Application of ultrasound in electric arc surfacing
In electric arc surfacing of metal surfaces, an important element of the process is droplet transfer of molten electrode metal.
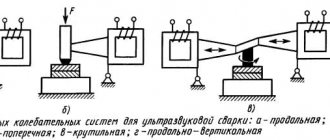
The efficiency of droplet transfer of electrode metal and the productivity of surfacing noticeably increase when imparting transverse oscillatory movements to the melting electrode. Transverse vibrations of the electrode contribute to changes in the shape and structure of the deposited metal layer. It is known that during electric arc surfacing, the metal of the deposited layer consists of columnar crystals - dendrites, located perpendicular to the fusion line of the base metal. In this case, the austenitic grains of the base metal along the fusion line are the basis for growing dendrites, which is why the number and size of the latter are determined by the size and quantity of these grains. Therefore, the larger the grains of the base metal in the overheated area of the heat-affected zone, the more columnar crystals will occur in the structure of the deposited layer. By reducing the length of the liquid metal layer due to transverse vibrations, it is possible to reduce the stay of the electrode in the overheating zone. This reduces the grain size of the base metal in the fusion zone, and therefore contributes to the formation of a fine-grained structure of the deposited metal. It is known that a clear orientation of dendrites contributes to increased fragility of the deposited metal, while ultrasonic vibrations contribute to the creation of a strong, disoriented structure of the deposited layer. The diagram of the technological installation for surfacing with ultrasonic alloying metal powder additive in a protective gas environment is shown in Figure 6.
Figure 6 – Diagram of a technological installation for surfacing with ultrasound and metal powder additive: 1 – device for transmitting ultrasonic vibrations to the electrode; 2 – waveguide-hub; 3 – electrode wire; 4 – body of the surfacing head; 5 – current conductor; 6 – device for supplying a gas-powder mixture; 7 – welded surface
The installation works as follows. Device 1 transmits longitudinal ultrasonic vibrations from the generator through the waveguide-hub 2 to the current guide 5 installed in the surfacing head. In the guide tube of the current guide 5, transverse vibrations are excited, which are transmitted to the surfacing wire 3. Vibrations of the electrode wire cause the dispersion of droplets of the electrode melt into small particles, which, having received oscillatory movements, enter the weld pool and, becoming additional crystallization centers, contribute to the formation of a homogeneous structure.
A comparative analysis of the resulting structures shows that the grain size, density and quality of the layer deposited using ultrasonic vibrations is significantly greater than that of the layer deposited without ultrasound. Moreover, when surfacing with ultrasonic vibrations there is practically no interface between the layers: coating-base, which characterizes their high adhesion and a smooth gradient of properties. Ultrasonic vibrations actively promote the processes of nucleation and formation of crystals, prevent their growth and increase the homogeneity of the structure.
When an alloying powder is introduced into the melt, the particles of which, under the influence of ultrasound, are in suspension, wetted by the melt and, evenly distributed in its volume, become additional crystallization centers, and upon solidification, this metal suspension is fixed, forming a composite alloy during crystallization with various properties: antifriction, abrasive, wear-resistant, corrosion-resistant and others. This achieves an increase in the productivity of the electric arc surfacing process and an increase in the wear resistance of the deposited layer by 1.5–1.7 times.
The deposited layer is of high quality, without metallurgical defects and with higher hardness. This surfacing method makes it possible to reduce the temperature gradient across the cross-section of the deposited layer and increase the crystallization rate, which reduces residual stresses both in the deposited layer and in the adhesion zone of the coating to the base.
| Interindustry Internet system for searching and synthesizing physical principles of operation of energy converters |
| start page | About the system | Technical requirements | Synthesis | Training module | System Help | Contacts |
General effects catalog
- Scientific and technical effects (STE)
| Ultrasonic cutting of materials | |
Ultrasonic cutting of materials
Animation
Description
Superimposition of ultrasonic vibrations
on cutting tools -
cutter
,
drill
,
tap
and other
cutting tools
improves cutting conditions.
Work when cutting metal
is spent mainly on
plastic deformation
of the cut layer and on external friction on the working edges of the tool.
Ultrasonic vibrations
stresses
they create accelerate the movement and formation of dislocations, ensuring the occurrence of
plastic deformation
at lower stresses, and cyclic movements of the contact surfaces cause a periodic rotation of the vectors of
friction forces
on the working tool edges, which significantly reduces the resistance to chip flow and facilitates the chip formation process.
In addition, when cutting viscous materials,
braking or “stagnation” of the metal (called “built-up edge”) often occurs on the working surface of the tool, and a kind of
static friction
, accompanied by a large friction force and deterioration of the surface quality.
Ultrasonic vibrations
eliminate metal “stagnation” on the tool, reduce friction and improve surface quality.
The effect of ultrasonic vibrations
on the cutting process depends on the amplitude and frequency of vibrations, the ratio of the vibrational speed of the tool and the speed of movement of the tool relative to the workpiece, the size of the cross-section of the cut layer, the physical, mechanical and thermophysical properties of the material of the tool and the workpiece.
Most widely used ultrasonic vibrations
used in processing heat-resistant and titanium alloys.
The use of ultrasonic vibrations
when cutting materials from brittle non-metals and polymeric materials also leads to an increase in the quality of the processed surfaces, a decrease in heating of the material, a decrease in the likelihood of “
chips
” (for brittle non-metals) and “
smudges
” (for polymers), and increases the service life of the tool.
The use of ultrasonic vibrations
makes it possible to increase processing productivity by 2–3 times and tool life by 1.5–2 times.
Ultrasonic vibration technology
used on cutting tools when carrying out the following types of work: - cutting (planing, turning, milling, drilling, threading); - engraving; — scraping; — polishing; - sawing; — ironing; — punching holes; - clearing.
One of the implementations of the above technologies is a specially designed universal ultrasonic device, which we called the “Ultrasonic Engraver”. It contains a generator, a piezoelectric emitter and replaceable tool attachments. The principle of operation of the device is based on the excitation of high-amplitude ultrasonic vibrations in the tool attachment of the transducer.
Ultrasonic engraver
Fig.1.
The following materials can be used as an attachment tool: sintered diamond, carbide, high-speed steel, copper, as well as materials such as wood, fiberglass and some others. Tools have different shapes and different technological purposes. Depending on the set of tools, this device can be used for instrumental, jewelry, artistic, restoration, and design work.
Keywords
- Ultrasonic engraving
- Viscosity of materials
- Oscillation frequency
- Cutting tool
- Friction forces
- Plastic deformation
- Mechanical stress
- Cutting materials
- Ultrasonic welding
- Ultrasonic vibrations
- Ultrasonic cutting
- Ultrasonic drilling
Fields of technology and economics
- Space technology and rocketry
- Aircraft industry
- Shipbuilding
- Automotive industry
- Cutting technology
- Production of engineering materials
Applying an effect
Technological operation of ultrasonic welding
and
ultrasonic cutting
with simultaneous trimming is used in the processing of non-woven fabrics made of thermoplastic materials. Welding is carried out along a given contour (determined by the shape of the sonotrode) with simultaneous cutting.
Ultrasonic cutting materials
Fig.1.
Scope of application: - Textile industry - Filter production - Souvenir production
Example of ultrasonic cutting: Left - application of ultrasonic cutting, Right - application of thermal cutting technology.
Fig.2.
Purpose of ultrasonic machines for cutting materials:
— Cutting hard and soft thermoplastic materials — Cutting thin rolled materials, for example: polymer films, paper, synthetic fabrics — Cutting easily deformable bulk materials, such as biological tissues, jelly-like materials, foams — Cutting volumetric fragments of materials, for example, flash, burrs, welding beads - Cutting out small parts of complex configurations, making loops, holes, cutting tapes
Implementation of the effect
One of the outstanding achievements of welding science is the development of new technological processes for connecting and separating biological tissues of living beings, including humans. Long-term joint work of engineers from the Department of Machines and Automation of Welding Processes at MSTU. N.E. Bauman under the leadership of academician G.A. Nikolaev and Professor V.I. Loschilov, physicians from the Central Institute of Traumatology and Orthopedics under the leadership of Academician M.V. Volkov and other scientists were brought in in the early 60s. XX century to the creation of methods and equipment for obtaining permanent connections of bone and soft biological tissues.
They also developed methods for dividing (cutting), building up (surfacing) and replacing bone defects. By performing subtle and ingenious experiments, it was established that there are large internal self-balancing stresses in human bones. They help improve bone strength, but also contribute to bone fragility.
The authors of the discovered phenomenon are G.A. Nikolaev, V.I. Loschilov and E.P. In 1976, Babaev was awarded diplomas for the discovery - “The phenomenon of the presence of intrinsic stresses in the bones of humans and animals.” The discovery is of great importance for medicine, in particular in the practice of straightening curved bones and healing fractures. However, let us return to the problem of using welding technologies for medical purposes. In Fig.1. A diagram of the process of joining bone tissue is shown.
Liquid ethyl - α-cyanoacrylate (cyacrine), mixed with bone chips and other components, is supplied to the connection zone. Ultrasonic energy is introduced by a special device - a waveguide of ultrasonic vibrations
into the supplied mixture. This activates complex physicochemical processes: it accelerates the penetration of the additive mixture into bone tissue, the chemical interaction of the mixture components with bone collagen, as well as the polymerization of cyacrine. As a result, a solid weld is formed, without significant heating of the tissue.
The resulting connection is temporary - it holds biological tissues for the period of their natural regeneration processes, up to complete replacement with newly formed tissue. In a similar way, ultrasonic surfacing of bone tissue is carried out to restore their integrity and size. Ultrasonic welding of soft biological tissues is carried out without any filler material.
With the correct choice of ultrasonic vibration
and methods for their introduction into the tissue joining zone, a weld is obtained that has sufficient mechanical strength and is capable of subsequent regeneration. The compound is formed due to the occurrence of complex physicochemical processes leading to coagulation of protein collagens of the tissue.
By attaching waveguides in the form of a cutting tool of the desired configuration to the acoustic unit (Fig. 1), it is possible to perform ultrasonic cutting of biological tissues of all types. The tool makes longitudinal reciprocating movements with a frequency of 20-30 kHz and an amplitude of 30-60 µm. The productivity of ultrasonic cutting is much higher, and it is less traumatic than traditional methods.
Scheme of the process of ultrasonic welding (a) and cutting of bone tissue (b): 1 – ultrasonic generator; 2 – acoustic unit; 3 – waveguide; 4 – supply of welding mixture; 5 – bone tissue; 6 – tool for ultrasonic cutting
Fig.1.
A new scalpel, a plasma one, created in the 90s, opens up amazing possibilities in the field of surgery. XX century engineer of the Smolensk Aviation Plant A.S. Beresnev in collaboration with surgeons - academician V.S. Savelyev and Professor Yu.I. Morozov.
A special compact plasma torch, easily held by a person’s hand, is connected by a flexible hose to a power source, cylinders with plasma-forming gas and a control panel. A thin beam of high-temperature plasma escapes from the nozzle of the plasma torch. The diameter of the jet is about a millimeter, and its length can be adjusted from 3 to 20 mm. A jet with a temperature of up to 10,000 0C easily cuts through soft tissues, evaporating them, simultaneously welding the walls of blood vessels, ideally disinfects the surgical field, which remains almost dry during the operation, “puts to sleep” the endings of nerve fibers, anesthetizing the process. After the operation, the incisions heal faster and the patient suffers less pain.
The developed plasma scalpel operates without wear for several thousand hours. It is impossible not to mention another tool for welders - a laser, successfully used by doctors. In many clinics, laser radiation is used to diagnose and treat various diseases by influencing biologically active human points. The use of miniature laser systems for welding the detached retina to the bottom of the eyeball is also widely known.
Thus, welding science, engineering and technology have opened up new perspectives in traumatology, orthopedics, surgery, dentistry, ophthalmology, reflexology and other areas of medicine. It can be expected that in the future welding will make it possible to create new surgical techniques and change for the better the technique of performing a number of complex operations.
Modern cutting
allow you to process materials that are traditionally difficult to process and at the same time obtain a noticeably better quality of the processed surface. However, strong heating of the cutter during rapid cutting of high-strength alloys, severe wear of equipment and the need for cooling using special cooling emulsions are still problems that significantly complicate this process, leading to increased cost and complexity of the processing process.
New technologies are needed, one of which is ultrasonic cutting
.
Ultrasonic cutting refers to a process in which high-frequency (ultrasonic) vibrations are applied to the cutter using a special device, usually in the direction of the cutting speed. The ultrasonic cutting process diagram is shown in Fig. 1.a, where 1 is the workpiece receiving rotation at angular velocity from the machine drive; 2 – cutter, which is subjected to oscillations u(t)
with frequency
ω
;
V = Ωr
– cutting speed;
r
is the radius of the workpiece;
P
is the constant component
of the cutting force
.
a – cutting diagram on a lathe, b – simplified cutting diagram, convenient for modeling.
Fig.1.
Numerous experiments have established that the application of ultrasonic vibration
on uniform movement of the cutter, leads to a significant reduction in the static
cutting force
.
This effect was explained on the basis of a rheological model of the cutting process
, which takes into account the elastoplastic properties of the material being processed and friction forces. It is also shown here that the most effective modes for ultrasonic turning are periodic vibration-impact processes in the cutting zone.
Let us note some characteristic features of the ultrasonic cutting process, which were observed in experiments when processing various materials. The reduction in cutting forces mentioned above is observed at cutting speeds V
(
a
,
ω
– amplitude and circular frequency of cutter vibrations) and occurs when turning all metals: aluminum, copper, bronze, brass, carbon, stainless and heat-resistant steels, titanium, etc.
Ultrasonic cutting
radically changes the structure and microgeometry of the treated surface.
With ultrasonic cutting, the nature of the process changes significantly. Thus, the application of ultrasonic vibrations completely eliminates the formation of built-up edges on the cutter surfaces, which is characteristic of traditional turning, when turning aluminum and copper. Ultrasonic vibration significantly changes the nature of the chips removed. Even when processing materials, the usual turning of which is accompanied by the formation of brittle chips, ultrasonic cutting produces smooth plastic chips without burrs and irregularities. As a result, the application of ultrasound can significantly reduce the size of the minimum possible cut layer. In this case, the thermal regime in the cutting zone changes significantly. Ultrasonic cutting eliminates the tendency of the “Machine – Tool – Part” system to excite self-oscillations, which deteriorate the quality of the machined surface. The inclusion of ultrasound completely eliminates self-oscillations and makes it possible to obtain a uniform surface along the entire length, for example, of technologically non-rigid products without the use of intermediate supports and steady rests. Some of these phenomena can be explained using relatively simple models. However, problems related, for example, to taking into account the influence of temperature in the cutting zone or the influence of ultrasonic vibrations
on the conditions for excitation of self-oscillations turn out to be so complex that they cannot be solved by analytical methods and require the use of other approaches.
This paper presents the results of modeling the process of ultrasonic cutting of metals using the finite element method. The constructed finite element model takes into account both the elastoplastic properties
of the material being processed and the thermodynamic characteristics of the product, tool and environment, which make it possible to describe the thermomechanical processes occurring in the cutting zone. The obtained results are compared with the results of analytical solutions and experimental data.
Literature
1. Granovsky G., Granovsky V. Metal cutting. M.: Higher. school, 1985 – 304 p.
2. Isaev A.I., Anokhin V.S. Application of ultrasonic tool vibrations when cutting metals – Vestnik Mashinostroeniya, 1961, No. 5, pp. 56–62.
3. Markov A.I. Ultrasonic cutting of difficult-to-cut materials. – M.: Mechanical Engineering, 1968, 367 p.
4. Kumabe D. Vibration cutting. – M.: Mashinostroenie, 1985. – 424 p.
| Start page About the system Technical requirements Synthesis Training module System help Contacts | |
| Copyright © 2008 Russian State University of Oil and Gas named after. THEM. Gubkina | |
Ultrasonic stamping
Cold stamping with the application of ultrasound allows for all types of shaping changes: upsetting, extrusion, sheet stamping.
A comparative analysis of the change in the specific deforming force during volumetric stamping under normal conditions and with the application of ultrasound on a plastically deformed metal indicates that in the latter case the deforming force is significantly reduced.
For example, during upsetting with flow into the cavity when ultrasound is applied, the specific deformation force decreases on average by 4 times for aluminum, for copper - by 3 times, and for steel - by 2 times.
The use of ultrasound in the process of flash-free volumetric molding reduces the specific force for copper by an average of 4.5 times, and the magnitude of the absolute reduction in the specific force (Table 2) increases with increasing degree of deformation.
Table 2 – Values of specific deforming force during flashless die forging of copper
| Deformation degree, % | Specific deforming force of stamping, MPa | Absolute reduction in specific deforming force (Δp = p1 - p2), MPa | Relative reduction in specific deforming force | ||
| under normal conditions (p1) | with ultrasonic ultrasound (p2) | p1/p2 | (Δp/p1)100, % | ||
| 1 | 105 | 30 | 75 | 3,50 | 71,6 |
| 10 | 160 | 32 | 128 | 6,00 | 80,0 |
| 15 | 205 | 35 | 170 | 5,85 | 83,0 |
| 20 | 240 | 40 | 200 | 6,00 | 83,3 |
| 25 | 275 | 52 | 223 | 5,30 | 81,1 |
| 30 | 310 | 64 | 246 | 4,85 | 79,4 |
| 35 | 355 | 87 | 268 | 4,08 | 75,5 |
| 40 | 875 | 240 | 635 | 3,64 | 72,5 |
The main reasons for reducing the specific friction force during stamping with the application of ultrasound are the reduction of contact friction forces and especially the yield stresses of the deformed metal.
The use of ultrasound in deep drawing of cups with a diameter of 6.4 mm provides a significant (2–3 times) reduction in the deforming force, while the height of the cup doubles.
When drawing cylindrical cups with a diameter of 14 mm from steel and copper, when ultrasonic vibrations were applied to the matrix, the reduction in the deforming force of drawing was 15-20% for steel, and 40% for copper. When ultrasound was applied to the punch, the reduction in the deforming force required to draw a cup from steel was 12-14%.
Thus, depending on the method of applying ultrasound to the source of deformation, ultrasonic vibrations can, to a greater or lesser extent, intensify the process of plastic flow of the metal.
Operating principle of installations for generating ultrasonic vibrations
Ultrasonic installations used for dimensional processing of materials (Fig. 1) contain: an electrical vibration generator; acoustic transducer; ultrasonic oscillatory system, supply and removal system of coolant and suspension with abrasive.
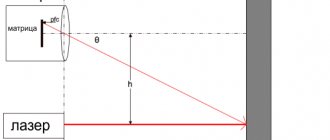
Figure 1 – Diagram of the installation for ultrasonic dimensional processing (a) and diagram of the concentrators: exponential (b), conical (c) and stepped (d): 1 – generator; 2 – acoustic transducer; 3-ultrasonic oscillatory system; 4 – system for supplying coolant and suspension with abrasive
Ultrasonic generators are designed to convert electric current at industrial frequency (50 Hz) into high frequency current.
The acoustic transducer is designed to convert electrical high-frequency vibrations into mechanical ones. For dimensional processing purposes, magnetostrictive and piezoelectric transducers are predominantly used.
Magnetostrictive converters use the effect of longitudinal magnetostriction, which consists in changing the length of a core of ferromagnetic material placed in a magnetic field. The simplest magnetostrictive converter is a core made in the form of a rod or frame with an excitation winding. When an alternating electric current passes through the winding, an alternating magnetic field is induced in the core, and elastic deformations occur, causing longitudinal vibrations of the core.
To reduce losses due to Foucault currents, metal cores are assembled from stamped thin plates or wound from thin tape. Magnetostrictive converters are water-cooled. Their maximum electroacoustic efficiency in the frequency range 20...30 kHz is 50...70%. As the oscillation frequency increases, its value decreases.
Magnetostrictive converters are also made from ferrites. They have virtually no eddy current losses. Therefore, ferrite cores are made monolithic. To magnetize them, plates of ferrite permanent magnets are used, which are inserted or glued into the magnetic circuit of the converter. The electroacoustic efficiency of ferrite transducers reaches 80...85%. They do not require high supply voltage or forced water cooling.
Piezoelectric transducers use the piezoelectric effect, the essence of which is that in crystals with a certain type of lattices, under the influence of an electric current, internal voltages arise that are proportional to the electric field strength. As a result, the dimensions of the crystal change in accordance with the change in electric current.
All piezoelectric materials are divided into natural and artificial. Natural ones are quartz, seignette salt, tourmaline; artificial – ceramics of barium titanate TsTS-19 and lead titanate TsTS-23.
Quartz transducers are expensive and their sizes are limited. Piezoceramics are much cheaper and require lower exciting voltages.
The oscillatory system is designed to transmit vibrations occurring in the converter to the working units of the installation and, ultimately, to the surface being processed. The oscillatory system includes: a waveguide, a concentrator, and an instrument.
A waveguide is a rod or pipe of constant cross-section that connects an acoustic transducer to a concentrator.
The concentrator is designed to increase the amplitude of the mechanical vibrations of the instrument by ensuring resonance of the frequencies of the vibrator (magnetostrictive or piezoelectric) with the actuating instrument. The main forms of concentrators are presented in Figure 1 b, c, d.
Recommendations for what you can eat after professional teeth cleaning at the dentist
The procedure is safe and does not lead to negative consequences. However, hard and soft tissues are still injured to varying degrees. During the first few weeks, the enamel and gums are especially sensitive and require special care. Despite the fact that ultrasound is considered the most advanced and effective method, complications may arise in the form of inflammation and increased susceptibility to external influences.
Pro Tips:
- if the pain does not go away for a long time, painkillers do not help, then you need to urgently visit the dental clinic;
- To relieve the inflammatory process, pharmaceutical gels and ointments are used;
- it is important to monitor the nutrition and temperature of food and drinks;
- It's worth buying a suitable brush and paste.
Ultrasonic cutting
Ultrasonic cutting is performed on special machines with reciprocating movement of the cutter in a vertical plane with ultrasonic frequency and very low amplitude. An abrasive suspension flows under the cutter. The cutter, as it were, hollows out the crystal from the plate. Several dozen crystals are cut simultaneously over the entire surface of the wafer.
Ultrasonic cutting is carried out on special machines with reciprocating movement of the cutter in a vertical plane with ultrasonic frequency and very low amplitude. An abrasive suspension flows under the cutter. The abrasive particles, under the influence of vibrations of the cutter (concentrator), seem to hollow out the crystal from the plate. Several dozen crystals are cut simultaneously over the entire surface of the wafer.
The advantage of ultrasonic cutting is that it can be used to produce crystals of semiconductor materials of any shape, with various recesses, recesses and grooves, which cannot be obtained with any mechanical cutting methods.
When ultrasonic cutting, it is very important that the workpiece is securely fastened to the table, since slight movement of the workpiece leads to cracking of the semiconductor material. Gluing the workpiece to a glass plate with quartz cement is quite reliable.
During the cutting process, the suspension is intensively mixed.
When producing thin plates of a small area, ultrasonic cutting and abrasive blowing provide greater productivity, but in the case of thick workpieces and plates of a large area, it is advisable to use sawing.
Germanium samples of complex and simple configurations obtained by ultrasonic cutting.
Subsequently, the plates are cut into rods, for which ultrasonic cutting machines, diamond discs, electric spark metal processing machines, or chemical etching using the photolithographic method are used.
Wafers into crystals are cut either on wire cutting machines or on ultrasonic cutting machines.
If necessary, for example, to control the concentration and mobility of charge carriers, shaped samples of the type shown in Fig. 1 are cut out of plane-parallel plates. 10.14. For this case, it is best to use ultrasonic cutting, the circuit diagram of which is shown in Fig. 11.1. The cutting tool, punch 3, has special cutouts at the end that correspond to the required shape of the sample.
This indicates that many factors are beyond your control when sawing with diamond blades. In experiments with ultrasonic cutting, it was found that it has approximately the same effect on the quality of pn junctions as sawing with a diamond blade.
The next operation is cutting the plates into elements. For this purpose, ultrasonic cutting machines, diamond discs, electric spark metal processing machines, or chemical etching using the photolithographic method are used.
These punches are made from tool steel in accordance with the shape of the semiconductor samples being cut, including the shape of the shaped recesses. Using such punches, it is possible, using ultrasonic cutting, to produce samples of a very complex configuration with smooth side walls and sharp corners while strictly observing the specified dimensions.
In recent years, over 60,000 operations on the heart and blood vessels have been performed in surgical clinics and research institutes in our country. Soviet scientists have developed in clinical settings operations for transplanting various organs, bone homoplasty, ultrasonic cutting and welding of bones (V.I. Petrov et al., 1972), and the method of hyperbaric oxygenation. Scientists have also achieved significant success in other areas of clinical medicine.
| Nickel mask obtained by electroplating. |
When spraying through masks, glass substrates with linear dimensions from 25 to 250 mm are often used. In this case, the difference in expansion coefficients (for metals it is higher), especially when the substrate is heated, leads to the formation of a displacement of the sprayed pattern. For this reason, attempts have been made to use glass masks. The mechanical processing capabilities of glass are limited to sandblasting and ultrasonic cutting. In addition, chemical etching ensures acceptable resolution and sharp line edges on glass plates.
Rules for oral care after brushing
General principles, the observance of which will help prevent the development of complications and will allow you to maintain a snow-white smile for a long time:
- Change the brush if it is no longer suitable for use. With each use, pathogenic microorganisms accumulate on its surface, which can penetrate into wounds on the mucous membranes in the mouth and cause inflammation.
- Pastes without abrasives. Harsh products leave small scratches behind. During recovery, it is recommended to use cleansing gels; they are much more delicate. They must contain fluorine and calcium in sufficient concentration. If you need to restore your gums, the content of medicinal plant extracts in the product is important. Brushing your teeth, when you can already eat, smoke and drink (after the three-week period has expired), can be carried out as usual.
- Do not use rinses containing alcohol. Despite the fact that this is an excellent antiseptic, it causes irritation and pain. Disinfection can be achieved using safe Miramistin and Rotokan.
- Rinsing with herbal decoctions and infusions is prohibited. Otherwise, pigmentation and yellowing of incisors, canines and molars may appear. At the pharmacy you can buy special squeezes that do not lead to staining.
- Use of additional hygiene devices. To achieve the best effect, along with daily cleaning procedures, threads (floss), irrigators, and special brushes for interdental spaces are used.
- Applying applications. They help stop bleeding and inflammation, speed up the regeneration process. For this purpose, anti-inflammatory gels, for example, Metrogyl Denta, are applied to the mucous membranes.
- A diet excluding prohibited foods with pigments and irritating foods.
- Regular preventive examinations at the dentist. This should be done at least once a year. If the patient has dentures, is prone to carious lesions and other problems, visits to the doctor should be made every six months.
All of the tips listed above are suitable for any type of professional treatment, not just ultrasonic. If all recommendations are followed, full recovery is possible within 2-3 weeks.
Selection of metal cutting technology. Part 2
The main difference is that with laser cutting, the energy is concentrated at the focal point; if after the pulse you do not move the head or change the focal length, then no further cutting occurs. This makes it possible to change the cutting depth (laser engraving). Of course, a laser beam can equally successfully vaporize both metal and other materials, such as plastic, which results in the wide versatility of laser cutting. If you evaluate according to the template, then 1; 4; 10; eleven; and 12 points of this method are not implemented.
A technologist who is faced with a variety of orders for small series of parts of complex shapes from various materials, with high requirements for cleanliness and parallelism of the cut walls, will prefer to have a laser cutting machine in his arsenal.
In plasma cutting, the cutting tool is a stream of gas converted into plasma by an electric arc. The plasma flow cannot be stopped at a given point; it is very difficult to control the depth, so the metal is cut right through. On the other hand, thanks to this, plasma cutting gains an advantage in speed and thickness of the metal being cut (up to 160 mm).
An enterprise that is faced with the task of cutting large volumes of sheet metal, cutting thick strips or squares, or mass production of parts from rolled sheet metal will prefer to have plasma cutting installations. According to our template, plasma cutting is inferior to the ideal by only 4; 10; eleven; 12 point.
An additional advantage of this method is the availability of compact, portable devices. However, electricity consumption must be taken into account. If there are connection restrictions, and at the same time the plant has its own oxygen installation, then it is quite possible that gas cutting will be more effective.
Waterjet cutting, electrical discharge cutting, ultrasonic cutting.
The range of tasks arising in metalworking is very wide. In some cases, the metals and alloys being cut are very critical to the temperature in the cutting zone, for example, alloys with a high magnesium content, cerium, and low-melting alloys. Also a problem is cutting workpieces with a thickness of more than 160 mm made of hard alloys.
Waterjet cutting has been successfully used to solve these problems
In this technology, the metal is cut with a thin (0.5-1mm) jet of water mixed with abrasive powder (garnet mineral). A specially designed pump supplies water to the nozzle under pressure up to 4000 atm. The internal channel of the nozzle ensures the acceleration of water and abrasive to speeds three times higher than the speed of sound. The technology provides cutting of any metals up to 300 mm thick. In this case, no heating occurs, and metal vapors (sometimes poisonous!) do not enter the air. The disadvantage is the relatively low cutting speed.
Electrical discharge cutting is also used for cutting hard alloy workpieces larger than 150 mm.
. In essence, this is cutting with a spark, or an electric microarc. The technology copes with the greatest thickness of metal; the hardness of the alloy does not matter. The only method that allows you to cut at an angle. Hence the application - tool production, parts made of alloy and special steels.
Ultrasonic cutting
is based on the destruction of metal in an abrasive suspension under the influence of ultrasound. The method is believed to have good prospects, but is not currently widely used in industry.
The basis of the process of electrical discharge cutting of metals
is the impact on the part of spark discharges formed as a result of the flow of pulsed current with a frequency in the region of 240 kHz between the wire electrode and the part, located in close proximity to each other in a liquid dielectric medium.
Physical properties and features of ultrasound propagation
Ultrasonic vibrations are elastic vibrations of a material medium with a frequency exceeding the limit of audibility (15–20 kHz). Ultrasonic vibrations can propagate in any elastic media: liquid, solid, gaseous. There are three types of ultrasonic waves - longitudinal, transverse and surface. In solids, waves of all three types can propagate; in liquid and gaseous bodies, only longitudinal waves of rarefaction and compression can propagate.
Ultrasound in gases, and in particular in air, propagates with high attenuation. Liquids and solids are good conductors and exhibit much less attenuation. For example, in water the attenuation of ultrasound is 1000 times less than in air.
The short length of ultrasonic waves is the basis for considering their propagation by methods of geometric acoustics. Physically, this leads to a ray propagation pattern. This leads to such properties of ultrasound as the possibility of geometric reflection and refraction, as well as sound focusing. The next important feature of ultrasound is the ability to obtain high intensity even with relatively small vibration amplitudes. Ultrasonic waves of high intensity are accompanied by a number of effects that can only be described by the laws of nonlinear acoustics.
An important feature of ultrasound is the ability to concentrate energy at relatively small vibration amplitudes, since the energy flux density is proportional to the square of the frequency. Ultrasonic waves of high intensity are accompanied by a number of effects
Thus, the propagation of ultrasonic waves in gases and liquids is accompanied by the movement of the medium, which is called acoustic flow.
Important phenomena of acoustic flow include cavitation, which consists of the growth in an ultrasonic field of bubbles from existing submicroscopic nuclei of gas or vapor in a liquid, which begin to pulsate at the frequency of ultrasound and collapse in the positive pressure phase. When gas bubbles collapse, high pressures arise, on the order of thousands of atmospheres, and spherical shock waves are formed. Acoustic microflows arise near the pulsating bubbles. Ultrasonic phenomena in the cavitation field are used in the production of emulsions, aeration of liquids, cleaning surfaces from contamination, degreasing and etching, ultrasonic dispersion, acoustic emulsification, etc.
The main parameters of ultrasonic vibrations are: wavelength λ – the distance between two adjacent points that are in the same phase; amplitude of oscillations A – the greatest displacement of the oscillating point from the equilibrium position; oscillation frequency f – number of oscillations per unit time; oscillation period T – time of propagation of wave motion over a distance equal to the wavelength; average speed of oscillatory movements V; speed of propagation of sound waves C.
GESS Star Face
- For cleansing, lymphatic drainage
- 3 modes
- Weight - 114 g
- Li-ion battery
- 1 speed
- Smart timer for 15 minutes
- Production - Germany/China
The TOP selection continues with a popular device suitable for salon and home skin care. Star Face from the GESS brand is a compact device with which its owner will be able to get rid of cosmetic residues, excess skin secretions and peeling, as well as uneven skin texture. The principle of operation of the device is simple - the working tool performs ultrasonic vibrations with a frequency of 28 kHz. These vibrations are transmitted to a small metal paddle, which acts on the skin along with the applied product. Indications for use are: various defects, scars, acne, comedones, clogged pores, pigmentation, freckles, wrinkles and uneven skin tone.
Regular manipulations performed by Star Face can eliminate swelling, smooth out wrinkles, and give the face a well-groomed and blooming appearance. The device shows excellent results in correcting the oval of the face, eliminating the double chin, acting as a lift without needles and operations. The compactness of this model allows you to take good care of the health and beauty of your skin in any convenient place. The device weighs only 114 grams, it easily fits in a handbag, because in terms of dimensions it is no larger than the palm of your hand. Owners of an ultrasonic scrubber like its versatility, deep impact, ergonomic design and budget price. However, before you start using the device, you should read the instructions for possible contraindications.