Technology of processing cast iron on CNC machines
Types of cast iron
Cast iron, according to its classification, can be of the following types: white, gray and nodular.
But also, we can also distinguish several types that were adopted not so long ago: high-strength cast iron with isothermal annealing and cast iron with vermicular graphite.
The material on machines should be processed taking into account the strength and type of cast iron being processed. Let's say gray cast iron is one of the most used and inexpensive. It contains plate-like graphite particles, and therefore has very good shock-absorbing properties. And such cast iron is useful for making engine parts. Gray cast iron is one of the most easily machined.
But vermicular cast iron contains worm-shaped graphite inclusions. Thanks to this, it is stronger and lighter than gray cast iron. This type of cast iron is mainly used to make parts that will be subject to mechanical and thermal loads.
Nodular cast iron consists of graphite inclusions that are spheroidal in shape. This type of cast iron has a number of useful properties: high ductility, good fatigue strength, wear resistance.
When it comes to which cast iron is the most difficult to machine, hardened ductile iron naturally comes to mind. Despite the fact that, due to complex heat treatment, it has good fatigue strength, wear resistance and elongation to failure, it has a number of disadvantages: high strength and elasticity - as a result, low machinability of cast iron.
Cast iron turning
Turning of cast iron should determine the number of operations needed to achieve the goal.
Now, if, for example, the properties of the workpiece are unknown, then what to do? Usually, they simply include one more stage - finishing processing (by the way, this affects the processing time of the product). To reduce the number of operations, it is necessary to carefully select the tool for processing the part.
If it happens that the workpiece in the cast state does not meet the technical requirements, then it still needs to be processed, even though it is expensive.
Cast iron milling
Let's say you need to make a machine bed from cast iron. Where to start and what to do? Obviously, from the point of view of economy, manufacturing the entire massive part with high precision is simply unprofitable. That is why there are special low-precision molds into which cast iron is cast. But only then, the milling operation is performed, for example.
Cast iron is quite easy to process by milling, since it contains graphite, which contributes to the production of crumbly short chips and has a lubricating property.
If machining is carried out using end mills, then the rake angle of the cutting edge is negative or with a slight positive value.
It is also necessary to take into account that cutters must have a wear-resistant coating, since the cutter cutter, usually when processing cast iron, can undergo abrasive wear. Let us also note the difficulties that arise with this type of cast iron processing. As mentioned above, workpieces are often obtained by casting, which means that milling has the following disadvantages:
— the allowance on castings is uneven;
— there is a casting crust that prevents processing;
— sand coming from the mold contributes to tool wear.
To process cast iron on CNC machines, it is necessary to take into account the characteristic properties of cast iron in order to select the right tool for processing this material and improve the quality of processing, reducing the time of operation.
Cast iron parts are very popular in mechanical engineering. However, processing this metal is fraught with a number of difficulties. It is important to choose the right tool to achieve maximum performance.
Main problems
The greatest amount of trouble is caused by the increased hardness of cast iron, as well as strong heating during processing of this material.
Moreover, depending on the composition of the alloy, the machinability of cast iron can vary greatly. If the processing of the least durable gray and ductile cast iron does not generally cause problems, then the processing of other types of cast iron is accompanied by difficulties, so each type of cast iron must be approached individually.
Tools for machining cast iron must have predictable reliability at high cutting speeds, despite the fact that when cutting different types of this metal, the wear mechanism of turning inserts will be different. Is there a universal tool for turning cast iron and what characteristics should it have?
Specifics of turning tools for cast iron
For machining cast iron, the ideal tool is plates made of durable, fine-grained carbide alloys. They are characterized by increased strength and wear resistance even when boring under difficult conditions. To prevent sand and other inclusions typical of cast iron alloys from wearing out turning inserts, use a tool that combines wear resistance and low brittleness.
When manufacturing a large number of cast iron products, it is worth giving preference to plates with special coatings that facilitate heat removal. For example, with aluminum oxide coating. Then tool wear will be noticeably lower.
As for geometry, to make cutting cast iron easier, choose plates without back angles, and the front one should have a negative or slight positive angle.
Cutting cast iron: features
Uneven allowance on cast iron parts and the presence of casting skin are the main problems during turning. Therefore, when stripping cast iron parts, the entire layer down to bare metal must be removed in one pass so that the cutter remains within the casting crust. This will avoid abrasive wear of the tool.
Graphite in cast iron, released during processing, generates a lot of dust. And the chips formed are small and loose. To prevent the temperature from increasing due to adhering chips and dust, it is worth cleaning the equipment regularly.
“Dry” or “wet” processing?
When “wet” cutting using a cutting fluid, cast iron dust is formed, but the risk of thermal deformation of the workpiece is reduced. Coolant increases temperature fluctuations, leading to thermal cracks and chipping of plates. Therefore, it is preferable to process “dry”. This will minimize temperature fluctuations at the cutting edge and increase the service life of the tool.
In any case, cast iron is a rather abrasive material, so its processing takes three times longer than, for example, steel, since cutting conditions must be reduced. The wrong choice of turning tool causes rapid dulling of the cutting edge, and, as a result, poor surface finish.
All over the world, turning inserts from Kennametal, which are presented in our catalog, are very popular for processing cast iron.
Current prices and availability of these plates in stock are presented in our online catalog.
How cast iron is processed with Kennametal turning tools can be seen in the video:
Do you process cast iron? Use the TaeguTec tool!
| Every year, the requirements for the mechanical characteristics of the materials of machine parts, and, accordingly, for metal-cutting tools, will increase. Therefore, manufacturers of cutter and cutter inserts are increasingly concentrating on developing specialized tools to improve their machining processes. Among the creators of advanced samples of such products is the Korean company TaeguTec, which helps its clients solve pressing problems in metal cutting - in particular, turning and milling of cast iron. |
Working Cast Iron? Buy TaeguTec Tools! With every passing year the demands to the mechanical parameters of machine parts are bound to raise, consequently heightening the demands to metal- cutting tools. Thus, the manufacturers of cutting and milling plates are focusing more and more on developing specialized tools for enhancing machining processes. Among the creators of such advanced tools one can name the Corean company TaeguTec, which helps its clients to solve burning problems in metal cutting, in particular, cast iron milling and turning.
Cast iron is widely used in many industries, especially in such an innovative and progressive field as the automotive industry. It is in this industry that cast iron is used for the manufacture of the most critical parts: the cylinder block, brake drums and discs, differential housings, rods, flywheels and many other technologically complex parts. But cutting cast iron is one of the most difficult tasks in mechanical engineering. And, above all, due to the heterogeneity of the structure. As a result, the cutting tool experiences an unstable load, which unpredictably affects the durability of the cutting tool. Therefore, when processing cast iron, you can obtain different consumption of cutting tools: in one batch the durability can be 100 parts per cutting edge, in another batch - only 60.
TaeguTec strives to offer professionals tools with the best durability characteristics, where one cutting edge of the insert can provide stable processing of 100 parts: today, tomorrow and the day after tomorrow. Such results can be achieved by new alloys developed by its employees, which are distinguished by increased impact strength and strength combined with wear resistance. They also perform well in intermittent rough cutting and finishing of cast iron.
Gray and high-strength cast iron are most often used for the manufacture of automotive components. As a rule, processing of high-strength cast iron requires three times more tools than processing of gray cast iron. This state of affairs is explained by the fact that high-strength cast iron has spherical graphite and contains more silicon, alloying elements and carbides, which increase the hardness of the metal and the complexity of machining. In gray cast iron, flake graphite decouples the metal base of the cast iron, which increases chip brittleness and thereby improves machinability. When processing high-strength cast iron, a significant amount of heat is generated to protect the tool, from which a fairly thick multilayer coating (about 20 microns), including a layer of Al2O3 (aluminum oxide), is applied to TaeguTec carbide inserts intended for processing cast iron. Al2O3 oxide protects the base of the carbide insert from overheating. In addition, aluminum oxide is chemically stable: it does not react with cast iron, which avoids chemical wear of the plate. Coatings in which Al2O3 alternates with thick layers of TiCN (titanium carbonitride) are often practiced.
TaeguTec has a variety of tool designs, materials and coatings available for milling and turning cast iron. Fundamental, of course, are new progressive materials:
- hard alloys - TT7310, TT1300, TT6290, TT6030;
- ceramics - AW20, AB20, AB30, AS10, SC10;
- cubic boron nitride - TV650, KV90A and KV90.
From the listed hard alloys, it is necessary to highlight a new alloy for the production of TT6290 cutters, which combines a double coating of CVD (MTCVD TiCN/Alumina/TiN) and PVD (AlTiN). This reinforced backing guarantees increased and improved durability. Traditional cast iron milling grades operate at speeds below 250 m/min, but TT6290 is capable of operating at speeds of 400 m/min.
To improve the mechanical properties and reduce the weight of products without loss of material hardness, ductile and CGI cast irons are used in industry.
But this type of cast iron contains more silicon than gray cast iron. And silicon, as is known, increases the abrasive characteristics of cast iron, which significantly affects the durability of the tool. In addition, the structure of this cast iron differs from gray cast iron in the presence of graphite particles in the form of flakes surrounding the ferrite. As a result, processing of malleable cast iron requires three times as much time, since it is necessary to lower the modes and increase the number of cutting plates.
TaeguTec recommends the following alloys for machining ductile iron:
- hard alloy - TT7310, TT1300, TT6060, TT6030;
- ceramics - AW20, AB20, AB30, AS10, SC10;
- cubic boron nitride - TV650, KV90A and KV90.
The choice of a specific plate material depends on the chemical and physical properties of the material being processed and their processing conditions. For example, TT7310 grade is designed for turning ductile and gray cast iron and provides high tool life. It has a wide range of applications and is used for ductile cast iron in the speed range 150: 350 m/min, and for gray cast iron 150: 420 m/min. The TT7310 alloy is coated thickly with a durable carbide backing. This type of coating provides high wear resistance and resistance to chip damage. The new universal alloy is used both for turning and for boring holes in parts at the roughing and finishing stages. The new grade is capable of providing improved tool life, high surface quality and reliability at high feeds and speeds to achieve exceptionally high-performance results.
A serious problem when cutting cast iron is the formation of graphite dust. This situation occurs when machining is carried out without coolant. Graphite pollutes the air and the entire working space of the machine, causing irreparable harm to the health of the machine operator. This can be avoided by using coolant, but dry machining improves productivity and tool life. At the same time, processing cast iron without coolant leads to heating of the workpiece, as a result of which its dimensions change. This problem can be solved by increasing the feed: in this case, the part simply will not have time to heat up. The TaeguTec range includes alloys for high-performance machining at high feed rates with and without coolant.
TaeguTec recommends the use of cermets for finishing cast irons.
The specially developed ST3000 cermet alloy for high-speed finishing, compared to traditional alloys, has high thermal conductivity and low adhesion, which increases the wear resistance of the flank surface of the inserts and prevents the formation of teeth (notches).
Due to its homogeneous structure, the new CT3000 grade provides longer tool life and improved surface finish in finish milling and turning compared to competitive cermet alloys. Having excellent alloy solutions in its arsenal, TaeguTec offers its customers the use of HEX-TURN series inserts. This series allows you to significantly reduce turning costs. The advantage of HEX-TURN inserts, which have 12 cutting edges, is the use of Wiper technology, which allows you to significantly increase productivity or obtain a high quality surface finish. The leading angle on this type of plate is 120°, which increases strength and resistance to chipping.
Technical staff will relieve you from the need to understand large catalogs to select tools and processing modes, help you optimize existing technological processes or develop new ones, implement them into production, thereby increasing the productivity of your equipment and reducing production costs.
| TaeguTec Ukraine LLC, Dnepropetrovsk, Pushkin Ave., 40-b Tel.: 380 56 790-70-99 Fax: 380 56 790-71-18 [email protected] https://www.TaeguTec.com.ua |
Features of processing cast iron parts
Processing cast iron by turning has some difficulties, but the demand for the material is worth it to understand all the intricacies. The popularity of alloy cast iron is growing, as parts made from this material can withstand heavy loads. As a result, we obtain reliable mechanisms, machines and equipment.
Specifics of turning cast iron
Each turning operation is carried out in several passes. When it is necessary to remove most of the volume of the entire workpiece, cast iron castings are usually used. Work on computer-controlled machines is carried out using rods of different sections made of alloy gray cast iron.
Processing of workpieces must be carried out with super-hard tools. It is best to use a coated tool to avoid abrasive wear. In most cases, it is possible not to use coolant during processing. During work, it is important to monitor the uniformity of the allowance on the castings.
Some recommendations for working with cast iron
It is better to know the following features of mechanical and other types of processing of cast iron before you start working.
- When manufacturing parts in large volumes, it is necessary to use plates with special coatings to remove heat. Suction off dust and chips. Thermal expansions can change the size of the workpiece. The ideal option for roughing operations is CBN cutting.
- When stripping cast iron castings, the entire layer down to bare metal must be removed in one pass so that the cutter remains within the casting crust.
- If you use replaceable carbide inserts from foreign manufacturers, the optimal turning speed is from 200 to 450 m/min.
- To remove metal dust, it is best to use an air injector or an industrial vacuum cleaner. In an ordinary household unit, the motor may fly due to dust.
- To prevent sand and other inclusions typical of cast iron alloys from damaging the tool, use inserts that combine wear resistance and low brittleness.
The wrong choice of insert or cutting mode causes rapid dulling of the cutting edge, and, as a result, poor surface finish. Anyone who masters the technology of turning and other types of processing of cast iron will be able to produce pump housings, engine cylinder blocks and other parts of complex shapes.
Video The process of turning a cast iron workpiece
Machinability of white cast iron cutting
High-alloy white cast iron is used to make machine parts that operate under conditions of abrasive and water-abrasive wear. Often, significant precision in the manufacture of these parts is required - sometimes up to the second class, for example, in coal and dredgers. It is almost impossible to obtain castings of such precision, especially weighing 100-200 kg. It is known that in the manufacture of parts from steel 110G13L, electrical discharge machining is successfully used. Electroerosive cutting of cast samples made of ICh290Kh12M cast iron with a hardness of HRC 45-47 led to the formation of cracks in them up to 0.7 mm, a decrease in mechanical properties and was considered unsuitable for these alloys.
When selecting cast iron for highly machined parts, the machinability of the alloy must be taken into account. Therefore, the study of machinability by cutting white cast iron was an urgent task.
Cutting white cast iron is difficult due to its high hardness. Difficulties associated with machining complex parts made of wear-resistant cast irons sometimes force us to abandon difficult-to-machine alloys or change their chemical composition to improve machinability. The latter often leads to a decrease in the wear resistance of parts.
In most cases, parts made of white cast iron tend to be manufactured with a minimum amount of machining, leaving only small allowances, which are removed by grinding after hardening. Before grinding, it is recommended to temper the castings to relieve stress.
If it is necessary to cut cast iron with 15% Cr-Mo (Clymex Alloy-42), a carbon content of no more than 3% is recommended. Improving the workability of this cast iron can be achieved by annealing: slow heating to 810-870 ° C, holding at this temperature for about 8 hours and slow cooling with a furnace. After annealing and machining, the parts must be hardened according to the following regime: relatively slow heating to 1040 °C and cooling in air.
In RTM 28-61, parts made of ICh290Kh28N2 cast iron, having an HB of 500-600 in the cast state, are recommended to be processed with cutters with plates made of VK-6M alloy at a speed of 15-20 m/min and a feed of 0.4-0.6 mm/rev at cutting depth 4-5 mm. Annealing reduces hardness and makes it possible to increase the cutting speed by 1.5 times. Cast parts made of ICHKh15M2 cast iron are processed according to the regime for cast parts made of ICHKH28N2 cast iron, and annealed castings are processed at a speed of 40-50 m/min. The cutting speed of unannealed Nihard iron castings does not exceed 15-25 m/min at a feed of 0.3-0.4 mm/rev and a cutting depth of 4-5 mm. The recommended processing modes for parts made of ICHKH28N2 and nihard cast iron are too high.
The practice of a number of factories shows that the processing of parts made of ICh290Kh28N2 cast iron is difficult, and the cutting of parts from this alloy is carried out at a speed of 8-12 m/min. Similar or lower cutting speeds (4.6-10.7 m/min at feed 0.5-0.7 mm/rev and depth 2-3 mm) are used when machining nihard parts that have machinability close to machinability cast iron ICh290Х28Н2.
For machining parts made of nihard, it is recommended to use cutters with soldered carbide plates. The cutter should be fairly rigid, about 40 mm thick, with a negative rake angle of 5 to 17°. The angle increases as the hardness of the metal being processed increases. The cutting speed is low - approximately 7.6 m/min. Depth of cut: when turning the end 1.27 mm, when boring - 9.5 mm. Feed, on the contrary: when turning the end 0.6 mm, boring - 0.13 mm.
The machinability of the most commonly used white cast irons was studied (using a single method) by the method of end turning of sand-cast samples - disks with a diameter of 295 mm, a thickness of 30 mm, with a center hole with a diameter of 60 mm for the cutter to enter. All workpieces were heat treated. Cutting was performed with a cutter with a VK-6M hard alloy plate. The geometric parameters of the cutting part of the cutters were adopted based on the results of studies of the machinability of ICh290Kh28N2 cast iron.
Comparison of the machinability of cast irons was reduced to establishing cutting speeds during turning that ensure the same tool life with the same amount of dullness and the same geometry of the cutting part of the cutter and constant depth of cut and feed. The cutting speed coefficient was determined as the ratio of cutting speeds at hourly tool life for the studied cast iron and ICh290Kh28N2 cast iron, which showed the lowest machinability among the studied alloys and was taken as the standard.
Heat treatment of cast iron castings
Heat treatment of cast iron
Heat treatment of cast iron is performed to relieve casting stress, stabilize dimensions, reduce hardness, improve machinability, improve mechanical properties, and increase wear resistance.
The following types of heat treatment of cast iron castings are used.
Low temperature annealing is used to relieve internal stress. The annealing temperature is indicated in accordance with the chemical composition of the cast iron. Products made of gray cast iron are usually annealed at a temperature of 500-700ºC. From malleable cast iron at 550-650ºС. From low-alloy iron at 570-600ºС, from high-alloy iron at 600-650ºС.
The holding time at annealing temperature is typically 3-10 hours, depending on the size of the casting and its composition. After annealing, the casting is cooled along with the furnace. The mechanical properties of castings remained virtually unchanged during this heat treatment.
Graphite annealing is commonly used to reduce hardness by cutting and improve machinability. The casting is heated in a furnace to 680-750ºС. In this case, graphitization and partial spheroidization of eutectoid cement occurs, hardness decreases, and workability improves, but the strength of cast iron decreases slightly.
High temperature annealing of cast iron is carried out to graphitize the primary carbides in bleached or semi-gelled cast iron. The casting is heated to 900-960 ° C and then slowly cooled to 300 ° C. The castings have a pearlite structure and are characterized by optimal hardness and strength.
Normalization is used to improve the mechanical properties and wear resistance of cast iron by improving the structure of the cast iron and producing a pearlitic metal base. The casting is heated to 850-950ºС. During the normalization of ferrite or ferrite-pearlitic iron, some of the graphite dissolves in the austenite, which increases the amount of fixed carbon.
- When normalizing bleached cast iron, graphitization of primary carbides occurs. In castings, a pearlite structure is formed after cooling to 500 ° C in air. To relieve stress, castings below 500°C are cooled slowly in a furnace.
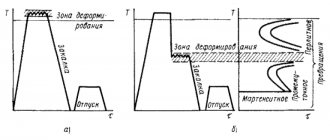
Quenching and tempering is used to cast gray cast iron, ductile iron and ductile iron to improve strength, hardness and wear resistance. The casting is heated to 880-930ºС and cooled with oil.
The casting structure is martensite. Then heat to 400-600ºС, and then cool and take a vacation.
Hardening of castings subject to wear occurs at 250-300ºС. Cast iron castings with spheroidal graphite, which are subject to wear, are subject to isothermal hardening.
Chemical heat treatment is commonly used to obtain high surface hardness on nodular cast iron (cylinder liners, internal combustion engine crankshafts). Surface nitriding is most often used. This is a process in which the surface layer diffuses and becomes saturated with nitrogen when heated with ammonia. Nitriding temperature 550-560ºС. The cut surface is nitrided.
Annealing for stress relief in cast iron castings.
Parts: bed, gearbox, tailstock, headstock, housing cover.
- Load temperature 200-230ºС.
- Heating rate 170º/hour.
- Exposure temperature 550 ~ 600ºC.
- Exposure time 2.5-3 hours.
- Cooling time -6-8 hours, speed. 75º/hour.
- Unloading at a temperature of -150ºС.
Heat treatment of gray-white cast iron
Heat to a temperature of 850-980ºС. Exposure 4.5-5 hours.
Cooling:
- at a speed of 100-120ºС per hour, up to a temperature of 500ºС,
- further in the air.
Heat treating cast iron is performed to relieve internal stresses generated during casting, change the size and shape of the casting over time, reduce hardness, improve workability through cutting, and improve mechanical properties. You. Cast iron is subjected to annealing, normalization, hardening, tempering and some types of chemical heat treatment (nitriding, aluminizing, chrome plating).
Annealing to relieve internal stress. Cast iron undergoes this annealing at the following temperatures. Gray cast iron containing 500-570ºС layered graphite. High-strength nodular cast iron 550 ~ 650ºС. Low alloy cast iron 570-600ºС, high alloy cast iron 620 ~ 650ºС. During this annealing, no phase transformation occurs, but internal stress is relieved and viscosity increases, deformation and cracks are eliminated during operation.
- Soft annealing (low temperature graphitization annealing): implemented to improve machinability and improve cutting ductility. This is done by holding at 680-700 ° C for a long time or slowly cooling the casting at 760-700 ° C. Cooling in complex parts occurs slowly, and in simple ones it accelerates.
Graphite annealing. As a result, malleable cast iron is obtained from white cast iron.
- Normalization is used to increase fixed carbon, improve the hardness, strength and wear resistance of gray cast iron, ductile iron and ductile iron. During normalization, cast iron (casting) is heated outside the conversion temperature range of 850-950ºC, and after holding it is cooled with air.
See also:
Examples of solving problems in materials science
| Composition of metal filling components during cast iron smelting | Critical points and hardenability of steels |
| Composition of blast furnace ferroalloys | Linear shrinkage of cast alloys |
Gray cast iron processing
In technology, metal is understood as a substance that has a “metallic luster”, to one degree or another, characteristic of all metals, and ductility. By this sign, metals can be easily distinguished from non-metals (for example, wood, pebble, glass or porcelain). “Metals are clear bodies that can be forged.” This definition of metals, given by M.V. Lomonosov, has not lost its scientific significance even now, 200 years later. V. Lomonosov noted another feature of these bodies - the similarity of their structure with salts, i.e. crystallinity. In the 19th century a scientific theory of the structure of figures was made, according to which all strong bodies are divided into two groups: crystalline and shapeless.
its use can be cost-effective if the temperature in the cutting zone remains below 700° C. To do this, select a tool with a zero inclination of the cutting edge and a rear angle of 7°; the cutting edge itself must be thin; any chamfer increases the resistance, and therefore the generation of heat. A coolant supply through the tool is required, as well as a plentiful external coolant supply. Recommended cutting conditions for gray cast iron: cutting speed 150 m/min, feed 0.12 mm/rev and depth of cut 0.25 mm. This achieves amazing durability.
In new ages, muffleless furnaces with radiation pipes in which gas is burned are becoming increasingly common. The walls of the radiant tubes are heated to a high temperature and, like heaters in electric furnaces, are a source of heat radiation. Pipe diameter is 80–90 mm, wall thickness is 4–6 mm. Pipes are made from heat-resistant steel. Gas and spirit are released through the edge of the pipe. Combustion products are discharged into exhaust pipes. Replacing muffles with radiation pipes saves expensive heat-resistant steel.
A more ancient method is natural aging, in which the casting, after complete cooling, undergoes long-term aging - from 3 to 5 moons to several years. Natural aging is used in situations where the required equipment for annealing is not available. This method is almost never used in real time; They mainly do low-temperature annealing. To do this, the castings, after complete hardening, are placed in a cold furnace (or a furnace with a temperature of 100 - 200 ° C) and together with it, slowly, at a speed of 75 - 100 ° C per hour, they are heated to 500 - 550 ° C, at this temperature they are kept 2 - 5 hours and cooled to 200 ° C at a rate of 30 - 50 ° per hour, and then in air.
Gray cast iron is an alloy of the Fe – C – Si system, including manganese, phosphorus and sulfur as impurities. Carbon in gray cast iron is in the form of plate-shaped graphite. Chemical composition of gray cast iron: C – 2.4…3.8%, Si – 1…5%, Mn – 0.5…0.8%, P – 0.2…0.4%, S – up to 0. 12%. The structure of castings is determined by the chemical composition of cast iron and the technological features of its heat treatment. Cast iron received this name from the type of fracture, which has a gray tone.
Cubic boron nitride (CBN) is widely used in the processing of gray and bleached cast iron. High-strength cast iron is not often processed with it due to the huge ferrite content. For gray cast iron, the ferrite content should be below 10%, and below 5% is correct. Otherwise, durability will be low. When the content of free ferrite is less than 5%, the cutting speed will be 1000 - 1500 m/min, depending on the processing conditions. The ferrite content depends largely on the time of year in which the castings were made; this is due to the cooling time. There is a lot of ferrite in winter, and little in summer.
Malleable cast iron is a cheaper material compared to steel; it has good mechanical characteristics and high corrosion resistance (table). Therefore, parts made of malleable cast iron are widely used in agricultural engineering, the automotive industry, machine tool industry (for the manufacture of gears, chain links, rear bridges, brackets, brake pads, etc.) and in other sectors of the national economy.
Related posts:
- Suspension bearing zil
- Generator bearing 2110
- Stainless steel channel
- VAZ release bearing
- Replacing the wheel bearing...
https://w.today you can glue shoes with a glue gun.