Soldering aluminum, as many experts rightly believe, is a rather difficult technological process to perform. Meanwhile, this opinion can be considered correct only in relation to those situations when they try to solder aluminum products using solders and fluxes that are used to join parts made of other metals: copper, steel, etc. If a special flux is used for soldering aluminum , as well as the corresponding solder, then this technological process does not present any particular difficulties.
Soldering aluminum using a propane torch
Process Features
The difficulties encountered in soldering aluminum using traditional solders and fluxes are explained by a number of factors, mainly related to the characteristics of the metal. The main one of these factors is the presence of an oxide film on the surface of aluminum parts, which is characterized by a high melting point and exceptional chemical resistance. When soldering, such a film prevents the connection of the base metal and the solder material.
Before soldering aluminum products, their surfaces must be thoroughly cleaned of the oxide film, for which you can use mechanical processing or use fluxes that contain potent components.
Duralumin parts prepared for soldering
Aluminum itself, unlike the oxide film on its surface, has a fairly low melting point: 660 degrees, which also complicates the soldering process. This characteristic of aluminum leads to the fact that when heated, parts made from it quickly lose strength, and at a certain temperature, in the range of 250–300 degrees, structures made from this metal begin to lose stability. The most fusible component, which is part of the most common aluminum alloys, begins to melt already in the temperature range of 500–640 degrees, which can lead to overheating and even melting of the parts themselves.
The basis of most low-melting solders used for soldering is tin, cadmium, bismuth and indium. Aluminum does not bond well with these elements, which makes solder joints made using them very weak and unreliable. Aluminum and zinc have good mutual solubility, so this element, when used in solders, provides the resulting joint with high strength.
Characteristics of fluxes for soft soldering
Composition of fluxes used for soldering aluminum
Soldering process with an electric soldering iron
The entire technology of soldering wires with a soldering iron can be divided into several successive stages. All of them are repeated in a certain sequence:
- Training of conductors. When soldering wires, they are freed from insulation. After this, the oxide film is removed from them mechanically. You can use a small piece of fine-grit sandpaper. The metal should shine and be light.
- Tinning. Heat the soldering iron to the melting temperature of the rosin (it begins to actively melt when touched). Take a conductor, bring it to a piece of rosin, heat it with a soldering iron so that the entire stripped part of the wire is immersed in rosin. Then take a drop of solder onto the soldering iron tip and spread it over the treated part of the conductor. The solder spreads quickly, covering the wire with a thin layer. To make it distributed faster and more evenly, the wire is turned slightly. After tinning, copper conductors lose their redness and become silvery. This is how all wires that need to be soldered are processed.
That's all. In the same way, you can solder two or more wires, you can solder a wire to some contact pad (for example, when soldering headphones, you can solder the wire to a plug or to a pad on a headphone), etc.
After you have finished soldering the wires with a soldering iron and they have cooled down, the connection must be insulated. You can wrap electrical tape, put it on, and then heat up the heat shrink tube. When it comes to electrical wiring, it is usually recommended to first screw on a few turns of electrical tape, and then put a heat-shrinkable tube on top, which is heated.
Read also: Do-it-yourself ceramic hob repair
Differences in technology when using flux
If active flux is used rather than rosin, the tinning process changes. The cleaned conductor is lubricated with the compound, and then heated with a soldering iron with a small amount of solder. Further everything is as described.
Soldering twists with flux - faster and easier
There are also differences when soldering twists with flux. In this case, you can not tin each wire, but twist it, then treat it with flux and immediately start soldering. The conductors don’t even need to be cleaned—the active compounds corrode the oxide film. But instead, you will have to wipe the soldering areas with alcohol to wash away the remnants of chemically aggressive substances.
Features of soldering stranded wires
The soldering technology described above is suitable for monocores. If the wire is multi-core, there are nuances: before tinning, the wires are untwisted so that everything can be dipped in rosin. When applying solder, you need to make sure that each wire is covered with a thin layer of solder. After cooling, the wires are twisted into one bundle again, then you can solder with a soldering iron as described above - dipping the tip into solder, heating the soldering area and applying tin.
When tinning, multi-core wires must be “fluffed”
Is it possible to solder copper wire to aluminum
Aluminum cannot be combined directly with other chemically active metals. Since copper is a chemically active material, copper and aluminum are not joined or soldered. The point is too different thermal conductivity and different current conductivity. When current passes, aluminum heats up more and expands more. Copper heats up and expands much less. Constant expansion/constriction to varying degrees leads to the fact that even the best contact is broken, a non-conducting film is formed, and everything stops working. That's why copper and aluminum are not soldered.
If there is such a need to connect copper and aluminum conductors, make a bolted connection. Take a bolt with a suitable nut and three washers. At the ends of the connected wires, rings are formed according to the size of the bolt. Take a bolt, put on one washer, then a conductor, another washer - the next conductor, a third washer on top and secure everything with a nut.
Aluminum and copper conductors cannot be soldered
There are several other ways to connect aluminum and copper lines, but soldering is not one of them. You can read about other methods here, but bolted is the simplest and most reliable.
Materials used
When soldering aluminum products, you can use solders of the tin-lead group if you thoroughly clean the surface of the parts and use highly active fluxes. The compounds obtained with their help, due to the poor mutual solubility of aluminum, tin and lead, are characterized by low reliability, and they are also prone to the development of corrosion processes. To make such compounds more resistant to corrosion, they must be coated with special compounds.
The highest quality, reliable and corrosion-resistant solder joint allows us to obtain solders containing zinc, copper, silicon and aluminum.
Solders containing these elements are produced by both domestic and foreign companies. The most common domestic brands are TsOP40, which contains 40% zinc and 60% tin, and 34A, which contains aluminum (66%), copper (28%) and silicon (6%). The zinc contained in the solder for soldering aluminum products determines not only the strength of the resulting joint, but also its corrosion resistance.
Tin-lead solders have the lowest melting point of all of the above. The highest temperatures are those that contain aluminum and silicon, as well as materials containing aluminum along with copper and silicon. The latter, in particular, includes the popular brand 34A solder, the melting point of which is in the range of 530–550 degrees.
For information: materials based on aluminum and silicon melt at a temperature of 590–600 degrees.
Taking into account the melting point, such solders are used in cases where it is necessary to connect large-sized aluminum parts that provide good heat dissipation, or products made of aluminum alloys that melt at fairly high temperatures.
But, of course, low-temperature solders demonstrate maximum ease of use, one of the most common brands of which is HTS-2000.
Solder HTS-200 for soldering parts made of aluminum and non-ferrous metals
The technology for soldering aluminum necessarily involves the use of a special flux, which is necessary in order to improve the adhesion of the base metal to the solder material. That is why it is necessary to approach the choice of such material very responsibly. This requirement is especially relevant in cases where aluminum parts need to be soldered using tin-lead solder. The composition of fluxes contains elements that form its activity towards aluminum. These elements include: triethanolamine, zinc fluoroborate, ammonium fluoroborate, etc.
Flux F-64 for soldering light alloys without preliminary mechanical surface treatment
One of the most popular domestic materials is flux brand F64. The popularity of F64 is due to the fact that this material is characterized by increased activity. Thanks to this quality, it is possible to perform soldering with F64 flux without even cleaning the surface of aluminum parts from the refractory oxide film.
Among the popular high-temperature fluxes, we should highlight the 34A material, which contains 50% potassium chloride, 32% lithium chloride, 10% sodium fluoride and 8% zinc chloride.
Soldering aluminum with tin and flux F 64
Flux F 64 is intended for soldering aluminum. The soldering technique is not complicated. First of all, you need to remove 5 cm of insulation from the wires. The insulation is removed with a sharp knife at an angle to the wire so as not to cut it. Notched aluminum breaks off easily.
Tools and materials for soldering aluminum wire
Next, you need to thoroughly clean the wire with fine sandpaper or a sharp knife. Having stripped the wire, it is moistened with a brush with a plus and with a sharp knife they continue to strip the wire, but now under flux. In this way, the oxide film of the aluminum wire is removed, preventing it from oxidizing again in air. Next, using a heated soldering iron with solder, begin tinning the wire from its end.
If you start tinning the wire near the insulation, then you can burn it. In this case, the insulating properties of the wire will be lost. The wire is tinned with a soldering iron, moving back and forth, while the oxide film is removed from the aluminum. It is not possible to tin the wire straight away. Therefore, flux is again applied to the non-tinned sections of the wire and sections of the remaining oxide film are removed with a hot soldering iron with solder and movements back and forth and serviced.
In this way, the aluminum wire is completely covered with solder. After tinning, the aluminum wire is dipped in a soda solution (5 tablespoons per 200 grams of water) and the remaining flux is washed off with a toothbrush. The flux contains active acids that not only corrode the film, but also the wire itself. Therefore, the remaining flux must be washed off. It will not be possible to wash it off completely, since it partially remains under the solder and eats into the wire.
Read also: Proportions for plaster for pouring into molds
But at least partially it needs to be washed off. Copper wire is not treated with F 64 flux; it is better to use a solution of rosin and alcohol (50% to 50%). Using a brush, apply liquid rosin to the copper wire (having previously stripped it) and use a hot soldering iron to service the wire, starting from the end. The soldering iron tip should be smooth and clean. The shells at the end of the soldering iron tip are removed with a fine file.
And the remains of burnt solder (slag) are wiped off with a sponge or rag. Once the aluminum and copper wires are tinned, they are twisted with pliers, liquid rosin is applied with a brush and the connection is soldered, also starting from the end. If you connect aluminum without tinning with solder, the connection may break down over time. The aluminum-copper connection is a galvanic couple, and when current passes through it, it heats up and destroys the connection.
Table of temperature conditions of solder brands
As a result, the twisted area becomes very hot and charred, which increases the fire hazard. Tin solder is neutral to aluminum, so aluminum wires must be tinned before connecting to copper. POS 61 and POS 50 solders with a low melting point of 190 - 210C are well suited for soldering aluminum wires.
Preparing parts
To obtain a high-quality and reliable connection, it is not enough just to know how to solder aluminum; it is also important to properly prepare the surfaces of the parts to be joined for soldering. This preparation consists of degreasing surfaces and removing the oxide film from them.
For degreasing, traditional means are used: acetone, gasoline or any suitable solvent.
Removing the oxide film before soldering, which is also easy to do with your own hands, is mainly done using mechanical processing, for which you can use a grinder, sandpaper, a metal brush or a stainless wire mesh. Much less commonly used is a chemical method for removing such a film, which involves etching the surface of aluminum parts using acid solutions.
Cleaning surfaces before soldering using a grinder attachment
As is known, an oxide film on the surface of aluminum forms almost instantly upon its contact with ambient air. This process also occurs on a surface that has been cleaned before soldering, but the point of cleaning is that the newly formed film is much thinner than the removed one, so it will be much easier for the flux to deal with it.
Soldering aluminum with copper, tin and rosin
Soldering electrical wires using soldering acid is prohibited in the PUE. This is due to the fact that this acid does not burn completely during soldering. As a result, the junction of the wires is corroded by acid over time, oxides are formed, which heat up when current passes and can cause the insulation to catch fire. These acid-containing fluxes include special fluxes for soldering aluminum, including F 64.
So how to solder aluminum with copper so that the connection is high-quality and durable. In terms of complexity, the method of tinning aluminum with tin and rosin is even easier than tinning aluminum with F 64 flux. But the quality and reliability when tinning with rosin will be high. When tinning aluminum in rosin, you need to make or select a low bath for liquid rosin (rosin 60% and alcohol 40%).
Fluxes for aluminum soldering
Fill the bath with liquid rosin so that the wire is buried in it with 5-10 mm of insulation. The wire, stripped of insulation, is placed in rosin and with a sharp knife (conveniently a scalpel) the oxide film is removed from the aluminum wire without removing it from the bath. That is, under rosin they protect the wire along its entire length from all sides. Under the rosin, a film does not form on the cleaned areas of the aluminum wire, since there is no contact with oxygen.
Now take a heated soldering iron with solder with a power of at least 60 W and lower it onto the bare and free of oxide wire, right at the surface of the rosin, little by little scroll and pull out the already tinned sections of the wire. The essence of the method is that the wire is tinned at the very surface of the liquid rosin. So that the stripped sections of the wire from oxide cannot come into contact with air.
The soldering iron can be immersed 2-3 mm in rosin at times. After tinning the wire a little, lift the soldering iron so that it heats up again. Yes, at the beginning, there will be a lot of smoke, so it is better to learn to solder outdoors or in a room with good ventilation. After several attempts, you will develop your own tinning technique and gain a little experience.
You will decide on the position of the soldering iron, the speed of tinning the wire will increase, that is, skill will appear, and the amount of smoke will decrease. But the wire will be perfectly tinned. Next, as usual, twist the wires and solder them with a small amount of solder.
The remaining rosin on the soldered twisted wires is washed off with a brush and alcohol. The disadvantage of this method is the impossibility of soldering in hard-to-reach places. For such cases, it is better to use other methods for safely connecting aluminum to copper.
There is a widespread belief that it is impossible to solder or tin aluminum (as well as alloys based on it) without special equipment for this.
Two factors are cited as an argument:
- upon contact with air, a chemically resistant and refractory oxide film (AL2O3) is formed on the surface of the aluminum part, resulting in an obstacle to the tinning process;
- The soldering process is significantly complicated by the fact that aluminum melts at a temperature of 660°C (for alloys this ranges from 500 to 640°C). In addition, the metal loses strength when, during the heating process, its temperature rises to 300°C (for alloys up to 250°C), which can cause a violation of the stability of aluminum structures.
Considering the above factors, it is truly impossible to solder aluminum using conventional means. The use of strong fluxes in combination with the use of special solders will help solve the problem. Let us consider these materials in detail.
Heating sources
A gas burner running on propane or butane is predominantly used as an element used to heat the dimensional aluminum parts being connected and melt the solder. If you decide to solder aluminum products with your own hands in a home workshop, then you can use a regular blowtorch.
Easy to use gas blowtorch
When heating, you must be very careful to ensure that the parts being connected do not melt. For this purpose, the surface of the parts is touched with solder as often as possible in order to control the beginning of its melting. This will indicate that the operating temperature has been reached.
When heating parts and solder before starting soldering, it is also necessary to monitor the flame of the gas burner: the mixture of gas and oxygen that forms it must be balanced. This must be done for the reason that a balanced gas mixture actively heats the metal, but does not have a serious oxidizing effect. The fact that the gas mixture is balanced is indicated by the bright blue color of the flame, which is small in size. If the burner flame is too small in size and has a pale blue color, then this is evidence that there is too much oxygen in the gas mixture.
For soldering small aluminum products, electric soldering irons and solders that melt at a low temperature are used.
Soldering techniques
Soldering parts made of aluminum, in terms of execution technology, is practically no different from the process of joining products made of other metals. First, the parts to be joined are degreased and thoroughly cleaned, after which they are placed in the desired position relative to each other. Then it is necessary to apply flux to the area of the future connection and begin heating it together with the solder to operating temperature.
Soldering process of aluminum alloy parts
When the operating temperature is reached, the tip of the solder will begin to melt, so they need to constantly touch the surface of the parts, controlling the heating process.
Soldering aluminum products, for which flux-free solder is used, has its own characteristics. They consist in the fact that in order for the penetration of solder to the surface of the part not to be hampered by the oxide film, its tip must be made in striking movements at the site of the future connection. In this way, the integrity of the film is disrupted, and the solder seamlessly connects to the base metal.
You can see how soldering is done practically in the training video.
There is another technological technique that allows you to destroy the oxide film during the soldering process. This can be done using a stainless steel rod or a metal brush, which is passed over the joint and the already molten solder.
To obtain the most durable connection using the soldering method, the surfaces to be joined must be pre-tinned.
Scope of the process
Not only soldering aluminum at home is of great practical importance. This technology is also actively used at repair and production enterprises. Using the soldering method, it is possible to obtain connections that are characterized by high strength, reliability and aesthetic appeal.
When working with thin sheet aluminum, soldering avoids deformation of the material
This technology is very popular when performing repair work on vehicles, tractors and motorcycles. This popularity is explained by the fact that when soldering there is no change in the structure of the metal being joined, therefore this method of connection in many cases is even more preferable than welding.
There is practically no alternative to soldering when it is necessary to restore the tightness of an aluminum radiator or crankcase, or to repair a worn or damaged part made of an aluminum alloy. It is also convenient that you can do such repairs yourself; this does not require complex and expensive equipment.
Home repaired car radiator
Burnouts, chips and cracks formed in a cylinder block made of aluminum alloy can also be successfully repaired by soldering. This technology is very useful if it is necessary to restore worn internal threads. In this process, the worn threaded hole is filled with molten solder and then a bolt is screwed into it. After the solder has hardened, the bolt is turned out of the hole, and inside it is a thread formed according to the required parameters. This simple operation allows you to obtain a new thread, which in its strength characteristics is in no way inferior to the original one.
In addition, soldering is successfully used to repair and restore the tightness of pipes made of aluminum and alloys of this metal. Such pipes are now actively used in many technical devices. With the help of soldering, you can do it yourself, without resorting to the expensive services of qualified specialists, to repair many objects made of aluminum and its alloys used in everyday life: dishes, stairs, various interior parts, gutters, siding elements, etc. With the help of soldering you can not not only to repair, but also to make any aluminum structures with your own hands.
The use of high-quality consumables and strict adherence to technology, which is quite easy to learn using video lessons, allows you to obtain connections using soldering that are of high quality, reliability, attractive and neat appearance.
How to solder aluminum at home
Soldering wire connections with solder is considered the most reliable method of connecting wires and cable cores. It’s good if you only need to solder copper wires, which are easily tinned with solder. It’s not for nothing that in electronics all terminals of elements are copper and tinned.
Soldering aluminum at home
Once solid wires and stranded cable strands are tinned, they are fairly easy to connect by soldering. How to solder aluminum with tin if the solder is rejected by aluminum oxide. As you know, aluminum is coated with a thin layer of oxide, which instantly forms on aluminum upon contact with oxygen. In order for the solder to adhere well to the aluminum wire, you need to remove the aluminum oxide and then tin it.
For this purpose, the following fluxes exist: soldering acid, special fluxes for aluminum, and a mixture of rosin and acetone. All these advantages destroy or hinder the formation of an oxide film on aluminum. After using this type of flux, the process of tinning aluminum is simplified.
The necessary tools for soldering aluminum with tin are: an electric soldering iron, a sharp knife, pliers for twisting wires, a small file for preparing the soldering iron tip. The materials you will need are: POS 61 or POS 50 solder, flux for soldering aluminum F-64 or similar, sponge.
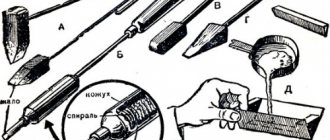
Using improvised means
There are often situations when there is no active flux and solder on hand, which is specifically designed for joining aluminum parts, and they need to be soldered urgently. In such situations, soldering can be done with regular solder consisting of aluminum and tin or tin and lead. In this case, rosin can be used as a flux.
When using this soldering method, the oxide film is destroyed under a layer of rosin, to which metal filings can be additionally added. To destroy it, use a special soldering iron with a scraper, which must first be tinned. The scraper, along with sawdust, destroys the oxide film on the surface of the parts, and rosin prevents the formation of a new one. In addition, the scraper-soldering iron, moving the molten solder over the site of the future connection, ensures its tinning.
Of course, this soldering method is very troublesome and does not always guarantee a high-quality and reliable connection, so it can only be used in extreme cases. It is most advisable to spend time and money on purchasing high-quality solder and flux and not worry about the quality of the connection formed with their help.