At the dawn of civilization, man learned to make various alloys, the main component of which was copper. Bronze is an alloy of copper and tin; it imparts hardness, lowers the melting point, and makes it resistant to chemicals and abrasion. But besides tin, other metals, and even non-metallic substances, are often added to obtain the special properties of bronze. Therefore, there are many bronzes that are used for the manufacture of various machine parts and mechanisms, including bronze bushings, which will be discussed in this article.
A little about bronze
The most widespread alloys in the mechanical engineering industry are called:
- bronze - copper and tin;
- brass - copper and zinc.
Based on their chemical composition, bronze is divided into:
- Tin - it has impeccable anti-friction, casting and mechanical properties, and is perfectly polished. Such bronze is expensive and in short supply. Due to its low wear rate and low friction coefficient, it is used for the manufacture of gears for worm wheels, bronze bearings and bushings.
- Tin-free - contain alloys of copper with various metals: aluminum, nickel, iron, chromium, manganese, silicon. They fully replace tin bronze. For example, bronze, which contains aluminum and iron, has high hardness and strength, and is resistant to rust. It is well processed by pressure and casting. The addition of lead imparts high anti-friction properties, manganese increases wear resistance, and beryllium increases strength.
Bronze products are very popular, have high durability, strength and are well preserved in aggressive environments. They are widely used in mechanical engineering, machine tool manufacturing and many other sectors of the national economy.
Antifriction (bearing) materials
Used for the manufacture of parts operating under friction (sliding) conditions: bearings, bushings, guides, liners.
Conventionally, these materials are divided into alloys based on tin, lead, copper, iron, zinc and aluminum: sintered alloys - bronze-graphite, iron-graphite; plastics - textolite, fluoroplastic, wood-laminated plastics and complex compositions - metal-plastic, etc. Such materials must have good wearability, wear resistance, a low coefficient of friction when working in tandem with the product material, a low tendency to jam (seize), and the ability to provide uniform lubrication rubbing surfaces, a strong, but relatively viscous and plastic base that holds solid supporting inclusions. Along with the aluminum antifriction alloys discussed above (GOST 14113-78), intended for the manufacture of monometallic and bimetallic bearings, and zinc antifriction materials (GOST 21437-95), used for the production of bimetallic and monometallic products, other antifriction materials are shown below.
are a widely used anti-friction low-melting material . The peculiarity of babbitts is that they do not leave nadirs on the surfaces of mating parts. Their main components are ductile tin and lead, to which are added harder materials - copper, antimony and nickel.
Calcium babbits in ingots (GOST 1209-90) are used for filling sliding bearings. They are based on lead, to which calcium is added - 0.3-1.15%, sodium - 0.2-0.9%, magnesium - 0.01 - 0.09%, tin -1.5-2.1 % and aluminum - up to 0.2%. The weight of pigs is from 24 to 28 kg. Depending on the chemical composition, the standard defines the following brands of these babbits and their areas of application:
- BKA - filling of axle boxes of wagons and tenders on railways;
- BK2 - filling the liners of main and connecting rod bearings of diesel and gas engines;
- BK2SH - pre-mixing of alloys when filling liners of main and connecting rod bearings of diesel and gas engines.
Tin and lead babbits (GOST 1320-74) are used to fill sliding bearings and other parts. Depending on the chemical composition, the standard provides for the following brands of these babbits and their approximate purpose:
- B88 - filling of subtriggers operating at high speeds and high dynamic loads, as well as for the lower half of the cross-section subtriggers of low-speed diesel engines;
- B83, B83S - pouring of diesel engines operating at high speeds and high dynamic loads (turbine subtypes, crosshead, crankshaft, frame low-speed diesel engines, support subtypes of propeller shafts);
- BN - filling of subtypes operating at medium speeds and loads (bearings of diesel engines, compressors, ship water pipelines);
- B16 - filling of thrust-axial bearings of electric locomotives, track machines, parts of steam locomotives and other heavy machines;
- BS6 - filling of bearings of automobile and tractor engines.
Table 47 Physical and mechanical properties of babbitts
| Brand | γ, g/cm | LV (at 20 °C) | σт | σcom | Temperature, °C | ||
| start of melting | melting | fills | |||||
| MPa | |||||||
| B88 | 7.35 | 26.5-29.2 | — | — | — | 320 | 380-420 |
| B83 | 7.38 | 26.5-29.2 | 78,5-83,5 | 108-117 | 240 | 370 | 440-460 |
| B83S | 7.4 | 26.5-29.2 | 230 | 400 | 440-460 | ||
| BN | 9.55 | 26.5-28.2 | 69-73 | 125-128 | 240 | 400 | 480-500 |
| B16 | 9.29 | 29.2 | 84 | 144 | 240 | 410 | 480-500 |
| BS6 | 10.05 | 14.7-16.6 | 247 | 280 | — | ||
Table 48. Area of application of babbitts
| Brand | Load | Pressure p, MPa | Peripheral speed v, m/s | Work intensity pv, | Working temperature. °C ' | Application area |
| B88 | Calm percussion | 20. 15 | 50 | 750 | 75 | Bearings operating at high speeds and high dynamic loads Bearings for high-speed diesel engines |
| B83 B83S | Same » | 15. 10 15. 10 | 50 50 | 750. 500 750. 500 | 70 70 | Bearings operating at high speeds and medium loads Bearings for turbines, diesel engines, support bearings for propeller shafts |
| BN | » | 10 5 | 30 | 300. 200 | 70 | Bearings operating at medium speeds and loads. Bearings for compressors and diesel engines |
| B16 | Calm | 10 | 30 | 300 | 70 | Bearings for heavy engineering equipment |
| BS6 | Percussion | 15 | — | 70 | Automotive engine bearings |
Babbitts of brands B88, B83 and B83S have a tin base, and B16, BN and BS6 have a lead base. Main components: tin - 5.5-17%, lead - 1-1.5%, antimony - 5.5-17%, copper - 0.1-6.5%, cadmium - 0.1-1.2 %, nickel - 0.1-0.5% and arsenic - 0.5-0.9%.
The mechanical and physical properties of babbitts depend on the grade of the alloy. The specific pressure is (200-745) • 104 Pa (76-200 kgf/cm2), peripheral speed - 30-50 m/s, operating temperature - from 70 to 75°C, density - 7.35 - 10.05 g/ cm3, hardness - 15-30 HB, compressive yield strength - 70-85 MPa (7-8.6 kgf/mm2), compressive strength - 110 -145 MPa (11 - 14.7 kgf/mm2), temperature melting temperature - from 280 to 400°C, pouring temperature - from 380 to 500°C (Tables 47 and 48).
1.1 Anti-friction brass and bronze
For the manufacture of monometallic bearings, antifriction brass (GOST 17711-93 and 15527-2000) of the following grades is used: LTs40S, LS 40Sd-lead, LTs40Mts1.5 - manganese, LTs38Mp2S2 - manganese-lead, LTs25S2 - tin-lead, LTs23A6 ZhZMts2 - aluminum-iron-manganese, LTs16K4 - silicon.
Tin bronzes (GOST 614-97) of the BrOZTS8S4N1, Br03TS13S4, BrO4TS7S5 and BrO5TS6S5 brands are intended for the manufacture of various antifriction parts.
For the manufacture of antifriction monometallic parts and liners, including highly loaded sliding bearings, tin casting bronzes (GOST 613-79) BrO4Ts7S5, BrO4TsS4S17, BrO5Ts5S5, BrO5S25, BrObTsbSZ, BrOYUF1, BrOYUTS2 and BrOYUSYu are used.
1.2 Anti-friction cast irons
Cast irons (castings) in accordance with GOST 1585-85 are used as antifriction materials. They are intended for the manufacture of parts operating in friction units with lubrication. The standard defines the grades of antifriction cast irons, their chemical composition, characteristics, purpose, shape, size and distribution of graphite, pearlite dispersion, the nature of the distribution of phosphide eutectic, hardness and maximum operating conditions of parts made from these cast irons. Their basis is iron, constant components: carbon - 2.2-6.0%, silicon - 0.5 - 4.0%, manganese - 0.2-12.5%. Allowed impurities: phosphorus - from 0.1 to 1%, sulfur - from 0.03 to 2% (Table 49).
The letters in the designations of cast iron grades mean: ACh - anti-friction cast iron, C - gray cast iron with flake graphite, B - high-strength cast iron with nodular graphite, K - malleable cast iron with flake (compact) graphite.
The hardness of castings made of antifriction cast iron (from 100 to 290 HB) depends on their condition and heat treatment conditions. Limit operating modes of parts made of these cast irons in friction units: specific pressure - (50-3000) • 104 Pa (5-300 kgf/cm2), peripheral speed - 0.3-10 m/s. Conditions for using antifriction cast iron in friction units: careful installation (exact mating of rubbing surfaces and absence of distortion); continuous thorough lubrication, preventing sparks or significant heating of the friction unit; increase in gaps compared to those established for bronze up to 15-30%, with significant heating of the friction unit - up to 50%; running in at idle and gradually increasing workloads.
Table 49 Brands of antifriction cast iron, their characteristics and purpose
| Brand | Properties and Application |
| ASF-1 | Pearlitic cast iron alloyed with chromium 0.2-0.4%) and copper (0.8-1.6%); designed for parts working in tandem with a hardened or normalized shaft |
| ASF-2 | Pearlitic cast iron alloyed with chromium (10.2-0.4%), nickel (0.2-0.4%), titanium (0.03-0.1%) and copper (0.3-0.5% ); the purpose is the same. like AChS-1 cast iron |
| ASF-3 | Pearlite-ferritic cast iron alloyed with titanium (up to 0.3%) and copper (0.3-0.5%); parts made of such cast iron can work in tandem with a “raw” and a heat-treated shaft |
| ASF 4 | Pearlitic cast iron alloyed with antimony (0.04-0.40%); used for the manufacture of parts working in tandem with a hardened or normalized shaft |
| ASF-5 | Austenitic cast iron alloyed with manganese (7.5-12.5%) and aluminum (0.4-0.8%); This cast iron is used to make parts that work in particularly loaded friction units paired with a hardened or normalized shaft |
| ASF-6 | Pearlitic porous cast iron alloyed with lead (0.5-1.0%) and phosphorus (0.5-1.0%); recommended for the production of parts operating in friction units with temperatures up to 300°C paired with a “raw” shaft |
| AChV-1 | Pearlitic nodular cast iron; parts made of such cast iron can operate in friction units with increased peripheral speeds paired with a hardened or normalized shaft |
| AChV-2 | Pearlite-ferritic cast iron with nodular graphite; parts made from this cast iron work well under friction conditions with increased peripheral speeds paired with a “raw” shaft |
| ABC-1 | Pearlitic cast iron with flake graphite, alloyed with copper (1.0-1.51 o); intended for the manufacture of parts. working in tandem with a heat-treated shaft |
| ABC-2 | Ferritic-pearlitic and pearlitic-ferritic cast iron with flake graphite; parts made of this cast iron work in tandem with a “raw” shaft |
1.3 Carbon (carbon-graphite) antifriction materials
Carbon (carbon-graphite) antifriction materials are intended for the manufacture of parts (sliding bearings, sealing devices, piston rings, etc.) operating in friction units without lubrication at temperatures from -200 to +2000°C and sliding speeds up to 100 m/s, and also in aggressive environments. Their properties depend on the chemical composition and method of production: density - 1.4-3.2 g/cm3, compressive strength - 60-270 MPa (600-2700 kgf/cm2), bending strength - 22-120 MPa (220- 1200 kgf/cm2), modulus of elasticity in compression - 600-1700 MPa (6000-17000 kgf/cm2), Shore hardness - 42-75, permissible operating temperature in an oxidizing environment - from 180 to 450°C, in a reducing and neutral environment environments - from 200 to 1500°C. When working in a vacuum and in an environment of dried gases, the properties of these materials deteriorate. Carbon antifriction materials include:
- fired carbon materials of the AO-1500 and AO-600 grades (the number means the pressing force at which the material was obtained, in kgf/cm2); after impregnation with CO5 alloy containing 95% lead and 5% tin, or B83 babbitt, these materials are assigned the following grades: AO-1500-СО5, AO-600-СО5, AO-1500-B83 and AO-600-B83;
- carbon graphitized materials of the AG-1500, AG-600 and EGO brands (after impregnation with CO5 alloy, B83 babbitt and BrSZO bronze -AG1500-S05, AG600-S05, AG500-B83, AG600-B83, AG1500-BrSZO, EGO-B83);
- graphite fluoroplastic antifriction materials of grades 7B-2A, AFGM and AFG-80BC, consisting of compositions based on fluoroplastic^! and carbon fillers;
- graphite-plastic antifriction materials of the following brands: AMS-1, AMS-3 and AMS-5 on an epoxy-silicon binder base: these materials are intended for the manufacture of parts operating in friction units at 180-200°C, and for a short time - at temperatures up to 320°C ;
- antifriction graphitized materials of the NIGRAN and NIGGRAN-V brands; they combine the properties of fired and graphitized materials, subjected to additional impregnation with polymer binders; parts made from these materials can operate in dry friction units and in aggressive environments at temperatures up to 300°C.
1.4 Anti-friction hard coatings (solid lubricants)
Antifriction hard coatings include materials with a low coefficient of friction, the properties of which do not change at high and low temperatures, when working in a vacuum, as well as when exposed to aggressive environments. These are graphite, molybdenum disulfide, boron nitride, copper flotation, fluoroplastic-A, etc. In their pure form, they have low wear resistance and insufficient strength, so they can only work in lightly loaded friction units at low speeds, which has led to their limited use.
Antifriction hard coatings are available in the form of powders, greases and drying compositions. Antifriction powders are rubbed into the friction surfaces. This method does not ensure long-term operation of the friction unit, so the rubbing process must be repeated at certain intervals. The rotaprint method of applying powder is more effective. An auxiliary roller (or gear) is mounted in the friction unit, which, in constant contact with the rubbing surface, continuously applies powder to the main shaft, gear pair or guide.
A magnetodynamic method for introducing powders into friction units at temperatures up to 900°C has also been developed.
Brands of hard antifriction coatings:
- VNII NP-209 - anti-friction molybdenum disulfide coating based on an organosilicon binder; used for friction (sliding) units during reciprocating motion; operating temperatures - from -70 to +850°C, in vacuum - up to 900°C;
- VNII NP-212 - anti-friction molybdenum disulfide coating based on urea-formaldehyde resin; intended for friction pairs operating under high specific loads and low speeds at temperatures from -70 to +150°C in atmospheric conditions and in vacuum;
- VNII NP-213 - anti-friction molybdenum disulfide coating based on an organosilicon binder; used in friction (sliding) units, threaded pairs, and also to protect rubbing pairs from caking; operating temperatures - from -70 to +350°C;
- VNII NP-229 - anti-friction molybdenum disulfide coating based on sodium silicate; intended for friction (sliding) units operating at temperatures from -60 to +350°C;
- VNII NP-230 - antifriction molybdenum disulfide radiation-resistant coating based on epoxy resin; used in friction (sliding) units with a limited resource under conditions of radiation exposure at temperatures from -60 to +250°C.
1.5 Anti-friction polymer and plastic materials
For the manufacture of various parts operating in friction (sliding) mechanisms with low loads and speeds, antifriction polymer and plastic materials are used. These materials have a low coefficient of friction, high wear resistance, chemical resistance, and can work without lubrication. However, low (hundreds of times lower than that of metals) thermal conductivity, significant (tens of times higher than that of metals) coefficient of thermal expansion, low hardness and high compliance limit the possibilities of their widespread use. They are used more effectively in combination with other materials, metals and plastics.
The composition and conditions of use of some polymer and plastic materials are shown below.
The limiting operating modes of polymer and plastic materials are given in table. 50.
Textolite (GOST 5-78) is a layered plastic material consisting of cotton filler and a binder thermosetting phenol-formaldehyde (cresolaldehyde, xylenolaldehyde) or other (from a mixture of phenolic raw materials) resin. Textolite serves as a good substitute for expensive non-ferrous metals. It is used in the manufacture of sliding bearings and linings for guides of various profiles. As a structural material, it is used in aircraft and instrument making, in the automotive and electrical industries. Textolite bearings can operate with or without lubrication; they can be wetted with water. PCB parts resist many active media: organic solvents, oils, gasoline, weak acids. Textolite grades: PTK and PT - textolite of the first and second grades, intended for the manufacture of general-purpose plain bearings; PTM-1, PTM-2 - designed for the manufacture of bearing shells for rolling mills; PTK-S is an anti-friction textolite having a density of 1.4 g/cm3 and a compressive strength of 250 MPa (2500 kgf/cm'); PTG-1 is a graphitized textolite with a compressive strength of 200 MPa (2000 kgf/cm2) and an impact strength of 30 kJ/m2.
Wood laminated plastic (chipboard) is a compressed layered material made from wood veneer, impregnated with a small amount of phenol-formaldehyde resin. For the manufacture of stern tubes, laminated plastic of the DSP-A brand is used, as structural antifriction materials replacing non-ferrous metals, as well as for the manufacture of parts operating in friction units (bushings, bearings, gears, etc.), plastics of the DSP-B brand are used , DSP-V, DSP-G; for the manufacture of sawmill frames and other loaded parts - DSP-B-m, DSP-V-m and DSP-G-m. Stern tube (ship) bearings made of D5TSP wood-textolite plastic work well in seawater. This plastic, consisting of veneer and cotton fabric, is impregnated with a phenolic binder and hot-pressed.
Anti-friction rubber bearings, which are metal bushings (reinforcement) coated with a layer of rubber of a certain anti-friction composition, work reliably with water lubricant. They are used as supports for propeller shafts (ship props with a diameter of 30-240 mm, GOST 7199-77), submersible pumps, turbodrills (GOST 4671-76), water turbines and other components of machines operated in the aquatic environment. Compared to metal and wood-layered ones, such underlays are more wear-resistant. The magnitude of their permissible loads depends on the shaft rotation speed, lubrication and other operating conditions of the friction unit.
Fluoroplast-4 has good anti-friction properties. However, it is not strong enough and wear-resistant. It is more effective when used in complex combinations with other materials.
Metal fluoroplastic bearings work well in dry friction units without lubrication at high loads and sliding speeds. They are made from steel strip (steel 08kp or Yukp), coated on both sides with a layer of Ml copper or L90 brass. A highly porous bronze layer of spherical bronze powder (9-11% antimony) is sintered on the belt. The porous layer is impregnated by rubbing in a composition consisting of a 75% suspension of fluoroplastic-4DV and 25% molybdenum disulphide. Such subtypes operate at temperatures from -200 to +280°C (Table 50).
Table 50 Limit operating modes of polymer and plastic materials
| Material | Operation without lubrication | Working with lubricant | ||||||
| friction coefficient | pressure, MPa | sliding speed, m/s | temperature, °C | friction coefficient | pressure, MPa | sliding speed, m/s | temperature, °C | |
| Fluoroplastic 4 | 0.04-0,08 | 0,5-0,7 | 0,5 | — | 0.02-0,03 | 1.5 | 5 | — |
| Fluoroplastic 4 (F-4K20)* | 0.08-0,1 | 1-2.5 | 1 | 120 | 0,03 | 3.5÷1 | 8-10 | 200 |
| Fluoroplastic 40 | 0.5-0,6 | 0,6-0,8 | 0,5 | 100 | 0.06-0,08 | 5,5 | 4 | 160 |
| Fluoroplastic 40 (F40S15M1.5) | 0.25-0,35 | 1-1.2 | 1 | 100 | 0.025-0,08 | 8 | 7 | 160-180 |
| Ftoroplast-3 | 0.07-0,08 | 0.35 | 0,5 | 50 | 0.04-0,05 | 1 | 3 | 125 |
| Polyamide resins AK-7.P-610 | 0.17-0,2 | 2-3 | 0.5 | 75 | 0.08-0,14 | 2.5-3 | 0,5 | 100 |
| Capron | 0.15-0,34 | 1.5-2.5 | 0,2 | 80-90 | 0,08-0,16 | 2,5-3 | 0,5 | 90-100 |
| Kapron (ATM-2) | 0.1-0,2 | 2-2,5 | 2,5-3 | 140 | 0,08-0,12 | 8-10 | 6-8 | 175 |
| Textolite | 0.2-0,3 | 5 | 1 | 80 | 0.06-0,1 | 10 | 5-10 | 100 |
| * — the filler is indicated in brackets. | ||||||||
Antifriction bimetallic materials and metaplastic compositions are used for the production of standard bushings and liners. Thin-walled liners for main and connecting rod bearings of diesel engines and gas engines are made of steel-aluminum (steel 08kp or 10, aluminum alloy AO9-1 or A020-1), steel-bronze (steel 10, bronze BrSZO), steel-babbit (steel 10 or 15, babbitt B83, B89) , bronze-babbitt (bronze BrZZTs12S5, babbitt BK.-2). The main and connecting rod bearing shells of tractors and combine engines are made of steel-aluminum strips (steel 08kp, aluminum alloy ACM, A020-1).
Products
Bronze bushings are consumables that become unusable during long-term operation and must be replaced during repairs. A solid or split part has a cylindrical or conical shape of various sizes. A chain sprocket, drive pulley or coupling is attached to the bushing. The inner hole must match the diameter of the shaft. Depending on the purpose, bushings can be bearing, transition, or securing. In addition to these parts, bronze liners are often used; they are obtained by cutting the bushing into two identical parts. They are also made from grades of lead and tin bronzes.
Bushings are the most popular rolled bronze parts. Due to their high quality and valuable physical and chemical characteristics, excellent strength, they are used in mechanisms subject to high loads. They are actively used in the heavy, chemical and engineering industries.
Bronze
Bronze is used for the manufacture of bearings operating in the area of predominantly semi-liquid lubrication at low peripheral speeds (bearings for auxiliary drives). Due to their increased hardness, they can withstand high specific loads.
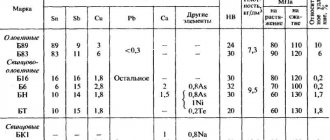
The most common are tin, tin-lead and tin-zinc-lead bronzes (Table 29).
Tin bronzes of the BrOF type have good antifriction properties. Bronzes with a content of >0.5% Sn are cast (preferably in chill molds), those with a content of <0.5% Sn are stamped. The hardness of stamped bronzes can be reduced to HB 50-60 through softening annealing.
The introduction of lead (BrOS bronze) improves machinability, increases ductility and reduces the hardness of bronze. Bronze BrO5S25 belongs to the category of semi-plastic.
The most widely used are tin-zinc-lead bronzes, in which the content of scarce tin is reduced to 2-6%. Their ductility is higher than that of tin bronzes (elongation 6-15%); hardness HB 50-70. Tin-zinc-lead bronze BrOTsS 4-4-2.5 is used in the form of cold-rolled strips for the manufacture of thin-walled bushings.
Aluminum-iron bronzes of the BrAZh type, which have increased hardness (HB 70-100), are used for the manufacture of bushings operating at high loads and low speeds under conditions of semi-fluid and boundary lubrication (guide bushings for suction valves of internal combustion engines).
Bearings operating at high temperatures with boundary lubrication (exhaust valve guides) are made of heat-resistant iron-nickel-aluminum alloys of the BrAZhN type.
Thermal conductivity of antifriction bronzes is 0.06–0.12 W/(m °C); coefficient of linear expansion (16—18)·10–6; elastic modulus E = (8–10)·104 MPa.
Shafts operating in medium-hard bronze bearings must have a hardness of more than HRC 50, and in high-hardness bronze bearings more than HRC 55.
Bushing classification
Bushings are classified according to two indicators: purpose and shape. According to their purpose, they are divided into the following groups:
- bearing;
- transitional;
- fixative.
Most often, specialists encounter bearing bushings. To improve performance quality and increase service life, many manufacturers use bronze alloys that have good anti-friction properties. According to their shape, bushings are divided into:
- cylindrical;
- conical;
- threaded;
- split;
- compound.
Cylindrical and conical shapes of parts are in greatest demand in industry. They are installed in the most important components of mechanisms that carry heavy loads.
Manufacturing of bronze bushings
Bronze rolled products in the form of bushings are in wide demand in many industries. Several types of complex technologies are used for production. Bushings are made mainly by casting:
- The centrifugal method is recognized as the most effective. To produce bushings using this method, tin and aluminum bronzes are used. Large cylindrical blanks are cast into steel molds on centrifugal horizontal machines with a roller support, while small ones are cast on cantilever-type machines. For products with complex shapes, equipment with a vertical axis of rotation is used. Centrifugal casting makes it possible to obtain homogeneous bushings that do not require additional processing.
- Using earth molds, this method is convenient for making bronze bushings, the sizes of which vary greatly from each other - from a few centimeters in diameter to more than one meter. Most often, bushings with large dimensions are made using this method.
- In a chill mold using a variety of casting molds - used in the manufacture of products of complex shapes. High quality is obtained from tin bronzes.
In addition, they use a method of cutting bronze pipes and rolling a thin sheet of bronze.
Chemical composition of bronze
In some brands, the copper content is not determined by the main component, but depends on its difference.
The numbers after the characters separated by a hyphen indicate the average number of additional elements. For example, BrAZh9-4 means 9% Aluminum, 4% Iron, copper content not more than 87%. Chemical composition in % of bronze BrO5Ts5S5
| Fe | Si | P | Al | Cu | Pb | Zn | Sb | Sn | Impurities |
| up to 0.4 | up to 0.05 | up to 0.1 | up to 0.05 | 80.7 — 88 | 4 — 6 | 4 — 6 | up to 0.5 | 4 — 6 | total 1.3 |
Chemical composition in % of bronze BrAZh9-4
| Fe | Si | Mn | P | Al | Cu | Pb | Zn | Sn | Impurities |
| 2 — 4 | up to 0.1 | up to 0.5 | up to 0.01 | 8 — 10 | 84.3 — 90 | up to 0.01 | up to 1 | up to 0.1 | total 1.7 |
Chemical composition in % of bronze BrB2
| Fe | Si | Ni | Al | Cu | Pb | Be | Impurities |
| up to 0.15 | up to 0.15 | 0.2 — 0.5 | up to 0.15 | 96.9 — 98 | up to 0.005 | 1.8 — 2.1 | only 0.5 |
Chemical composition in % of bronze BrKh1
| Cr | Cu | Impurities |
| 0.4 — 1.2 | 98.5 — 99.6 | only 0.3 |
Metal impurities present in bronze can be random and are not determined by the completely pure original material. But usually a certain number of compounds are added to the molten metal during casting for various purposes, and then this alloy is given a special name. As a result of the increase in copper composition, tin becomes hard, but less viscous. The quality of the alloy depends on the composition, method of preparation and subsequent processing. If copper-tin alloys, containing from 7 to 15% and widely used in practice, are subjected to slow cooling, then the alloy separates and part of the enriched copper solidifies more quickly; this phenomenon is called bronze segregation.
Bronze bushings - what are they and why are they needed?
The bronze bushing exhausts its life and wears out during operation of the equipment, but this is its main task. Working against wear and tear, the bushing thus preserves the bulk of expensive equipment. After the bushing has become unusable, all that is required is a temporary stop of the equipment and a quick replacement of the bushing. Bronze alloys, which have good anti-friction properties, are used to improve the quality and extend the service life of expensive equipment.
Application of Bronze Sliding Bushing
- Industrial and household equipment - rolling machines, turbines, gearboxes, generators, pumps.
- Mechanical engineering is a special technique.
- Chemical industry - when working in an aggressive environment.
- Electrical engineering and instrumentation
According to the shape of the body, they are divided into 5 groups:
- split;
- conical;
- threaded;
- cylindrical;
- compound.
According to their purpose, they are divided into 3 groups:
- Transitional
- Reinforcing
- Bearing
Cylindrical and conical shapes of parts are in great demand in work. They are placed in the most important components of mechanisms.
Pros:
- Corrosion resistance. Bronze does not oxidize when exposed to air or special media such as salt water or process fluids.
- The low coefficient of friction of the material guarantees excellent anti-friction properties and low adhesion. The part is not capable of grasping the materials of the contacting parts in close contact.
- The load is evenly distributed over the contact surface, and the abrasive particles are drawn into the depth and removed from the contact boundary. This property protects the steel from wear.
Manufacturing of bronze bushings
Manufacturers approach their work responsibly, make high-quality advertising, always indicate the composition of bronze alloys, describing the manufacturing technology and dimensions of the bushings, and also list all types of parts produced. Both large companies with large production and small foundries are engaged in the production of bronze bushings. Therefore, the market for the production of bronze blanks is developing and improving. Of course, the quality of work will vary greatly between different manufacturers.
Several types of casting are used to create bushings.
Casting methods:
- In chill molds using different casting molds - used to create complex shapes. Tin bronze gives high quality.
- The centrifugal casting method is considered the most popular and effective method. To create bushings using this method, tin and aluminum bronze are used.
- Using earth molds, suitable for producing large size bronze bushings.
Application in mining industry
The use of bronze bushings in the mining industry, under very difficult operating conditions, is due to the excellent physical and chemical properties of bronze alloys. Crushing and grinding equipment, quarry excavators such as EKG-4.6B, EKG-5A, EKG-10, etc., operate in conditions of dirt and dust, under conditions of large temperature differences, and spare parts for such machines and equipment must be durable. The high service life of the bronze sliding bushing helps to increase the operation of equipment and machines, which significantly reduces the cost of repair and maintenance of equipment.
Bronze sliding bushings
Bushings made of antifriction materials act as sliding bearings. They have different designs: smooth, with flange and liner plates, and are made of different materials. Sliding bearings are widely used in the production of equipment for mining and mining equipment, tractors, pumps, and presses. Possessing a low coefficient of friction, good ductility and thermal conductivity, bronze bushings reduce the accident rate of equipment, increase the reliability and service life of equipment. The main areas of application for bronze sliding bushings are the following industries:
- Mining – quarry excavators and crushers.
- Automotive – heavy vehicles.
- Railway – electric locomotives.
- Hydropower – manufacturing of servomotors and hydraulic turbines.
- Heavy industry - rolling mills, worm wheel rims, cylinders, stamping and forging equipment, hydraulic presses.
The use of bushings in many industries contributes to the development of production. Tin bronzes are considered the highest quality raw materials, although the products have a high price, but are in demand.
Friction (brake) materials
They are used in brakes and mechanisms for smooth transmission of rotation by friction. Their main feature is a high coefficient of friction.
2.1 Brake woven asbestos tapes (GOST 1198-93)
They are used as linings in brake and friction units of machines and mechanisms with a surface friction temperature of up to 300°C. The width of the tapes is 13-200 mm, thickness - 4-12 mm, length - up to 50 m. Depending on the impregnation and purpose, asbestos brake belts are divided into three types:
- LAT-1 (with oil-resin impregnation) - for lightly loaded brake mechanisms of various cranes and other brake and friction devices operating at pressures up to 113·104 Pa (11.5 kgf/cm2);
- LAT-2 (with oil impregnation) - for brake mechanisms of tractors, cars, combines operating at pressures up to 490·104 Pa (50 kgf/cm2);
- LAT-3 (with rubber impregnation) - for brake units of anchor-mooring ship mechanisms operating at pressures up to 1180·104 Pa (120 kgf/cm2).
The friction coefficient of asbestos tapes is: for steel - 0.3-0.5, for cast iron - up to 0.41; density - 1.2 - 1.65 g/cm3.
2.2 Asbestos elastic materials (GOST 15960-96)
Designed for brake units operating at surface friction temperatures up to 200°C without oil. They are produced in the form of rolled strips of three brands:
- EM-1 - for brake and friction units of road construction and handling equipment, presses and other machines operating at pressures up to 147·104 Pa (15 kgf/cm2);
- EM-2 - for brake units of tractors, agricultural and other machines operating at pressures up to 245·104 Pa (25 kgf/cm2);
- EM-3 - for brake units of scooters and motorcycles operating at pressures up to 79·104 Pa; (8 kgf/cm2).
The elasticity of the tapes is tested by bending them 180° around a circular mandrel with a diameter equal to 40 times the thickness of the tape being tested. The density of the tapes is 2-2.25 g/cm3, the coefficient of friction on steel is 0.4-0.44.
For friction units of cars, airplanes, tractors, metal-cutting and textile machines, hoisting equipment and diesel locomotives, friction asbestos linings (GOST 1786-95) are produced - molded, pressed, woven, cardboard-bakelite and spiral wound. They can be used in all climatic zones. The standard provides for 168 standard sizes of linings. It shows their outer and inner diameters, thickness, permissible temperatures during long-term and short-term operation, transmitted torque, permissible rotation speed, specific pressure. Hardness of linings - 170-360 HB, coefficient of friction for cast iron -0.28-0.55, linear wear for cast iron - 0.88-0.22 mm, heat resistance - up to (167-480) ■ 106 Pa (17-49 kgf/mm2), increase in mass in liquid media (water, oil) - up to 1%.
The linings are designated by a ten-digit number, for example: 25 7111 5602 - for the steering damper, 25 7112 4317 - for the peeler clutch, 25 7113 1164 - for the safety clutch. The service life of the linings operating in friction units is quite high. For example, for cars with diesel engines it is 6 thousand operating hours, cars - 125 thousand km, trucks - 75 thousand km when operating on roads of the first category (for roads of the second category, the resource is reduced by 20%, for the third category - by 40 %).
2.3 Asbotekstolite grades a, b and g (GOST 5-78)
It is used as a heat-insulating material, as well as a material for the manufacture of brake and friction parts.
The heat-resistant friction material is retinax (GOST 10851-94). It is available in two brands:
- A - asbestos-resin composition with inclusions of brass wire, intended for working with ChNMH cast iron at surface friction temperatures of up to 1100°C, sliding speeds of up to 50 m/s and pressures of up to 250·104 Pa (25 kgf/cm2); density of retinax grade A - 2.4-2.8 g/cm3, shear strength - up to 23 MPa (230 kgf/cm2) and compression strength - 56 MPa (560 kgf/cm2), hardness - 35-56 HB;
- B - asbestos-resin composition intended for working with gray cast iron and alloy steels at temperatures up to 700°C, sliding speed 10 m/s and pressure 150·104 Pa (15 kgf/cm2); properties of retinax grade B of improved quality and first category, respectively: density - 2.13 and 2.45 g/cm3, shear strength - 25.5 and 19.5 MPa (255 and 195 kgf/cm2), compressive strength 71 and 57.5 MPa (710 and 575 kgf/cm2), hardness - 25 and 50 HB, linear wear when working with SCh 15 cast iron in 2 hours - no more than 0.16 and 0.19 mm.
The coefficient of friction of retinax varies significantly depending on temperature. The lowest friction coefficient is in the temperature range from 400 to 700°C.
2.4 Friction materials produced by powder metallurgy (cermet)
They have high friction properties. They have a high coefficient of friction, good wear resistance and heat resistance. Such materials are used in friction units of aircraft, cars, tractors, metal-cutting machines and other machines and equipment. Metal-ceramic friction materials can operate in dry friction units and in oil. The most common metal-ceramic friction materials are:
- MK-5 _ consists of 9% tin, 9% lead, 4% iron, 7% graphite, the rest is copper; used in hydraulic transmissions of cars, tractors, diesel locomotives and other machines;
- FMK-11 -15% copper, 9% graphite, 3% silicon dioxide, 6% barium sulfate, 3% asbestos, the rest is iron;
- MKV-5OA - 10% copper, 8% graphite, 3% asbestos, 5% silicon carbide, 5% boron carbide, the rest is iron;
- SMK-80 - 23% copper, 6.5-10% manganese, 2-5% molybdenum disulfide, 6-12% boron nitride, the rest is iron;
- FAB - 8% lead, 7% graphite, 5% iron, 11% aluminum, the rest is copper.
The main properties of these materials: density - 5-7 g/cm3, tensile strength - 19.5-98 MPa (2-10 kgf/mm2), compressive strength - 147-490 MPa (15-50 kgf/mm2) hardness -15-100 HB, linear expansion coefficient at 25 - 500°C - 10.9-22.
356
Advantages
Bronze bushings, unlike similar parts made of other materials, have a long service life and the following positive characteristics:
- Low adhesion - bronze has low adhesion to the surface material of the part, so there is very little friction, which guarantees good anti-friction properties of the bushing.
- Stable mechanical properties – the service life of the part is extended, which ensures reliable operation of the entire system for the maximum period.
- High level of thermal conductivity and heat capacity - due to the structural features of the alloy crystal lattice, the quality performance of the entire mechanism increases.
They produce all kinds of bushings, which are classified according to different criteria. According to the manufacturing method, they are divided into stamped and cast. According to the method of mounting on the shaft, a specific diameter of the bronze bushings can be specified, or it can be made for boring with a small hole in the center, which is enlarged to the required diameter.
Why is a valve guide needed?
The sleeve is a cylinder, inside which the valve moves up and down, performing the functions of opening and closing channels (inlet and outlet). The consumption of engine oil and the fit of the valve plate to the seat depend on the condition of the rubbing surfaces of the valve sleeve. The guide sleeve also plays another important role: it conducts heat from the valve stem to the engine head. If there were no bushings, the entire cylinder head would have to be replaced, which is not cheap. In order to save money, they replace the guide bushings. At the same time, bronze valve bushings are considered the most durable today.
Use in cars
The guide bushing is designed to absorb lateral loads that act on the valve stem. For stable operation of the motor, the elements of the block head play an important role. Thanks to the coordinated operation of the valves, the cylinders will be effectively filled with a combustible mixture and the spent fuel will be released. For strict axial movement of the valve, it is placed in a special bushing. Even if the valve and bushing are made of durable alloys, wear is inevitable. In this regard, there is a loss of engine power and oil gets into the cylinders, which leads to a decrease in the octane number of gasoline.
The best wear prevention in this case would be to install a VAZ bronze bushing. When done correctly, they last much longer than cast iron and metal-ceramic ones. They cost a little more, but at the same time the gap between the valve and the bushing is reduced and the lack of lubricant is well maintained. To ensure that the engine operates with satisfactory performance, experienced mechanics advise using bronze bushings.
What alloys are used
Rolled bronze BrAZh contains up to 90% Cu, up to 10% Al and up to 4% Fe. It is resistant to abrasion and mechanical stress, which ensures a long service life. Such bushings are used in equipment units made of high-strength alloys.
The BrAZHN brand is intended for use in conditions of particularly high temperatures, as well as in aggressive corrosive environments. The alloying elements in it are aluminum, iron and nickel.
A bushing made of BrAZhMts bronze with the inclusion of aluminum and manganese has improved anti-friction properties, strength, corrosion resistance, resistance to high pressure, and excellent temperature characteristics. The main area of its application is shipbuilding, where the product serves as part of critical equipment components.
BrOTsS bronze is considered tin; it contains about 6% of this metal. It is endowed with high sliding characteristics and softness, designed for frequent replacement.
There are other bronze alloys, and each has certain properties, which is important to consider when choosing a product.
Wear
One of the problematic engine parts is the valve guide. VAZ engines are equipped with serial bushings, which are made of cast iron and do not have the required durability. In addition, they are not accurately adjusted in size and when the car has driven more than 30 thousand km, valve knocking is heard, which indicates that it is time to replace the worn part with a new one. And it is best if it is a bronze guide bushing. The advantages are as follows:
- Good thermal conductivity.
- Increased wear resistance.
- Valve compatible.
- Less need for oil.
- The coefficient of friction between the guide and the valve stem is reduced, so the valve does not hang at high speeds.
The increased plasticity of the material does not lead to its splitting, and its resistance to friction maintains normal gaps between the rod and the wall of the bushing for a long time.
Commonly used bronze alloys
- Beryllium bronze BrB2 It is characterized by good spring properties, heat resistance, corrosion resistance and retains its original properties at minimum temperatures.
- Aluminum bronze BrAZH9-3L Its main properties are density, low specific gravity, resistance to chemically active substances and the negative impact of atmospheric phenomena.
- Silicon bronze BrKMts3-1 Corrosion-resistant, suitable for welding, heat-resistant, high compression resistance
- Lead bronze BrOS10-10 Significant advantages - low coefficient of friction, resistance to thermal and shock loads.
- Tin bronze BrO19 High-tin bronze is used for fittings and shaped castings for critical purposes.
How to replace an old part?
When replacing with a bronze bushing, dismantling the old part is not required. To do this proceed as follows:
- The guide bushing is drilled out, removing up to 0.2 mm from the inner surface.
- The inner surface is polished using a drill with a special attachment corresponding to the diameter of the sleeve.
- Mount a new bronze guide inside the standard one.
- Install the valves and grind them into the new guide.
- The cylinder head is assembled and installed.
If the inner diameter of the old bushing has worn out by more than 0.25 mm, then it is not possible to replace it with a bronze one.
Manufacturers
Many companies with extensive production, and even small workshops, are engaged in the manufacture of bushings. Therefore, this popular product is widely represented on the spare parts market. The quality of products varies greatly among different manufacturers.
When purchasing, you need to pay special attention to large and well-known enterprises that produce these products. For example, on the websites of the Sverdlovsk Metallurgical, OOO TD "Mining and Industrial Alliance" you can familiarize yourself with and order the necessary equipment. Manufacturers advertise their products in detail, indicating the composition of bronze alloys, describing the production technology and dimensions of the bronze bushing, listing all types of manufactured parts.
Application of bushings
Bushings made from high-quality material are used for:
- Industrial and household equipment - rolling mills, turbines, gearboxes, generators, pumps.
- Mechanical engineering - excavators, bulldozers, cars.
- Chemical industry - when working in an aggressive environment.
- Electrical engineering and instrument making.
It should be noted that the simple design of the part makes it possible to replace it with a new one without large costs and investments.