Often, when you pick up an object shiny with metal, you are surprised at its light weight and realize that it is plastic or wood with a metal coating. Chemical metallization helps to obtain a mirror or matte nickel, chrome, copper or aluminum coating on ordinary ferrous metal or a non-metallic surface. Technology available not only in production, but also at home.
Process technology
Electrolytes are substances that can release ions – charged particles – under the influence of an electric current. This is what the principle of galvanization is based on. In our case, chromic anhydride will be used as an electrolyte. Released particles that will be deposited on the workpiece, forming a film - chromium molecules.
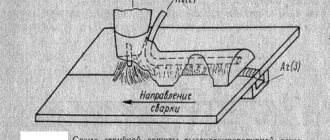
To chrome a part at home, it must be immersed in a bath of solution and connected to the negative wire. The positive anode is immersed in the electrolyte. Under the influence of current, the molecules in the electrolyte will begin to move. Positively charged to the minus (cathode), negative - to the plus. Moreover, some of the molecules form a film, and some will penetrate into the top layer, as a result of which chromium is firmly fixed on the surface. This makes galvanizing significantly different from conventional painting.
In a similar way, not only chrome plating is carried out, but also nickel plating, coating of products with copper and zinc. The processing principle will be the same in any case. The thickness of the spraying will depend on the current strength, heating temperature, processing time, and type of metal.
It is also possible to carry out chemical chrome plating at home. No special equipment is required here. The formation of a metal film on the surface in this case occurs due to chemical reactions in which sodium hypophosphite serves as a reagent. But such a coating is less durable - it is used only for decorative purposes.
This is interesting: KGShP (crank hot stamping press): characteristics and features
Types of metallization
Metallization is the application of a thin metal layer to a surface. This way not only metal products can be processed, but also plastic, wood, glass and others. The most popular and well-known types of this process are chrome plating (that is, metallization with chromium) and galvanizing (when the surface of the product is coated with a layer of zinc). A lesser known type is aluminizing (applying a layer of aluminum to the surface).
Depending on the equipment and technology, there are several types of metallization:
- Galvanic. It is performed in a special electrolyte, which is poured into baths.
- Electric arc metallization. The coating here is applied in the following way: electric arc melting of a metal electrode is used.
- Gas plasma spraying technology is similar to electric arc metallization, when molten, finely dispersed metal is applied to the surface. Gas plasma spraying, like electric arc metallization, is a rather complex technological process, so it is used mainly in production.
- Cladding. In this method, a layer of metal is applied to the surface of the product, after which hot rolling is applied.
- Metallization is diffuse. High temperature causes atoms of the applied metal to penetrate the surface of the workpiece.
- Hot type of metallization. The coating is formed when the product is immersed in molten metal.
- Chemical metallization. This type is perfect for use at home.
Required Equipment
Electroplating (chrome plating) at home is possible if you have the following type of equipment:
- power supply: it should show 1A at the output and be equipped with a voltage regulator; for small volumes of work, a current rectifier is sufficient; the wiring cross-section depends on the size of the workpiece (minimum 6.25 mm);
- wires: the positive one will be immersed in the electrolyte, the negative one, with an alligator holder, will be located at the end towards the workpiece;
- anodes made of tin, lead or antimony alloys;
- containers of suitable size made of chemically resistant, non-conductive material; the ideal option is a plastic bath; for chrome plating of small parts, a glass jar is sufficient;
- a wooden box with thermal insulation made of glass or mineral wool in which the container will be placed; Ordinary sand can also be used as insulation;
- sealed lid: it can be made from a piece of plywood or wooden boards;
- heating element, the power of which is sufficient to heat the liquid in the selected container to a temperature of 60-80°C;
- contact thermometer or thermostat;
- a hollow mold for pouring electrolyte with a tap or brush at the end; to make it, a bundle of copper wire is used, secured and tied with lead wire.
Safety conditions
Chemical metallization (chrome plating) is a process hazardous to health, so it is important to comply with safety requirements. The process itself should take place in a well-ventilated room. It is good if high-quality forced ventilation is installed in this room. When starting chemical metallization at home, it is important to take care of protective equipment for the respiratory system, vision, and skin, that is, special glasses, a respirator, closed clothing, an apron, and gloves.
To prepare the necessary solutions, only distilled water is used. It is also worth thinking about the reagents - they must be pure, of high quality, and marked “C”. Dishes for reagents are also important - containers should be glass or enameled.
What you need for chrome plating
The premises have already been mentioned. Now about equipment and materials.
Constant voltage source
Metallization technology involves the use of various electrolytes and containers commensurate with the dimensions of the sample being processed. Therefore, if we are not just talking about chrome plating a single part, then it should be possible to adjust the current strength. The simplest homemade power supply used at home is a transformer + rectifier + rheostat.
Electrical circuit elements
This mainly concerns the cross-section of wires. Practice shows that 3 “squares” is quite enough for home chrome plating of parts. It is also necessary to prepare the clamps with which they will be fastened to the electrodes. There is a crocodile type on sale. The cost is cheap, and the ease of working with them is maximum.
How to ensure constant temperature in the bath? There are two ways. The first and easiest is to use a thermometer and adjust the current value manually. The second one is more difficult to implement, since you will have to install an automatic element - a thermostat. Its inclusion in the circuit will eliminate the need to control the process.
The approximate time for chrome plating is known, so constant presence near the tank is not necessary. But for this you will have to assemble a small electronic circuit. For those who do not understand this, this option is unacceptable.
Bath
Its material must be neutral with respect to liquids, especially aggressive ones. Therefore, glass is best. But this applies mainly to small-sized parts that can fit, say, in a standard 3-liter jar. As an option - containers from industrial batteries with thick walls. Aquarium enthusiasts often raise fry in such aquariums. But getting these vessels is quite difficult.
"External" capacity
You need to assume that the selected glass vessel will be installed in it, which will be lined with insulation on the outside. What can you use? For example, a barrel, a can, a box or a box (even a wooden one).
Thermal insulation material
The choice is large, depending on the size of the containers - sawdust, mineral wool, sand, fiberglass. The goal is to achieve the “thermos” effect. Therefore, it is necessary to make a lid that should completely cover the “outer” tank. If this is a box, then a fragment cut from FC, OSV or something similar will do. It is only necessary to provide waterproofing of the cover from the inside if it is made of a material that includes wood. What to consider? Whatever the cover is made of, it should not be conductive!
A heating element
To make your task easier, you can purchase it. The range of heating elements is quite large, so choosing according to configuration, size and power is not a problem.
Electrodes
They can be plate or rod (for example, made of brass, copper). As a “minus” at home, a clamp is usually used to hold the sample being processed.
bracket
This “detail” cannot be avoided. The workpiece, which is placed in the electrolyte for metallization, must be in a suspended state. Otherwise, the part that will be adjacent to the bottom of the vessel will remain unprocessed. The design of the bracket and the method of its fixation are chosen independently, depending on the work conditions.
Drying cabinet
At the last stage of metallization, the part must be subjected to heat treatment. Otherwise, you will not achieve the characteristic (and desired) shine.
Procedure for preparing electrolyte
There are quite a lot of methods, as well as the reagents used. For chrome plating at home, the most common electrolyte option is based on sulfuric acid and chromic anhydride. Component ratio: 2.5 g H2SO4 + 250 g CrO3 per 1 liter of clean water.
- First, the bath is filled. Water (distilled is the best) is poured in approximately ½ full. Its optimal temperature is 60 – 65 ºС. Under such conditions, the dissolution of the chromium compound will occur faster.
- Load CrO3 and mix thoroughly until all grains disappear.
- If necessary, add a certain amount of water (to the required volume), then add sulfuric acid.
After mixing the resulting solution, it is subjected to “processing”. It consists in passing a direct current through it. Its strength is calculated from the ratio: 1 liter - 6.5 A. Visually, the readiness of the electrolyte can be determined by its shade. It should turn dark brown in color. After this, the solution settles in a dark and cool place for at least 24 hours.
When choosing a capacity by volume, you need to focus on the power of the power supply. Accordingly, it should be selected based on the dimensions of the parts to be metallized. This is another reason why chrome plating of large samples at home is impractical and difficult.
Sequence of actions in the process of chemical metallization
Despite the fact that this process is simple, it is important to perform all steps in strict sequence:
- First, the surface to be treated is thoroughly cleaned.
- Then degreasing is carried out. This is a very important stage, since the quality of the result depends on it.
- The degreased surface is washed with water.
- If not the entire product is metalized, then those areas that should remain uncoated must be insulated with lead (it is resistant to electrolytic solution).
- The product is attached to a wire through which electric current is supplied and lowered into an electrolytic solution. Here it needs to be maintained for a certain time.
- After time, the product must be taken out, dried, cooled and polished.
Chrome plating in stages
Due to the high toxicity of free chromium, all work must be carried out in a non-residential area equipped with ventilation. It is strictly prohibited to flush electroplating waste down the drain. For them, you should prepare a special chemical-resistant container made of glass or plastic.
- The anode is immersed in the bath. The negative cathode is connected to the transformer.
- The workpiece is suspended at a certain distance from the walls of the container. She shouldn't touch them.
- The current is connected.
- The color of the coating will depend not only on the type of electrolyte, but also on the temperature of its heating. If it is below 35°C, the film will be matte. You can achieve shine by raising the temperature to 35-55°C. Milky chrome plating is obtained by heating above 55°C.
- The exposure time depends on the thickness of the future coating. The average duration is 2-3 minutes.
- Do-it-yourself chrome plating of plastic at home is not much different from electroplating other types of materials. The part is placed in a container with electrolyte and connected to the negative wire.
- Since chromium cannot adhere to all types of metals (only brass, nickel and copper), coating steel products requires the creation of a substrate layer.
- The process begins with a “push” of current. In the first 20-60 seconds, its density should be 2 times higher than the working one. This allows for better treatment of recessed areas. Then the current density is set to the recommended value and the part is processed for another 1-1.5 minutes.
- The temperature must be maintained at the same level throughout.
- The last stage is double rinsing with water. After the first, the electrolyte is neutralized using alkali (regular baking soda).
- The finished product should be polished using paste.
So, chrome plating parts yourself is a real process. Of course, obtaining a wear-resistant coating at home will be problematic - this will require currents of up to 100 A. But a thin, durable film of chromium is quite capable of protecting parts and components from moisture and corrosion. Electroplating also allows you to create original items for interior decoration.
This is interesting: Metal turning - all about turning technology
Chrome plating of structures and parts in a home workshop
To protect parts of various mechanisms or parts of metal structures from corrosion, giving them additional wear resistance, hardness and improving the aesthetic appearance, chrome or nickel plating is used.
These methods involve applying a chemically inert coating of chromium or nickel to the surface of structures, improving aesthetics. Applying such a film is an energy-intensive process. Technologically, it is complex, but it provides protection for many decades without any noticeable loss to appearance. Often there is a need to cover with a decorative film those products that were not initially subjected to the chrome plating process. Thus, if desired, you can, for example, change the appearance of the sculpture and make the interior of any living space modern. You can decorate your car or motorcycle to your liking. It’s not at all difficult to do this even with your own hands, that is, without using complicated technologies. It is possible to apply a chrome film even on structures with complex relief, and not just convex, flat or concave ones.
Preparing the part for metallization
While the electrolyte is settling, it's time to do this.
Removing contaminants
In order for chrome plating to be of high quality and inexpensive, the layer covering the part must be uniform and thin. This can be achieved if the surface is cleaned down to the very base. How to remove foreign fractions and degrease is up to you to decide. For samples with smooth edges, as a rule, “sandpaper” is sufficient. In other cases, you will have to think about how and with what to remove dirt and rust.
Degreasing
This is the second preparatory stage. Limiting yourself only to traditional means - gasoline, white spirit, solvent “666” or something similar - means you will not achieve high-quality metallization. Chrome plating on such a surface will not last long.
Additional processing is carried out in a solution that is specially prepared for these purposes. There are many recipes, but the most popular for metallization at home is the following:
150 (caustic soda) + 50 (soda ash) + 5 (silicate glue).
*Based on g/l of water.
The pre-treated workpiece is immersed in this solution, which must be brought to a temperature of 85 (±5) ºС. The exposure time depends on the relief of the part and the degree of its residual contamination (from ⅓ to 1.5 hours).
Features of the chrome plating process
The “installation” diagram with the voltage switching polarity is shown in the figure (see above).
- The current is supplied after the sample is immersed in the electrolyte with some delay. Why? High-quality metallization will occur only if the temperatures of the part and the solution are equal. So you'll have to wait a little. This time can be reduced if the sample is preheated to 40 - 50 degrees. For example, in front of the reflector.
- Recommended current is within 55 ºС.
- After the entire part is covered with a layer of chrome, without “bald spots” (determined visually), it must be dried in an electric cabinet (at least 2.5 - 3 hours).
Before finishing the article, the author with great regret must add a couple of “flies in the ointment”.
Those who are not afraid of the listed difficulties need to take into account a number of other problems that they will have to face. Some - for example, ensuring high quality polishing, maintaining the absolute accuracy of the recipe, the difficulty of determining the optimal dimensions and shape of the electrodes, maintaining a constant current regime - will seem insignificant against the background of just one.
Where can I get anhydride and “pure” acid? The first one is on sale, but only for legal entities, with the preparation of the relevant documents. Store-bought H2SO4, which is purchased for the purpose of preparing electrolyte for batteries, is not suitable. It is not “clean” enough, so it will not provide high-quality chrome plating.
The article turned out to be quite complete. Whether or not to engage in metallization at home is up to you, dear reader, to decide.
Recipe for a solution for activating dielectrics
In this article I will tell you how to prepare a simple solution for activating printed circuit boards or any other dielectrics. I will also show with an example how to work with this dielectric activator.
Preparation of the activator
Recipe for 0.5 liter solution
Silver - 0.1..0.2 g Soda ash - 1.5..2 g Nitric acid (conc.) - 1 ml Ammonia 25% - 5 ml (or pharmacy 10% - 15 ml) Distilled water - 500 ml
We take silver, since I took a jewelry chain, it contains copper, so 0.24 grams were taken. If the silver is pure, then take 0.1..0.2 grams. The scale does not show 0, so it seems that 7.24 grams were taken, do not pay attention.
Dissolve silver in nitric acid diluted 1:1 (1 ml acid + 1 ml water).
Weigh out 1.5 grams of soda ash.
Dissolve soda ash in 5 ml of water, then draw the solution into a syringe and add it to the solution of dissolved silver in nitrogen. We add it slowly, since as a result of the reaction carbon dioxide is released and violent hissing occurs.
After adding soda ash to silver, we get this cloudy solution. To this solution add 5 ml of 25% ammonia or 15 ml of pharmaceutical 10% ammonia.
As a result of the reaction with ammonia, the solution will become transparent and colorless (if pure silver was used). Because jewelry silver was used, it contains copper, which gave the solution this blue tint. The presence of copper in the solution does not in any way affect its activating abilities; you can ignore it.
Pour 500 ml of water into a container and pour the resulting ammonia silver complex into it. Mix well and the activator is ready for use.
Preparation of sensitization solution
The sensitizer is an integral part of the chemical metallization process. The sensitization solution is prepared on the basis of tin chloride and hydrochloric acid.
Since a solution of tin chloride does not last long, in it divalent tin chloride is oxidized to tetravalent in literally a short time, it needs to be modernized and the oxidation process eliminated.
To do this, an excess of NaCL salt is added to the tin chloride solution.
Recipe for a stable sensitization solution:
SnCl2*2H2O (tin chloride) - 25 g NaCL - 110 g HCL (conc) - 25 ml Distilled water - 500 ml
Weigh out 110 grams of sodium chloride (NaCL) and dissolve it in 500 ml of water.
Take 25 grams of tin chloride and dissolve it in 25 ml of hydrochloric acid. Place the solution in a water bath and keep it there until it becomes transparent.
Then we mix both solutions and obtain a stable sensitization solution, which will be used in the process of chemical metallization in the manufacture of printed circuit boards or metallization of any dielectrics, plastics, etc. The lifespan of this solution is 3 years or more.
The following photos show two containers, one with an activator based on an ammonia silver complex and the second is a sensitization solution. In the sensitization solution, undissolved NaCL salt is visible at the bottom. Excess salt in the solution is what helps stop the oxidation of tin chloride and the long life of this solution.
This article was published on the website. The permanent link to this article is at this address
Read articles on the original site, do not support thieves.
Advantage
The purposes of metallization are varied, in most cases it is to impart or increase certain qualities:
- resistance to corrosion processes;
- resistance to mechanical damage;
- wear resistance;
- decorativeness.
The quality of the film depends on the composition of the metal:
the cheapest zinc coating increases anti-corrosion qualities, is actively used in construction to protect embedded parts, steel sheets are coated with zinc before coating with plastics and profiling;
- chromium increases hardness, imparts heat resistance, and makes products attractive in appearance;
- aluminum coating protects parts of equipment operating at elevated temperatures (up to 900°C);
- coating with copper or tin gives a noble appearance even to plastic objects;
- silver produces a mirror-like shine.
When carrying out work, the main condition for obtaining results is adherence to technology.
The essence of technology
Chemical metallization technology can be used to achieve a variety of purposes, most of which are associated with changing the decorative qualities of the surface. In addition, this processing method allows you to hide the main defects of metal or other material: microscopic cracks and pores, other structural defects. In some cases, technology is used to restore coverage.
The essence of the technology is to apply a thin layer of metal. The specifics of the substance application process depend on the specific technology, of which there are quite a few.
Metallization allows you to impart certain performance qualities to parts. Among the achieved characteristics of the processed product, we note the following:
- Hardness increases. Metal is more durable than plastic. By covering the surface of plastic or wooden products with it, you can protect the base from mechanical stress.
- Decorative properties increase. The metallic glossy finish looks very attractive.
- The wear-resistant qualities of the surface are improved. Metallization is often carried out in order to reduce friction between contacting parts.
Parts after chemical metallization
Parts that have high hardness and wear resistance are used in a wide variety of fields. However, high performance can only be ensured if all recommendations are followed.
Classic metallization technology has the following features:
- Several reagents are applied, which react to form a surface layer with certain performance properties. There are many different methods for transferring reagents to workpieces, each with its own characteristics, advantages and disadvantages.
- As a result of metallization, a protective layer is formed on the substrate. In this case, a reliable connection is formed between the coating and the substrate, which is maintained over a long period.
- The resulting coating can be of a wide variety of shades. If necessary, you can create a transition from one color to another without a clear boundary. In some cases, when it is necessary to obtain a surface with special decorative qualities, a dye is added during metallization.
Chemical metallization of different colors
The chemical treatment in question can be carried out in a home workshop, despite the fact that metallization is considered a complex technological process. As a rule, at home the workpiece is subjected to catalytic chrome plating. Due to this, the coating becomes attractive and gains protection from moisture.
Chemical metallization of metal is also in demand because it can be used at home. The work is carried out according to the following algorithm of actions:
- The part is cleaned of contaminants. There should be no layer between the surface layer and the base, as this will significantly reduce the performance characteristics.
- Degreasing is carried out. It is carried out using a special alkaline solution or a special detergent that can remove organic contamination from the surface.
- The degreased surface is additionally washed with clean water. In a similar way, previously used compounds can be removed from the surface during degreasing.
- Surface areas that should not be exposed to the chemical are treated with lead. The tests carried out indicate that lead does not react to the influence of an electrolytic solution.
- Wiring is connected to the solution bath to supply electricity, after which the part is lowered into the prepared reagents.
- After the required period has passed, the product is removed from the solution, dried, and then cooled. If the coating is of high quality, then it is polished.
To carry out the process under consideration at home, you can purchase a special mini-installation designed for chemical metallization, which runs on a small compressor.
The process in question should only be carried out in compliance with the following recommendations:
- Before immersing the part in the bath and applying electricity, you need to check that all contacts are connected securely and can withstand the load.
- The room in which the work in question will be carried out must be ventilated. For this purpose, a ventilation system is installed. This recommendation is due to the fact that during the metal plating process gases are released that can negatively affect vision and breathing.
Parts subjected to chemical metallization
To comply with metallization technology, you must have sufficient experience. You should not expect that when carrying out a complex operation of transferring one material to another for the first time, you will get a result that can be achieved using special industrial equipment.
Technological features
Chemical metallization has various purposes. The main one is the improved decorative characteristics of the product after the procedure. In addition, chemical metallization hides defects of the treated surfaces, for example, microcracks and small pores. Sometimes this technology is used to restore the surface. The general goal can be considered to improve the characteristics of the processed product, or rather the material from which it is made.
Typically, the following characteristics improve:
- Decorative properties.
- Corrosion resistance.
- Hardness.
- Wear resistance, etc.
The most important task in performing this process is to ensure optimal conditions for the redox reactions to proceed correctly. This is a complex chemical process involving the emission of atoms. Of course, it is quite difficult to control this process visually, but as a result, the color of the treated surface will change - so the chemical metallization will be immediately noticeable.
The technology of the chemical metallization method is as follows: the product is coated with special chemical reagents that react with each other. As a result, the surface is covered with a thin layer of metal. Such a metal coating can be not only a certain color, but also several shades, with smooth transitions between these shades. If you observe chemical metallization, you can conclude that the method is not complicated. The process itself looks like a simple surface painting.
Chemical metallization
Chemical metallization is the formation of a thin film of metal on the surface being treated under the influence of various chemical reagents. This method can be used to obtain coatings with zinc (zinc plating), chromium (chrome plating), aluminum (alitizing) and others. Using this technology, it is possible to obtain an even layer of metal on materials with different types of surface: smooth - glass, porcelain, polished stone, or porous: wood, plastic, gypsum.
Silver metallization
Performing chemical metallization at home is quite possible, but requires careful preparation.
Workplace and equipment
As a result of the chemical reaction, a gas is released that negatively affects the mucous membranes of the respiratory tract, so the process must be carried out in a room with forced ventilation or in an open space.
Equipment you will need:
- enamel bath;
- measuring cups with a capacity of 1 l and 250 ml;
- 3 bottles of 100 ml;
- disposable syringes for 5, 20, 50 ml3;
- disposable glasses of 50 ml;
- kitchen electronic scales.
Don’t forget to get rubber gloves, a respirator, sponges, and a set of protective clothing, since when working with concentrated hydrochloric acid, caution is required, otherwise burns are inevitable.
Reagents
Depending on the material of the workpiece and the type of coating, reagents are purchased. For chemical metallization with silver, you will need the following reagents:
- hydrochloric acid;
- silver nitrate;
- tin chloride;
- sodium hydroxide;
- ammonia;
- glucose;
- formalin;
- distilled water.
Preparation of solutions for:
- surface activation - stannous chloride, hydrochloric acid, distilled water;
- recovery - glucose, formaldehyde, distilled water;
- silvering - silver nitrate, sodium hydroxide, ammonia, distilled water.
Surface preparation
the surface is prepared in several stages. Porous and painted products are sanded, the old paint layer is removed, the surface is cleaned of dust, washed and degreased. You can degrease with white spirit, acetone or a solution of sodium hydroxide in water t= +40...+60°C. The surfaces are wiped with a sponge containing a degreasing compound, then washed with distilled water with another sponge. The prepared surface must be completely wetted with water, without dry spots - in these places defects will be inevitable.
Coating the product with an activating composition
The object to be treated is poured with tin chloride evenly over the entire surface for 1 minute, then washed with distilled water for 3 minutes.
Metallization
To obtain a uniform metal film, a solution of a reducing agent and silver plating is sprayed onto the product simultaneously and in equal volumes. Since the resulting mirror film is very thin and not durable, it can be strengthened with a protective varnish - transparent or tinted.
The described method resembles the painting process. There is another, more complex way of performing work - electrochemical metallization.
Basic methods of chrome plating
- Chemical metallization process.
- Galvanization.
- Vacuum spraying.
- High temperature diffusion.
The last two methods are used only in industrial enterprises. These processes cannot be performed at home, since they require technically complex installations and increased energy costs. But chemical metallization and galvanization are exactly the same processes that can be carried out in a personal workshop. Let's take a closer look at how this is done.
Chemical metallization of surfaces and parts
In the process of this work, chemical reagents, a compressor and a spray gun are used. Almost the same operations are performed as when painting surfaces with acrylic varnish or enamel. When chrome plating in this way, not a protective polymer film is applied to parts and structures, but a mirror-like thin layer of metal. Its thickness is in the range of 0.075-0.25 millimeters. The chemical and physical characteristics of such a coating are comparable to those obtained by vacuum deposition.
How to perform chemical metallization
1st method. The surface is coated with special chemicals. As a result of the chemical reaction, a precipitate is formed, which is a durable metal layer. The coating can be made not only from chrome, but also from silver.
2nd method. During the process of a reducing chemical reaction, a layer of chromium is formed from the salts. Prepare a set of acetic acid, chromyl chloride, chromium chloride, chromium acetate, sodium hyposophite, sodium hydroxide, chromium phosphate. It must be remembered that these substances are very toxic and hazardous to health. And therefore, you should carefully study the chemistry textbook if you decide to carry out the chrome plating process using this method. But achieving high quality is very difficult, even with detailed instructions. Despite all the existing disadvantages, this method is most often used for chrome plating surfaces in home workshops.
It is very convenient to carry out the plating process using ready-made test kits of chemicals for chrome plating. They are offered by Fusion Technologies. The convenience of such kits is that the coating can be applied to any of the listed materials: metal, ceramics, wood, glass, plastic. Galvanic installations and special complex equipment are not required. All you need is a spacious room, distilled water, a compressor, a sprayer and a set of chemicals. In addition, you need to prepare a gas burner with a gas cylinder.
Chemical reagents used
Chemical metallization technology involves the use of various substances that bind together to form a protective coating after undergoing a chemical reaction. Using an activator and reagents for chemical metallization, you can do without special equipment, but the method is not suitable for large parts.
To carry out the processing in question you will need:
- The reducing agent is the main component. Chemical metallization reagents should be stored according to the recommendations provided by the manufacturers.
- The activator is also an important reagent that determines the performance of the surface. Chemical metallization reagents have labels that indicate the name of the metal. Let's take gold, mel and chrome as an example.
- The primer is applied to the surface to ensure the most favorable processing conditions. It significantly increases the adhesion of the applied metal.
- The varnish protects the applied coating from chemical and mechanical influence.
- In order to give the surface a certain color, special toners are used. The specific shade is indicated on the toner packaging.
Reagents for chemical metallization
It is worth considering that when doing the work yourself, it is quite difficult to ensure high quality surfaces. In some cases, you have to use special cleaning compounds.
Considering the disadvantages of chemical metallization, we note that when carrying out this procedure, harmful chemicals are used, work with which must be carried out in strict compliance with safety precautions. This technology is quite simple to implement and resembles the method of coating a surface with a paint and varnish substance.
Chemical and galvanic metallization process
In order to properly metallize holes in printed circuit boards or coat a dielectric with metal, you need to adhere to a certain order of performing all procedures during the metallization process, which will be discussed below.
Chemical metallization or metallization of dielectrics includes:
- Degreasing
- Sensitization
- Activation
- Acceleration
- Chemical copper plating
- Galvanic copper plating
Degreasing the surface of the printed circuit board
We degrease the printed circuit board in a degreasing solution, how to use it and the recipe for which can be found in this article at this link
Surface sensitization
After degreasing, we rinse the board in water and microetch the copper in a solution of ammonium persulfate and sulfuric acid. This is done so that after electroplating with copper, there is good adhesion of the galvanic copper to the copper that was on the PCB.
After sensitization, wash the board in running water.
PCB Surface Activation and Acceleration
After rinsing in water, immerse the board in the activation solution, then rinse in water and immerse in the acceleration solution.
Composition of the acceleration solution:
NaOH - 20 g Distilled water - 1 liter
After acceleration, rinse the board in running water. At this point, the dielectric activation stage can be considered complete.
Chemical copper plating and galvanic copper plating
After activating the dielectric, you need to do chemical copper plating; the recipe for the solution can be found in this article .
Then you need to do galvanic copper plating in a special electrolyte. How to make such a solution can be found at this link .
You can make a galvanizing bath yourself; you can see how to make it here .
This video shows the process of chemical and galvanic copper plating of a printed circuit board after its activation in an ammonia silver complex.
Photo after chemical copper plating, pickling in 10% sulfuric acid before electroplating and the board after galvanic copper plating.
Several photos demonstrating the quality of metallization of holes
General view of a printed circuit board with metallization of holes, test for copper peeling (adhesion) and an enlarged view of holes with a diameter of 0.4 mm.
Contact precipitation of silver on copper
This video shows how silver is released (deposited) by contact onto the surface of copper. Many are afraid of this, arguing that the silver will then migrate into the dielectric and thereby reduce the transition resistance.
It’s up to you to decide whether to make boards with this activator or not, but I have not found anywhere an extensive study of such migration of silver and the deterioration in the quality of the printed circuit board because of this. Moreover, the boards (copper) are coated with silver and nothing migrates anywhere, even though the silver layer there is much thicker.