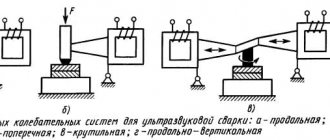
Применение ультразвука при электродуговой наплавке
При электродуговой наплавке поверхностей металлов важным элементом процесса является каплеперенос расплавленного электродного металла. Эффективность каплепереноса электродного металла и производительность наплавки заметно повышаются при придании плавящемуся электроду поперечных колебательных движений. Поперечные колебания электрода способствуют изменению формы и структуры наплавленного слоя металла. Известно, что при электродуговой наплавке металл наплавленного слоя состоит из столбчатых кристаллов – дендритов, расположенных перпендикулярно к линии оплавления основного металла. При этом аустенитные зерна основного металла по линии оплавления являются основой для растущих дендритов, из-за чего число и размеры последних определяются величиной и количеством этих зёрен. Поэтому чем крупнее зёрна основного металла на участке перегрева зоны термического влияния, тем больше в структуре наплавленного слоя будут иметь место столбчатые кристаллы. Уменьшая длину слоя жидкого металла за счёт поперечных колебаний, можно сократить пребывание электрода в зоне перегрева. Это уменьшает величину зерна основного металла в зоне оплавления, а следовательно способствует формированию мелкозернистой структуры наплавленного металла. Известно, что четкая ориентация дендритов способствует повышенной хрупкости наплавленного металла, тогда как ультразвуковые колебания способствуют созданию прочной дезориентированной структуры наплавленного слоя.
Схема технологической установки для наплавки с ультразвуком легирующей металлопорошковой присадкой в среде защитного газа представлена на рисунке 6.
Рисунок 6 – Схема технологической установки для наплавки с ультразвуком и металлопорошковой присадкой: 1 – устройство для передачи ультразвуковых колебаний на электрод; 2 – волновод-концентратор; 3 – электродная проволока; 4 – корпус наплавочной головки; 5 – токовод; 6 – устройство для подачи газопорошковой смеси; 7 – наплавляемая поверхность
Установка работает следующим образом. Устройство 1 передает от генератора через волновод-концентратор 2 продольные ультразвуковые колебании тоководу 5, установленному в наплавочной головке. В направляющей трубке токовода 5 возбуждаются поперечные колебания, которые передаются наплавочной проволоке 3. Колебания электродной проволоки вызывают диспергирование капель расплава электрода на мелкие частицы, которые получив колебательные движения, попадают в сварочную ванну и, став дополнительными центрами кристаллизации, способствуют образованию однородной структуры.
Сравнительный анализ полученных структур показывает, что зернистость, плотность и качество слоя, наплавленного с применением ультразвуковых колебаний значительно больше, чем слоя, наплавленного без ультразвука. Причем при наплавке с ультразвуковыми колебаниями практически отсутствует граница раздела слоев: покрытие-основа, что характеризует их высокую сцепляемость и плавный градиент свойств. Ультразвуковые колебания активно способствуют процессам зарождения и образования кристаллов, препятствуют их росту и повышают однородность структуры.
При введении в расплав легирующего порошка, частицы которого под воздействием ультразвука находятся во взвешенном состоянии, смачиваются расплавом и, равномерно распределяясь в его объёме, становятся дополнительными центрами кристаллизации, а при затвердевании эта металлосуспензия фиксируется, образуя при кристаллизации композиционный сплав с разнообразными свойствами: антифрикционными, абразивными, износостойкими, коррозионностойкими и другими. При этом достигается увеличение производительности процесса электродуговой наплавки и повышение износостойкости наплавленного слоя в 1,5–1,7 раза.
Наплавленный слой получается качественным, без металлургических дефектов и с более высокой твёрдостью. Такой способ наплавки позволяет снизить градиент температуры по сечению наплавляемого слоя и повысить скорость кристаллизации, что понижает остаточные напряжения как в наплавленном слое, так и в зоне сцепления покрытия с основой.
| Межотраслевая Интернет-система поиска и синтеза физических принципов действия преобразователей энергии |
| Стартовая страница | О системе | Технические требования | Синтез | Обучающий модуль | Справка по системе | Контакты |
Общий каталог эффектов
- Научно-технические эффекты (НТЭ)
| Ультразвуковое резание материалов | |
Ультразвуковое резание материалов
Анимация
Описание
Наложение ультразвуковых колебаний
на режущий инструмент –
резец
,
сверло
,
метчик
и другие
режущие инструменты
улучшает условия резания. Работа при
резании металла
затрачивается, главным образом, на
пластическую деформацию
срезаемого слоя и на внешнее трение на рабочих гранях инструмента.
Ультразвуковые колебания
, сообщаемые режущему инструменту, могут оказывать значительное влияние на обе основные составляющие работы резания: создаваемые ими знакопеременные
напряжения
ускоряют движение и образование дислокаций, обеспечивая возникновение
пластической деформации
при более низких напряжениях, а циклические перемещения контактных поверхностей вызывают периодический поворот векторов
сил трения
на рабочих гранях инструмента, значительно уменьшающей сопротивление сходу стружки и облегчающий процесс стружкообразования. Кроме того, при
резании вязких материалов
на рабочей поверхности инструмента часто возникает торможение, или «застой» металла (называемый «наростом»), и наблюдается своеобразное
трение покоя
, сопровождающееся большой силой трения и ухудшением качества поверхности.
Ультразвуковые колебания
устраняют «застой» металла на инструменте, уменьшают силу трения и улучшают качество поверхности.
Эффект действия ультразвуковых колебаний
на процесс резания зависит от амплитуды и частоты колебаний, отношения колебательной скорости инструмента и скорости перемещения инструмента относительно заготовки, величины сечения срезаемого слоя, физико-механических и теплофизических свойств материала инструмента и заготовки.
Наиболее широко ультразвуковые колебания
применяются при обработке жаропрочных и титановых сплавов. Использование
ультразвуковых колебаний
при резании материалов из хрупких неметаллов и полимерных материалов также приводит к повышению качества обрабатываемых поверхностей, уменьшению нагрева материала, снижению вероятности «
сколов
» (для хрупких неметаллов) и «
подтеков
» (для полимеров), увеличивает срок службы инструмента. Применение
ультразвуковых колебаний
позволяет повысить производительность обработки в 2–3 раза и стойкость инструмента в 1,5 – 2 раза.
Технология наложения ультразвуковых колебаний
на режущий инструмент применяется при проведении следующих видов работ: — резание (строгание, токарная обработка, фрезерование, сверление, нарезание резьбы); — гравировка; — шабрение; — полировка; — спиливание; — выглаживание; — пробивка отверстий; — расчистка.
Одной из реализаций указанных выше технологий является специально разработанное универсальное ультразвуковое устройство, которое мы назвали «Ультразвуковой гравер». Оно содержит генератор, пьезоэлектрический излучатель и сменные инструментальные насадки. Принцип действия устройства основан на возбуждении ультразвуковых колебаний большой амплитуды в инструментальной насадке преобразователя.
Ультразвуковой гравер
Рис.1.
В качестве инструмента насадки могут использоваться следующие материалы — спеченный алмаз, твердый сплав, быстрорежущая сталь, медь, а также такие материалы, как дерево, стекловолокно и некоторые другие. Инструменты имеют различную форму и различное технологическое назначение. В зависимости от комплекта инструмента данное устройство может использоваться для инструментальных, ювелирных, художественных, реставрационных, дизайнерских работ.
Ключевые слова
- Ультрозвуковая гравировка
- Вязкость материалов
- Частота колебаний
- Режущий инструмент
- Силы трения
- Пластическая деформация
- Напряжение механическое
- Резание материалов
- Ультразвуковая сварка
- Ультразвуковые колебания
- Ультразвуковая резка
- Ультрозвуковое сверление
Области техники и экономики
- Космическая техника и ракетостроение
- Авиастроение
- Судостроение
- Автомобилестроение
- Технология резания
- Производство машиностроительных материалов
Применение эффекта
Технологическая операция ультразвуковой сварки
и
ультразвуковой резки
с одновременной обрезкой находит применение при обработке нетканых полотен из термопластичных материалов. Осуществляется сварка по заданному контуру (определяется формой сонотрода) с одновременной вырубкой.
Материалы для ультразвуковой резки
Рис.1.
Область применения : — Текстильная промышленность — Производство фильтров — Производство сувениров
Пример ультразвуковой резки: Слева — применение ультразвуковой резки, Справа — применение технологии термической резки.
Рис.2.
Назначение ультразвуковых машин для резания материалов:
— Резание твердых и мягких термопластичных материалов — Резание тонких рулонных материалов, например: полимерных плёнок, бумаги, синтетических тканей — Резание легко деформируемых объёмных материалов, таких как биологические ткани, желеобразные материалы, пеноматериалы — Срезание объёмных фрагментов материалов, например, облоя, заусенцев, наплывов от сварки — Вырубка небольших деталей сложной конфигурации, изготовление петель, отверстий, обрезка лент
Реализации эффекта
Одним из выдающихся достижений сварочной науки является разработка новых технологических процессов соединения и разъединения биологических тканей живых существ, включая человека. Многолетняя совместная работа инженеров кафедры «Машины и автоматизация сварочных процессов» МГТУ им. Н.Э. Баумана под руководством академика Г.А. Николаева и профессора В.И. Лощилова, медиков Центрального института травматологии и ортопедии под руководством академика М.В. Волкова и других ученых привела в начале 60-х гг. ХХ в. к созданию методов и аппаратуры для получения неразъемных соединений костных и мягких биологических тканей.
Ими же разработаны и способы разделения (резки), наращивания (наплавки) и замещения дефектов костей. Постановкой тонких и остроумных экспериментов было установлено, что в костях человека имеются большие внутренние самоуравновешивающие напряжения. Они способствуют повышению прочности костей, но также способствуют их хрупкости.
Авторам обнаруженного явления – Г.А. Николаеву, В.И. Лощилову и Э.П. Бабаеву были выданы в 1976 г. дипломы на открытие – «Явление наличия собственных напряжений в кости человека и животных». Открытие имеет большое значение для медицины, в частности в практике выпрямления искривленных костей и заживления переломов. Однако вернемся к проблеме применения сварочных технологий для медицинских целей. На рис.1. приведена схема процесса соединения костных тканей.
В зону соединения подается жидкий этил – α-цианакрилат (циакрин), смешанный с костной стружкой и другими компонентами. Специальным устройством – волноводом ультразвуковых колебаний – вводится ультразвуковая энергия
в подаваемую смесь. Это активизирует сложные физико-химические процессы: ускоряет проникновение присадочной смеси в костную ткань, химическое взаимодействие компонентов смеси с коллагеном кости, а также полимеризацию циакрина. В результате образуется твердый сварной шов, причем без существенного нагрева тканей.
Полученное соединение является временным – оно удерживает биологические ткани на период естественных процессов их регенерации, вплоть до полного замещения новообразующейся тканью. Подобным же образом осуществляется и ультразвуковая наплавка костных тканей для восстановления их целостности и размеров. Ультразвуковая сварка мягких биологических тканей осуществляется без какого-либо присадочного материала.
При правильном выборе параметров ультразвуковых колебаний
и методов их введения в зону соединения тканей получается сварной шов, обладающий достаточной механической прочностью, способный к последующей регенерации. Соединение образуется за счет протекания сложных физико-химических процессов, приводящих к коагуляции белковых коллагенов ткани.
Присоединяя к акустическому узлу волноводы в виде режущего инструмента нужной конфигурации (рис.1), можно производить ультразвуковую резку биологических тканей всех видов. Инструмент совершает продольные возвратно-поступательные перемещения с частотой 20-30 кГц и амплитудой 30-60 мкм. Производительность ультразвукового резания значительно выше, и оно менее травмоопасно, чем традиционные методы.
Схема процесса ультразвуковой сварки (а) и резки костных тканей (б): 1 – ультразвуковой генератор; 2 – акустический узел; 3 – волновод; 4 – подача сварочной смеси; 5 – костная ткань; 6 – инструмент для ультразвуковой резки
Рис.1.
Удивительные возможности в области хирургии открывает новый скальпель – плазменный, созданный в 90-е гг. ХХ в. инженером Смоленского авиационного завода А.С. Бересневым в содружестве с хирургами – академиком В.С. Савельевым и профессором Ю.И. Морозовым.
Специальный компактный плазмотрон, легко удерживаемый рукой человека, соединяется гибким шлангом с источником питания, баллонами с плазмообразующим газом и пультом управления. Тонкий лучик высокотемпературной плазмы вырывается из сопла плазмотрона. Диаметр струи – около миллиметра, а ее длина может регулироваться в пределах от 3 до 20 мм. Струя с температурой до 10000 0С легко рассекает мягкие ткани, испаряя их, одновременно заваривая стенки сосудов, идеально дезинфицирует операционное поле, остающееся в течение операции практически сухим, «усыпляет» окончания нервных волокон, обезболивая процесс. После операции ускоренно затягиваются разрезы, пациент меньше страдает от боли.
Разработанный плазменный скальпель работает без износа несколько тысяч часов. Нельзя не упомянуть еще об одном инструменте сварщиков – лазере, успешно применяемом медиками. Во многих клиниках лазерное излучение используется для диагностики и лечения различных болезней путем воздействия на биологически активные точки человека. Широко известно и применение миниатюрных лазерных установок для приварки отслаивающейся сетчатки глаза ко дну глазного яблока.
Таким образом, сварочная наука, техника и технологии открыли новые перспективы в травматологии, ортопедии, хирургии, стоматологии, офтальмологии, рефлексотерапии и других направлениях медицины. Можно ожидать, что в дальнейшем сварка позволит создать новые хирургические приемы, изменить в лучшую сторону технику выполнения ряда сложных операций.
Современные методы резания
позволяют обрабатывать материалы, традиционно плохо поддающиеся обработке и при этом получать заметно лучшее качество обработанной поверхности. Однако сильный разогрев резца при быстром резании высокопрочных сплавов, сильный износ оборудования и необходимость в охлаждении с помощью специальных охлаждающих эмульсий до сих пор являются проблемами, заметно затрудняющими данный процесс, приводя к удорожанию и усложнению процесса обработки.
Необходимы новые технологии, одной из которых является ультразвуковое резание
. Под ультразвуковым резанием понимается процесс, при котором резцу с помощью специального устройства сообщают высокочастотные (ультразвуковые) колебания, как правило, в направлении скорости резания. Схема процесса ультразвукового резания показана на рис. 1.а, где 1 – обрабатываемое изделие, получающее вращение с угловой скоростью от привода станка; 2 – резец, которому сообщаются колебания
u(t)
с частотой
ω
;
V = Ωr
– скорость резания;
r
− радиус заготовки;
P
− постоянная составляющая
силы резания
.
а – схема резания на токарном станке, б – упрощенная схема резания, удобная для моделирования.
Рис.1.
Многочисленными экспериментами установлено, что наложение ультразвуковой вибрации
на равномерное движение резца, приводит к существенному снижению статической
силы резания
. Этот эффект получил объяснение на основе реологической модели
процесса резания
, учитывающей упругопластические свойства обрабатываемого материала и силы трения. Здесь же показано, что наиболее эффективными режимами при ультразвуковом точении являются периодические виброударные процессы в зоне резания.
Отметим некоторые характерные особенности процесса ультразвукового резания, которые наблюдались в экспериментах при обработке различных материалов. Упомянутое выше снижение сил резания наблюдается при скоростях резания V
(
a
,
ω
–амплитуда и круговая частота колебаний резца) и происходит при точении всех металлов: алюминия, меди, бронзы, латуни, углеродистых, нержавеющих и жаропрочных сталей, титана и др.
Ультразвуковое резание
радикально изменяет структуру и микрогеометрию обработанной поверхности. При ультразвуковом резании существенно меняется характер процесса. Так, наложение ультразвуковых колебаний полностью исключает характерное для традиционного точения образование на поверхностях резца наростов при точении алюминия и меди. Ультразвуковая вибрация существенно изменяет характер снимаемой стружки. Даже при обработке материалов, обычное точение которых сопровождается образованием ломкой стружки, при ультразвуковом резании образуется сливная пластичная стружка без заусенцев и неровностей. Как результат, наложение ультразвука позволяет существенно уменьшить величину минимально возможного срезаемого слоя. При этом существенно меняется тепловой режим в зоне резания. При ультразвуковом резании устраняется склонность системы «Станок – Инструмент – Деталь» к возбуждению автоколебаний, ухудшающих качество обрабатываемой поверхности. Включение ультразвука полностью устраняет автоколебания и позволяет получать однородную поверхность на всей длине, например, технологически нежестких изделий без применения промежуточных опор и люнетов. Некоторые из указанных явлений удается объяснить с помощью относительно простых моделей. Однако задачи, связанные, например, с учетом влияния температуры в зоне резания или влияния
ультразвуковых колебаний
на условия возбуждения автоколебаний оказываются настолько сложными, что не могут быть решены аналитическими методами и требуют применения иных подходов. В данной работе приводятся результаты моделирования процесса ультразвукового резания металлов с помощью метода конечных элементов. В построенной конечно элементной модели учитываются как
упругопластические свойства
обрабатываемого материала, так и термодинамические характеристики изделия, инструмента и окружающей среды, позволяющие описать происходящие в зоне резания термомеханические процессы. Полученные результаты сравниваются с результатами аналитических решений и экспериментальными данными.
Литература
1. Грановский Г., Грановский В. Резание металлов. М.: Высш. шк., 1985 – 304 с.
2. Исаев А.И., Анохин В.С. Применение ультразвуковых колебаний инструмента при резании металлов – Вестник машиностроения, 1961, № 5, с.56– 62.
3. Марков А.И. Ультразвуковое резание труднообрабатываемых материалов. – М.:Машиностроение, 1968, 367 с.
4. Кумабэ Д. Вибрационное резание. – М.: Машиностроение, 1985. — 424 с.
| Стартовая страница О системе Технические требования Синтез Обучающий модуль Справка по системе Контакты | |
| Copyright © 2008 РГУ нефти и газа им. И.М. Губкина | |
Штамповка с применением ультразвука
Холодная штамповка с наложением ультразвука позволяет осуществить все виды формоизменений: осадку, выдавливание, листовую штамповку.
Сравнительный анализ изменения удельной деформирующей силы при объёмной штамповке в обычных условиях и с наложением ультразвука на пластически деформируемый металл свидетельствует о том, что в последнем случае деформирующая сила значительно снижается.
Например, при осадке с истечением в полость при наложении ультразвука удельная сила деформирования снижается в среднем в 4 раза для алюминия, для меди – в 3 раза и стали – в 2 раза.
Применение ультразвука в процессе безоблойной объёмной формовки снижает удельную силу для меди в среднем в 4,5 раза, причем величина абсолютного снижения удельной силы (табл. 2) возрастает с увеличением степени деформации.
Таблица 2 – Значения деформирующей удельной силы при безоблойной объёмной штамповке меди
| Степень деформации, % | Удельная деформирующая сила штамповки, МПа | Абсолютное снижение удельной деформирующей силы (Δp = p1 — p2), МПа | Относительное снижение деформирую- щей удельной силы | ||
| в обычных условиях ( p1) | с наложением УЗК ( p2) | p1/p2 | (Δp/p1)100, % | ||
| 1 | 105 | 30 | 75 | 3,50 | 71,6 |
| 10 | 160 | 32 | 128 | 6,00 | 80,0 |
| 15 | 205 | 35 | 170 | 5,85 | 83,0 |
| 20 | 240 | 40 | 200 | 6,00 | 83,3 |
| 25 | 275 | 52 | 223 | 5,30 | 81,1 |
| 30 | 310 | 64 | 246 | 4,85 | 79,4 |
| 35 | 355 | 87 | 268 | 4,08 | 75,5 |
| 40 | 875 | 240 | 635 | 3,64 | 72,5 |
Основными причинами снижения удельной силы трения при штамповке с наложением ультразвука являются уменьшение сил контактного трения и особенно – напряжений текучести деформируемого металла.
Применение ультразвука при глубокой вытяжке стаканов диаметром 6,4 мм обеспечивает значительное (в 2–3 раза) снижение деформирующей силы, при этом высота стаканчика увеличивается вдвое.
При вытяжке цилиндрических стаканчиков диаметром 14 мм из стали и меди, когда ультразвуковые колебания подводили к матрице, снижение деформирующей силы вытяжки составило для стали 15-20 %, а для меди – 40 %. При наложении ультразвука на пуансон снижение деформирующей силы, необходимой для вытяжки стаканчика из стали, составило 12-14 %.
Таким образом, в зависимости от способа подведения ультразвука к очагу деформации ультразвуковые колебания могут в большей или меньшей степени интенсифицировать процесс пластического течения металла.
Принцип действия установок для генерации ультразвуковых колебаний
Ультразвуковые установки, используемые для размерной обработки материалов (рис. 1) содержат: генератор электрических колебаний; акустический преобразователь; ультразвуковую колебательную систему, систему подачи и отвода охлаждающей жидкости и суспензии с абразивом.
Рисунок 1 – Схема установки для ультразвуковой размерной обработки (а) и схемы концентраторов: экспоненциального (б), конического (в) и ступенчатого (г): 1 – генератор; 2 – акустический преобразователь; 3-ультразвуковая колебательная система; 4 – система подачи охлаждающей жидкости и суспензии с абразивом
Ультразвуковые генераторы предназначены для преобразования электрического тока промышленной частоты (50 Гц) в ток высокой частоты.
Акустический преобразователь предназначен для преобразования электрических высокочастотных колебаний в механические. Для целей размерной обработки преимущественно применяются магнитострикционные и пьезоэлектрические преобразователи.
В магнитострикционных преобразователях используется эффект продольной магнитострикции, заключающийся в изменении длины сердечника из ферромагнитного материала, помещенного в магнитное поле. Простейший магнитострикционный преобразователь представляет собой сердечник, выполненный в виде стержня или рамки с обмоткой возбуждения. При прохождении по обмотке переменного электрического тока в сердечнике наводится переменное магнитное поле, и возникают упругие деформации, вызывающие продольные колебания сердечника.
Для уменьшения потерь на токи Фуко металлические сердечники набирают из штампованных тонких пластин или наматывают из тонкой ленты. Магнитострикционные преобразователи выполняются с водяным охлаждением. Их максимальный электроакустический КПД в диапазоне частот 20…30 кГц составляет 50…70 %. С повышением частоты колебаний его значение уменьшается.
Магнитострикционные преобразователи изготавливают также из ферритов. Потери на вихревые токи у них практически отсутствуют. Поэтому сердечники из ферритов выполняют монолитными. Для их подмагничивания используют пластины ферритовых постоянных магнитов, которые вставляют или вклеивают в магнитопровод преобразователя. Электроакустический КПД ферритовых преобразователей достигает 80…85 %. Они не требуют высокого напряжения питания, принудительного водяного охлаждения.
В пьезоэлектрических преобразователях используется пьезоэлектрический эффект, сущность которого состоит в том, что в кристаллах с определённым типом решёток под действием электрического тока возникают внутренние напряжения, пропорциональные напряженности электрического поля. В результате размеры кристалла изменяются в соответствии с изменением электрического тока.
Все пьезоэлектрические материалы подразделяются на естественные и искусственные. Естественные – это кварц, сегнетовая соль, турмалин; искусственные – керамики титаната бария ЦТС-19 и титаната свинца ЦТС-23.
Преобразователи из кварца дорогие, а их размеры ограничены. Пьезокерамика значительно дешевле и требует меньших возбуждающих напряжений.
Колебательная система предназначена для передачи возникающих в преобразователе колебаний к рабочим узлам установки и в конечном итоге к обрабатываемой поверхности. В состав колебательной системы входят: волновод, концентратор, инструмент.
Волновод – это стержень или труба постоянного сечения, соединяющая акустический преобразователь с концентратором.
Концентратор предназначен для увеличения амплитуды механических колебаний инструмента путём обеспечения резонанса частот вибратора (магнитострикционного или пьезоэлектрического) с исполнительным инструментом. Основные формы концентраторов представлены на рисунке 1 б, в, г.
Рекомендации после профессиональной чистки зубов у стоматолога, что можно есть
Процедура безопасна и не приводит к негативным последствиям. Однако твердые и мягкие ткани все равно в разной степени травмируются. На протяжении первых нескольких недель эмаль и десны особенно чувствительны и требуют особого ухода. Несмотря на то, что ультразвук считается самым совершенным и результативным методом, могут возникнуть осложнения в виде воспаления и повышенной восприимчивости к внешнему воздействию.
Советы профессионалов:
- если боль долго не проходит, не помогают обезболивающие препараты, то нужно срочно посетить стоматологическую клинику;
- для снятия воспалительного процесса применяются аптечные гели и мази;
- важно следить за питанием и температурой продуктов, напитков;
- стоит купить подходящие щетку и пасту.
Ультразвуковая резка
Ультразвуковая резка производится на специальных станках с возвратно-поступательным движением резца в вертикальной плоскости с ультразвуковой частотой и очень малой амплитудой. Под резец поступает абразивная суспензия. Резец как бы выдалбливает кристалл из пластины. Одновременно вырезается несколько десятков кристаллов по всей поверхности пластины.
Ультразвуковую резку производят на специальных станках с возвратно-поступательным движением резца в вертикальной плоскости с ультразвуковой частотой и очень малой амплитудой. Под резец поступает абразивная суспензия. Частицы абразива под воздействием колебаний резца ( концентратора) как бы выдалбливают кристалл из пластины. Одновременно вырезается несколько десятков кристаллов по всей поверхности пластины.
Преимущество ультразвуковой резки заключается в том, что с ее помощью можно получать кристаллы полупроводниковых материалов любой формы, с различными выемками, углублениями и пазами, что невозможно получить ни при каких механических способах резки.
При ультразвуковой резке очень важно, чтобы заготовка была надежно закреплена на столике, так как незначительный сдвиг заготовки приводит к растрескиванию полупроводникового материала. Достаточно надежным является приклеивание заготовки к стеклянной пластинке кварцевым цементом
В процессе резки суспензия интенсивно перемешивается.
При изготовлении тонких пластинок малой площади ультразвуковая резка и абразивный обдув обеспечивают большую производительность, но в случае толстых заготовок и пластинок большой площади целесообразно применять распиловку.
Образцы германия сложной и простой конфигурации, полученные ультразвуковой резкой.
В дальнейшем производят резку пластинок на стержни, для чего применяют станки ультразвуковой резки, алмазные диски, станки электроискровой обработки металлов либо химическое вытравливание с помощью фотолитографического метода.
Пластины на кристаллы режут либо на станках для проволочной резки, либо, на станках ультразвуковой резки.
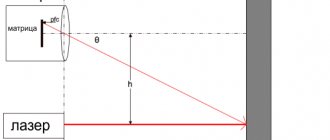
Из плоскопараллельных пластин вырезаются при необходимости, например, для контроля концентрации и подвижности носителей заряда, фигурные образцы такого типа, какой показан на рис. 10.14. Для этого случая лучше всего использовать ультразвуковую резку, принципиальная схема которой показана на рис. 11.1. Режущий инструмент — пуансон 3 имеет на торце специальные вырезы, соответствующие необходимой форме образца.
Это свидетельствует о том, что при распиловке алмазными дисками многие факторы не поддаются контролю. При опытах с ультразвуковой резкой было установлено, что она оказывает на качество р-п переходов примерно такое же влияние, как и распиловка алмазным диском.
Следующей операцией является резка пластин на элементы. Для этой цели применяются станки ультразвуковой резки, алмазные диски, станки электроискровой обработки металлов либо химическое вытравливание с помощью фотолитографического метода.
Эти пуансоны изготовляются из инструментальной стали в соответствии с формой нарезаемых образцов полупроводника, в том числе и с формой фасонных углублений. Применяя такие пуансоны, можно при помощи ультразвуковой резки изготовить образцы весьма сложной конфигурации с ровными боковыми стенками и острыми углами при точном соблюдении заданных размеров.
За последние годы в хирургических клиниках и научно-исследовательских институтах нашей страны выполнено свыше 60 000 операций на сердце и сосудах. Советскими учеными разработаны в клинических условиях операции по пересадке различных органов, костная гомопластика, ультразвуковая резка и сварка костей ( В. И. Петров и др., 1972), метод гипербарической окси-генации. Значительных успехов добились ученые и в других разделах клинической медицины.
| Никелевая маска, полученная гальваническим способом. |
При напылении через маски часто применяются стеклянные подложки с линейными размерами от 25 до 250 мм. В этом случае различие коэффициентов расширения ( у металлов он более высокий), особенно при нагревании подложки, ведет к образованию смещения напыляемого рисунка. По этой причине были сделаны попытки применить стеклянные маски. Возможности механической обработки стекла ограничиваются пескоструйной обработкой и ультразвуковой резкой. Кроме того химическое травление обеспечивает получение на стеклянных пластинах приемлемые разрешение и четкость краев линии.
Правила ухода за полостью рта после чистки
Общие принципы, соблюдение которых поможет предотвратить развитие осложнений и позволит сохранить белоснежную улыбку надолго:
- Поменять щетку, если она уже непригодна к употреблению. На ее поверхности с каждым применением накапливаются патогенные микроорганизмы, которые могут проникнуть в ранки на слизистых во рту и вызвать воспаление.
- Пасты без абразивов. Жесткие средства оставляют за собой мелкие царапины. Во время восстановления рекомендуется применять очищающие гели, они гораздо деликатнее. В их составе обязан присутствовать фтор и кальций в достаточной концентрации. Если нужно восстановить десны, в продукте важно содержание экстрактов лекарственных растений. Чистка зубов, когда уже можно кушать, курить и пить (после истечения трехнедельного периода), может осуществляться в привычном режиме.
- Нельзя применять ополаскиватели, содержащие спирт. Несмотря на то, что это прекрасный антисептик, он вызывает раздражение и болевые ощущения. Обеззараживания можно добиться, используя безопасные «Мирамистин», «Ротокан».
- Запрещены полоскания с травяными отварами и настоями. В противном случае возможно появление пигментации, пожелтение резцов, клыков и моляров. В аптеке можно купить специальные выжимки, которые не приводят к окрашиванию.
- Использование дополнительных гигиенических приспособлений. Для достижения лучшего эффекта наряду с ежедневными очистительными процедурами применяются нити (флоссы), ирригаторы, особые ершики для межзубных промежутков.
- Наложение аппликаций. Они помогают остановить кровоточивость и воспаление, ускорить процесс регенерации. С этой целью на слизистые наносят противовоспалительные гели, например, «Метрогил Дента».
- Диета с исключением запрещенных продуктов с пигментами и раздражающей пищи.
- Регулярные профилактические осмотры у стоматолога. Это нужно делать не реже раза в год. Если у пациента стоят протезы, есть склонность к кариозным поражениям и другие проблемы, визиты к врачу следует наносить каждые полгода.
Все перечисленные выше советы подходят для любого вида профобработки, не только ультразвуковой. При соблюдении всех рекомендаций полное восстановление возможно уже через 2-3 недели.
Выбор технологии резки металла. Часть 2
Основное различие заключается в том, что при лазерной резке энергия концентрируется в точке фокуса, если после импульса не переместить головку, или не изменить фокусное расстояние, то дальнейшей резки не происходит. Это дает возможность менять глубину резки (лазерная гравировка). Разумеется, лазерный луч с равным успехом может испарять как металл, так и другие материалы, например пластик, следствием этого является широкая универсальность лазерной резки. Если оценивать по шаблону, то 1; 4; 10; 11; и 12 пункты у этого метода не реализуются.
Технолог, который сталкивается с разнообразными заказами на небольшие серии деталей сложной формы из различных материалов, с высокими требованиями по чистоте и параллельности стенок реза, предпочтет иметь в своем арсенале станок для лазерной резки.
При плазменной резке режущим инструментом является струя газа, превращенного в плазму электрической дугой. Поток плазмы в заданной точке не остановишь, контролировать глубину очень сложно, поэтому металл режется насквозь. С другой стороны, благодаря этому плазменная резка получает преимущество в скорости и толщине разрезаемого металла (до 160 мм).
Предприятие, перед которым стоит задача по раскрою больших объемов листового металла, резке толстой полосы или квадрата, серийному производству деталей из листового проката, предпочтет иметь установки по плазменной резке. По нашему шаблону плазменная резка уступает идеалу только по 4; 10; 11; 12 пункту.
Дополнительным преимуществом этого метода является наличие компактных, переносных устройств. Однако, следует учитывать потребление электроэнергии. Если имеются ограничения по подключению, и в то же время завод располагает собственной кислородной установкой, то вполне возможно, что эффективнее окажется газовая резка.
Гидроабразивная резка, электроэрозионная резка, ультразвуковая резка.
Круг задач, возникающих в металлообработке, очень широк. В ряде случаев разрезаемые металлы и сплавы очень критичны к температуре в зоне реза, например, сплавы с высоким содержанием магния, церий, легкоплавкие сплавы. Также проблему представляет резка заготовок толщиной более 160мм из твердых сплавов.
Для решения этих задач успешно применяется гидроабразивная резка.
В такой технологии металл режется тонкой (0,5-1мм) струей воды с примесью абразивного порошка (минерал гранат). Насос специальной конструкции подает воду к соплу под давлением до 4000 атм. Внутренний канал сопла обеспечивает разгон воды и абразива до скоростей в три раза выше скорости звука. Технология обеспечивает резку любых металлов до 300 мм толщиной. Разогрева при этом не происходит, в воздух не попадают пары металла (иногда ядовитые!). Недостатком является относительно низкая скорость резки.
Для резки заготовок из твердых сплавов размером более 150 мм применяется также электроэрозионная резка
. По сути – это резка искрой, или электрической микродугой. Технология справляется с самой большой толщиной металла, твердость сплава значения не имеет. Единственный метод, который позволяет резать под углом. Отсюда и применение – инструментальное производство, детали из легированных и специальных сталей.
Ультразвуковая резка
основана на деструкции металла в абразивной суспензии под действием ультразвука. Считается, что метод обладает хорошими перспективами, но в данный момент широкого распространения в промышленности не имеет.
В основе процесса электроэрозионной резки металлов
является воздействие на деталь искровых разрядов, образующихся вследствие протекания импульсного тока с частотой в районе 240 кГц между электродом-проволокой и деталью, находящихся в непосредственной близости друг от друга в среде жидкого диэлектрика.
Физические свойства и особенности распространения ультразвука
Ультразвуковыми называются упругие колебания материальной среды с частотой, превышающий предел слышимости (15–20 кГц). Ультразвуковые колебания могут распространяться в любых упругих средах: жидких, твёрдых, газообразных. Различают три вида ультразвуковых волн – продольные, поперечные и поверхностные. В твёрдых телах могут распространяться волны всех трёх видов, в жидких и газообразных – только продольные волны разрежения – сжатия.
Ультразвук в газах, и в частности в воздухе, распространяется с большим затуханием. Жидкости и твердые тела представляют собой хорошие проводники, затухание в которых значительно меньше. Так, например, в воде затухание ультразвука в 1000 раз меньше чем в воздухе.
Малая длина ультразвуковых волн является основанием для того, чтобы рассматривать их распространение методами геометрической акустики. Физически это приводит к лучевой картине распространения. Отсюда вытекают такие свойства ультразвука, как возможность геометрического отражения и преломления, а так же фокусировка звука. Следующая важная особенность ультразвука – возможность получения большой интенсивности даже при сравнительно небольших амплитудах колебаний. Ультразвуковые волны большой интенсивности сопровождаются рядом эффектов, которые могут быть описаны лишь законами нелинейной акустики.
Важной особенностью ультразвука является возможность концентрации энергии при сравнительно небольших амплитудах колебаний, так как плотность потока энергии пропорциональна квадрату частоты. Ультразвуковые волны большой интенсивности сопровождаются рядом эффектов
Так, распространению ультразвуковых волн в газах и жидкостях сопутствует движение среды, которое называется акустическим течением.
К числу важных явлений акустического течения относится кавитация, заключающаяся в росте в ультразвуковом поле пузырьков из имеющихся субмикроскопических зародышей газа или пара в жидкости, которые начинают пульсировать с частотой ультразвука и захлопываются в положительной фазе давления. При захлопывании пузырьков газа возникают большие давления, порядка тысяч атмосфер и образуются сферические ударные волны. Возле пульсирующих пузырьков возникают акустические микропотоки. Ультразвуковые явления в кавитационном поле используются при получении эмульсий, аэрации жидкостей, очистке поверхностей от загрязнений, обезжиривании и травлении, ультразвуковом диспергировании, акустическом эмульгировании и т. д.
Основными параметрами ультразвуковых колебаний являются: длина волны λ – расстояние между двумя смежными точками, находящимися в одной фазе; амплитуда колебаний А – наибольшее смещение колеблющейся точки от положения равновесия; частота колебаний f – количество колебаний в единицу времени; период колебаний T – время распространения волнового движения на расстояние, равное длине волны; средняя скорость колебательных движений V; скорость распространения звуковых волн С.
GESS Star Face
- Для очищения, лимфодренажа
- 3 режима
- Вес — 114 г
- Литий-ионный аккумулятор
- 1 скорость
- Смарт-таймер на 15 минут
- Производство — Германия/Китай
Продолжает ТОПовую подборку популярное устройство, подходящее для салонного и домашнего ухода за кожей. Star Face от бренда GESS представляет собой компактный прибор, с помощью которого его обладательнице удастся избавиться от остатков косметики, избытков кожных выделений и шелушений, а также неровностей рельефа кожи. Принцип работы девайса прост — рабочий инструмент совершает ультразвуковые колебания частотой 28 кГц. Эти колебания передаются на небольшую металлическую лопатку, которая воздействует на кожу вместе с нанесённым средством. Показаниями к применению служат: различные дефекты, шрамы, угри, комедоны, забитые поры, пигментация, веснушки, морщины и неравномерный тон кожи.
Регулярные манипуляции, проводимые Star Face, способны устранить отёки, разгладить морщины, придать лицу ухоженный и цветущий вид. Прекрасные результаты аппарат показывает в коррекции овала лица, устранении второго подбородка, действуя как подтяжка без игл и операций. Компактность этой модели позволяет качественно заботиться о здоровье и красоте кожи в любом удобном месте. Аппарат весит всего лишь 114 грамм, он легко помещается в дамской сумочке, ведь по габаритам он — не больше ладони. Обладательницам ультразвукового скрабера нравится его универсальность, глубокое воздействие, эргономичный дизайн и бюджетная стоимость. Однако, перед началом применения прибора нужно ознакомиться с инструкцией на предмет возможных противопоказаний.