Сегодня без технологии гидроабразивной резки металла не обходится ни одна металлопрокатная и машиностроительная отрасль. Зачастую добиться нужного качества среза не получается даже с помощью плазменной резки, поэтому используется оборудование для порезки посредством гидроабразивной струи воды.
Гидроабразивную резку металлов водой впервые использовала авиастроительная компания в Америке, которая в дальнейшем предоставила данные о том, что эта технология является лучшим способом для порезки стали и других тугоплавких металлов. С этого времени водно-абразивный способ не перестает пользоваться популярностью в различных промышленных сферах.
Процесс гидроабразивной резки
Собственно процесс гидроабразивной резки состоит из четырех фаз.
- Фаза № 1. Образования изогнутой фронтальной поверхности резания. Сфокусированный гидроабразивный струя прорезает в заготовке узкую щель – струя постепенно вводится в заготовку и с постоянной скоростью резания движется по ней.
- Фаза № 2. Начало образования ступеньки (обрыва). Угол между струей и поверхностью резания постепенно увеличивается.
- Фаза № 3. Завершение образования ступеньки (обрыва), смещение ее вниз. Снятие слоя материала происходит лишь на небольшом отрезке фронтальной поверхности резания.
- Фаза № 4. Восстановление исходного состояния. Ступенька довольно быстро «вдавливается» в заготовку. По мере смещения ступеньки вниз снова образуется ровная поверхность резания – начальное состояние резки восстанавливается.
Описанный выше процесс имеет циклический характер.
В процессе резки гидроабразивной струей вода выполняет лишь функцию носителя. Резки обусловлено съемом (скалыванием) определенного количества слоев материала, которое вызвано ударами твердых частиц абразива. Наличие абразива в струе увеличивает его технологические возможности, позволяет резать металл.
Наиболее распространенными абразивами являются кварцевый песок, гранатовый абразив, оливин, карбид кремния и электрокорунд. Широкое применение указанных выше абразивных материалов объясняется их относительной дешевизной, твердостью и высокими режущими свойствами. Например, гранатовый абразив является твердым и тяжелым; благодаря этому он является фактически устойчивым в течение всего цикла использования. Это дает возможность получать высокое качество среза с определенной глубиной шероховатости, в зависимости от размера зерна и скорости резки. На основе высокой вязкости такой абразив неоднократно может быть использован повторно. Отечественные предприятия в основном используют кварцевый песок.
Как и при любом виде обработки материалов, наиболее благоприятные условия для освоения процесса гидроабразивной резки могут быть достигнуты за счет выбора его оптимальных технологических параметров: давления рабочей жидкости, формы и диаметра отверстия водяного и абразивного сопел, количества абразива, подаваемого расстоянии от сопла к разрезающей поверхности, скорости подачи, качества поверхности резки. Анализ этих параметров требует детального изучения и имеет существенное значение при исследовании данной технологии.
Конструкция станка для гидроабразивной резки
Газокислородная резка металла
Независимо от цены и комплектации станок чаще всего включает в себя такие элементы:
- корпус;
- резервуар для воды от 2 квадратных метров в объеме;
- насос, способный прокачивать жидкость от резервуара до зоны резки под высоким давлением;
- шланги для транспортировки воды;
- заправочная емкость и система подачи и смешивания воды с абразивом;
- штуцер с форсункой в качестве водяного «резака». Его параметры регулируются посредством автоматики;
- рабочий стол для крепления обрабатываемой заготовки, он находится в специальной ванне;
- кожух для защиты;
- блок автоматического управления для координации движения рабочего стала и водяного резака, способный контролировать и задавать рабочие параметры.
Некоторые части станков для гидроабразивной резки тоже имеют свои особенности. Например, рабочая ванна, где происходит процесс резки, оснащена, в свою очередь, такими элементами, как:
- несущими опорами из нержавейки, которые можно быстро заменить при износе;
- быстросъемными ребрами, которые поддерживают разрезаемый материал. Их ставят на опоры;
- системой оперативного набора и выпуска воды, что обеспечивает обработку материалов, целиком погруженных в жидкость.
А абразивный бак позволяет даже в процессе работы пополнять запасы абразивных материалов и оснащен специальными датчиками, контролирующими объемы наличия абразивов.
- проверяют количество поступающего материала при обработке;
- помогают остановить станок, если в головку для резки попадает посторонний материал.
Насос высокого давления является ключевым узлом станка, он сжимает воду и доставляет ее в рабочую зону. А система ЧПУ позволяет управлять всеми параметрами резки в автоматическом режиме.
Также есть система поддержки постоянного зазора в виде контактного механизма, проходящего по листу, который поддерживает оптимальное расстояние между поверхностью обработки и фокусирующей трубкой. Это улучшает качество и точность резки и не позволяет трубке и поверхности столкнуться.
Угловая голова – тоже очень важный элемент конструкция гидроабразивного станка. Он нужен для следующих задач:
- обеспечения движения режущей головки в двух плоскостях с учетом поворотов на углы наклона. Благодаря этому станком можно обрабатывать фаски, кривые поверхности;
- обеспечения неизменности угла и высокой точности при фаске или компенсации конусности изделия;
- сложные поверхности можно обрабатывать сразу в пяти координатах.
Дополнительные элементы станка
Если есть необходимость, гидроабразивный станок дополнительно можно оснастить ультразвуковой или лазерной системой сканирования поверхности для выявления неровностей и поддержания зазора, а также обеспечения точности резки.
Также оборудование за дополнительную цену можно дополнить прибором для удаления отработанных абразивов. Его особенности такие:
- включает в себя бак-отстойник и насос;
- насос применяется мембранного типа, который может быть применен в агрессивной среде;
- бак оборудован быстросъемными разъемами для шлангов и может быть транспортирован посредством кран-балки или погрузчика.
Какое давление воды нужно для резки металла
Вода, нагнетаемая насосом должна иметь давление порядка 1 500–6 000 атмосфер. Выходя через узкое сопло с околозуковой или сверхзвуковой скоростью (до 900–1200м/c и больше), водная струя направляется в смесительную камеру, где происходит смешивание с частицами абразива. Образованная струя выходит из смесительной трубки с диаметром внутри 0,5–1,5 мм и режет метал. Для гашения остаточного давления струи применяется слой воды толщиной 75–100 см.
Недостатки технологии
К недостаткам данной технологии относят:
- конструктивные трудности, проявляющиеся при создании высокого давления жидкости;
- незначительную стойкость водяного и абразивного сопел – быстрое стирание (ресурс отечественных сопел составляет 50 час., иностранных – 500-1000 час.);
- сложность изготовления сопла;
- образования косины до 1,5 по высоте заготовки.
- а – при высокой скорости резания;
- б – при очень низкой скорости резки — верхние кромки реза имеют незначительное закругление
При износе абразивного сопла или увеличении скорости резки ширина щели увеличивается – профиль щели имеет слабо выраженную V-образную форму. При очень маленькой скорости резки профиль щели имеет А-образную форму – турбулентность вызывает эрозию материала. Случай считается положительным, если нужны закругленные верхние кромки.
- а – при расстоянии между соплом и заготовкой 2-4 мм;
- б – при расстоянии между соплом и заготовкой больше 4 мм
Читать также: Приспособление для распиловки бревен на доски бензопилой
Ежегодно металлургическими предприятиями мира выплавляются сотни тысяч тонн стали. Повышенные требования к качеству среза привели к появлению новых технологий обработки. Особенно если учитывать, что многие сплавы являются достаточно твердыми. Наиболее передовые технологии – это лазерная и резка водой металла (гидроабразивная). Суть последней мы и рассмотрим детально в данной статье.
Технология выполнения гидроабразивной резки
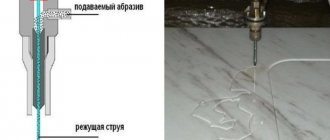
Операция по выполнению гидроабразивной резки заключается в обработке заготовки водяной струей под большим давлением с добавлением в воду режущего вещества в виде мелких частиц твердых горных пород. Для точного позиционирования режущей струи используется лазер и специальная направляющая головка, выполненная из прочного сплава.
Рис. 1 Рабочая операция резки материала под большим давлением на гидроабразивном станке.
Операция резки протекает под воздействием абразивной смеси за счет использования специального насоса, от характеристик которого зависит толщина реза и скорость обработки заготовки. Для управления процессом на станке устанавливается регулятор мощности, который позволяет изменять толщину и скорость реза заготовки. При обработке наиболее прочных материалов применяют трехкомпонентный наполнитель, менее прочных – двухкомпонентную смесь (вода + абразив).
Большую роль в технологическом процессе играет напор воды, который должен иметь рабочие параметры не менее 4700 кг/см2 и скорость до 1200 м/сек.
Для точного позиционирования струи используются специальные сопла, которые имеют различный диаметр выходного отверстия, что позволяет за счет смены головки регулировать толщину реза. Ресурс работы водяных сопел обычно составляет 60 — 100 час. по истечении, которого производится их замена.
Для приготовления абразивной смеси на станке установлена специальная смесительная камера, где производится смешивание различных компонентов согласно заданной программе.
Для автоматизации операций обработки используется блок автоматики, который регулирует операцию резки и скорость подачи режущего вещества, а также осуществляет компенсацию конусности за счет использования технологии Flow Dynamic Waterjet. Система автоматически производит регулировку позиционирования головки со сменой направления угла сопла.
Гидроабразивные станки используются для разделки материалов:
- нержавеющей стали;
- алюминия;
- титана;
- гранита;
- мрамора;
- углепластика;
- стекла
с образованием ровного реза необходимой толщины.
Первые испытания
Еще в 30-х годах 20-го столетия американские и советские ученые озадачились данным вопросом. Толчком стало то, что необходимо было добиться высокой точности и скорости проведения работ. Первые разработки начали проводиться в 50-х годах 20-го столетия инженерами США и СССР. В 1979 году стали использовать песок, который добавлялся в струю с водой, так и появилось понятие «гидроабразивная». Ключевые требования – высокое давление и скорость подачи воды на обрабатываемую поверхность.
Уже в 1983 году было развернуто серийное производство оборудования для гидроабразивной резки (ГАР). По сути, даже сегодня это один из самых идеальных инструментов для резки, так как не имеет износа и есть возможность регулирования диаметра струи. Таким методом можно работать с толщиной листа до 300 мм. Это привело к тому, что резка водой металла стала активно применяться в авиастроении, машиностроении, камнеобработке и производстве бронетехники и космической промышленности.
Принцип работы и описание технологии
В основе лежит принцип эрозионной обработки. Заключается он в том, что на обрабатываемый металл подается струя воды под высоким давлением с абразивными частицами. В результате этого происходит отрыв частиц обрабатываемого металла. Различные параметры, такие как скорость и глубина, регулируются с помощью диаметра струи и размера, а также расхода абразива.
Основной компонент системы – насос высокого давления (4 000 бар). Он сжимает воду и подает на специальное водяное сопло, за которым находится смесительная камера. Там происходит смешивание гранатового песка и воды. Дальше смесь поступает в алмазное или же твердосплавное сопло, которое имеет диаметр до 1,2 мм. Из него со скоростью более 1 000 м/с гидроабразив попадает непосредственно на обрабатываемый металл. Так и происходит резка металла водой, а сейчас идем дальше.
Использование гидроабразивных станков и принцип работы
Устройства для резки металла гидроабразивом универсальны в использовании, так как их возможности не завершаются на раскрое металлических изделий. Технология основывается на специально созданной системе подачи воды под большим давлением на обрабатываемую плоскость.
Дополнительным элементом жидкости является абразив, добавляющийся в воду. Как правило, в роли абразивной добавки применяют микрочастицы песка. Вода и песок одновременно попадают в смеситель из отдельных емкостей, в котором тщательно смешиваются. Затем полученная смесь под высоким давлением подается в сопло станка.
После, рабочий водно-абразивный резак, в виде сильной струи с определенными характеристиками, подается на деталь и разрезает его.
В этом случае скорость гидроабразивной резки можно сравнить только что со скоростью плазмореза, но вот качество выполненного этим способом среза соответствует только качеству резки лазером.
Быстрое развитие современных технологий дало возможность усовершенствовать станки благодаря расширению их рабочих возможностей. За счет чего их сфера использования значительно увеличилась.
Сегодня водно-абразивные станки позволяют:
- Вырезать изделия любых геометрических форм с помощью числового программирования. В этом случае обработка происходит полностью в автоматизированном режиме и не требует наличия оператора. Станок управляется специально установленной компьютерной программой. Гидроабразивная порезка труб дает возможность сделать необходимую окружность без каких-либо погрешностей;
- Делать нестандартный рез любого материала, причем изменяющийся наклон разреза не сказывается негативно на качестве. Процесс работы, который выполняется под любым наклоном, позволяет на выходе получить абсолютно готовое изделие и не подвергать его финишной обработке;
- Гидроабразивный способ нашел свое применение и в области искусства. Оборудование дает возможность изготавливать различные украшения и предметы дизайна, как правило, обработка фигур делается с помощью ЧПУ;
- Установки для обработки гидроабразивом, применяемые в металлопрокате, позволяют делать разрезание максимальной толщины любого металла, это можно увидеть на видео. Так, обработка изделия из среднеуглеродистого металла может происходить с использованием материала, у которого максимальная толщина – 20 см. Наибольшая толщина титанового сплава составляет 16-18 мм; высокопрочные металлы могут быть толщиной 11 мм. Но вот толщина медного изделия достигает только 6 мм.
Об особенностях ГАР
Высокие режущие свойства удается получить благодаря наличию высокопрочного абразива. При этом стабильный поток обеспечивается только в том случае, если частицы гранатового песка не превышают 30 % от сечения струи. Вода же по большей части выполняет исключительно транспортную функцию. Размер абразива зависит и от требований, выдвигаемых к качеству реза. Чем они ниже, тем более крупные частицы допустимо использовать.
Когда выполняется резка водой металла, то крайне важно подобрать оптимальную твердость абразива. Показатель зависит от обрабатываемого материала. Чем он более твердый, тем жестче применяют песок. Рекомендуют не использовать абразив твердостью менее 6,5 по шкале Мооса. В это же время стоит обратить внимание и на износ сопла. Чем жестче песок, тем быстрее оно подвергается износу. Поэтому на данном этапе крайне важно провести теоретические расчеты и только потом приступать к работам.
Резка металла струей воды: преимущества
Ключевое достоинство такого метода заключается в том, что он позволяет добиться высокого качества реза, то есть получить необходимую шероховатость после обработки. Помимо этого, стоит выделить следующие преимущества:
- исключена вероятность возникновения пожара или взрыва во время проведения обработки;
- экологическая чистота процесса (не образуются газы во время резки);
- не выгорают легированные добавки в обрабатываемом металле;
- возможность обработки металла толщиной до 30 см;
- низкая температура в зоне резки (90 градусов по Цельсию);
- высокая эффективность за счет отсутствия холостого хода режущей головки.
Как вы видите, резка металла водой под давлением имеет ряд преимуществ перед другими методами. Это экологично, безопасно и эффективно. Современные станки позволяют даже обработку сразу нескольких листов за один ход, если это позволяет толщина. В целом же ГАР с каждым годом развивается все больше, поэтому и характеристики значительно улучшаются.
Современная сфера применения
Тенденции технического роста не обошли стороной и гидравлический абразивный станок для резки. Современное оборудование такого типа позволяет:
- Вырезать практически любые формы из различных материалов. Во время рабочего процесса из-за резки под разным углом никак не изменяется линия среза, за счет чего удается добиться высокого качества при работе с каждым материалом. На выходе из станка заготовки не нуждаются в финишной обработке, и уже готовы к дальнейшим манипуляциям.
Резка металла водой - Гидроабразивный станок позволяет получать заготовки любой требующейся геометрической формы. При этом своими руками мастеру требуется лишь задать программу, а оборудование с ЧПУ самостоятельно вырежет необходимую заготовку. Специально разработанное программное обеспечение просто и понятно для любого мастера, и позволяет задать практически любые параметры касательно резки.
Резка водой металла более 20 см - Оборудование, что применяется в масштабных металлопрокатных производствах, может осуществлять резку металла большой толщины. К примеру, обработка заготовки из углеродистой стали может проводиться с толщиной до 20 см. Если производство ориентировано на обработку титана, то максимальная толщина составляет 1.5-2 см. Высокопрочные сплавы стали могут иметь толщину до 1.5 см.
- Современные мастера нашли применение гидравлической резке и в сфере искусства. С помощью станка получается вырезать из различных материалов цельные предметы декора, украшения и разнообразные вспомогательные предметы. Естественно, производство таких изделий требует высокой точности и производится на станках с ЧПУ.
Вкратце о недостатках
Но идеальной данная система быть не может. Поэтому тут есть некоторые минусы. Во-первых, из-за высокой скорости подачи воды с абразивом и нешуточного давления процесс является довольно шумным, вблизи находится желательно только в берушах. Во-вторых, малая скорость обработки тонколистовой стали. Но это если сравнивать с лазерными и плазменными технологиями. Кроме того, головка для резания изнашивается достаточно быстро. Это, в свою очередь, приводит к высоким эксплуатационным затратам. Поэтому любой станок для резки металла водой необходимо регулярно обслуживать и менять вышедшие из строя или износившиеся механизмы. В противном случае эффективность работы и качество среза будут постепенно падать.
Влияние материала на стоимость работ. Функции абразивов
Гидроабразивная резка металла, цена на которую часто обозначается личными предпочтениями сварщика, может стоить по-разному и из-за использования разных абразивных материалов. Главный недостаток абразивов — дороговизна. Абразив используется для так называемого «пробива» — то есть, он позволяет воде пробиться в углублённые слои металла, который обрабатывается.
Когда выполняют листовую резку металла, стараются использовать только резку водой, без смешивания с абразивами. Однако тут нужно учитывать то, что расход воды в данном случае будет очень высоким!
Оборудование в промышленности
Современные станки для профессионального использования позволяют обрабатывать нержавеющую сталь толщиной до 20 сантиметров. При этом не важны прочностные показатели и группа металлов. Небольшой диаметр струи (1 мм) позволяет получать рез с очень высоким допуском. Если используется промышленный станок, то появляется возможность обработки камня и других твердых пород, таких как мрамор и др.
В настоящее время это один из наиболее эффективных и популярных методов резки стекла. ГАР работает как с тонким хрусталем, так и с пуленепробиваемым стеклом с точностью до микрона. Сегодня станки ГАР применяются для изготовления прокладок, обработки пеноматериалов, таких как резина и пластик. Но чтобы добиться оптимальных результатов, необходимо использовать современные электронные системы и различные сканеры.
Об особенностях конструкции
Для достижения необходимого результата в промышленности используют станки исключительно с ЧПУ. Поэтому процессом практически полностью управляет электроника. В состав профессионального станка входят различные системы. К примеру, управление оптимальным зазором. Такая система обеспечивает лучшее расстояние между режущей головкой и обрабатываемым металлом для наибольшей точности в месте среза. Используется и датчик сканирования материала. Он нужен для того, чтобы просканировать металл на наличие неровностей. Показания передаются на ЧПУ, в результате чего изменяется зазор.
Читать также: Подъемник для кпп своими руками чертежи
Для автоматизации процесса в систему внедряют датчик контроля подачи абразива. Он регулирует количество гранатового песка. Кроме того, такая система останавливает работу в случае попадания в насос высокого давления сторонних элементов (мешковина, крупная фракция). Все это должно работать как одно целое, и только при таком раскладе можно добиться оптимальных результатов. Современный промышленный станок стоит больших денег, поэтому требует регулярного обслуживания. Если его не выполнять, то он может полностью выйти из строя.
Управление
Для эффективной работы станка необходим труд нескольких инженеров и операционистов. Проектировщик обязан создать проект в специальной компьютерной среде. Затем файл помещается в память устройства. Машина сама распределяет функции на остальные узлы. Сотрудник отвечает за достаточное количество расходных материалов, за запуск программы, контроль за выполнением и своевременное оповещение о поломке. Специалист по оборудованию обязан проводить техническое обследование (профилактическое), а также устранять неполадки.
Гидроабразивные станки с ЧПУ
Числовое программное управление позволяет осуществлять наиболее трудные детали с погрешностью в половину миллиметра. Производственный процес полность автоматизирован, он не требует постоянных команд, ему необходимо только однажды задать программу (выбрать из списка или ввести в память) и поставить запуск. Такое оборудование дорогостоящее, но более эффективное. Нет человеческого фактора, то есть минимизирован риск ошибок.
Резка металла водой своими руками
Вполне логично, что для единичного использования промышленное оборудование с ЧПУ никто закупать не будет. В этом случае очень выручают так называемые ручные станки. Они не имеют программного управления, поэтому все параметры резки задает оператор. Собственно, качество среза полностью зависит от квалификации специалиста. При должном подходе можно добиться не худшего результата, нежели на профессиональном оборудовании. Ручные станки все же имеют свои преимущества. Они заключаются в низкой стоимости оборудования и возможности изготовить заготовку нужной геометрической формы под определённым углом своими силами. Но для этого желательно полностью разобраться с управлением, и тогда резка водой металла будет вполне простым занятием.
Особенности работы станков с ЧПУ
Гидроабразивные станки с ЧПУ — это одна из возможностей расширить область применения устройств, улучшить эффективность работ и в тоже время повысить производительность.
Установки с ЧПУ используются для изготовления изделий из медных, алюминиевых, стальных и других видов металлов. Высокая точность порезки, которую имеют водно-абразивные станки с ЧПУ, почти не имеет отклонений от требуемых условий.
Гидроабразивные станки с ЧПУ имеют такие преимущества:
- Если на устройствах без ЧПУ выбор режущей струи можно подобрать неправильно, то в этой ситуации данный фактор исключается. Оборудование автоматически контролирует качество реза, после самостоятельно корректирует установленный режим;
- Станки, которые имеют ЧПУ, работают в соответствии с установленной программой. Причем обработка любого изделия делается по индивидуальному компьютерному обеспечению. При помощи его автоматом выбирается напор струи, состав режущей смеси и другие параметры;
- По окончании гидроабразивной обработки из заготовки получается абсолютно готовая деталь, которую не нужно подвергать дополнительной обработке или шлифовке, на участке среза;
- Обработка металлов при помощи компьютерного обеспечения также подразумевает возможность проделывания отверстий необходимого сечения.
Подведём итоги
В настоящее время самый популярный метод обработки – резка металла водой. Давление в этом случае очень высокое, о чем не нужно забывать. Несоблюдение техники безопасности может привести к печальным последствиям. Обратите внимание еще и на то, что самостоятельно изготовить подобное оборудование не представляется возможным. Обусловлено это тем, что детали должны быть очень высокого качества.
Ручной станок для домашнего использования наиболее оптимален. Он стоит не таких больших денег, как промышленный, но в это же время имеет гибкую настройку и позволяет владельцу сделать весьма качественный срез. Вполне возможно, что в скором времени резка металла под водой усовершенствуется и даже тут появится возможность применения такого принципа, как ГАР.
Гидроабразивная резка – это технология обработки металла, которая проводится с использованием воды и смеси абразива в роли рабочего инструмента. Причем жидкость подается под огромным давлением и с большой скоростью.
Сущность технологии
Заготовка из металлического листа кладется на рабочую поверхность. Она раскраивается по нужному формату. Места кроя подвергаются воздействию воды с добавлением абразивных частиц. Эти вещества взаимодействуют c поверхностью, разрушая ее. При этом необходимо поддерживать определенное давление, напор, который обеспечивает нужную скорость подачи жидкости и твердых частичек. Задача оборудования по этой технологии – отделить часть от целого. Мощность аппарата велика, но способности ограничиваются плотностью сплава и его толщиной.
Расходные материалы
Основное сырье – это вода (чистая, прошедшая многоступенчатую фильтрацию, чтобы там не находилось примесей, которые могут вступить в реакцию с заготовкой) и абразивные частицы. Расход достаточно большой, при этом чем толще металл, тем больше расходников используется в секунду. Самое недорогой абразив – мелкий песок. Песчинки размером около 650 микрон эффективно справляются даже с тугоплавкими, высокопрочными сплавами. При этом имеют доступную стоимость. Также регулярно требуется проводить замену запчастей – трубок и шлангов, уплотнителей. Реже – мотора, резервуаров, сопел.
Какое давление нужно для резки металла водой под давлением
Минимальный напор – 1500 атмосфер, максимальный – 6000. Показатель настраивается в зависимости от плотности стали, от необходимой скорости работы. Делать это можно вручную или довериться умному блоку управления.
Принцип работы гидроабразивной резки металла
Во время раскроя металлопроката происходят следующие процессы:
- Двигатель приводит в движение насос, который создает водяную струю – она подается в смеситель из резервуара.
- С другой стороны, одновременно с этим происходит подача абразива нужного количество и диаметра частиц.
- Два элемента смешиваются до относительно однородной жидкости.
- Смесь с высоким напором направляется на сопло, которое управляет наклоном и скоростью процесса.
- Материал соприкасается с поверхностью заготовки, разрезая ее.
При этом происходит охлаждение металла.
Принцип работы и разрезаемые материалы
Резка металла: применяемые технологии
Резка металлических изделий происходит водяной струей в которую добавляют абразив, после чего она проходит через форсунку. Давление в 200-600 атмосфер позволяет разрезать множество материалов. Работа может осуществляться под любым углом, для этого лишь нужно изменить угол форсунки. В данном случае можно эффективно резать:
- металлы(черные и цветные) и их сплавы;
- каменные изделия из мрамора и гранита;
- сталь(нержавейка, жаропрочная, легированная);
- бронированное, обычное и композитное стекло;
- керамические изделия (бетон, плитка, керамика, гранит керамический);
- композит;
- резину;
- пластмассу;
- картон.
Резка особо твердого сырья осуществляется водой со специальным песком из минералов. Мягкие материалы(резина, пластик, картон) разрезаются исключительно водой без каких-либо примесей.
Область применения
Распространенность метода объясняется большими возможностями аппарата. Его можно использовать фактически для любых природных и синтетических материалов. Не распространяется это только на алмаз и каленое стекло. Особенность (а вместе с тем и востребованность) – можно проводить обработку таких вещества, которые нельзя нагревать – они теряют, меняют свои физико-химические свойств или подвержены легкому воспламенению. А резка струёй воды происходит без изменения температурного режима. Таким образом, значительно расширяется спектр возможных работ. Чаще всего металлообработке подвергают:
- нержавейку;
- инструментальную сталь;
- алюминий;
- титан;
- латунь.
Также разрезают указанным методом гранит, мрамор и прочие натуральные и искусственные камни. Применение станка возможно только в условиях цеха, налаженного производства. Видео покажет, где его применяют:
Оборудование для гидрорезки
Называют «непыльным». Действительно, стружки фактически нет, вернее, они сразу вымывается водой, получается очень ровный и чистый срез, который, в большинстве случаев, даже не требует шлифовки. Технологический процесс построен на природном явлении водоемов – эрозии, то есть способности размывать берега, при этом обтачивая камни, корни деревьев. Суть остается прежней, но чтобы многократно ускорить воздействие, в жидкость добавляют абразив.
Такая смесь выпускается струей очень высокого напора. Давление доходит до 6 тысяч атмосфер, при этом развивается скорость, которая в три раза превышает распространение звуковой волны в воздухе, – 800-1000 метров в секунду. Две основные задачи оборудования:
- отрыв и вымывание частиц материала заготовки;
- моментальное охлаждение и очищение.
Читать также: Как установить тиски в гараже