Die and punch
The production of metal parts and concrete products is carried out using specialized high-tech equipment.
It is very difficult to produce some parts without forming equipment, so presses, dies and other equipment are equipped with dies and punches.
The quality of manufactured products directly depends on the accuracy of manufacturing of dies and punches. They must have precise geometric dimensions and normal appearance.
Matrix and punch for sheet bending: characteristics and application features
In this article we will talk about how to set up a die and punch for bending sheet metal. It is important for both professionals and beginners to know the rules for using such devices.
What is a die and a punch?
A matrix is a box that forms the shape of a future product. Made from metal. The walls of the structure are strictly parallel to each other, there is no cover. There are simple (for only one type of product) and complex or combined (for two or more) matrices. The second type is rarely used; most often, these are special forms made to order. Simple matrices are widely used in the construction industry for the production of blocks and bricks with voids.
The punch is a special design that matches the profile of the matrix. This is the closing element with the help of which the product is formed from above. The punch performs the function of a press (another name is a press stamp or cotter pin), a stamp or a marking device. The system either extrudes the part, applies markings (regular or mirrored), or stamps the parts. The main area of application is metalworking, for example, metal pressing, production of construction products (aerated concrete blocks with shaped voids, cinder blocks) and much more.
How dies and punches work
During pressing, a durable tamping punch exerts strong pressure on a special press washer, which in turn transfers pressure to the workpiece.
As a result, the desired workpiece is squeezed out through the matrix. The punch is capable of operating under enormous thermal and power loads, so it is made from wear-resistant metal. The device is very durable and is not damaged by temperature changes. In other words, a die is considered a device that, using pressure, can produce a workpiece of the required shape and size. When stamping various parts, it is the most important tool. When polyurethane is used together with it, a high-quality matrix is made from it, which will be the response unit of the stamp.
When assembling any type of stamp, the design of this device always completely coincides with the cutting edge of the matrix. In other words, such a product is a closing unit that is capable of creating the upper part of the workpiece. A set of punches is a small press that can efficiently mark or stamp various components. Using this device, it is possible to produce blanks of any size or apply high-quality markings, which can be mirrored or regular.
Punch sets are used in metalworking plants that press iron blanks or produce sheet metal parts. In the construction industry, using this device, you can make aerated concrete blocks that have various voids.
What materials are punches and dies made of?
In production, the punch is used as a press that forces the workpiece through the matrix. The system operates under high pressure, and during hot processes it is exposed to heat. In accordance with the main purpose, press parts are made from the following materials:
- For cold processes - from high-strength steels with increased hardenability (with a degree of hardening in the range of 54-65 HRC), as well as from tool steel grade 6ХВ2С. Materials must have high strength, wear resistance, and corrosion resistance. Alloy steels are not suitable for this type of structure, since after prolonged exposure to high temperatures the steel becomes brittle. Steel matrices have maximum hardness at a depth of at least half of its height and at a distance of at least 5 mm. along the entire working line, and the punches - along the entire height
- For hot processes - from wear-resistant steels with high strength at deformation temperatures. This ensures maximum stamp durability;
- Modern polymer materials - polyurethane - are also used. This is an elastic, wear-resistant and durable material with increased hardness - up to 98 units. according to the Shore scale.
Types of materials
The type of materials used for the production of punches is directly determined by the nature of the processes:
- For cold processes (bending and other operations without thermal exposure), high-quality structural and high-quality steels with a hardness of up to 65 HRC over the entire height are selected. It is permissible to use tool steels.
- For hot processes (with thermal effects during production, processing of workpieces) - from wear-resistant grades that can withstand prolonged exposure to high temperatures. The strength of the punch at deformation temperatures should not deteriorate.
In addition to steel alloys, high-strength polymers are used to produce equipment for press brakes. Elastic and durable materials used for specific processes.
Features of punches and dies
The equipment of industrial machines is practical, multifunctional and easy to maintain. For normal operation of the machine, regular cleaning of surfaces from residues of concrete mixture and metal is required. To do this, various mechanical methods are used using scrapers, spatulas, and sweeping brushes. Before stopping the vibrating press or machine, it is washed under high water pressure and dried.
Dies and punches are wear parts, so consumable parts must be replaced. Depending on the area of use, dies and punches last 4-6 years. The components of brick making presses or dies are produced in various configurations and purposes. This is determined by the shape, type and dimensions of the metal parts or concrete products produced.
The equipment of vibropressing and stamping machines must have a flat surface without gaps, burrs, flaws and cracks. Cylindrical punches are subjected to rough and fine grinding, as well as polishing and sharpening. Shaped punches are made by impression, and the part undergoes hardening (the process takes place at a temperature of 780 degrees for 8 minutes) and final processing. Equipment with complex contours is produced using planing or milling machines. On the same equipment, matrices are made, taking into account the appropriate dimensions. High-quality molds provide a clean cut line, with maximum accuracy, with minimal wear on the die itself.
The gap between the matrix and the punch plays an important role:
- With a small gap, a flaw and layering of the cut surface will form;
- When large, thin material is drawn into the machine with subsequent rupture. The product will have burrs and pulled edges. If the material is thick enough, the finished part will have rounded edges;
- It is allowed to produce parts of satisfactory quality with sharp cutting edges of the die and with a gap of up to 30% of the thickness.
The gap depends on the type and thickness of the material (from 0.5 to 12 mm) and ranges from 4-16% of the thickness of the source material.
Only with a properly adjusted gap between the punch and the matrix, as well as the sharpness of their edges, will the quality of the manufactured parts be ensured in accordance with the specified parameters of the technical design.
Source
Materials for making stamps
Materials for punches and dies. For the manufacture of punches and dies, steels and other materials are used, listed in table. 94.
The hardness after heat treatment indicated in the table should be maintained:
for matrices at a depth of at least half of its height and at a distance of at least 5 mm around the working contour; the rest may have a HRC hardness 5-12 units lower;
for punches along the entire height, excluding the tail part for riveting or the head.
In some cases (when stamping from soft materials, such as aluminum, thin-sheet and complex parts), it is possible to manufacture matrices from U10A steel without heat treatment.
Steel grades 6ХВФ, Х12Ф1 and 7Х3 are recommended for use in the manufacture of highly resistant dies, as well as when stamping hard materials (for example, transformer steel).
Steel grades 8ХФ, У8 and У8А are recommended for use in the manufacture of punches for dividing dies and for grinding (except for the manufacture of dies for transformer steel).
94. Materials for punches and dies
Steels used for the manufacture of main parts, both dies and molds, belong to the group of tool steels. The technological and mechanical properties of tool steels are determined by the presence of chemical elements included in the steel. Based on their chemical composition, tool steels are divided into carbon, alloy and high-speed. The latter are used primarily for the manufacture of cutting tools, and therefore are not considered further.
According to GOST 1435-74, the marking of carbon tool steels consists of the letter U and the numbers following it, indicating the carbon content in tenths of a percent. For example, U10 is a carbon tool steel with a carbon content of 1%, U8A - with a carbon content of 0.8%, the letter A means that the steel has a minimum content of harmful impurities, i.e., high quality.
According to GOST 5950-73, the marking of alloy tool steels consists of a series of letters and numbers. Letters indicate the presence of certain chemical elements in the steel, and numbers immediately following the letter indicate the percentage of the corresponding alloying element in whole percentage units (by mass).
The number 1 after the letter or its absence means that the mass fraction of the alloying element is about one percent. The numbers in front of the letters indicate the carbon content in hundredths of a percent; if there are no numbers in front of the letters, this means that the carbon content is about 1%. For example, 12ХН3 steel contains 0.12% carbon, chromium (X) about 1% and nickel (Н)—3%.
In table Table 6 shows a list of the main alloying elements included in tool steels, their designation and influence on the properties of steel, and in table. 7 - chemical composition of the most commonly used grades of alloy tool steels used for the manufacture of main parts of dies and molds.
6. Influence of alloying elements on the properties of tool steels
| Item name | Designation in stamps | Influence of alloying element |
| Chrome Cr | X |
Increases cutting properties and wear resistance, increases the strength and hardenability of steel, which is especially important for large punches and dies. When present in excess of 2.5%, it increases the resistance of steel against tempering, especially when the tool is heated to temperatures above 300° C. Together with manganese, it reduces warping during hardening.
It is introduced only into steels intended for tools that work with heat: dies for hot deformation, molds for plastics, molds for metal injection molding. Along with chromium, it significantly increases the hardenability of steel and imparts toughness.
Increases the hardness and wear resistance of steel, improves the cutting ability of the tool. Introduced into steel for molds, metal injection molds and hot forming dies significantly improves their resistance when heated to high temperatures
It is introduced into high-chromium steel (for example, Kh12M, Kh6F4M, 5KhNM) to increase its toughness and increase hardenability. In dies for hot deformation, it protects against temper brittleness, but sharply increases the sensitivity of steel to decarburization
Reduces the fragility of hardened steel, protects the steel from overheating during hardening. In amounts above 1% in combination with chromium significantly increases resistance to high temperatures
Increases the hardenability of steel, increases resistance to tempering, but promotes decarburization when heated
Increases the hardenability of steel. In combination with chromium, it reduces warping during hardening, but increases the tendency of steel to overheat
It is added to steel intended for hot forming dies, as it reduces its tendency to overheat. Increases corrosion resistance
7. Average composition of alloy tool steels most commonly used for cold forming dies and molds
| Nickel Ni | N |
| Tungsten W | IN |
| Molybdenum Mo | M |
| Vanadium V | F |
| Silicon Si | WITH |
| Manganese Mn | G |
| Titan Ti | T |
Definition
Pressing devices consist of a container that contains a punch, a matrix, needles and other components. What is this - a punch? It plays an important role in the stamping or marking process and is one of the main elements of the pressing device. The purpose of the punch is to apply pressure to the metal part to highlight certain characters or holes on it. Also, using this equipment, you can extrude the required part, apply standard or mirror markings and stamp the required number of elements.
Partner
An equally important detail when stamping products is the matrix. It is a box into which the punch must fit. The matrix is directly involved in the process of forming on the surface of the workpiece. In direct stamping press equipment, the die is the chamber into which the press material is loaded. The lower part of the box forms an image on the part, and a punch is directed onto the contents from above. Depending on the complexity of the part being manufactured, there are solid and composite matrices.
What material to choose for the stamp
Today we want to talk to you about what material is best to choose for your future stamp. As you already understand, we make stamps from two materials: photopolymer (not to be confused with silicone) and rubber.
Photopolymer is a substance that changes its properties under the influence of light, often ultraviolet.
What are the advantages? 1. The finished stamp has a pattern (relief) visible on the back side, which means it can be conveniently positioned on any surface using a transparent holder and an acrylic block. This is ideal for creating postcards, scrapbooks, business cards, tags, etc. 2. The material has a slight stickiness, so it can be attached to almost any surface without the use of additional means. Those. the holder can be made from available items: be it a CD box or a metal spatula (relevant for large stamps). 3. The finished photopolymer stamp is quite elastic. You can adjust the clarity of the print and the thickness of the lines using the force applied to the tool. For example, if you need to achieve a scuffed effect, it is enough to apply a little force, but if, on the contrary, you need a clear impression, press harder on the equipment. 4. The price of photopolymer stamps is usually lower than that of rubber stamps.
Disadvantages: 1. Not all inks are suitable. Photopolymer stamps are generally used with water-based inks or pigment inks. But there are situations when you need to make a print at work (especially important for decoupage artists). In this case, many people use acrylic paints and even alcohol inks. We allow the use of photopolymer stamps with these types of ink in two cases:
- if you do not do this regularly;
— after use, rinse with warm water.
2. Fragility. The declared service life of photopolymer stamps is from 10,000 to 50,000 thousand impressions (depending on the photopolymer brand), however, over time (usually 2-3 years), stamps made from such material may begin to crumble (especially if stored in the light), even if you delivered only 500 impressions.
Rubber.
In our work, we use special rubber for laser engraving (yes, this is not the rubber from which tires are made, as many may think).
What are the advantages?
1. The obvious advantage is durability. Rubber lasts about 10 years. She will withstand the most unpredictable trials of fate: be it moving to Antarctica or your pet’s teething. 2. You can use absolutely any paint: alcohol, water, acrylic, gouache, watercolor - whatever your heart desires. 3. Clarity. The thickness of the lines is always the same, regardless of how you press on the stamp. (do not refer to too weak force).
Disadvantages: 1. Rigidity of the material. We glue rubber stamps onto foam tape, however, to get a good impression you need to apply a fair amount of force to the equipment. 2. Poor paint absorption. It may take a little longer to completely saturate the stamp with ink. It is best to place the stamp in a stamp pad and leave it for ten minutes. 3. Inconvenient positioning. Using rubber stamps you will never see the place where you want to stamp.
What material should I choose for the stamp? To summarize, I would like to note that the stamp must first be selected from the assigned tasks. For example, photopolymer stamps are ideal for scrapbooking. If you need a clear, indelible application of the logo on any non-standard surface (wood, plastic), it is better to use a rubber stamp.
The main purpose of the matrix
In order to make a workpiece of the required shape , a matrix is used, which can be made from:
To make an iron part, the matrix must be made of specialized strong steel, which has high wear resistance. Such a structure should be equipped with polished walls and not have a lid.
Experts distinguish the following types of matrices:
The most complex design solutions are used quite rarely, so they are produced to individual order. An example of simple matrices is molds for the production of various blocks and small bricks.
How does the press work?
During operation, the punch (we discussed what it is at the beginning of the article), by applying pressure on a special washer, acts on a metal part, which in turn passes through the matrix. Thus, the required shape is prepared. During operation, parts of pressing equipment are subjected to enormous pressure, reaching up to 500 kg per 1 square meter. mm. They also constantly heat up to levels above 200 degrees. Due to this, stamping and press parts wear out. And due to the additional impact of the processed products, punches and dies lose hardness over time. Therefore, their durability depends on the material from which they are made.
Types and types of punches and dies
Types of punches differ in design, which is dictated by technological purpose:
- punched, perforated;
- cutting;
- piercing;
- molding;
- bending
Each type of tool is designed to perform operations; the catalog contains photos of punches of all types.
Punching punch: performs punching, cutting holes in sheet material, separates part of the material, forming an internal closed loop. Can be used for perforating sheet material. Often equipped with a release mechanism to release the cut-out part.
Cutting punch (cotter pin): separates the workpiece from the outer closed contour of the part. The punch of the cutting die, depending on the configuration, can cut out metal at angles from 1 degree, in 1-2 stages. The punch and die are most often used to work with material up to 1.5 mm thick.
Piercing punch for a press: creates holes (through/blind) in the workpiece by displacing metal. It can be solid/hollow, creating holes of small or large (500-800 mm) diameters, respectively.
Forming punch: creates a three-dimensional relief product of a closed contour from a metal sheet, often in one step.
Bending punch: bends metal along a given line, pressing into the workpiece to the required depth, thereby forming a bend.
The punch part can have different shapes: simple geometric (cylinder, hexagon, square, rectangle), or shaped (complex), which is used to create parts with a complex contour.
According to the type of its design, the matrix can be
- Solid matrix: for working with parts of a simple external contour.
- Complex matrix: for processing complexly contoured products.
- Prefabricated matrix: manufactured on high-precision machine equipment using a minimum of manual work. To start working, you just need to quickly and easily press its elements into the holder.
- Composite matrix: consists of several identical modules. It is used in molds with several cavities. Split bases are used if the future product has complex geometry. Most often, simple modules are used.
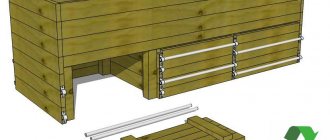
Depending on the characteristics of the product being manufactured, the punch and matrix can be used as complementary parts of a set, or separately. Thus, the base can be used without a punch if it is necessary to produce a part with a flat sole. In the production of building materials, in some cases its use is also not required: for example, when molding standard bricks, when surface quality is not important. If sheet material is stamped, the work can be carried out without a base module - only a flat base is placed under the workpiece.
TECHNICAL REQUIREMENTS
1.1. Punches, dies, holders, backing tiles and keys of dies for separating operations must be manufactured in accordance with the requirements of this standard and GOST 16621-80—GOST 16675-80, GOST 24023-80 according to working drawings approved in the prescribed manner.
1.2. The material for the punches is selected:
a) from the group of tool steels (U8A, U10A and others), provided that the permissible compressive stress [C]compressor = 1600 MPa (160 kgf/mm2);
b) from the group of high-alloy steels (Х12М, 9ХС and others) provided that compressor = 1900 MPa (190 kgf/mm2).
Strength calculations for punches are given in the Appendix.
1.3. The material of the dies must have mechanical properties no lower than those of the punches.
1.4. Holders, backing tiles and keys must be made of steel grade 45 in accordance with GOST 1050-88.
Holders with ball fastening of punches must be made of steel grade 20 according to GOST 1050-88, followed by cementation to a depth of 0.8 ... 1.2 mm and have a hardness of HRC5 59 ... 63.
1.5. Punches, dies, holders, backing tiles and keys must be heat treated and have the following hardness:
- punches - HRC5 55...59 (except for the place indicated in the drawing by the dash-dotted line);
— matrices — HRC3 57…61;
— holders for quick-change punches and dies — HRC9 42…46;
— other holders — HRCa 34…40;
- backing tiles and dowels - HRC5 42...46.
It is allowed to change the hardness at the request of the consumer.
1.6. It is allowed to produce at the request of the consumer:
— working hole of the matrix with a cutting edge angle of 90°;
- diameter Z), with maximum deviation h 9 for GOST 16621-80, GOST 16622-80, GOST 16623-80, GOST 16631-80, GOST 16633-80;
Official publication ★
Reproduction is prohibited
Reissue. October 1999
© Standards Publishing House, 1980 © IPK Standards Publishing House, 1999
— quick-change punches without groove (D-1);
— punches with a diameter of D>8 mm and dies of all sizes D with grooves for the exit of the grinding wheel in accordance with GOST 8820-69 instead of R 0.5 max;
— matrices without chamfer on the working plane;
— working surfaces of punches and dies with a roughness parameter Ra<0.4 µm.
1.7. The cutting edges of punches and dies must be sharp. Rolled edges, chipping and other mechanical defects are not allowed.
1.8. In holders intended for punches and dies with grooves for the exit of the grinding wheel according to GOST 8820-69, do not make a chamfer of 0.5×45° on the diameter!).
1.9. Punches, dies, holders, backing tiles and keys must be demagnetized.
1.10. The maximum deviations of the working dimensions of punches and dies (d, b, I) are selected depending on the accuracy of the processed contour, the thickness and type of stamped material and other conditions.
1.11. Unspecified maximum dimensional deviations must correspond to the tolerance range: for
IT14 ATY
holes - H14, for shafts - Y4, for the rest ± for angles ±—-— - according to GOST 8908-81.
1.12. The tolerance for symmetry of the contour of the holder relative to the axis of the mounting hole is 0.2-M), 3 mm.
1.13. Punches, dies, holders, backing tiles and keys must not have cracks, nicks or other defects that reduce their performance and aesthetic appearance.
1.14. Metric thread - according to GOST 9150-81 and GOST 24705-81, tolerance ranges - according to GOST 16093-81:
6H - for internal threads with pitches up to 0.8 mm;
7Н - for internal threads with pitches greater than 0.8 mm.
1.15. For punches with a diameter d<18 mm, center holes at the working end are not allowed.
Making punches
In the production of punches, high-precision machines with program control are used. Initially, milling machines are used, which mechanically produce and process workpieces. Then they are polished and then, using metalworking equipment, the working contour of the stamp is applied to the surface. After the punch is made, it is placed in a special furnace for hardening.
The punches produced can be cylindrical or shaped, the production of which is subject to a longer and more complex process. Punches containing letters or numbers are also produced. This is a steel piece with a square cross-section, having a sawn tip, on which the required sign is engraved. A punch of this shape is used to brand various numbers, metal parts, machine elements and other products.
Where are the die and punch used?
Casting
The melt is poured into the matrix, or into the cavity between the matrix and the punch. After hardening, the mold components are separated, and the finished product is ready for finishing (if provided for by the technological process).
If the product has a flat base according to specifications, a punch is not required. The melt is poured into the matrix until a smooth surface is formed. If the product has a complex shape, the matrix can be composite (detachable).
To manufacture products with through cavities, in the presence of which removal from the matrix is impossible, a temporary matrix is formed from a material that can subsequently be destroyed, for example, gypsum or clay. In this case of casting, a punch is not used.
Stamping
A matrix and a punch are used, between which the part is formed. If metal is being processed, the workpiece is placed between the elements and, using a press, takes the desired shape.
For a high-quality stamp, exact matching of dimensions and gaps between elements is required. In this case: the matrix is a mirror image of the lower part of the part, respectively, the punch is an inverted copy of the upper part.
Important! The material must be much stronger than the workpiece. This is especially true for large-scale production. The matrix and punch are made by hand (or using a CNC router).
Notching (cutting)
Stamping of parts from a large-sized workpiece (for example, a steel sheet or tape) can be accelerated if the punch not only forms the product, but also separates it from the general mass. In this case, the edges of the matrix and punch represent a cutting edge, which, as it were, cuts out the part from the sheet.
A similar method is used for mass production of identical parts. Moreover, there can be several identical forms for cutting to speed up the process.
The gap between the matrix and the punch should be minimal, and the alignment on the press should be accurate. Otherwise, the edges of the manufactured part will be torn and with burrs.
When using a high-quality (and not worn) set, the product does not require additional processing. This speeds up and reduces the cost of production.
Popular: Pliers and pliers - differences and similarities between tools
In some cases, the role of the press is played by a hammer. Products are not extruded, but knocked out of the sheet. The shape and pattern on the surface are formed under impact loading.
- Applying stamps (impressions). A fairly common method of using punches, the matrix is not always used. When applying a print to sheet material, it is enough to place a flat base underneath the workpiece.
- Punch stamping can be either concave or convex. There is no fundamental difference in application technology, but when creating a convex print, the force is much higher.
As wear occurs, sharpening (restoration) is not carried out, since the removed layer of material changes dimensions. The press attachments are simply disposed of. Alloy steel is used in manufacturing and hardening is required.
High-quality products last for several years. It is advisable to provide a large margin of safety, even if this entails an increase in cost. Ordering a new set, as well as downtime of the machine when replacing attachments, are additional costs.
Another characteristic of the matrix and punch is temperature resistance. The material should not change size significantly when heated, which is inevitable during intensive use.
Of course, developers provide temperature gaps, but it is better to provide for forced cooling of the work area. We looked at what a matrix and punch are in the production of metal (plastic, leather) products. In addition, similar technology is used in construction.
What are punches made of?
An important requirement for dies and punches is the competent choice of the material from which they will be produced. The worse the steel, the lower the productivity of the pressing equipment. Volumetric punches with complex shapes are made of high-chromium and high-carbon steel alloys. The most common material is steel marked X12F1. It has high wear resistance, excellent hardenability, and is not subject to significant deformation during operation. To produce simple types of dies, carbon tool steels U8A - U11A are used.
Parts made of heat-resistant metals retain their hardness during operation and do not lose their shape. In order to increase the durability of dies, materials from hard and high-speed alloys were introduced into production. The cutting edge is applied to the body of the die or die. The best results in the production of press parts were shown by alloys such as stalinite and stellite. They provide hardness to the elements without the need for hardening.
Steel grades for punch production
When bending metals, the equipment of press brakes experiences significant loads, so only certain grades of steel are used for the manufacture of punches:
- C45, C50. These are structural steels with an average carbon percentage of 0.45 and 0.5%, respectively. These steel alloys are characterized by low flake sensitivity.
- 42CrMo4. Steel alloy with high chromium and molybdenum content. This grade of steel is characterized by high resistance to low and high temperatures, and is therefore suitable for hot processes.
- 1.2312. High-quality steel alloy that does not require additional heat treatment.
In some cases, the equipment of a sheet bending tool is made of tool steel - for example, grade 6ХВ2С. This is a tool die steel, flake-sensitive, prone to temper brittleness. The alloy is often used in the production of metal knives, punches, dies intended for cold processes, and other products and tools that do not experience increased thermal loads during operation.
The PLASMET company offers to buy punches for press brakes on favorable terms. The catalog contains ready-made punching tools of type A, W, L for equipment from all popular manufacturers: Ermaksan, Amada, Durma, etc. Custom production is possible according to customer drawings. We use only high-quality steel of certain grades in production, including C45, C50, 42CrMo4 and others. All products are coated with an anti-corrosion compound and packaged with appropriate markings.
To consult with PLASMET specialists on choosing punches from specific materials and ordering tools for press brakes, leave a request in the form on the website or call the phone number provided.
Punching of sheet parts
The operation of the press by punching is quite simple. In this case, one part of the material placed in the equipment is separated from the main one along a specific contour. The cutting process creates internal holes. The process of using stamps and punches for punching is reminiscent of cutting parts with scissors. In this case, the cutting components are the matrix and the punch, which have sharp edges.
The drawing of the punch clearly shows how the metal is pressed into the lower part of the matrix, followed by bending and deformation of the material. Towards the end of the work, reaching maximum pressure, the metal fibers break and a corresponding cut is made on the product.
In the article we looked at what equipment such as a punch is made of, what it is and where it is used. With their help, coins, medals, badges, seals, textured designs, medicines and many other products are minted.