General design of metal processing tools
Any cutter consists of two elements:
- The holder is made in the shape of a square or rectangle. Serves to fix the tool in the tool holder.
- Working head - involved in the processing process. It consists of several cutting edges that provide metal cutting.
Prefabricated structures
Speaking about the types of devices for metal processing, it should be noted that cutters have a prefabricated structure. This instrument is considered universal because you can put almost any records in it. For example, by fixing different types of cutting blades in one holder, you can make a device for working with metal workpieces at different angles and with different levels of productivity.
In most cases, these types of cutters are used on machines equipped with CNC, or for boring through and blind holes, contour high-precision turning and other work.
What are the current standards and the explanation of their markings?
The main standard by which turning tools are manufactured is GOST:
- Cutting and groove - GOST 18874-73.
- Boring - GOST 18872-73.
- Walkthroughs - GOST 18871-73.
- Shaped - GOST 18875-73.
- Threaded - GOST 188885-73.
Marking according to the material of the working part:
- Tungsten - VK8, VK2.
- Titanium tungsten - T5K10, T15K6, T30K4.
- Titanium-tantalum-tungsten - TT7K12, TT8K6.
- High carbon steel - U10A, U12A.
- High-speed steel of normal efficiency - P9, P12, P18.
- High-performance high-speed steel - R18F2, R18F4, R6M3.
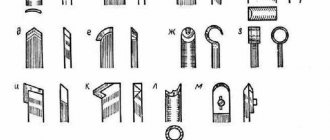
Types of cutters for lathe
Image No. 2: types of metal turning tools (diagram)
Types of cutters for a lathe are prescribed in GOST. According to the document, products belong to one of the following categories:
- solidly brazed from alloy/tool steel;
- with soldered plate;
- with removable plate.
According to the direction of the working movement, turning tools are classified as left-handed or right-handed.
Carbide inserts for cutting edges are made from steel grades VK8, T5K10, T15K6, T30K4, etc.
Types of shaped cutters
Shaped turning cutters are used for turning parts of complex shapes, as well as cutting chamfers. Often such products are made to order (for specific parts), which is justified only for mass production. There are several typical types of instruments.
Photo No. 1: the process of processing a shaped workpiece with a cutter
- Rod - suitable for processing short surfaces. They have a small working part height.
- Prismatic - designed for working with complex surfaces. Mounted on dovetail type holders.
- Round - adapted for processing external and internal parts of parts. Special holders are provided for mounting.
Types of through cutters
Pass-through type cutters are used for processing the ends of workpieces and chamfering. Products come in two main varieties: straight and curved. Bent-type through-thrust products are also distinguished. They are used for working with cylindrical workpieces. In one cycle, the tool removes a significant amount of excess metal from the material.
Photo No. 2: the process of processing a shaped workpiece with a cutter
Photo No. 3: bent cutter
Photo No. 4: bent thrust cutter
Types of cutting tools
Cut-off cutters are the most widely used. The products are used for cutting workpieces at an angle of 90 degrees and making grooves of different depths. This type of tool can be visually distinguished by its thin base with a carbide plate soldered onto it. The main types of cutting cutters: right- and left-handed.
Photo No. 5: cutting tools
Types of thread cutting tools
The products are designed for cutting external and internal threads. The first ones have a spear-shaped cutting plate. The latter are similar in appearance to a boring tool and are equipped with square-section holders. The products are suitable for carving only large holes.
Photo No. 6: internal thread cutters
Photo No. 7: external thread cutters
Types of boring cutters
To process blind and through holes, you need to buy cutters for metal, choosing boring-type models.
Products for making blind holes are equipped with a triangular cutting plate. The working part has a bend.
Photo No. 8: Boring cutters for blind holes
The through hole tool is suitable for boring previously drilled recesses. In this case, the depth of the hole is determined by the length of the holder. The layer of metal being removed is approximately equal to the bend of the working part of the cutter.
Photo No. 9: Boring cutters for through holes
Prefabricated metal cutters
The classification of types of turning tools will be incomplete without mentioning the prefabricated tool. Such products are considered universal, since they can be equipped with cutting inserts for various purposes. Typically, such products are installed on computer-controlled machines and are intended for contour turning, making blind and through holes and other specialized metal work.
Photo No. 10: prefabricated metal cutters
Sharpening
Primary sharpening is performed at the factory during manufacture. The new cutter has a ready-made cutting edge profile with respect to the angles. But during operation, the tool wears out and needs to be sharpened.
When do you need to sharpen a cutting tool?
Cutter wear affects the speed, quality and accuracy of processing. When manually feeding a parting or grooving cutter, it feels like the tool is moving slowly.
In automatic machining, signs of wear are:
- Change in chip color.
- Deterioration of surface quality.
- Sparks during turning.
- Whistle, vibration.
- The appearance of chips and nicks on the cutting edge.
Advice! It is not recommended to use the cutter until the cutting edge is completely dull.
General execution rules
Sharpening is performed on a sharpening machine. For carbide materials, a circle made of electrocorundum is provided. A high-speed steel tool is sharpened on a green carbide wheel.
The cutter is placed on the tool rest and pressed against the rotating circle. To obtain a flat surface, it must be moved along the circle. The cutting edge should be located in the center of the circle, at least 10 mm higher. When all surfaces are ready, a small rounding is made at the intersection of the main and secondary cutting edges.
Important!
The gap between the tool rest and the abrasive wheel is allowed no more than 3 mm.
To prevent overheating of the cutting edge, it is necessary to periodically cool it. For this purpose, there should be a container of water near the sharpening machine. If cooling is neglected, microcracks will form on the surface of the edge. They are not visible to the naked eye, but the durability of the tool and the quality of processing are reduced.
To increase the durability of the cutter and straighten the edges, finishing is performed. Depending on the material of the tool, diamond (for carbide) and CBN (for high-speed) finishing wheels are provided for this purpose. To control the cutter angles, special templates are used.
Types of turning cutters
Such tools can be divided immediately into both rough and finishing varieties.
Finishing ones have a relatively small radius of overall curvature. This helps to obtain a more accurately machined surface in the device. They are usually used at the final stage of manufacturing and for creating small parts. If they want to achieve greater smoothness and cleanliness in production, they most often use blade cutters, which help achieve the best effect.
Rough varieties can be used for the rough processing process. With all this, their overall radius of curvature will be much lower, but their strength will be much stronger. They can be well suited at times when you need to remove a large amount of metal from the resulting workpiece. In this case, their working resource will be much higher. It is for this reason, from the economic point of view of considering this issue, that processing with several types of cutters at once is much more profitable and less expensive. At the same time, they have less accuracy, but they go through the first stage of elimination many times faster.
In addition, you can also distinguish such types of incisors as the bent left one, as well as the right one. In this case, they will differ in the location of the cutting edge, as on other parts of such tools.
The cutter can be made mainly from hard alloy materials , but you can also use high-speed steel tools.
How to install on the machine
To obtain the proper quality and precision of processing, correct installation of the cutter is necessary. Also, installation errors contribute to rapid wear of the cutting edge.
The tool is installed in the tool holder strictly in the center. To adjust it in height, the turner must have metal plates with a thickness of 1 to 4-5 mm in his arsenal. Setting below center causes the part to be pushed out, which is dangerous for both the tool and the worker. If the cutting edge is too high, it overheats and wears out quickly.
When installing a cutting tool, you need to follow simple rules:
- Wipe the supporting surface of the tool holder.
- Secure the tool with at least two bolts.
- The overhang of the head should not exceed 1.5 times the height of the holder.
- When roughing, it is allowed to overestimate the cutting edge by 0.3-1 mm.
After installing the tool, you need to remove test chips. If the surface is flat and smooth, the chips do not wrap around the cutter, you can start working.
Important!
Do not use more than three gaskets. Also, they should not protrude beyond the tool holder.
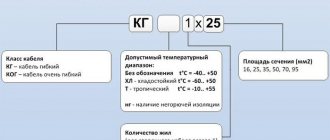
Marking of incisors
For example, it is worth disassembling a cutter such as the bent through passage T15K6, on which you can look at an example of marking in more detail. The working surface in this case is made of carbide materials, which should be classified as titanium-tungsten group. The total cobalt content is about 6%, and titanium carbide (T15) will be 15%.
Main manufacturers of cutters:
- Cheese (Chinigov, Ukraine).
- Ukrmetiz (Ukraine).
- China - Intertool.
- LLC "Melitopol Instrument"
- Seco Sweden.
Operating rules
Turning cutters are capable of performing their main function for a long time until the working surface is ground down. But improper use will shorten the life of the tool. To prevent preliminary wear, you need to follow simple operating rules:
- Install centrally.
- The larger the dimensions of the workpiece, the larger the cutter should be.
- Turn on cooling when operating in heavy conditions.
- Sharpen in a timely manner.
- Periodically polish the working surfaces with a fine-grained stone without removing the tool from the tool holder.
- Apply the tool to the workpiece manually, and after touching, turn on the automatic feed.
- When stopping the machine, first manually retract the tool, then turn off the unit.
- Select the correct cutting modes.
- Do not store the tool in a pile - this will lead to chips and cracks on the cutting edge.
- When working with a cutting tool, bring it as close to the chuck as possible.
Many types of work are performed on a lathe. A separate cutter is provided for each process. It is selected based on the material being processed, cutting conditions, cleanliness and roughness parameters. The tool must be sharpened in a timely manner, and the rules of operation and storage must be followed.
Tips for choosing
Bent-through turning devices can be created in several variations, which will vary in size, material, and some other parameters. When choosing a cutter, you should pay special attention to what kind of workpieces you will have to deal with. If a wider range of parts is used in the production process, then you need to have not one curved cutter, but a real set for use in various cases.
The overall size of the product must be selected in accordance with the size of the workpiece itself. The most widely used option will be the medium one, which will not require constant replacement for a large number of jobs with different types of products. Recommendation from experts: regular replacement of cutters can lead to large losses of time in the process of creating work and to equipment downtime, so you need to decide in advance on the most optimal option.
The quality of processing depends on the type of turning tools
The technological operation can be performed using either a roughing, semi- or finishing device. In the first case, due to the impressive mechanical-strength characteristics of the edges that do not overheat during the process, a relatively high speed of solving the problem is achieved (but accuracy may suffer, since the chips are removed in thick layers). In the second, as a rule, finishing is carried out - without unnecessary haste, carefully, to ensure low surface roughness, which is facilitated by a straight or shaped blade (not semicircular or through).
Hence the simple conclusion: you need to select a tool with an eye to the specifics of the goal to be solved.
Cutting modes
The process of operating through cutters is quite simple. Depending on the shape of the workpiece and the processing method, the direction of movement is chosen: longitudinal or transverse.
Please note the purpose of the tool: tools for roughing are prohibited from being used for finishing work and vice versa.
It is also prohibited to change the established order of work:
- First of all, rough work is performed, which is characterized by a deep degree of impact: during processing, it is possible to remove up to 5 millimeters of metal in several passes.
- Finishing work is carried out in order to comply with the exact parameters of the product. The thickness of the cut metal should not exceed tenths of a millimeter.
Passing cutters are an indispensable tool for processing the metal surface of rotating elements. The types of work depend on the shape and structure of the devices. Have you observed the process of external processing of parts? Some turners believe that domestic cutter manufacturers are not inferior to famous foreign companies, including the German manufacturer Optimum. What do you think about this? Express your opinion in the comments section.