, and a strong, heat-resistant film will form on them, interfering with the normal welding of surfaces.
Welding silumin with argon and electrode: soldering technology at home
Silumin welding is a method of joining parts of complex shapes or structures by welding their edges in a shielding gas. Implementing the operation in practice is not particularly difficult if you understand the specifics of the process.
When heated, the alloy oxidizes, which significantly complicates the process of joining products. This is why shielding gas is indispensable during the welding process.
Special properties of silumin
Silumin is an aluminum alloy with the addition of silicon, the advantages of which include low specific gravity, high strength, resistance to chemical attack and corrosion.
Welding silumin in a shielding gas environment.
Interesting fact! The alloy is not susceptible to corrosion processes, since a protective film of oxide compounds forms on its surface. Even a tiny damage to the surface of a metal structure made of silumin leads to contact between aluminum molecules and oxygen from the air.
Also, the specific characteristics of silumin include: light weight, high ductility, affordable cost, wide distribution.
Thanks to these qualities, the material can be used to create products with complex shapes that must meet stringent requirements for strength, resistance to corrosion and wear.
Silumin structures have found application in aircraft, motorcycle and mechanical engineering; it is actively used in the production of household appliances and plumbing fixtures.
For soldering silumin, the same technology is used as when working with aluminum - welding with a non-consumable electrode in an argon cloud. Shielding gas is necessary to prevent the metal from oxidizing when exposed to oxygen.
If you neglect argon when welding silumin at home, the edges of the parts will oxidize, and a strong, heat-resistant film will form on them, interfering with the normal welding of surfaces.
Silumin soldering technology
Silumin welding is carried out by the argon-arc welding method using an apparatus, the design of which includes an inverter, a cylinder with protective gas, a torch, an oscillator, and non-consumable tungsten electrodes. The work uses a special one, namely silumin wire.
Welding silumin structures is associated with certain difficulties:
- You can weld only those parts that are made of casting grade silumin, since they contain zinc;
- Carrying out welding operations with such metal is characterized by high resource consumption.
The process of argon-arc welding of silumin.
Tig welding technology requires certain preparatory work, without which welds rarely turn out to be of high quality.
Such operations will eliminate the oxide film, for which the edges of the parts to be joined must be sanded. A special sandblasting machine or a homemade metal brush will also work.
Next, the surfaces are chemically treated using gasoline or any solvent. It is also possible to use a solution of water and caustic soda for this, but in this state of affairs the product must be washed with running water.
When working with silumin parts, electrodes of the OK96.50 brand are actively used, the rod of which is made of silumin, and the coating is made of compositions based on salts and alkalis of chlorine or fluorine.
Welding silumin in argon with an electrode occurs as follows:
- In order for the product to be fused in the best possible way, welding work on the material must be carried out with reverse polarity of the current using a short arc.
- The filler wire is fed into the weld zone, where it is melted and then combined with the metal of the workpiece. This leads to the formation of a liquid homogeneous mass, which becomes monolithic as it cools.
- If filler material is quickly introduced into the weld pool, the hot metal will begin to spatter. As a result, the quality of the welding joint, as well as its strength and durability, will decrease.
- The wire should be carefully fed at an angle directly in front of the torch. The welder's movement must be smooth. You cannot move the additive across or tilt it to the sides, as this will affect the quality of the weld.
Other requirements when working with silumin structures are similar to connecting aluminum products by welding metal products in argon:
- When igniting the electrode, touching the parts being connected is prohibited;
- gas can be supplied a quarter of a minute after the electrode is ignited, which will allow the air around the gas burner nozzle to be sufficiently heated;
- You cannot stop the gas supply once after completing the work, but only fifteen seconds after that, which will allow the metal of the connection to cool evenly and not crack.
Table of aluminum welding modes.
Among the advantages of electric arc welding in argon are:
- narrowly directed effect of the arc, preventing deformation processes on the elements being welded;
- the greater weight of argon compared to air, so it is able to displace oxygen from the welded zone;
- high speed of work process;
- Availability of different welding techniques for different compositions.
Conclusion
The demand for silumin in many industries is explained by the excellent physical and chemical properties characteristic of it. When welding a silumin product, a shielding gas is used that can protect the welded joint from oxidation upon contact with oxygen in the air.
Alloy features
The aluminum-silicon alloy is easy to forge and cast. Products made from it are durable, lightweight, corrosion-resistant, and visually attractive.
Simulin is used in many fields of activity:
- mechanical engineering;
- architecture;
- making dishes;
- parts for plumbing and many others.
Its physical properties are compared to steel, but silumin is much lighter. It has a low cost, so it has become more preferable in the production of inexpensive household appliances.
To restore or connect siluminium parts, welding is used. Joining this alloy in practice has a number of difficulties and differs from conventional welding.
Let's talk in more detail about the methods and technology of welding silumin yourself. There are two ways to connect silumin at home:
- argon arc;
- consumable electrodes.
Can this type of welding be done at home?
Sometimes it is necessary to weld silumin at home. Stages of implementation:
- Prepare the room, workplace and equipment. When welding with argon, you need to take care of a good ventilation system. A metal table is suitable for carrying out work.
- To connect silumin parts, you need to use consumable electrodes.
- The workpieces are heated to a temperature of 300 degrees. The electrodes need to be heated to 150 degrees.
The seam can be made with fusible electrodes. It is important that they consist of a silumin rod, which is coated with an alkaline saline solution. When carrying out welding work, a large amount of slag will be released. It should be quickly removed from the surface of the workpiece.
Argon welding technology
Before you begin, you need to prepare the equipment. You will need:
- inverter;
- burner with non-consumable electrode;
- gas cylinder;
- oscillator;
- filler wire.
Preparation of parts involves removing the oxide film:
- To do this, sandpaper or other means are used to clean the joints of the parts.
- Next, the edges are treated with any chemical: solvent, caustic soda.
Important! After using caustic soda, be sure to rinse the workpieces with water pressure.
The technology for welding silumin with argon is similar to the process of welding aluminum. This is the most reliable way to connect silumin products.
When connecting parts, they heat up and a high-temperature resistant film is formed, which limits the reliability of the bond. To avoid this, an inert gas, argon, is used. It pushes out air in the welding space, preventing parts from oxidizing.
Requirements for performing work at home:
- It is not recommended to perform work in an open space; the best option would be an enclosed space (a garage or a household extension will do);
- During welding, overheating of the gas must be avoided, otherwise argon will begin to destroy the elements.
- Welding is carried out using a short arc with reverse polarity (connecting the electrode to the plus and the workpiece to the minus). With this method, the product melts easier.
- The filler wire is fed into the work area, where it melts and joins the products.
- The additive must be applied gradually, otherwise there is a high risk of metal splashing, which will lead to a poor connection.
- The additive is supplied at an angle to the burner, the directions are carried out strictly along the seam.
Fulfillment of these conditions guarantees an even and narrow seam.
This video shows how to repair (weld an aluminum pan):
Advantages and disadvantages of argon welding
Advantages of the method:
- This option for connecting elements is considered the most durable.
- Welding does not take much time.
- The technology is suitable even for beginners.
- The welding process can be done at home.
- Deformation of parts is excluded.
Using argon
Critical parts are connected by welding in an inert gas environment. The gas used is argon, to which experts advise adding up to 30% helium.
They operate on a short arc (3-3.5 mm) with an inverter with reverse polarity . The device must have an oscillator that ensures stable arc burning.
Preparation is carried out as described. A prerequisite is degreasing and preliminary cleaning.
Gas supply begins approximately 10-15 seconds after preheating
Consumable electrode welding
The second method of connecting parts using a melting electrode. The preparation of parts is carried out according to the same principle as in the previous method.
In this case, electrodes coated with an alkaline shell with a silumin core are used. The quality of such welding is significantly lower than with argon.
The process goes like this:
- The welded area is heated with a torch or blowtorch to a temperature of 250-300 degrees.
- The electrodes are also heated to a temperature of 150 degrees.
- When welding parts, slag appears on the seam from the electrode; it must be completely cleaned off.
Watch the video connecting aluminum with an electrode:
What to solder with?
Soldering of silumin can be done with a gas torch or a soldering iron with a powerful tip. The parts are sealed, having previously cleaned and degreased the surface.
Castolin 190 Flux and others are used to destroy the oxide film.
Watch the video on the topic, HTS-2000 solder, soldering aluminum without flux:
This video shows a cool way to solder aluminum with a soldering iron:
The least effective method of welding parts is using cold welding. The final result of this method depends on the quality of the gluing surface treatment.
Is it possible to cold weld large cracks? No, this method is only used for microcracks in parts.
Conclusion
Welding silumin is a labor-intensive process that requires skills and abilities in this matter. Studying the properties, technologies, and principles of working with it will help you perform the process correctly. And also understand the question of how to cook silumin depending on the problem.
Having fulfilled all these conditions, even a novice master can repair parts made of silumin.
We carry out silumin welding
Welding silumin material at first glance is a simple way to connect products, but in reality it can be accompanied by many difficulties. During the welding process, the alloy is heated to high temperatures, which significantly reduces the possibility of joining silumin workpieces. Therefore, argon is used during the welding process, which prevents oxidation. Accordingly, the alloy is restored better.
Silumin is an alloy of silicon and aluminum. It is designed for the manufacture of parts of complex shapes. This alloy has high mechanical and casting characteristics.
Silumin welding technique
To connect parts made of silumin, it is possible to use the argon arc welding technique. The equipment includes an inverter, a gas cylinder, a special burner, an oscillator, and non-consumable tungsten electrodes. Additionally, silumin wire is used as a filler material.
Silumin products are subject to preliminary preparation before joining.
- First of all, the oxide film is removed. The edges of the joined samples are cleaned with sandpaper, a special sandblasting machine, a metal brush, and other tools.
- After this, the surfaces of the products are subjected to chemical treatment, for which gasoline or any solvent can be used. When using caustic soda solution for these purposes, the workpieces must be rinsed with clean water.
How does the welding process take place?
Welding work is carried out using a short arc with reverse polarity. In this case, the metal will melt better.
- Filler wire is fed into the welding zone, where it is melted and connected to the metal of the product. Ultimately, a liquid homogeneous mass is formed, which after cooling becomes monolithic.
- You cannot quickly feed the additive into the weld pool, as the hot metal will splash, and as a result, the quality of the connection will be poor.
- The wire is fed at an angle in front of the torch, and movements should be carried out evenly along the seam joint.
- The filler rod must not be moved across or tilted to the sides.
Primary requirements
The remaining requirements are the same as for connecting aluminum samples.
- When igniting the electrode, it is forbidden to touch the metal products being connected.
- Gas is supplied fifteen seconds after the electrode is ignited. This will provide an opportunity to warm up the burner nozzle space.
- When completing welding work, the gas supply must not be stopped. This action must be performed ten seconds after stopping the supply of electric current to the electrode. This will allow the weld metal to cool evenly.
Is it possible to perform welding work of this type at home?
In domestic conditions, silumin welding can be carried out using consumable electrodes, but there are some nuances.
- Preliminary preparation of the structural elements to be connected is required.
- The materials are preheated to a temperature of 250-300 degrees.
- The electrodes heat up to 150 degrees.
Benefits of technology
- A small area of silumin heating, as a result of which deformation of products is completely eliminated.
- Argon has a higher specific gravity than air. Therefore, it prevents oxygen from entering the welded surfaces from the air.
- Increased speed of welding work due to the thermal energy of the welding arc.
- A generally available method for joining silumin samples.
- Possibility of welding structural elements that cannot be welded using other welding techniques.
Flaws
- The protection of seams in strong winds is significantly reduced, since its intense flow will simply blow away the gas pressure.
- When using high current values for the welding arc, additional cooling is required.
- To carry out the work, quite complex equipment is required.
- Setting up the equipment comes with some difficulties.
Technique
In production, in private workshops and car repair shops, craftsmen often wonder how to weld silumin. Argon arc welding is used to connect parts made of this material. The technology is welding with a non-consumable electrode. To make a reliable connection, a special silumin wire is used, which acts as a filler material.
Before using welding equipment, the part should be prepared. It is necessary to remove the oxide film that forms on the surface of the material. To do this, use sandpaper, a brush or a sandblaster. For chemical processing, a solvent is used.
What equipment is needed?
Before starting welding work, you should prepare the equipment. To connect silumin blanks, it is important to choose a high-quality device. A welding transformer is not suitable for this. You need an inverter device and a gas cylinder. In addition to them, they use: tungsten electrodes, a special torch and an oscillator.
You can weld silumin parts semi-automatically. The wire is fed under the protection of inert gases. When using a semi-automatic machine, it is important to consider some features:
- If the direct current has negative polarity on the electrode, it will not be possible to make a high-quality seam.
- To prevent the connecting wire from getting tangled when feeding, use a tool equipped with 4 rollers.
Advantages and disadvantages
Silumin welding has certain advantages and disadvantages.
Strengths:
- There is virtually no workpiece deformation due to the small processing area.
- Argon protects the treated surface from oxygen.
- High speed of work completion.
- Using this technology, it is possible to connect structures that are not amenable to other welding methods.
Weak sides:
- When working outside, strong winds will interfere with the work.
- If a powerful current is used to create an arc, an additional cooling system is required.
- The equipment used to connect silumin is very expensive.
- To work with tools and create a high-quality seam, you need to have practical skills.