Общая конструкция обрабатывающего инструменты по металлу
Любой резец состоит из двух элементов:
- Державка — выполнена в форме квадрата или прямоугольника. Служит для фиксации инструмента в резцедержателе.
- Рабочая головка — задействована в процессе обработки. Она состоит из нескольких режущих кромок, которые обеспечивают обработку металлов резанием.
Сборные конструкции
Говоря о типах приспособлений для обработки металла, следует отметить резцы, имеющие сборную конструкцию. Этот инструмент считается универсальным, потому что в него можно поставить практически любые пластинки. К примеру, зафиксировав в одном держателе разные типы режущих пластинок, можно сделать приспособление для работы с металлическими заготовками под разными углами и с разным уровнем производительности.
В большинстве случаев эти виды резцов используются на станках, оснащенных ЧПУ, или для расточки сквозных и глухих отверстий, контурного высокоточного точения и иных работ.
Какие действующие стандарты бывают и расшифровка их маркировки
Основным стандартом, по которым изготавливают токарные резцы, является ГОСТ:
- Отрезные и канавочные — ГОСТ 18874-73.
- Расточные — ГОСТ 18872-73.
- Проходные — ГОСТ 18871-73.
- Фасонные — ГОСТ 18875-73.
- Резьбовые — ГОСТ 188885-73.
Маркировка по материалу рабочей части:
- Вольфрамовые — ВК8, ВК2.
- Титановольфрамовые — Т5К10, Т15К6, Т30К4.
- Титано-тантало-вольфрамовые — ТТ7К12, ТТ8К6.
- Высокоуглеродистая сталь — У10А, У12А.
- Быстрорежущая сталь нормальной эффективности — Р9, Р12, Р18.
- Быстрорежущая сталь повышенной эффективности — Р18Ф2, Р18Ф4, Р6М3.
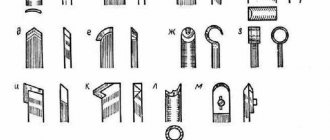
Виды резцов для токарного станка
Изображение № 2: разновидности токарных резцов по металлу (схема)
Виды резцов для токарного станка прописаны в ГОСТе. По документу изделия относятся к одной из следующих категорий:
- цельнопаяные из легированной/инструментальной стали;
- с напаянной пластиной;
- со съемной пластиной.
По направлению рабочего движения классифицируют токарные инструменты левого и правого типов.
Твердосплавные пластины режущих кромок изготавливаются из стали марок ВК8, Т5К10, Т15К6, Т30К4 и др.
Виды фасонных резцов
Фасонные токарные резцы используют для вытачивания деталей сложных форм, а также вырезания фасок. Часто подобные изделия изготавливают на заказ (под конкретные детали), что оправдано только для серийных производств. Есть несколько типовых разновидностей инструмента.
Фотография № 1: процесс обработки заготовки фасонных резцом
- Стержневые — подходят для обработки коротких поверхностей. Имеют небольшую высоту рабочей части.
- Призматические — предназначены для работы со сложными поверхностями. Крепятся на держателях типа «ласточкин хвост».
- Круглые — адаптированы для обработки наружных и внутренних частей деталей. Для крепления предусмотрены специальные держатели.
Виды проходных резцов
Проходного типа резцы привлекают для обработки торцов заготовок и снятия фасок. Изделия бывают двух основных разновидностей: прямые и отогнутые. Также выделяют проходные упорные изделия отогнутого типа. Их используют для работы с цилиндрическими заготовками. За один цикл инструмент снимает с материала значительный объем лишнего металла.
Фотография № 2: процесс обработки заготовки фасонных резцом
Фотография № 3: отогнутый проходной резец
Фотография № 4: отогнутый упорный проходной резец
Виды отрезных резцов
Отрезные резцы получили наиболее широкое распространение. Изделия используют для нарезания заготовок под углом 90 градусов и выполнения канавок разной глубины. Визуально отличить этот вид инструмента можно по тонкому основанию с напаянной на него твердосплавной пластиной. Основные виды резцов отрезного типа: право- и левосторонние.
Фотография № 5: отрезные резцы
Виды резьбонарезных резцов
Изделия предназначены для нарезания наружной и внутренней резьбы. Первые имеют режущую пластину в форме копья. Вторые внешне похожи на расточной инструмент и комплектуются державками квадратного сечения. Изделия подходят для выполнения резьбы только в крупных отверстиях.
Фотография № 6: резцы для внутренней резьбы
Фотография № 7: резцы для наружной резьбы
Виды расточных резцов
Для обработки глухих и сквозных отверстий необходимо купить резцы для металла, выбрав модели расточного типа.
Изделия для оформления глухих отверстий комплектуются режущей пластиной треугольной формы. Рабочая часть имеет изгиб.
Фотография № 8: расточные резцы для глухих отверстий
Инструмент для сквозных отверстий подходит для расточки ранее просверленных углублений. При этом глубина отверстия определяется длиной державки. Снимаемый слой металл примерно равен отгибу рабочей части резца.
Фотография № 9: расточные резцы для сквозных отверстий
Сборные резцы по металлу
Классификация видов токарных резцов будет неполной без упоминания инструмента сборной конструкции. Подобные изделия считают универсальными, поскольку они могут комплектоваться режущими пластинами различного назначения. Обычно подобные изделия устанавливают на станки с программным управлением и предназначают для контурного точения, выполнения глухих и сквозных отверстий и других специализированных работ по металлу.
Фотография № 10: сборные резцы по металлу
Заточка
Первичная заточка выполняется на заводе при изготовлении. Новый резец имеет готовый профиль режущих кромок с соблюдением углов. Но во время работы инструмент изнашивается, и необходимо его затачивать.
Когда требуется заточить режущий инструмент
Износ резца сказывается на скорости, качестве и точности обработки. При ручной подаче отрезного или канавочного резца появляется ощущение, что инструмент идет туго.
При автоматической обработке признаками износа являются:
- Изменение цвета стружки.
- Ухудшение качества поверхности.
- Искры во время точения.
- Свист, вибрация.
- Появление сколов и зазубрин на режущей кромке.
Совет! Не рекомендуется эксплуатировать резец до полного затупления режущей кромки.
Общие правила выполнения
Заточка выполняется на заточном станке. Для твердосплавных материалов предусмотрен круг из электрокорунда. Инструмент из быстрорежущий стали затачивают на круге из зеленого карбида.
Резец кладут на подручник и прижимают к вращающемуся кругу. Для получения ровной поверхности его необходимо перемещать вдоль круга. Режущая кромка должна располагаться по центру круга, в крайнем случае на 10 мм выше. Когда все поверхности готовы, на пересечении главной и вспомогательной режущей кромки делается небольшое скругление.
Важно!
Зазор между подручником и абразивным кругом допускается не более 3 мм.
Чтобы исключить перегрев режущей кромки, необходимо периодически ее охлаждать. Для этой цели возле заточного станка должна быть емкость с водой. Если пренебречь охлаждением, на поверхности кромки образуются микротрещины. Их не видно невооруженным глазом, но стойкость инструмента и качества обработки снижается.
Для повышения стойкости резца и спрямления кромок выполняют доводку. В зависимости от материала инструмента для этого предусмотрены алмазный (для твердосплавных) и эльборовый (для быстрорежущих) доводочные круги. Для контроля углов резца используют специальные шаблоны.
Разновидности токарных проходных резцов
Такие инструменты можно разделить сразу как на черновые, так на чистовые разновидности.
Чистовые имеют сравнительно небольшой радиус общего закругления. Это помогает получить более точно обработанную поверхность в приборе. Их принято использовать на конечной стадии изготовления и для создания небольших деталей. Если на производстве хотят получить большую гладкость, а также чистоту, то чаще всего используют лопаточные резцы, которые помогают добиться наилучшего эффекта.
Черновые разновидности можно использовать для процесса грубой обработки. При всём этом общий радиус закругления у них будет намного ниже, но и крепость намного сильнее. Они могут хорошо подойти в то время, когда нужно снимать большое число металла с полученной заготовки. Рабочий ресурс в этом случае у них будет гораздо выше. Именно по этой причине, с экономической точки рассмотрения такого вопроса, обработка сразу несколькими типами резцов происходит значительно выгоднее и бюджетнее. Точность при этом у них меньше, но первый этап устранения они проходят в разы быстрее.
Кроме этого, можно также выделять такие разновидности резцов, как проходной отогнутый левый, а также правый. В этом случае они будут отличаться расположением режущей кромки, как и на остальных деталях таких инструментов.
Резец проходной может быть произведён преимущественно из материалов твёрдых сплавов, но также можно использовать инструменты из стали быстрорежущего типа.
Как установить на станке
Для получения надлежащего качества и точности обработки необходим правильный монтаж резца. Также ошибки при установке способствуют быстрому износу режущей кромки.
Устанавливается инструмент в резцедержатель строго по центру. Для корректировки его по высоте в арсенале токаря должны быть металлические пластины толщиной от 1 до 4-5 мм. Установка ниже центра приводит к выталкиванию детали, что опасно и для инструмента, и для работника. Если режущая кромка завышена, она перегревается и быстро изнашивается.
При установке режущего инструмента нужно придерживаться простых правил:
- Протереть опорную поверхность резцедержателя.
- Фиксировать инструмент минимум двумя болтами.
- Вылет головки не должен превышать 1,5 высоты державки.
- При черновой обработке допускается завышение режущей кромки на 0,3-1 мм.
После установки инструмента нужно снять пробную стружку. Если поверхность получается ровная и гладкая, стружка не наматывается на резец — можно приступать к работе.
Важно!
Не допускается использование более трех прокладок. Также они не должны выступать за пределы резцедержателя.
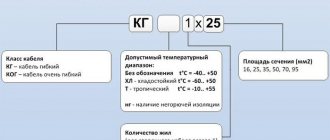
Маркировка резцов
К примеру, стоит разобрать такой резец, как проходной отогнутый Т15К6, на котором можно более подробно рассмотреть пример маркировки. Рабочая поверхность в этом случае выполнена из твердосплавных материалов, которые следует относить к титановольфрамовой группе. Общее содержание кобальта около 6%, а карбида титана (Т15) будет составлять 15%.
Основные производители резцов:
- Чиз (Чинигов, Украина).
- Укрметиз (Украина).
- Китай — Intertool.
- ООО «Мелитополь инструмент».
- Seco Швеция.
Правила эксплуатации
Токарные резцы способны долгое время выполнять основную функцию, пока не сточится рабочая поверхность. Но неправильное использование сокращает срок службы инструмента. Чтобы не допустить предварительного износа, нужно соблюдать простые правила эксплуатации:
- Устанавливать по центру.
- Чем больше габариты заготовки, тем крупнее должен быть резец.
- Включать охлаждение при работе на тяжелых режимах.
- Своевременно затачивать.
- Периодически проводить доводку рабочих поверхностей мелкозернистым камушком, не вынимая инструмент из резцедержателя.
- К заготовке подводить инструмент вручную, после касания включать автоматическую подачу.
- При остановке станка сначала вручную отвести инструмент, после выключить агрегат.
- Правильно подбирать режимы резания.
- Не хранить инструмент в куче — это приводит к сколам и трещинам на режущей кромке.
- При работе с отрезным резцом подводить его как можно ближе к патрону.
На токарном станке выполняется много видов работ. Для каждого процесса предусмотрен отдельный резец. Он подбирается исходя из обрабатываемого материала, режимов резания, параметров чистоты и шероховатости. Инструмент нужно своевременно его затачивать, соблюдать правила эксплуатации и хранения.
Советы по выбору
Проходные токарные отогнутые устройства могут создаваться в нескольких вариациях, в которых будут различны размеры, материал, а также некоторые другие параметры. Во время выбора резца стоит особое внимание уделить тому, с какими заготовками вам придётся иметь дело. Если в процессе производства применяется более широкий круг деталей, то нужно иметь не один изогнутый проходной резец , а настоящий набор для использования в различных случаях.
Общий размер изделия должен быть подобран в соответствии с размером самой заготовки. Самым широко используемым вариантом станет средний, который не будет требовать постоянной замены для большого количества работ с различными типами изделий. Рекомендация от специалистов: регулярная замена резцов может привести к большим потерям времени в процессе создания работы и к развитию простоя оборудования, так что нужно заранее определиться с наиболее оптимальным вариантом.
Качество обработки зависит от вида токарных резцов
Выполнять технологическую операцию можно как черновым, так и полу- или чистовым приспособлением. В первом случае – за счет впечатляющих механико-прочностных характеристик кромок, не перегревающихся в процессе, – достигается сравнительно высокая скорость решения задачи, (но может пострадать точность, так как стружка снимается толстыми слоями). Во втором, как правило, выполняется доводка – без лишней поспешности, аккуратно, чтобы обеспечить малую шероховатость поверхности, чему способствует прямое или фасонное лезвие (не полукруглое или проходное).
Отсюда простой вывод: проводить подбор инструмента нужно с оглядкой на специфику той цели, которую предстоит решить.
Режимы резания
Процесс эксплуатации проходных резцов достаточно прост. В зависимости от формы заготовки и метода обработки выбирают направление движения: продольное или поперечное.
Обратите внимание на назначение инструмента: приспособления для черновой обработки запрещено использовать на чистовых работах и наоборот.
Также запрещено менять установленный порядок работ:
- В первую очередь выполняют черновые работы, которые характеризуются глубокой степенью воздействия: при обработке допускается удаление до 5 миллиметров металла за несколько проходов.
- Чистовые работы выполняются с целью соблюдения точных параметров изделия. Толщина срезанного металла не должна превышать десятых долей миллиметра.
Проходные резцы – незаменимый инструмент для обработки металлической поверхности элементов вращения. Виды работ зависят от формы и структуры приспособлений. А вы наблюдали за процессом наружной обработки деталей? Некоторые токари считают, что отечественные производители резцов не уступают знаменитым зарубежным компаниям, включая немецкого производителя Optimum. А что по этому поводу думаете вы? Выразите свое мнение в блоке комментариев.