Заготовки для волочения
Чаще всего волочение применяется для того, чтобы изготовить разнообразные металлические заготовки. Это могут быть профили с большим или же средним сечением, а также разной формы. Использовать такую процедуру обработки рекомендуется лишь в том случае, если ширина и толщина изначальной заготовки имеют соотношение не более 20.
Кроме этого, волочение металлов также используется и в той ситуации, когда необходимо, чтобы поверхность металла была гладкой и чистой. Чаще всего такие металлические изделия, как профили с большим или же средним сечением, могут быть вытянуты максимум до 6 метров. Волочение металла актуально для изделий с малым сечением и длинной протяженностью заготовки, соотношение между которыми, составляет не более 12. Под такими изделиями обычно понимают проволоки из меди, стали, алюминия. Применение такой операции, как волочение, дает возможность изготавливать проволоку с диаметром до 8 миллиметров. Здесь важно добавить, что если речь идет об обработке проволоки, то после операции волочения обязательно проводится дополнительная обработка. Это может быть дополнительное растяжение на специальных приспособлениях или погружение в специальные составы.
Третий и последний вариант заготовок — это трубы с любой формой и сечением. Волочение металлов особенно эффективно в том случае, если нужно изготовить полые конструкции. Дело в том, что этот метод позволяет выпускать тонкостенные по диаметру (0,3-0,4 мм) трубные изделия.
Виды и методы волочения
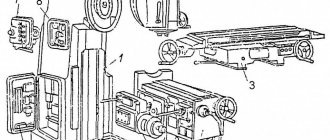
Волочение выполняют на волочильном стане. Конструктивно устройство состоит из таких основных частей: волока (фильера), оправок разной конструкции, протяжного и вспомогательных устройств для автоматизации и механизации процесса. При этом волочильный стан прямолинейной конструкции различают по принципу действия главного двигателя непрерывного действия (траковые), гидравлические, цепные и канатные.
Процесс классифицируют по таким параметрам:
- по типу (мокрое, сухое);
- нагреву заготовки (холодное, горячее);
- количеству протягиваемых заготовок (1, 2, 4, 8);
- степени чистоты получаемого изделия (черновое, чистовое);
- подвижности волока (неподвижный, подвижный);
- количеству переходов (одно- и многократный);
- способу осуществления тяги (гидравлические, барабанные, цепные).
Разнообразие параметров породило огромное количество выпускаемых установок, различающихся техническими характеристиками, технологией выполнения работ и производительностью.
Волочение используют для изготовления труб диаметром 0,3÷500 мм с толщиной стен 0,05÷6 мм. При этом методы изготовления могут быть следующими:
- осадкой;
- профилировочным способом;
- гидродинамическим трением;
- на специальной оправке (закрепленной короткой, длинной подвижной, плавающей);
- на деформирующемся сердечнике;
- с раздачей заготовки трубной формы.
Метод, а следовательно, и оборудование к нему, выбирают в зависимости от требований, предъявляемых к готовому изделию и марки применяемой заготовки. Трубы изготавливают, применяя волочильный стан цепной и барабанной конструкции. В последнем случае волочение называют бухтовым.
Суть процесса
Суть данного метода заключается в следующем. Металлические заготовки в виде полос или же сталь полосового типа с одинаковым сечением подают на станок волочильного типа. Оборудование имеет определенный канал, после прохождения которого, изделие приобретает нужную геометрическую форму и размер.
Каналы либо достаточно близки по диаметру, либо точно такие же по диаметру, как заготовки. Здесь важно отметить, что во время обработки металлов волочением, изделие не сужается сразу до нужных параметров. На протяжении всего канала от его входа к выходу диаметр постепенно уменьшается и только на самом выходе он равен тому показателю, который требуется получить в итоге. Здесь важно отметить, что поперечное сечение материала, которое и подвергается протягиванию, всегда будет больше, чем поперечное сечение канала самого оборудования. Именно за счет этой разницы и осуществляется эффективное изменение параметров.
О сути операции, процессе выполнения
Волочение – это название для процесса, при котором происходит протягивание заготовок через отверстия, которые сужаются. При этом исходный материал может быть любым:
- Алюминий.
- Сталь.
- Медь – она тоже допускает использование такого инструмента, как фильеры для волочения проволоки.
Волока – это инструмент, который используется для решения задачи. Фильера – название отверстия, конфигурацией определяющего форму профиля в готовом виде, после обработки.
По сравнению с прокаткой в исполнении волочильщика, методика волочения гарантирует повышение чистоты и точности на поверхности проволоки. То же касается труб, прутков и других деталей с различными габаритами. После такой обработки меняются характеристики материала, только в лучшую сторону. Это связано с тем, что детали в готовом виде получают дополнительное укрепление.
Особенно популярна технология при изготовлении фасонных профилей, требующих высокой прочности. Удачно получаются трубы с разным диаметром, проволоки с сечением в пределах от 1-2 микрон до 10 миллиметров. Возможны и большие показатели. Призма волочения помогает добиться точного результата.
При использовании современных технологий волочения гарантирована высокая производительность оборудования. При волоках это тоже просто. Даже операции с высокой скоростью не мешают добиваться результатов постоянно, без периодических сбоев. Величины обжатия исходного материала остаются серьёзными. Надо только использовать правильный станок для волочения проволоки.
Сам процесс волочения состоит из нескольких этапов, среди которых:
- Сначала исходное сырьё проходит травление в сернокислом растворе, температура которого составляет примерно 50 градусов. Данную операцию выполняют для продления срока службы у матриц. Эффект достигается за счёт снятия окалины с заготовок.
- После первого этапа осуществляют отжиг металлической поверхности, предварительный. Его выполняют с целью увеличения различных характеристик исходного материала. Так обеспечивается мелкозернистая структура у основания. Кроме того, современные методы защищают провод от повреждений.
- Агрессивный раствор нейтрализуют, чтобы можно было провести травление. После заготовки промывают. Без этого волочение труб невозможно.
- Концы исходного металлического сырья заостряются при помощи молота или ковочных волков.
- Непосредственно процесс волочения.
- Выполнение отжига. На этом волочение труб заканчивается.
Готовая проволока может подвергаться дополнительным операциям по обработке, включая резку изделий на требуемые по длине отрезки, правку, снятие концов и так далее. Отпечатки на изделиях не появляются.
Это интересно: Виды и особенности токарной обработки металла
Выполнение процедуры
Здесь нужно обратить внимание на несколько нюансов. Для начала важно знать, что обработка металлов давлением (волочением) осуществляется на специальной установке, которая называется волочильным станом. Прежде чем приступить к процедуре протягивания, необходимо заострить торец заготовки. Процедура должна выполняться таким образом, чтобы изделие без каких-либо проблем могло проникать в канал станка и при этом выходить на небольшое расстояние в том месте, где оно заканчивается. Конец, который «выглядывает», фиксируется прибором, входящим в состав волочильного стана. После этого и стартует сам процесс.
Видео и краткое описание волочения медной продукции
Волочильный процесс при производстве медной проволоки базируется на использовании литых заготовок. Их сначала сплавляют, после чего в горячем состоянии прокатывают. Такой процесс обуславливает появление на катанке пленки из оксидов. Чтобы удалить ее, заготовку обрабатывают разбавленной кислотой, и только после этого выполняют волочение.
Также получение медной проволоки осуществляется по технологии погружного формования. В этом случае поверхность катанки получается чистой. Подобным образом изготавливают максимально тонкие изделия (около 10 микрометров). Но при формовании погружного типа необходимо правильно подобрать смазочные составы, которые обладают высоким качеством и особыми свойствами. К таковым относят следующие смазки:
- комплексные растворы: неионогенные поверхностно-активные вещества, соли (щелочные) жирных сульфированных масел, присадки щелочного состава;
- эмульсии: антипенные, анионные, стабилизирующие соединения, сложные синтетические эфиры, жирные естественные и минеральные углеводородные масляные составы;
- синтетические вещества: соли (неорганические и органические), полимерные растворы.
Виды операции волочения
Прессование и волочение металлов, как и любая другая операция, имеют несколько видов исполнения:
- Чистовое и черновое протягивание заготовки. Естественно, что если выполняется чистовая протяжка, то она же станет и финальной. Это значит, что на выходе изделие будет иметь необходимые параметры, сечение и так далее. Черновое протягивание еще называют заготовительным.
- Волочение может быть многониточным и однониточным. Здесь все довольно просто и понятно, при первом способе можно протягивать сразу несколько заготовок, а точнее, до восьми за один раз. Единственное, на что стоит обратить внимание, так это на то, что количество нитей всегда должно быть четным, то есть, 8, 4, 2.
- Есть процесс волочения металла, который именуется мокрым. В таком случае необходимо применять мыльную эмульсию. Может быть также и сухая обработка. В таком случае применяется емкость с раствором эмульсии.
- Сама процедура может быть многократной или однократной. Другими словами, здесь учитывается количество протягиваний, которое прошла одна и та же заготовка на стане.
Безоправочный метод обработки
Существует достаточно много способов волочения металлов и сплавов, а потому каждый стоит рассмотреть кратко.
Может применяться такой метод, как безоправочное протягивание. Данный метод подразумевает работу с заготовками из таких материалов, как цветные сплавы и металлы, а также различные трубные заготовки. Чаще всего этот метод выполняется при наличии двух волоков. Один применяется для того, чтобы осуществить обжатие по сечению, а второй — для центровки. Недостатком является то, что поверхность при такой процедуре сильно теряет в качестве, а потому метод используется лишь для уменьшения диаметра труб.
Волочение труб
Трубы при волочении изготовляют за несколько проходов с постепенным уменьшением диаметра и толщины стенок. Перед волочением трубы выполняют ряд подготовительных операций: осмотр, зачистку, разрезку на части, забивку концов, травление, нанесение технологических покрытий и смазки.
Волочение труб (рис. 206) осуществляют несколькими способами: без оправки, на короткой оправке, на длинной оправке и на деформируемом сердечнике.
Волочение без оправки применяют в том случае, когда необходимо уменьшить только диаметр трубы. Деформацию проводят с помощью волоки, неподвижно закрепленной в упоре (люнете) волочильного стана. Волочение на короткой оправке применяют для одновременного уменьшения диаметра и толщины стенки трубы.
В настоящее время получил распространение способ волочения на плавающей оправке— разновидность способа волочения на короткой оправке. В основу конструкции всех волочильных станов положен общий принцип: применение непрерывно движущихся цепей для перемещения трубы в процессе волочения. На современных волочильных станах все операции механизированы. Длина труб после волочения ограничена длиной волочильного стана. Наиболее совершенны и производительны волочильные агрегаты, где процесс производства труб проводят на барабан в бунты. Длина труб может достигать 100 мм и более, а скорость волочения 100 — 200 м/мин.
Волочение на непрерывных волочильных станах является весьма прогрессивным способом производства труб.
Другие способы протягивания
При выполнении операции нужно знать, какие величины характеризуют деформацию металла при волочении. В качестве таких параметров выступают обжатие по толщине заготовки, а также ее удлинение, по отношению к начальному размеру.
Достичь лучшего качества, чем при предыдущем методе обработки можно, если использовать другие варианты:
- Бухтовый. Данная процедура считается достаточно оптимальной, если необходимо обработать трубные заготовки из таких материалов, как медь, латунь, алюминий. Подразумевается протяжка смотанной в бухту заготовки. При использовании метода можно получить тонкостенные трубки с толщиной от 0,2 до 3 миллиметров и сечением от 1 до 70 миллиметров. Олифа, водная эмульсия, растительные или минеральные масла — это обязательные составы, без которых нельзя проводить такую операцию.
- Проведение операции на оправке, которая может быть деформируемая, зафиксированная.
- Один из распространенных методов называется стрежневым. Суть заключается в том, что внутрь заготовки вставляется стержень, выполненный из прочной марки стали. Операция протягивания выполняется вместе с этим стержнем, который удаляется после того, как вся заготовка прошла через волок. Чаще всего изготавливаются капиллярные трубки, сечение которых не более 1 мм.
Возможен также вариант протяжки труб на барабанах, относящихся к трубоволочильной группе, а также на траковых станах, которые снабжены цепями. Выбор способа основывается не только на том, какое оборудование имеется в наличии, а также и на свойствах и виде металла, из которого сделана обрабатываемая заготовка.
Способы удаления окалины
Заготовку освобождают от окалины разными методами. Часто их применяют совместно.
Химический
Используют растворы кислот – азотной, соляной, фосфорной, плавиковой и др.
Перед погружением заготовку подвергают следующим видам обработки:
- обезжириванию;
- шлифованию;
- полировке;
- вырезанию бракованных участков.
Для удаления окалины используют растворы кислот.
Раствор нагревают до температуры +50°С. После обработки заготовку моют в воде или растворителе и сушат 1 час в печи при температуре +75…+100°С. Правильно обработанный металл становится матовым.
Недостаток очистки кислотами состоит в том, что процедура сопряжена с риском для здоровья и требует от волочильщика умения работать с опасными веществами.
Механический
Заготовку сгибают, скручивают и растягивают, а затем обрабатывают инструментами:
- абразивными щетками;
- иглорезами;
- микрорезцовыми приборами.
Заготовку обрабатывают абразивными щетками.
Электрохимический
Травление кислотой сочетают с действием постоянного электрического тока.
Различают 2 разновидности метода:
- Анодный. К заготовке подсоединяют положительны полюс источника тока. В результате на ней собирается кислород, что приводит к отслоению оксидов. Метод используют для удаления тонких пленок с поверхности легированной и углеродистой стали.
- Катодный. Подсоединяют отрицательный полюс, в результате на заготовке собирается водород. Он восстанавливает оксиды железа. Это более опасный метод: отслоение окалины невозможно точно контролировать, металл часто становится хрупким.
Комбинированный
Подразумевает совмещение химического и электрохимического методов. Комбинированный способ используют в наиболее сложных случаях.
Специальные станы для протяжки
Может проходить обработка металла волочением в несколько проходов. Картинка будет представлена для наглядного примера.
Что касается заготовок, то они, чаще всего, из цветного металла и стали. Начальное сечение может быть равно 0,01 мм. Оборудование отличается типом волока, который на нем установлен. Допустим, станы с алмазными волоками применяются только для наиболее тонких изделий. Твердосплавный волок используется для средних и толстых заготовок. Стальное оборудование применяется только для работы с самыми крупными изделиями.
Само по себе устройство станов также может достаточно сильно отличаться. Некоторые из них могут развивать скорость обработки до 50 метров в секунду. Другие могут быть снабжены более чем двумя десятками волоков сразу. Определенные конструкции позволяют работать как со скольжением, так и без него. Барабаны для бухтовой обработки могут быть горизонтальными или вертикальными, может присутствовать электрический привод индивидуального типа или же группового типа.
Лекция 9. Прессование и волочение
Прессование
Прессование
– вид обработки давлением, при котором металл выдавливается из замкнутой полости через отверстие в матрице, соответствующее сечению прессуемого профиля.
Это современный способ получения различных профильных заготовок: прутков диаметром 3…250 мм, труб диаметром 20…400 мм с толщиной стенки 1,5…15 мм, профилей сложного сечения сплошных и полых с площадью поперечного сечения до 500 см2.
Впервые метод был научно обоснован академиком Курнаковым Н. С. в 1813 году и применялся главным образом для получения прутков и труб из оловянисто-свинцовых сплавов. В настоящее время в качестве исходной заготовки используют слитки или прокат из углеродистых и легированных сталей, а также из цветных металлов и сплавов на их основе (медь, алюминий, магний, титан, цинк, никель, цирконий, уран, торий).
Технологический процесс прессования включает операции:
подготовка заготовки к прессованию (разрезка, предварительное обтачивание на станке, так как качество поверхности заготовки оказывает влияние на качество и точность профиля); нагрев заготовки с последующей очисткой от окалины; укладка заготовки в контейнер; непосредственно процесс прессования; отделка изделия (отделение пресс-остатка, разрезка).
Прессование производится на гидравлических прессах с вертикальным или горизонтальным расположением плунжера, мощностью до 10 000 т.
Применяются две метода прессования: прямой
и
обратный
(рис. 15.)
При прямом прессовании движение пуансона пресса и истечение металла через отверстие матрицы происходят в одном направлении. При прямом прессовании требуется прикладывать значительно большее усилие, так как часть его затрачивается на преодоление трения при перемещении металла заготовки внутри контейнера. Пресс-остаток составляет 18…20 % от массы заготовки (в некоторых случаях – 30…40 %). Но процесс характеризуется более высоким качеством поверхности, схема прессования более простая.
Рис. 15. Схема прессования прутка прямым (а) и обратным (б) методом
1 – готовый пруток; 2 – матрица; 3 – заготовка; 4 — пуансон
При обратном прессовании заготовку закладывают в глухой контейнер, и она при прессовании остается неподвижной, а истечение металла из отверстия матрицы, которая крепится на конце полого пуансона, происходит в направлении, обратном движению пуансона с матрицей. Обратное прессование требует меньших усилий, пресс-остаток составляет 5…6 %. Однако меньшая деформация приводит к тому, что прессованный пруток сохраняет следы структуры литого металла. Конструктивная схема более сложная
Процесс прессования характеризуется следующими основными параметрами: коэффициентом вытяжки, степенью деформации и скоростью истечения металла из очка матрицы.
К основным преимуществам процесса относятся:
· возможность обработки металлов, которые из-за низкой пластичности другими методами обработать невозможно;
· возможность получения практически любого профиля поперечного сечения;
· получение широкого сортамента изделий на одном и том же прессовом оборудовании с заменой только матрицы;
· высокая производительность, до 2…3 м/мин.
Недостатки процесса :
· повышенный расход металла на единицу изделия из-за потерь в виде пресс-остатка;
· появление в некоторых случаях заметной неравномерности механических свойств по длине и поперечному сечению изделия;
· высокая стоимость и низкая стойкость прессового инструмента;
· высокая энергоемкость.
Технико–экономические показатели получения изделий методом прессования
Волочение
Сущность процесса волочения заключается в протягивании заготовок через сужающееся отверстие (фильеру) в инструменте, называемом волокой. Конфигурация отверстия определяет форму получаемого профиля. Схема волочения представлена на рис. 16.
Рис.16. Схема волочения
Волочением получают проволоку диаметром 0,002…4 мм, прутки и профили фасонного сечения, тонкостенные трубы, в том числе и капиллярные. Волочение применяют также для калибровки сечения и повышения качества поверхности обрабатываемых изделий. Волочение чаще выполняют при комнатной температуре, когда пластическую деформацию сопровождает наклеп, это используют для повышения механических характеристик металла, например, предел прочности возрастает в 1,5…2 раза.
Исходным материалом может быть горячекатаный пруток, сортовой прокат, проволока, трубы. Волочением обрабатывают стали различного химического состава, цветные металлы и сплавы, в том числе и драгоценные.
Основной инструмент при волочении – волоки различной конструкции. Волока работает в сложных условиях: большое напряжение сочетается с износом при протягивании, поэтому их изготавливают из твердых сплавов. Для получения особо точных профилей волоки изготавливают из алмаза. Конструкция инструмента представлена на рис. 17.
Рис.17. Общий вид волоки
Волока 1 закрепляется в обойме 2. Волоки имеют сложную конфигурацию, ее составными частями являются: заборная часть I, включающая входной конус и смазочную часть; деформирующая часть II с углом в вершине (6…18 0 – для прутков, 10…24 0 – для труб); цилиндрический калибрующий поясок III длиной 0,4…1 мм; выходной конус IV.
Технологический процесс волочения включает операции:
предварительный отжиг заготовок для получения мелкозернистой структуры металла и повышения его пластичности; травление заготовок в подогретом растворе серной кислоты для удаления окалины с последующей промывкой, после удаления окалины на поверхность наносят подсмазочный слой путем омеднения, фосфотирования, известкования, к слою хорошо прилипает смазка и коэффициент трения значительно снижается; волочение, заготовку последовательно протягивают через ряд постепенно уменьшающихся отверстий; отжиг для устранения наклепа: после 70…85 % обжатия для стали и 99 % обжатия для цветных металлов ; отделка готовой продукции (обрезка концов, правка, резка на мерные длины и др.)
Технологический процесс волочения осуществляется на специальных волочильных станах. В зависимости от типа тянущего устройства различают станы: с прямолинейным движением протягиваемого металла (цепной, реечный); с наматыванием обрабатываемого металла на барабан (барабанный). Станы барабанного типа обычно применяются для получения проволоки. Число барабанов может доходить до двадцати. Скорость волочения достигает 50 м/с.
Технико-экономические показатели работы волочильных станов.
Варианты протяжки проволоки
На самом деле существует несколько вариантов исполнения даже такой простой операции, как протяжка проволоки.
- Есть вариант, при котором захват проволоки не нужен. Заготовка движется вперед за счет усилия, приложенного с обратной стороны. Называется метод беззабивочным.
- Есть способ, который получил название гидродинамического. В данном случае подразумевается использование оборудования комбинированного типа. В состав такой техники входит насадное кольцо, напорная, а также рабочая волока. Стан приводится в действие от работы насосов с высоким давлением. Проблема заключается в том, что установка, а также использование данного стана, в плане стоимости слишком дороги. По этим причинам используется он только в том случае, если применение других вариантов, более простых, невозможно.
О других важных особенностях процедуры
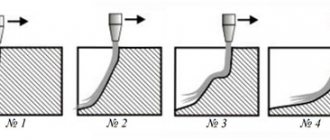
Согласно мнению специалистов, технология отличается только одним существенным недостатком. Это то, что показатель деформации проволоки получается слишком маленьким. Так получается из-за ограничения, причиной которого служит прочность конца выхода у заготовки. Какая сила деформации прилагается – такой получаем и результат. Следы волочения тоже бывают разными.
Исходный материал всегда должен быть катаным, прессованным, непрерывно литым. Это касается углеродистых и легированных сталей, цветных металлов. Литьё будет качественным только в том случае, если у основания присутствует определённая структура. О следах пятен тогда можно будет забыть.
Патентирование – технология, которая раньше всегда использовалась для стальных проволок. При данной процедура сначала материал нагревался до температуры аустенизации. А затем проводили экспозицию при помощи соляного или свинцового расплава. Выдержка предполагала сохранение температуры примерно на уровне 500 градусов по Цельсию. Это тоже отличие от волочения.
В наше время можно обойтись без таких сложных процедур. При выходе с прокатного оборудования стала гораздо легче обеспечить требуемые характеристики. Каждый станок оснащается специализированной системой охлаждения. Сейчас рабочие процессы не обходятся без мыльной стружки для сухого волочения.
Что можно изготовить на стане
На станах волочильного типа можно без проблем изготавливать прутья квадратной, круглой или шестигранной формы. При этом они будут холоднодеформированного типа. Тут важно отметить, что даже незначительные изменения в технологическом процессе протекания процедуры позволяют изготавливать разные заготовки. Крупные изделия — с сечением более 3 см, мелкие прутки — с сечением менее 2,5 см. наиболее стандартная схема обработки выглядит таким образом: изделие в бухте помещается на стан, а далее выполняется процедура волочения. При стандартной обработке это всегда однократное волочение. После этого конструкция отправляется на автоматическую линию, где обычно и проходит финальную стадию обработки.
Основные этапы процесса
К конечному продукту, получаемому волочением, предъявляются определенные требования, которые указываются в технологических характеристиках. Заготовка проходит определенные этапы, которые влияют на конечный результат. Они следующие:
- отжиг заготовки для получения мелкозернистой структуры и повышения пластичных свойств;
- удаление с поверхности заготовки окалины;
- промывка заготовки после травления в растворе серной кислоты;
- нанесение специального слоя, состав которого зависит от материала заготовки;
- волочение на стане;
- устранение наклепа;
- доработка полученной продукции (обрезка на необходимую длину, отделка концов).
Как правило, они влияют на плотность, твердость, текучесть, электрическое сопротивление материала (увеличиваются), пластические, антикоррозионные свойства (уменьшаются). Такое проявление, называемое наклепом, устраняют с помощью термообработки – нормализацией, патентированием, отпуском, отжигом. Выбор метода зависит от марки металла или сплава, условий проведения процесса волочения.
Особые виды протяжки
Так как на сегодняшний день технологии развились достаточно сильно, то иногда волочение может быть выполнено по одной из двух инновационных технологий. Первая называется электропластической. Метод основан на принципе того, что если во время протяжки пропустить через заготовку электрический ток, то усилия, требуемые для волочения, значительно снижаются. Используется этот инновационный метод чаще всего при обработке сплавов, которые сами по себе достаточно плохо поддаются любой деформации.
Ультразвуковой метод используется в частности для тех конструкций, которые изначально по своим характеристикам склонны к таким недостаткам, как деформационное старение, а также снижение пластических свойств при нагреве.