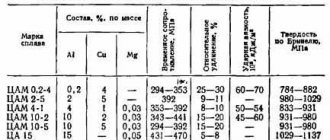
Foundry equipment
A casting mold
is a device that has a working cavity into which molten metal forms a casting.
Let's look at the parts of the casting mold and the equipment necessary for its manufacture. To obtain most castings, the sand mold must consist of two mold halves, made according to the model in foundry flasks.
Flask
– a frame for holding the molding sand, most often metal.
Model
- a device that has the outlines and dimensions of the casting, taking into account allowances for metal shrinkage, to obtain an imprint in the molding sand. Models are made of metal, plastic, wood.
Half-form
called a flask with compacted molding sand and an imprint from the model.
But the model repeats only the external contours of the future casting.
Rods are used to create holes and cavities in castings
, made from special molding mixtures.
Core boxes are used for the manufacture of rods
, usually metal. The core box must open to remove the finished core.
Metal is supplied to the mold through a gating system
. These are channels and cavities that ensure the filling of the mold with the melt and feeding the casting with liquid metal until complete solidification, as well as the removal of slag. To obtain these channels, models of the gating system parts are molded along with the casting model.
There are various options for gating systems. It is preferable to feed the melt into the mold from the side or from below, without a metal jet falling from a great height, so as not to wash out the molding mixture.
Main parts of the gating system (Figure 2):
Figure 2 – Gating system: 1 – gating bowl; 2 – thrust; 3 – molding mixture; 4 – mold connector; 5 – working cavity; 6 – feeder channel; 7 – slag catcher; 8 – riser; 9 – filter
Sprue bowl
, or funnel 1, is needed to avoid metal splashing and spreading over the surface of the mold.
Sometimes ceramic filters
9 are used, which retain oxide particles, undissolved impurities, and pieces of the ladle lining.
Riser
8 – vertical channel for supplying metal to the plane of the mold 4 connector.
Slag catcher
7 – expansion where slags (oxides and other non-metallic particles) are collected.
Feeder channel
6 brings the metal into
the cavity of the mold
5.
Vypor
2 is designed for gas removal. The shading shows the compacted molding mixture 3.
So, according to the detail drawing (Figure 3, a
) a drawing of the casting is constructed (Figure 3,
b
), which differs from the part in size (the dimensions of the casting are larger by the amount of allowance 1 for machining) and shape (slopes 2 and rounding corners 3 are needed for easy removal of the model from the mold, without destroying the mold).
A model is made according to the casting drawing (Figure 3, c)
), which consists of two halves.
The connector is made along a plane of symmetry. The halves of the model are fastened with conical pins 4. The model has no holes; in the places where the hole exits the casting, the model has protrusions - rod marks
5. The rod will fit into the imprints from these protrusions. The dimensions of the model exceed the dimensions of the casting by the amount of shrinkage.
By molding the halves of the model into two flasks, an upper and lower half-mold is obtained. Then the halves of the model are removed, leaving imprints in the molding sand.
Separately in the core box (Figure 3, d
) a rod is made (Figure 3,
d
) having the outline of a hole in the casting. The rod is longer than the hole by the value of the sign part 6, and its transverse dimensions are larger than the dimensions of the hole by the amount of shrinkage.
In Figure 3, e
the assembled form is shown (the feeder channel is located behind the plane of the drawing).
Figure 3 – Casting manufacturing sequence:
a
– detail drawing;
b
– casting drawing;
c
– casting model;
g
– rod;
d
– core box;
e
– casting mold for producing a casting
About casting production
Modeling equipment for foundry production is a set of model plates for the manufacture of upper and lower mold halves. On which models of parts are located. And the elements of the gating system: riser, slag, profits, feeders, blowouts, chokes.
The model kit also includes a set of core boxes, which are needed for the manufacture of cores for one casting unit of any product.
Models for foundry production can be made from various materials: cast iron, aluminum,
plastic
and made of wood.
Core boxes are also made of aluminum, plastic and wood.
The models are used to obtain an earthen imprint in the upper and lower half of the mold. Core boxes are required to produce cores that make cavities, voids and undercuts in castings.
Wooden and plastic models are made in the wood departments of the model shop. Wooden blanks are assembled by hand by a modeler, and the contour of the form-generating surface is drawn on them.
Which is performed by milling glued wooden blanks. After milling, the wooden blanks are sent to model makers who hand finish the wooden models and wooden core boxes.
Modified to the required surface finish and dimensional accuracy, wooden models and core boxes can be used as prototypes for the manufacture of plastic models and core boxes using self-leveling resins.
In addition to manufacturing using bulk resins, plastic models and core boxes can be produced by mechanical processing of plastic bars and plates glued to each other during the production of models and core boxes using a mathematical 3D model on computer-controlled machines.
Metal models and core boxes are obtained by mechanical processing (milling, turning, turning), blanks obtained by casting wooden models or disposable polystyrene foam models, as a result of which metal models are obtained.
Metal models can also be made on computer controlled CNC machines using a mathematical 3D model.
The above equipment is used to produce castings when molded into sand-clay molds. But in addition to this process, other technologies are also used in the Foundry.
In the production of castings from non-ferrous alloys, metal equipment is used: chill molds, molds, various dies (in the manufacture of castings on casting and forging machines - LKM)
Mathematical 3D models are written in the design bureau of model shops by specialist designers and programmers. Models and core boxes are provided with molding slopes (to facilitate the removal of models from the mold and the core from the core box). All models and core boxes, depending on the casting alloy, are made taking into account the shrinkage meter, it ranges from 0% to 2.5%. To compensate for alloy shrinkage and obtain the correct casting geometry.
Foundry equipment for casting metals and alloys
Foundry is one of the branches of metallurgy, specializing in the processing of metals and their alloys, in particular, the production of parts of various configurations by pouring molten metal into a special mold, under forced pressure or naturally, followed by cooling until solidification in the form of the desired casting - the finished product or blanks. If necessary, the casting is then machined to achieve greater dimensional accuracy or reduce surface roughness. Thus, the main goal of foundry production is to produce castings that best match the shape and size of the final product.
To obtain high-quality castings, production uses special foundry equipment - casting molds, and not only the quality of the final product, but also the labor costs for production largely depend on the quality of their execution and design features.
In production, a high-quality casting mold is subject to a number of requirements , the main ones being:
- strength (withstand loads)
- compliance (as the casting shrinks, it decreases in volume)
- gas permeability (during operation in the mold, gases are formed)
- fire resistance (not affected by molten metal)
Based on the degree of participation directly in the casting process, foundry equipment is divided into form-building (main) and universal (auxiliary). Depending on the number of possible fills, casting molds can be single or multiple; there is also a division of molds according to the material from which they are made (sand, metal, etc.).
- casting molds made of metals - cast iron and steel - can withstand a large number of pours, hundreds and thousands, and therefore are classified as multiple.
- sand molds and lost wax molds are operated using devices - models, they are one-time, and the process of producing such molds is called “molding”. Using the model, the internal working surfaces in a sand casting mold are designed, they are filled with molten metal and a casting is formed.
The entire set of devices necessary for the production of castings is foundry equipment, and part of the equipment necessary to form a working cavity in the mold during molding is a model kit.
Products produced in foundries from refractory alloys are needed in such industries as aircraft manufacturing, instrument making, rocketry, shipbuilding, radio electronics and nuclear power, and products made from corrosion-resistant and heat-resistant alloys are needed in the chemical industry. Today, from 50% to 95% of industrial equipment parts are manufactured using the casting method.
About fifty casting technologies are widely used in modern foundry production , the most commonly used are:
- injection molding
- sand casting
- lost wax casting
- casting into metal molds or molds
- low pressure casting
- shell casting
- centrifugal casting, etc.
The team of the Ulyanovsk Instrument-Repair Plant has a wealth of experience that allows us to design and manufacture foundry equipment for casting non-ferrous metals and alloys , namely: chill casting, sand casting (in the ground), injection molding, as well as carry out a full cycle of press manufacturing - molds for lost wax casting.
Making a model kit
- home
- Production
- Model equipment
Do you want to obtain high-quality castings with stable dimensional accuracy?
The model production of the Alumlit company works using the most modern technologies. All design of tooling elements is carried out in three-dimensional form, the production of models and core boxes is carried out on CNC machines or a 3D printer.
We design and manufacture equipment for casting into molds based on cold-hardening mixtures (CMC) for use in our own production. Depending on the serial number, the equipment is produced from MDF , model plastics (model board) , and composite materials . To increase the service life of model equipment, combined model equipment is made from MDF.
MDF tooling is used for small batches of castings; after milling, the tooling is coated with a reinforcing compound and painted.
The photo shows an element of large-sized equipment made of MDF (there is a matchbox on it). It is made layer by layer on a CNC machine, then impregnated with a reinforcing compound and painted.
Sometimes the entire equipment may be made of MDF, but individual elements may be too thin and break. In this case combined equipment ; plastic elements are glued into the MFD base and then processed together.
The photo shows the equipment in the process of processing from MDF with an insert of model plastic.
For critical castings, the equipment is completely milled from model plastic . We use medium-density plastic for castings with thin ribs and complex configurations. For castings with high requirements for surface quality and for large runs, high-strength model plastic is used.
In the photo the equipment is made of model plastic, the core box is made of model plastic of increased hardness.
For large-sized equipment elements, as well as for replicated equipment, equipment made of composite materials . The manufacturing process of such equipment is more complex: first a master model is made, and then a composite model is made from it. Such equipment is very wear-resistant and easy to repair.
The photo shows a core box made of composite material.
Individual elements of equipment that are difficult to produce on a machine are grown on a 3D printer.
One of the most significant questions that arises when ordering model equipment is its resource.
The accumulated experience of using tooling from a wide variety of materials allows us to predict its service life during design. It depends on many factors, including the intensity of use. For large-sized castings and for small-sized castings, the service life is significantly different.
On average, from 50 to 400 removals can be made using MDF equipment. After this, peeling, defects on the surface are possible and the equipment requires repair. We have MDF equipment, which has already been used for more than 1200 shoots and is in good condition, but this is rather an exception.
Equipment with plastic inserts has the same resource as equipment made from MDF. The exception is when the entire model part is made of plastic, for example, this method is justified for small castings in a multi-place mold or for high ribs, as in the photograph.
If the model part is made of medium-hard plastic, the service life of the combined equipment is up to 1,000 removals.
The service life of equipment made of hard plastics is about 2 thousand removals. The surface of the plastic wears out due to contact with the mixture, in addition, the equipment can be damaged during tamping and pulling.
The service life of equipment made from composites can be up to 15 thousand removals. The surface is practically not abraded; instead, damage to the frame holding the equipment is possible.
For each order, the optimal material is selected based on the casting configuration and batch sizes.
To find out more and order production, call +7
Chill casting
Chill casting is carried out either in stationary chill molds or on chill molding machines and lathes. To manufacture this type of equipment, a high level of qualifications of the engineering staff and tool production is required.
Our company has everything necessary to design and manufacture molds of any complexity, including their subsequent connection to the customer’s equipment. Most often, we test manufactured equipment using our own equipment. To provide technical assistance when launching equipment at the customer’s enterprise, we can arrange for our specialists to visit him.
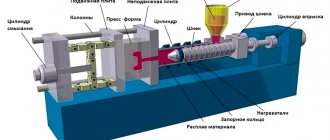
Die casting of non-ferrous metals and alloys
Recently, this type of casting has become widespread. Castings obtained through the injection molding process are used in the production of furniture, household appliances, the automotive industry and many other types of production. Such products are very durable, sealed and have a good presentation. Tooling for injection molding of metals and alloys is designed for hundreds of thousands, even millions of casting cycles, but is quite complex to manufacture and expensive.
To operate this type of equipment, there are many types of injection molding machines, and the model range is constantly updated. They are divided into casting machines with a horizontal pressing chamber and with a vertical pressing chamber. Each of these types has its own range of dimensions, power, design features and manufacturers.
Our company has successfully designed, manufactured and launched into production molds for plastic and metal casting products used in mechanical engineering, as well as for the production of household products.
Molds for casting non-ferrous metals and alloys under pressure can be of varying degrees of complexity: with sliders, with hydraulic cylinders, with inclined pushers, with liners, single-cavity, multi-cavity, with many parting planes, etc. We have the necessary experience and equipment. In most cases, we have the opportunity to operate this equipment on our own equipment.
Why do you need model equipment?
Do you need model equipment?
Modeling equipment is needed to get a casting! Model equipment is actually the same product only made of wood or plastic. The sand mold is removed from it and in this mold the cavity formed after removal is filled with metal and a casting is obtained. Modeling equipment can be made of wood, plastic and metal...
What is the model equipment used for?
All equipment is manufactured on CNC machines. We currently have 3 machines that operate 24 hours a day.
Model equipment used to be made by hand. But since modern technologies have made it possible to create machines with Numerical Program Control and computers on which all products are now designed, manual labor is excluded...
Manufacturing accuracy depends on the accuracy of geometry drawing during design and on the accuracy of the machine. Our machines provide an accuracy of 0.1-0.2mm over a length of up to 2.5 meters. Products are first outlined on a computer, a program for the machine is written, and the part is cut out. Then it is finished by hand (sanded, puttied, painted). At the same time, no one makes completely manual equipment; manual equipment does not have such precision. Not all parts can be processed entirely on the machine, so such parts are turned in parts and then these parts are sent to the model department for assembly and final finishing. If the equipment is made from casting compounds, then a matrix for casting comes from the machine.
The matrix is sanded, lubricated and filled with plastic. After the plastic has hardened, the finished model is removed from the matrix. After this, virtually no modifications are required.
What determines the choice of material for model equipment...
It depends on how many castings we are going to make using this tooling, because it wears out after molding... If we are talking about several hundred products, then just wooden tooling will do... About a thousand products, then the tooling is made of plastic. The cost of model equipment depends on the number of products smelted using it. If we are talking about one product, then most often the cost of model equipment is about 70% of the price of the product!
We produce model equipment from the following materials:
- plywood
- mdf
- aluminum
- casting polyurethane compounds
- model plastic supplied in slabs
We do not use natural wood due to its unstable geometric characteristics.
The most popular material is plywood. Its advantages are higher geometric stability than wood, an easy-to-process shape and the lowest price from the list of materials. The disadvantage of plywood is its layering. All plywood equipment requires careful surface finishing. In order to make the surface of the plywood model equipment perfectly smooth, we apply 3-4 layers of polyurethane primer to the plywood and thoroughly sand each layer. This treatment produces a smooth and wear-resistant surface.
MDF boards are in second place in terms of application. The advantage of MDF is that it is easy to process and has a dense, homogeneous structure, which makes it possible to make fine artistic ornaments from it with minimal finishing after the machine. The disadvantage of MDF is that the material is soft and afraid of water. Therefore, we mainly use MDF for artistic fragments of model equipment on a plywood base. We also make sure to use special impregnations to harden the surface and protect it from moisture. In addition, we make matrices from MDF for filling with polyurethane compound.
In third place in terms of frequency of use is plastic. These can be plastic boards or polyurethane casting compound. The main advantages of plastic are its insensitivity to changes in humidity and higher wear resistance. It is no secret that equipment generally becomes unusable for two reasons - the forming surfaces wear out or the entire equipment loses geometric accuracy due to swelling or shrinkage. Plastic solves both of these problems. The disadvantages of plastic are primarily its price and tendency to chip.
Aluminum is in fourth place in terms of application. The advantages of model equipment made of aluminum are obvious - it is easier to bend than to break and is not afraid of water or other aggressive liquids. At the same time, its wear resistance is inferior to some plastics, because it is a relatively soft metal. Our method of producing tooling is due to the presence of a foundry - we make models from MDF and use them to cast aluminum model tooling. Then we process especially important surfaces on a machine, and sand the rest by hand. This makes it possible to reduce the price of aluminum equipment compared to equipment machined entirely from a blank.
We often combine several materials in one tooling in order to obtain the optimal ratio of price and durability of model tooling.
Is it possible to make model equipment yourself?
In addition to the form-building surfaces themselves, the model equipment also contains a grate system. These are channels for the flow of metal and they need to be calculated in a certain way. If a person is not a specialist in foundry, he will not be able to do this correctly. Plus, there are such concepts as “Slopes”, “Core boxes” and more... If you don’t know what this is, then it’s better to contact us! Also, if you are going to order casting from us, then we have our own equipment features, nuances that you may not take into account during production. That’s why we sometimes don’t undertake to cast products using someone else’s equipment. Or we will modify it for us.
Lost wax casting
Lost wax casting is most often used to produce thin-walled castings of complex configurations, both in mechanical engineering and in the art industry. This is one of the most ancient methods of casting sculptures, bells, and cannons. A characteristic feature of this type of casting is that each model can be used to produce only one casting, since during the manufacturing process the mold is melted, and the molding mixture itself does not consist of homogeneous molten metal, but of refractory fine-grained, dust-like material in a binding solution. It is this mixture composition that contributes to the production of castings with high surface quality. The accuracy of the model print itself is ensured by the increased temperature of the metal, so the molding and binding materials must be highly fire-resistant. The disadvantage of this method is the complex and lengthy process of manufacturing castings, which requires specially manufactured expensive equipment and competent, highly qualified specialists.
This type of casting is used for casting ferrous and non-ferrous metals and alloys. The design of molds is very diverse and depends on the planned potential productivity and the equipment on which the equipment will be used.
In mechanical engineering, wax models of castings are made in plaster, plastic and metal molds; The technological process itself is, as a rule, mechanized and automated. The lost wax casting method produces parts for aviation, instrument-making, machine-building and some other industries that use casting technologies for difficult-to-process alloys that are heat-resistant and corrosion-resistant.
Equipment for investment casting can be mechanized (the design is similar to injection molds) and manual disassembly (they are more diverse in design and produce castings of more complex geometry). If a product requires a high degree of precision, strength and tightness, then aluminum castings of this type of casting are preferable to injection molding castings. Lost wax casting produces products that are more accurate and beautiful than sand casting. Our company can fulfill any order for the design and manufacture of equipment for investment casting, including those linked to the customer’s equipment.
Equipment manufacturing and development
This definition means a set of special tools that are used in the process of manufacturing a casting mold.
A special organization is engaged in the production of this type of design.
The equipment is used to create a working space: formation of a rod;
- for forming half-molds on molding machines;
- a set of channels and elements;
- model for forming an imprint;
- assembly and control templates.
For trouble-free and correct work on the creation and production of equipment, qualified specialists and professional equipment are needed.
The casting production process requires an extensive amount of knowledge in the production field and the ability to use it competently.
Modeling equipment for casting is formed on the basis of a mixture of model, wood fiber board and composite materials.
Equipment of this type can provide removal rates ranging from 1000 to 14,000 depending on the material. According to research, it has been determined that steel and aluminum are the most sustainable materials for casting production. Plastic, wood and plywood are the second most durable.
Equipment made of composite materials is highly resistant to environmental influences and wear. If necessary, it can be easily repaired.
The quality of foundry products is largely determined by the properties of the pattern equipment.
To order, you need to contact specialized stores, which have a large number of these products in their assortment.
The equipment is used for various industries:
- molds for casting using thermoplastic film;
- Automotive industry;
- art casting;
- designing aircraft models;
- production of refractories;
- concrete production;
- ship construction.
Materials used for equipment
1. Tree.
For example, this classic version is considered the most easily processed material. Wood casting is made from 100% dried and high-quality wood. For the manufacture of thin decorative parts, it is necessary to use valuable types of wood.
Wooden tooling is used in the manufacture of massive products and forms.
2. Metal.
Cast metal equipment is the most durable and reliable option. Heavy metal processing leads to high tooling costs. Metal equipment is practically not damaged and is very popular.
3. Plywood.
Features high geometric stability, excellent for mold processing. This material has a low budget, which is more profitable compared to other analogues.
The main disadvantage of plywood is its layering. To finish the surface, several layers of polyurethane primer are applied to the plywood. This ensures the plywood surface is smooth and wear-resistant.
4. Plastic.
The finished products have excellent structure and high characteristics for further use. Available in the form of a casting compound or a slab of a certain size.
Some types of plastic equipment can withstand more than 120,000 removals. This amount is higher than the wear resistance of aluminum castings.
The material is ideal for the production of extended series of castings at enterprises that use modern technological equipment for molding.
5. MDF.
The most economical option, which is suitable for both small-scale and single-piece production in the process of manufacturing heavy products. At the end of milling, the working surfaces are impregnated with special resins. This is necessary to increase the water repellency of the surface layer and provide increased strength. The main advantage of model equipment made from MDF is its low weight and budget cost.
Most factories and enterprises offer the possibility of combining the materials used to ensure the optimal configuration of model equipment. The main advantage of tooling is the availability of a large number of different materials in stock, allowing you to immediately begin production.