Now buying
Rectangular frame PETROGRAD, 150*50*0.8mm
Rectangular frame PETROGRAD, 150*50*0.8mm
Size 50 x 150 x 0.8 mm. Material: tool steel. Production - Czech Republic
More details
200p
Knife for small primer Veritas Small Router Plane, straight, 6mm (1/4′)
Knife for small primer Veritas Small Router Plane, straight, 6mm (1/4′)
Replacement blade for ground planer Veritas 05p3850. Blade material: high carbon steel. Blade width 6 mm. Manufactured by Veritas (Canada). »
More details
1 020p
Forstner drills, with wave-shaped cutting edge WaveCutter, Fisch
Forstner drills, with wave-shaped cutting edge WaveCutter, Fisch
Forstner drills with a diameter from 16mm to 70mm. Drill length - 90-160mm. Shank diameter 8mm, 10mm or 13mm, depending on drill size. Special wavy cutting edges (Wave Cutter) work like a saw, allowing you to easily produce straight holes. Manufactured by Fisch (Austria).
To select a drill of the required diameter, click on the product name.
More details
from 1530p
More details
More details
Notify
Saw Z-saw Kataba RIP H-250, 250mm, wooden handle, for rip sawing
Saw Z-saw Kataba RIP H-250, 250mm, wooden handle, for rip sawing
Japanese bladeless saw for longitudinal cutting of wood. It has a variable tooth pitch (2.2-3.4 mm) decreasing towards the handle, which makes sawing easy and increases sawing efficiency. The teeth are directed towards the handle, which allows you to get an even cut that does not require additional processing. Blade length 250 mm, total - 580 mm. Blade width 50 mm, thickness 0.5 mm (cut thickness 0.6 mm). The absence of a backing allows you to work across the entire width of the hacksaw, with high efficiency without restrictions on depth. Wooden handle wrapped in rattan. Possibility of changing the blade. Made in Japan.
More details
3 190p
Curly cycles Pax, 0.8mm, 4pcs
Curly cycles Pax, 0.8mm, 4pcs
Set of 4 figure cycles under the Pax brand. Designed for sanding wood. A cycle is one of the simplest tools that can work wonders. Made of hard carbon steel (similar to that used for hand saws) 0.8 mm thick. Cycles included: rectangular, 127 x 53 mm, S-shaped, convex-concave, biconvex. Manufactured by Thomas Flinn & Co (UK).
More details
1 300p
Leather circles for Tormek machines, for sharpening profile cutters
Leather circles for Tormek machines, for sharpening profile cutters
2 leather wheels for finishing semicircular and V-shaped cutters for Tormek sharpening machines. The thickness of the circle is 6 mm. A large circle with a diameter of 120 mm has a rounding radius of 3 mm. The small circle with a diameter of 90 mm has a V-shaped profile of 45 degrees. Installed on the shaft from the side of the standard leather circle, without dismantling it. Manufactured by Tormek (Sweden).
More details
4 250p
Geometric shape adjustment device, Tormek
Geometric shape adjustment device, Tormek
Designed for precise adjustment of the sharpening angles of spindle and semicircular turning cutters (bowl gouge, spindle gouge), sharpening of semicircular and V-shaped crucibles and half crucibles when using the SVD-185 attachment and sharpening oblique chisels and oblique turning cutters when using the SVS-50 attachment. Manufactured by Tormek (Sweden).
More details
1 860p
Rack for sharpening drills, diameter from 3mm to 19mm
Rack for sharpening drills, diameter from 3mm to 19mm
A device for sharpening twist drills with a diameter from 3mm to 19mm. Allows you to sharpen and resharpen the cutting edge of the drill to any angle. The stand has a scale with fixed angles - 176°, 136°, 118°, 98° and CSK (for countersinks). Used in conjunction with an electric sharpener.
More details
3 590p
Scoring chisels (long) Narex
Scoring chisels (long) Narex
Narex scoring chisels. Canvas length - 245mm, width 6mm, 13mm, 19mm, 25mm, 32mm.
The blade is made of chrome-manganese high-alloy steel and hardened to a hardness of 59HRc. Total length - 390mm. Ergonomic handle made of Hornbeam wood, handle size - 145x37mm. Manufactured by Narex Bystrice (Czech Republic).
To select the chisel of the desired size, click on the product name.
More details
from 1000p
More details
More details
Notify
Spring clamps and frame pliers
Spring clamps and frame pliers
Frame pliers. The length of the pliers is 230mm, the size of the staples is 130*70mm. Used to clamp frames using spring clips. The kit includes pliers and 4 clamps for clamping planks with a thickness of 35-50mm. A very effective tool for fixing frames. You can also additionally purchase brackets for clamping planks with a thickness of 15 to 65 mm.
More details
from 500p
More details
More details
Notify
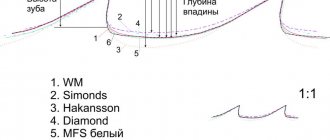
Types of pencils for editing circles
Rollers for dressing grinding wheels: types and principle of operation
In practice, tools of several main types are usually used, differing in the arrangement of diamonds in the working part.
- Type C - arrangement of crystals in a chain.
- Type C - stones come in layers (with or without overlaps).
- Type H - crystals do not have a specific orientation.
Also, products are classified into different brands based on the number of diamonds and their weight, the size of the frame and other parameters.
Image No. 3: Correspondence table between pencil types and surface treatment options
For example, a type C pencil is made from crystals weighing 0.03–0.5 carats. The products are used to restore wheels intended for centerless shaped, internal and cylindrical grinding.
Subtype C instruments come in two brands:
- fine-grained with 10 or more diamonds in one layer;
- fine-grained with 2–5 stones per layer.
Both types of products are suitable for fine sanding of surfaces.
The C-class pencil is made from chipped and crushed diamonds and is used to restore the shape of fine-grained abrasive wheels.
Using Diamond Rules
Markings and grit of grinding wheels
A diamond pencil for dressing abrasive wheels is highly resistant to abrasion, ensures a constant profile of the wheel, and the technological process is quite simple. It does not require any additional devices or effort.
With a diamond pencil you can edit not only the outside of the circles, but also the inside. To make maximum use of the working surface of the pencil, place it on a tool rest or in a device, tilting it along the path of rotation at an angle of 10° - 15°. Because of this, the cutting edge will be 2 mm below the center axis.
During operation, small chips and grain particles of the wheel material fill the pores, after which the surface becomes viscous. Removing such a layer from the surface provides a dressing tool, restoring processing characteristics.
A diamond pencil for dressing grinding wheels is also used for new wheels. The manufacturer guarantees the integrity and safety of the abrasive tool, but in most cases new products have runout. This fact can be verified simply. While rotating, slowly bringing a chalk or marker to the surface, it will leave a mark on it. This indicates excess material that needs to be removed.
Rules for installing diamond pencils in a tool
To obtain high quality machining, fixtures must be firmly fixed in the tool holder. Pencils belonging to types C and C must be installed at a slight inclination on the side of rotation of the grinding wheel - the angle of inclination should be 10-15 degrees, while the cutting edge of the diamond crystal should be located at the level of the center line or below it by 1-2 mm .
To ensure that the diamond wears evenly, you should at least occasionally turn the stone using special turning heads. Dressing of grinding discs is carried out at high speeds, which guarantees good productivity and processing accuracy.
In the process of dressing and finishing the cylindrical surface of a disk or when dressing the end surface, the tool is fed longitudinally, and it is directed parallel to the axis of the circle. Straightening and finishing of the shaped surface is carried out by longitudinal feeding of the tool directed along the surface of the circle.
Operating principle
3b12 universal cylindrical grinding machine diagrams, description, characteristics
The operating principle of a cutter for dressing grinding wheels is quite simple. A set of such tools, assembled into a single unit, is placed on a special axis equipped with a handle for the operator, and is brought into contact with a rotating abrasive wheel. As a result, a set of cutters also begins to rotate on an axis, rolling and sliding along the surface of the circle being processed. Since the working part of the cutters is hardened and has high hardness, when they interact with the wheel, a layer of abrasive is removed from it, which means its surface is leveled.
A dressing tool works on a similar principle, the working body of which is a diamond, or rather, a set of diamonds mounted on a special mandrel in a certain order or randomly. Sets of sprocket cutters can not only be fixed on manual straightening devices, but also used as part of devices installed on a fixed base.
The cutters are assembled into a holder, which is installed on the machine tool rest until it touches the emery stone.
The disadvantages of a roller-cone tool for dressing abrasive wheels include:
- low accuracy of the processing performed;
- a large amount of dust generated during the straightening process.
The problem with dust, even when using hand tools equipped with cutters, can be solved quite easily. To do this, a hose connected to the vacuum cleaner is attached to its hollow handle.
Of course, one cannot fail to note the advantages of straightening using cutters. This should include:
- high productivity;
- eliminating smoothing of the abrasive wheel processed by the dressing tool.
Method of dressing grinding wheels by rolling
When performing straightening using cutters, the rolling method is used. Its essence lies in the fact that the tool, rolling around the circle being processed, crushes, chips and removes abrasive grains and the material holding them together from its surface. Thus, the surface of the abrasive wheel is cleaned of foreign inclusions and leveled.
Today, many manufacturers are creating more advanced dressing tools based on cutters. The working body of such devices is a cassette, in which a set of cutters placed on the shaft is already assembled and securely fixed.
Advantages and features of using diamond pencils
Dressing a wheel using this device allows you to obtain high precision of the working surface, restore the shaped profile to achieve optimal sharpening of the working tool. This requires the correct selection of tools, according to the operation and the hardness of the wheel.
As for the question of how to use a diamond pencil, the method of work depends on the operation. In the general case, the tool is fixed on the tool rest and the working area is brought into contact with the rotating circle. Thus, the abrasive layer is removed, the geometry of the circle is restored and the surface is renewed with the restoration of the original properties.
The cost of a pencil depends on the weight of diamonds, the type, and the use of natural or synthetic stones. But in any case, its use is economically justified by a significant increase in the service life of abrasive wheels and a reduction in operating costs.
Diamond Pencil Marking
To choose the right tool, pay attention to the markings. Standard product designations are specified in GOST 607-80
The regulations specify parameters such as tool size, varieties, technical requirements, etc.
The following points become mandatory:
- trademark of the company that produced the pencil;
- product designation without the first six digits;
- types of diamonds (01, 02, 03), where the letter A corresponds to natural stones, C - synthetic;
- number according to the manufacturer's marking.
The first five digits in the code are the standard designation of the location of the stones and their weight, which ranges from 0.5–2 carats.
Numbers 0051–0055
Image No. 4: Chain arrangement of natural diamonds
In these products, stones are placed along a chain. The scope of application of pencils is editing medium-density abrasive wheels. Contains natural diamonds.
Diamond weight by numbers:
- 0051–0053 — 0.5 carats;
- 0054 - 1 carat.
Numbers 0081–0085
Image #5: Layered arrangement of natural crystals
The crystals go in layers. The products are used for straightening wheels of maximum hardness. Contains natural diamonds.
Diamond weight by numbers:
- 0081–0083, 0085 — 1 carat;
- 0084 - 2 carats.
Numbers 0086–0088
Image No. 6: Layer-by-layer arrangement of technical stones
Diamonds in products are arranged in layers. The weight of all crystals is 1 carat. The stones are synthetic, suitable for grinding medium-hard wheels with a diameter of up to 600 mm.
Numbers 0059–0068
Image #7: Non-Oriented Diamond Arrangement
The stones in the products come without a specific orientation. Diamond weight: 1 carat. Pencils are suitable for dressing wheels that are used in finishing carbide tools.
What is a diamond pencil
A diamond pencil is a tool steel tool 40-80 mm long, with pressed diamond crystals. Diamonds are pressed onto the underside of the diamond pencil. Depending on what model of diamond pencil is used, its shape and location of the diamonds may vary. All standards for the manufacture of such equipment are regulated by GOST 607-80, but there are pencils for wheels of varying abrasiveness and degree of softness. Diamonds deserve special attention - they can be natural or synthetic.
Design features and applications of the grinding wheel
The grinding wheel consists of an abrasive surface, which is made up of interconnected fractional grains.
The distinctive features of the circles are determined by the scope of their use. During long-term work, there is a possibility of grinding off the end part, which leads to uneven grinding and can cause damage to the part.
Soft wheels are self-sharpening. When the surface layer wears off, new grains located underneath come into play. This does not affect the functionality of the circle itself.
Hard wheels are deprived of this opportunity due to greasing and dullness. This is caused by clogging of the pores of the wheel fractions with the material being ground. The grinding wheel ceases to perform its functions and needs to be corrected.
Materials for dressing abrasive wheels
Wear of abrasive wheels occurs for various reasons. These include chipping of grains, destruction of grain shape, abrasion and salting. Correction of such defects can be carried out not only with metal-diamond pencils, but also in the following ways:
- cutters;
- carbide or diamond type rollers;
- steel knurls;
- diamonds located in a special frame;
- diamond circles.
The use of any of these methods will restore the cutting ability of the circle and the geometric shape of the working surface. When performing straightening, using an appropriate tool, remove a layer of deteriorated abrasive from the working surface.
Editing modes include:
- rotation speed indicated in m/min;
- longitudinal and transverse feeds;
- number of passes.
The selection of the material with which the processing will be performed depends on the task at hand. The products have a working part in the form of grains of diamond powder of natural and synthetic origin, embedded in the metal. It differs not only in the origin of the diamond grains, but also in their location and size. Correct pencils must comply with GOST 607-80 and the manufacturer's specifications. There are products where diamonds are arranged in the form of a chain, layer by layer, non-oriented and on the surface in the form of a sphere. Editing can be performed using diamonds and raw materials of different quality, composition and origin, as well as from the AKTM composite.
A tool with a chain arrangement of diamonds.
With diamonds arranged in layers. Such instruments are produced in 2 types, differing in the number of grains ranging in size from 0.1 to 0.2 carats in each layer. In the first case, their number does not exceed 5 diamonds, in the second their number reaches 10. These correct tools, classified as fine-grained with increased wear resistance, are used for finishing dressing of wheels. Belong to type 02 (C).
With diamonds on the surface in the form of a sphere. Products are produced with diamonds located on such a surface, with a number of grains ranging in size from 0.05 to 0.2 carats. Belong to type 03.
Unoriented or chaotic layout. They differ in the size of the abrasive and its qualitative properties. They belong to type 04 (H). Used to level the surfaces of circles with a fine-grained structure.
Diamond ruling pencils are made:
type 01 - with diamonds arranged in a chain along the axis of the pencil; type 02 - with diamonds arranged in layers; type 03 - with diamonds located on a spherical surface; type 04 - with a non-oriented arrangement of diamonds and 3 versions:
- cylindrical; — with a conical body; — stepped.
DIAMOND RUNNING PENCIL TYPE 01 Application: dressing of grinding wheels in external, internal, cylindrical, centerless and flat grinding operations, as well as in individual thread and gear grinding operations.
DIAMOND RUNNING PENCIL TYPE 02 Application: dressing of grinding wheels in external, internal, cylindrical, centerless and flat grinding operations, as well as in individual thread and gear grinding operations.
DIAMOND RULE PENCIL TYPE 03
DIAMOND RUNNING PENCIL TYPE 04 Application: dressing of grinding wheels in external, internal, cylindrical, centerless and flat grinding operations, as well as in individual thread and gear grinding operations.
The price directly depends on the type of pencil, that is, on how much and what kind of (natural or synthetic) diamond it contains. Naturally, the more natural diamonds it contains, the more expensive it will be. But you should choose not by cost, but by technical characteristics, because this is the only way you will select the most suitable product for you.
Watch this video:
Contents: Hide Open
Diamond pencil is a dressing tool for abrasive wheels with a high level of wear resistance. It is used for final grinding of the surface of an abrasive wheel to give it its original shape and restore the abrasive properties of the surface. Due to the high hardness of natural or synthetic diamond in comparison with the grinding wheel material, a diamond pencil effectively removes irregularities and allows you to completely restore the properties of the working surface of the workpiece.
How does a diamond pencil work?
The diamond ruling pencil has the form of a steel pin 5 cm long. Natural/synthetic diamonds are placed at the bottom of the product. The function of a connecting link is performed by a metal alloy with an expansion coefficient close to that of diamond crystals.
Image No. 1: Diagram of the device of diamond pencils types 01, 02, 03, 04 according to GOST
The frame of products comes in various shapes: cylinder, steps, cone. There are diamond pencils with carvings. Diamonds are held inside the product by soldering, chasing, or metal clamps. The pencil should be attached to the holder in such a way that the tool protrudes beyond the edges of the frame by a maximum of ¼ of its length.
2. TECHNICAL REQUIREMENTS
2.1. Pencils must be manufactured in accordance with the requirements of this standard according to working drawings approved in the prescribed manner.
2.2, 2.3. (Excluded, Amendment No. 2).
2.4. In type 03 pencils, the diamonds should be spaced evenly around the sphere.
2.5. The diamonds on the working surface of the pencil must be exposed.
2.6. The surface of the diamond element should not have holes or cracks visible to the naked eye.
2.7. The pencil body must be made of steel grade A20 in accordance with GOST 1414. (Changed edition, Amendment No. 2).
2.8. Unspecified maximum dimensional deviations.
2.9. Maximum deviations of the Morse cone dimensions are AT8 according to GOST 2848. (Introduced additionally, Amendment No. 1).
2.10. The specific productivity of pencils made from diamond raw materials of the subgroup "", type 1 and from diamond powders must correspond to that indicated in Table 4a under the editing mode according to clause 4.3.
Table 4a
| Pencil type | Type of grinding | Characteristics of the grinding wheel | Specific productivity of pencils, cm/mg, not less |
| 01 | Round outer | 24A 25 ST1 K | 34 |
| 02; 03 | 41 | ||
| 02 | 41* | ||
| 04 | 30* | ||
| Thread grinding | 24A 6 CM2 K | 9** |
________________ * Synthetic diamond grinding powders. ** Natural diamond grinding powders. Note. For pencils made from rough diamonds of subgroup "" type 1, the specific productivity values should be multiplied by 1.5. (Changed edition, Amendment No. 1, 2).
2.11. The following markings must be clearly marked on the surface of the pencil: trademark of the manufacturer; pencil designation (except for the first 6 digits); designation of the subgroup of rough diamonds - for pencils made from natural raw materials: the subgroup “” is not marked; subgroup “” should be marked with number 1, “” with number 2, “” with number 3; index “C” - for pencils made of synthetic polycrystalline diamonds; pencil number according to the manufacturer's numbering system.
2.12. Pencils of types 01 and 02 (except for pencils 3908-0055, 3908-0073) must have a mark indicating the size of the diamond-bearing part of the pencil.
2.13. Packaging requirements are in accordance with GOST 18088.
2.11-2.13. (Introduced additionally, Amendment No. 2).
Methods for dressing grinding wheels and their features
Semi-automatic for dressing an abrasive disc
There are several options for restoring the geometry and sharpness of the grinding wheel, each of which has its own characteristics.
Grinding
This method involves breaking down the greasy surface layer of abrasive and releasing new particles that will do the bulk of the grinding work. The work is carried out according to the following scheme:
- Place the dressing tool on the tool rest.
- Start the grinding wheel, to which cutters or needles are brought for grinding.
- Monitor the angle of interaction between the two planes and increase it if necessary.
- Adjust the rotation speed of the disk; the higher it is, the more abrasive the surface will be.
It is possible to understand that the editing process was performed correctly only after assessing the surface. To do this, take a regular ruler and apply it to the circle. If all its parts are in close contact with the surface of the circle, then the editing was successful. The formation of irregularities can be eliminated with additional spot processing of irregularities.
Grinding is one of the simplest and fastest dressing methods
It is important to take all precautions when working
Breaking in
A round-shaped tool is suitable for the job; when it comes into contact with the grinding wheel, it will grind down the top layer to the desired boundaries. This method is convenient in the presence of deep chips and severe contamination of the abrasive. The following high-strength materials are used:
- rollers made of hard alloys;
- rollers;
- silicon carbide discs;
- steel circles with hardened coating.