Chill casting process
Before starting to cast a metal melt into a chill mold, it is necessary to perform technological process operations to prepare it for work. This work is carried out in several stages.
- The surfaces of the mold and the joints of the mold halves must be cleaned of dirt, corrosion, and oils.
- They check the mobility of moving parts, the accuracy of their installation and the reliability of fastening in places intended for this.
- At this stage, the surfaces of the mold are lubricated with fire-resistant materials. For this purpose, special paints and lubricants are used.
Technological process of chill casting
The substances used when lining the mold depend on the brand of the composition being poured. The thickness of the coating depends on the required cooling rate of the cast workpiece. That is, the larger the layer of cladding applied, the slower the workpiece will cool. The fire-resistant layer is designed to solve another problem in the process of this casting - to ensure the safety of the mold from a temperature jump during metal pouring, as well as the melting of its parts and their setting with the melt. The composition of the fire-resistant cladding may include the following materials - quartz, clay, liquid glass, graphite.
Chill casting process
Before pouring the metal, the mold is heated to a temperature of about 200 degrees. This temperature is determined by the brand of metal being poured and the dimensions of the casting.
Materials scientist
Chill casting is the process of producing castings by freely pouring molten metal into reusable metal molds - chill molds.
The formation of a casting occurs with intensive heat removal from the molten metal, from the solidifying and cooling casting to a massive metal die, which provides higher metal density and mechanical properties than castings obtained in sand molds.
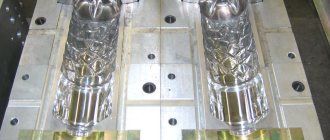
The peculiarity of chill casting is the repeated use of a metal mold (chill). The high strength of the metal mold material allows for more precise production of the working surfaces of the mold, which ensures high quality cast surfaces. Due to the high thermal conductivity of the mold, the casting quickly hardens.
The advantages of chill casting include a sharp (compared to sand casting) reduction in mechanical processing of castings and a reduction in the consumption of molding materials.
The disadvantages of the technology include: the high cost of a metal mold, poor mold fillability when producing thin-walled castings with undercuts, and the risk of cracks in the castings.
A metal mold (Fig. 7.1) usually consists of two half-forms, which are fixed with pins (clamps) 3 and secured with locks 4 before pouring the metal. The casting is powered by profits 1, the mold is ventilated through vents 2 and special ventilation plugs.
One-piece metal molds are also used - they are called shaking molds (Fig. 7.2).
Before pouring, a layer of resistant coating is applied to the working surface of the mold, which protects the mold from sudden thermal shock during pouring and from the danger of the metal sticking to the mold.
The composition of the refractory coating in the manufacture of steel and cast iron castings includes: dusted quartz, graphite, refractory clay, liquid glass.
Then the mold is heated to a temperature of at least 200 °C. The heating temperature depends on the composition of the alloy being poured and the thickness of the casting walls.
The main requirement for the mold material is resistance to thermal shock that occurs when pouring metal. The molds are made from gray cast iron (SCh 15, SCh 18, SCh 20, SCh 25), high-strength cast iron (VCh 42-12, VCh 45-5), structural carbon (10, 20, 15L, 25L) and alloy steels (15KhML) , copper (brass) and aluminum (AL2, AL4, AL9, AL11, AL12) alloys.
Rice. 7.1. Detachable metal mold (mould)
Detachable metal mold (mold): 1 - profit; 2 - piers; 3 — clamps; 4 — securing locks; 5 - half-forms
Rice. 7.2. One-piece metal mold (mould)
One-piece metal mold (mold): 1 - rod; 2 - body
A variation of the technology under consideration is lined chill casting, which does not have the disadvantages of shell and chill casting, but combines their advantages.
The lined mold has high crack resistance; pliability. It provides high casting precision. The consumption of expensive molding material is minimal compared to shell casting.
To manufacture a lined metal mold (Fig. 7.3), the space between the working surface of the chill mold and the metal casting model by sand blowing, pouring or other method is filled with a sand-resin mixture containing phenolformadehyde resin as a binder (2 - 2.6%) with the additive (8 – 12% by weight of resin) methenamine; self-hardening mixtures and ceramic compositions with binders - liquid glass and ethyl silicate, respectively. The heat of the chill mold and the model, heated to 200–220 °C, causes the mixture to harden and form a lining, usually 3–5 mm thick. Cavities in castings are made using regular or shell rods.
In cases where the release of air and gases from a metal mold is difficult, ventilation plugs, grooves and streams are used (Fig. 7.4).
Rice. 7.3. Making lined metal molds: blowing the mixture
Rice. 7.4. Making lined metal molds: removing the mold from the model
Rice. 7.5. Manufacturing of lined metal molds: assembled mold
Production of lined metal forms: a - blowing the mixture; b – removing the mold from the model; c – assembled form; 1 – model plate; 2 – model; 3 – half of the mold; 4 – sand blowing head; 5 – cladding layer; 6 - electric heaters
Rice. 7.4. Methods for ventilating molds using grooves (a), streams (b), plugs (c, d)
All operations of the chill casting process are mechanized and automated. Single-position and multi-position automatic chill molding machines are used.
Chill casting is used in mass and serial production for the production of castings from cast iron, steel and non-ferrous alloys with a wall thickness of 3...100 mm, weighing from several grams to several hundred kilograms.
Advantages of chill casting:
- possibility of repeated use of forms;
- possibility of labor automation;
- good mechanical properties of castings due to their fine-grained structure;
- reduction of allowances for machining;
- reducing the cost of returning castings due to a reduction in the amount of metal on the gating system or its absence.
- Disadvantages of chill casting:
- lack of flexibility of forms;
- the complexity of manufacturing molds;
- high cost of molds.
Design features of the mold
A mold for casting is a multi-turn mold made of metal. Despite the fact that such molds can be used to produce castings of different shapes, their fundamental design is the same. The casting mold consists of half-molds, a plate, various inserts and casting cores. With the help of the latter, the casting is formed. Pins are used to center and connect it. Immediately before pouring, the half-forms are secured using special locks. The metal melt is fed into the mold through a gating system.
Casting into metal molds (molds)
As the mold fills, excess air is removed through the air ducts.
In foundry production, another type of mold is used - they are called shakeout molds. These molds are distinguished by the fact that they are one-piece and are used for castings of simple shapes.
Types of molds
Depending on the location of the parting surface, molds are: one-piece, with a vertical parting plane, with a horizontal parting plane, with a complex parting surface, folded, with a parallel connector, with several connectors.
Chills with a vertical parting plane consist of two or more parts. The casting can be located entirely in one of the halves of the mold, in two halves, simultaneously in two halves and in the bottom plate.
Chills with a horizontal split are used mainly for simple configurations, as well as large-sized castings.
Chills with a complex (combined) parting surface are used to produce castings of complex configurations.
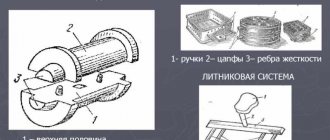
One-piece, or shaking, molds are used when the design of the casting allows it to be removed from the plane of the mold without separating it. In Fig. Figure 2 shows a shaking mold 5 for the manufacture of a support roller. The internal cavity of the mold reproduces the outer surface of the roller. The hole in the casting and the internal cavity are obtained using sand rods 4 and 2, the last of which covers the upper part of the mold. In rods 1, 2, 4 there is a gating system consisting from a sprue bowl, a riser, a sprue channel supplying metal to the casting, and two profits.
Rice. 2. Shake mold for casting the support roller
To remove the casting, the mold on the axles 3 is turned 180°, and the casting along with the rods is shaken out of the mold.
The mold with a horizontal parting plane consists of lower 1 and upper 2 parts, rod 3 and ejectors 4 (Fig. 3). The casting is removed after separating the upper and lower parts using ejectors.
Rice. 3. Die mold with horizontal split
Depending on the cooling method, chills are distinguished with air, liquid and combined cooling.
The process of making the mold and the materials used
When making molds, the designer must be guided by the grades of the alloy that will be poured into the mold being manufactured. Of course, he must also take into account the size of the parts obtained as a result of casting into this tooling.
Thus, when manufacturing parts with small dimensions from non-ferrous metals, cast iron and some other materials, it is recommended to use gray cast iron 20 or 25 for the production of casting molds. Other types of materials are also used for the production of molds. It should be noted that the stronger the material, for example, 15L steel, the higher the dimensional stability. For certain grades of metal, molds are made from aluminum, but before using these molds, the working surfaces are anodized.
The production of molds is carried out using die-forging equipment. But modern equipment operating under computer control, for example, a turning and milling center, makes it possible to produce particularly precise shapes.
Copper alloy castings
Chill casting produces castings from brass, bronze, and pure copper. Brasses usually have a short crystallization range, good fluidity, but high shrinkage (1.5 - 2.5%). Brass has little tendency to form shrinkage porosity, but intensively dissolves hydrogen. This feature of all copper alloys is most pronounced in silicon brasses, castings from which are often affected by gas porosity.
Tin bronzes have good fluidity, increased shrinkage (1.4 - 1.6%), a large crystallization range, and therefore an increased tendency to form shrinkage porosity in castings. Aluminum bronzes have a short crystallization interval and large shrinkage (1.7 - 2.5%). Castings from them are dense, but these alloys are prone to the formation of oxide films due to the increased oxidability of the aluminum they contain. Films entering the casting body reduce the mechanical properties and tightness of aluminum bronze products. Silicon bronzes, like silicon brasses, are prone to the formation of gas porosity. Lead bronzes are prone to segregation, which deteriorates the properties of castings.
Castings made of copper alloys are often affected by cracks when casting in a chill mold. This makes it difficult to produce complex thin-walled castings in molds. The main way to prevent these defects is good deoxidation and refining of alloys from slag inclusions, which increase the tendency of alloys to form cracks.
The pouring temperature of copper alloys is selected depending on their chemical composition and casting configuration. For individual alloys, the pouring temperature is, °C: tin bronze – 1150 – 1200; aluminum bronzes – 1100 – 1150; silicon brass – 1000 – 1050; lead brass - 1000 - 1100. In this case, massive castings are poured at temperatures close to the lower limit, and thin-walled ones - to the upper limit.
Advantages and disadvantages of chill casting
Casting of this type, like many technological processes, has both advantages and disadvantages. You can compare die casting with sand casting.
The main advantages include the fact that casting in metal molds differs from all others in the quality of the resulting parts, in particular, accuracy. The use of sand cores makes it possible to perform castings of complex shapes.
The use of metal molds allows you to increase labor productivity in foundries. This is due to the fact that operations such as preparing the casting mixture and cleaning castings are excluded from production.
The use of this type of casting makes it possible to reduce allowances for further machining. This approach allows us to reduce the cost of the finished product.
This property of chill molds, such as turnover, makes it possible to mechanize the processes of casting and subsequent processing of castings. For example, the assembly operation of this tooling can be easily automated. In addition, factors that could negatively affect the quality of castings, for example, gas permeability of the mixture, are excluded from the processes. Automation of foundry processes regulates the technological modes of foundry processes, which leads to a change in the nature of the work of the operator of the foundry complex and increases its safety.
Meanwhile, with many advantages, casting of this class also has a number of disadvantages.
The chill mold has a high cost, this is a consequence of its design complexity and high labor intensity of production. This especially applies to tooling into which parts of complex geometric configurations are cast.
Casting equipment of this type has limited durability. The durability of the equipment is determined by the number of high-quality castings. When quality deteriorates, it is simply sent for recycling. Durability is a key economic indicator of casting. Manufacturers and designers of equipment for casting molds of this type around the world are working to improve the durability of this class of molds.
Alloy casting in a chill mold
The intensity of cooling of castings in a mold is significantly higher than in sand or earthen equipment. This results in limited ability to produce castings with thin walls.
Since these equipment does not have sufficient flexibility, this can lead to the appearance of internal stresses in the cast parts. Which are then eliminated using heat treatment.
Chill casting: what is it?
In simple terms, a mold is a mold consisting of two half-molds, a plate and various inserts. Pins and locks are used to center the mold halves and strengthen the structure. This allows you to ensure that the mold inside will be complete and that the final product after casting will correspond to the reference product. The molten metal (the so-called melt) enters the chill mold using a gating system, which is located in the walls of the mold. In addition, the chill mold contains various channels that are connected into a kind of ventilation system. It allows you to remove air and gas bubbles, which directly affects the quality of the final casting.
If we turn to the technological side of the process, chill casting is not a complicated procedure. All operations are relatively simple and do not require much time, which is extremely important in the operation of any plant. In fact, the longest process is the cooling of the casting inside the mold. Specialists and engineers of the Foundry named after. V.V. Karminova built the entire technological route in such a way that the mold casting of aluminum, cast iron and other metals was as automated as possible. This allows us to produce a large number of castings in a short time without loss of quality.
The obvious advantage of the mold as a reusable mold is that there is no need to create a new mold each time for a new product, which reduces the cost of the process and speeds it up. The chill mold is an extremely effective technology when it is necessary to produce several products that will be identical to each other.