22.11.2019 Автор: VT-METALL
Вопросы, рассмотренные в материале:
- В чем особенности и плюсы аргонной сварки нержавейки
- Как подготовить материалы к аргонной сварке
- Как проводится аргонная сварка неплавящимся электродом из вольфрама
- Что собой представляет аргонная сварка нержавейки полуавтоматом
- Что важно учитывать при аргонной сварке нержавейки
Нержавеющая сталь – материал достаточно сложный для сварочных работ. Однако применение сварки с аргонным охлаждением позволяет получить ровный и качественный шов, соединяющий детали из нержавейки. Начинать обучение данному процессу необходимо с ознакомления с различными характеристиками этого сложного для соединения сплава. Наша статья познакомит вас не только с тем, что такое аргонная сварка нержавейки, но также с особенностями и технологией работ.
Основы аргонной сварки нержавейки
Нержавеющие стали отличаются от обычных антикоррозийными свойствами, которые они получили за счет добавления в состав хрома (до 20 %), никеля, марганца, молибдена и иных компонентов. Эти примеси придают металлу различные свойства и эксплуатационные качества. Что в результате приводит к сложностям в аргонной сварке нержавейки.
Основными свойствами нержавеющих сталей являются:
- Теплопроводность – она в два раза меньше, чем у низкоуглеродистых сталей. Отток тепла из места аргонной сварки происходит очень медленно, в результате чего рабочая зона может перегреться, возможен пережог. Поэтому сила сварочного тока должна быть на 20 % меньше, чем при работе с иными сталями.
- Коэффициент линейного расширения нержавейки – высокий. Соответственно, изменение длины изделия при нагреве будет значительной, что может привести к его деформации или появлению трещин.
Для предотвращения этого необходимо делать достаточно большие зазоры между соединяемыми деталями, особенно крупными. - Высокое удельное электрическое сопротивление – вследствие чего происходит нагрев стержня электрода. Для получения качественного соединения требуется соблюдать правило – для создания коротких швов использовать длинные электроды, имеющие более высокое сопротивление. При аргонной сварке же больших участков необходимо брать электроды размером 35 см.
Важной особенностью нержавеющей стали является потеря антикоррозийных свойств в месте соединения при нагревании до температуры свыше +500 °С. Причина – в образовании на границе зерен карбидов, которые берут на себя роль анодов. Они и приводят к увеличению скорости межкристаллитной коррозии сплавов.
Рекомендуем статьи по металлообработке
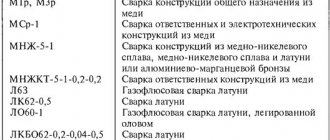
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Для защиты нержавейки от перегрева в процессе сварочных работ используют метод охлаждения аргоном. А для хромоникелевых сплавов – технологию быстрого охлаждения шва.
Особенности технологии сварки аргоном
Сварка осуществляется в аргонной среде, создающей защиту от окисления в местах соединения двух металлических деталей. Окисление происходит из-за воздействия кислорода, содержащегося в воздухе. Аргон же создает защитную оболочку вокруг зоны обработки и не позволяет кислороду проникать в эту зону.
Аргонная сварка может производиться в ручном, полуавтоматическом и автоматическом режимах. Общепринята более широкая классификация режимов сварочных работ, зависящая как от способа, так и от применяемых электродов. Так, используется два вида электродов: плавящиеся и неплавящиеся. Во втором случае электрод представляет собой вольфрамовую проволоку, обеспечивающую надежное и прочное соединение любых металлов, в том числе разных по свойствам.
Методы аргонодуговой сварки классифицируются следующим образом:
- ручной с использованием неплавящегося электрода РАД;
- автоматический с применением неплавящегося электрода ААД;
- автоматический с использованием плавящегося электрода ААДП.
Основные достоинства технологии:
- относительно низкая температура нагрева, позволяющая сохранить конфигурацию соединяемых элементов;
- максимальная защита зоны обработки от воздействия кислорода благодаря высокой плотности и инертности аргона;
- высокая тепловая мощность дуги, позволяющая выполнить работу за достаточно короткое время;
- простота процесса, благодаря чему использовать технологию могут новички;
- универсальность применения технологии, позволяющая сваривать различные по свойствам металлы и их сплавы, соединить которые другими способами не получится.
Технология сварки аргоном (видео):
.
Из недостатков технологии:
- Чувствительность аргонной защиты к ветру и сквознякам.
При ветре газ частично улетучивается, оставляя без защиты соединение и, соответственно, снижая его качество. По этой причине сварочные работы с использованием аргонной струи следует выполнять в вентилируемых закрытых помещениях без сквозняков.
- Конструктивно сложное сварочное оборудование, трудности при настройке режимов его работы.
- Необходимость в дополнительном охлаждении соединений при использовании высокоамперной дуги.
Аргонная сварка широко применяется для соединения между собой медных, титановых, алюминиевых, бронзовых, стальных изделий, а также элементов из нержавеющей стали и цветных металлов. Сварочные работы с этими металлами представляют определенную сложность, и именно аргонная технология показывает здесь свою наибольшую эффективность. С помощью данной технологии соединяют различные металлические детали, трубы и элементы отделки. Большое распространение в современной промышленности получила технология сварки нержавеющих труб аргоном.
Технология сварки нержавеющих труб аргоном (видео):
Преимущества аргонной сварки нержавейки
При выборе варианта проведения сварочных работ по нержавеющей стали аргонная сварка имеет ряд преимуществ, которые обусловлены технологией, а именно:
- Для получения ровного шва с равномерным проплавом на всю глубину необходимо защитить металл в процессе работы от воздействия воздуха. Это помогает сделать аргон, создающий специальную атмосферу вокруг места работы, вытесняющую N2 и O2.
- Данный метод помогает соединить сложные по форме детали без изменения их конфигурации благодаря низкой теплопроводности нержавеющей стали. Прогреву подвергается только небольшая область около шва. С одной стороны это хорошо, но с другой – действовать надо очень осторожно, чтобы не произошел пережог.
- Соединение происходит достаточно быстро, поскольку температура дуги высока.
Помимо достоинств, аргонная сварка имеет и недостатки. Для ее проведения необходимо сложное и дорогостоящее оборудование, а также определенный опыт работы, знание материала и процесса.
Преимущества сварки труб аргоном
Инертный газ не вступает в реакцию с нагретыми металлами и сплавами. На полученном аккуратном и точном шве не остается шлака, в воздухе не образуется дым как при работе покрытыми электродами. Присадочный пруток при сварке труб аргоном подается в необходимом количестве, что препятствует появлению искр и брызг.
Локальный нагрев участка трубы исключает деформацию элементов у стальных конструкций сложной формы. Будучи тяжелее воздуха, аргон вытесняет из рабочей ванны кислород. Это обеспечивает чистоту шва, исключает возгорание алюминия, создает возможности для сварки сталей, устойчивых к коррозии, а также бронзы, алюминия, магния, меди, олова и др.
Трубы из цветных металлов из-за подверженности окислению не варят с применением электродов без подачи аргона или гелия. При взаимодействии сплавов с кислородом на поверхности образуется оксидная пленка, которая мешает созданию прочного шва. Инертные газы создают нейтральную среду и препятствуют попаданию тугоплавких окислов в зону стыка труб.
Как настроить аргонную сварку по нержавейке: нюансы подготовки
Важным этапом, влияющим на конечный результат, является процесс подготовки нержавейки для последующей аргонной сварки:
- Тщательно обработать края деталей металлической щеткой, наждачной бумагой или провести автоматическую шлифовку.
- Обезжирить ацетоном, спиртом или бензином.
- Расположить свариваемые детали с зазором на расширение.
- Подогреть края деталей до +200…+300 °С при проведении работ по тонкой нержавейке. Это поможет снизить напряженность металла и избежать трещин.
Следующий этап – подбор присадочного материала или проволоки. Легирующих добавок в ней должно быть больше, чем в предназначенной для сваривания нержавейке. Сечение же проволоки подбирается исходя из толщины соединяемых деталей.
Сварка труб большого диаметра аргоном
При соединении изделий с d более 110 мм для защиты корневого шва применяется флюс-паста из силиконовой связки и сухой шихты. Практикуется подача аргона внутрь трубы. Вместо присадочной проволоки используется расплавляемая металлическая вставка — подкладной кольцо. Его прихватывают снаружи в нескольких местах угловым швом. Сварку стыков трубопроводов с d 219 мм и более производят одновременно 2 мастера, больше 800 мм — 2 пары специалистов, работающих попеременно.
Обвязка нержавеющих и стальных трубопроводов
Технология аргонной сварки неплавящимся электродом из вольфрама
С помощью вольфрамового электрода аргонной сваркой соединяют детали с тонкими стенками (тонкостенные). Метод этот называется TIG-сваркой.
Для работы применяют два вида аппаратов: постоянного или переменного тока. Через горелку со вставленным электродом из вольфрама подается аргон. Шов формируется за счет плавки присадочной проволоки, которую подают вручную. Горелку перемещают также вручную, держа строго под углом 70–80° к шву.
Движение горелки идет вдоль линии соединения, без поперечных перемещений. Таким образом формируется стабильная сварочная ванна, исключающая попадание атмосферного кислорода и взаимодействие его с металлом. Рекомендуется одновременная подача аргона как с лицевой, так и с изнаночной стороны шва. Несмотря на больший расход газа, качество соединения будет выше.
Электрод не должен соприкасаться с поверхностью нержавейки. Для разжигания дуги используют угольные или графитовые пластинки, а затем ее переносят на металл. Делается это для предотвращения оплавления электрода и отсутствия следов на сварочном шве.
Режимы автоматической и полуавтоматической сварки алюминия в аргоне плавящимся электродом
При сварке плавящимся электродом и особенно тонкой электродной проволокой на полуавтоматах, необходим правильный выбор параметров, с учётом особенностей алюминиевых сплавов. Большое значение имеет их теплопроводность, при повышении которой глубина проплавления уменьшается с увеличением свариваемой толщины.
Важную роль играет рабочее напряжение дуги. Его значение зависит от трёх составляющих: состава защитного газа (марки аргона), силы сварочного тока и скорости подачи электродной проволоки. Ориентировочные режимы сварки указаны в таблице:
Режимы автоматической и полуавтоматической сварки сварки алюминия плавящимся электродом в аргоне
| Толщина металла, мм | Диаметр электродной проволоки, мм | Тип соединения и подготовка к сварке | Сила тока, А | Рабочее напряжение, В | Скорость подачи проволоки, м/ч | Скорость сварки, м/ч | Расход аргона, л/мин | Число проходов |
| 4 | 1,0-1,5 | Стыковое, без разделки сварка двухсторонняя | 120-250 | 19-55 | 325-360 | 25-29 | 10-12 | 2 |
| 10 | 1,6-2,0 | 250-300 | 25-30 | 290-325 | 15-25 | 14-18 | 2 | |
| 5-6 | 2,0 | Стыковое, без разделки, на подкладке | 260-300 | 23-25 | 250-290 | 15-25 | 11-12 | 1 |
| 15-16 | 2,5-3,0 | Без разделки, сварка односторонняя | 380-430 | 24-28 | 145-215 | 11-15 | 12-16 | — |
| 20-22 | 3,0 | 420-480 | 30-33 | 215-250 | 11-15 | 14-18 | 2-4 | |
| 25-30* | 4,0 | Двухсторонняя, с Х-образной разделкой | 480-540 | 28030 | 145-215 | 11-15 | 15-20 | 4-6 |
| 5 | 2,5 | 400-420 | 26-32 | — | 11-15 | 16-22 | 5-8 | |
| *При сварке металла толщиной 40-50мм последующие проходы выполняются при режиме: сила тока 420-450А, напряжение 26-28В, скорость сварки 23-25м/ч | ||||||||
При сварке горизонтальных швов силу тока следует уменьшить на 10%, а при сварке вертикальных швов — на 17%.
Аргонная сварка нержавейки полуавтоматом
Аргонная сварка полуавтоматом значительно упрощает процесс, увеличивает его скорость, а также повышает качество сварочного шва. Чаще полуавтомат используют для соединения деталей большой толщины.
Существует несколько особенностей проведения аргонной сварки нержавейки с помощью полуавтомата:
- использование никельсодержащей проволоки;
- расходование вместе с аргоном углекислого газа при соединении толстых деталей – кромки шва смачиваются газом, уменьшая нагрев, что ведет к смягчению всего процесса;
- применение трех способов соединения: с короткой дугой, с технологией струйного переноса или импульсный метод.
Считается, что наибольший контроль процесса происходит при импульсной сварке, когда подача проволоки в рабочую зону происходит толчками. При этом снижается ее расход, что немаловажно по причине высокой стоимости. Сокращается площадь нагревания металла. Уменьшается его разбрызгивание.
Это приводит к снижению времени последующей окончательной обработки поверхностей рядом со сварочным швом, поскольку брызги расплавленного металла отсутствуют.
Как происходит работа?
Для сварки вам необходимо специальное оборудование, как, например, горелка.
Горелка, предназначенная для сварки в аргоновой среде, оснащена вольфрамовым неплавящимся электродом — главной деталью, за счет которой работает аппарат.
Электрод находится снаружи корпуса аппарата (примерно на 2-5 мм).
Видео:
С внутренней стороны горелка оснащена специальным держателем, благодаря которому можно пользоваться электродом разного размера – держатель способен зафиксировать их все.
Однако размер электрода подбирается в соответствии с металлом, который будет обрабатываться, от него же зависит и расход энергии во время работы.
Рядом с электродом внутри находится сопло, сделанное из керамики – его надевают так, чтобы оно опоясывало электрод. С помощью сопла в рабочую область будет поступать газ, поэтому этот элемент тоже очень важен.
Обязательно для работы своими руками понадобится присадка, или, по-другому, присадочная проволока – ее делают из материала, такого же, как металлические заготовки.
Диаметром присадочная проволока также должна соответствовать обрабатываемому вами металлу – ее точный размер можно будет узнать в специализированной таблице.
Сварка в аргоновой среде в ручном режиме – наиболее доступный метод, легко повторяемый своими руками для начинающих.
В этом случае присадочная проволока и горелка должны удерживаться тем, кто занимается сварочными работами.
Прежде чем начинать сварку, нужно обезжирить поверхность труб, дисков из стали, латуни и других металлов, с которыми вы работаете, а также очистить их от окисления.
Очистку можно проводить механически или химически, исходя из ваших предпочтений и возможностей.
Первый этап сварки такой же, как и при дуговом процессе: на обрабатываемую заготовку должна быть подана «масса».
Если вы обрабатываете маленькие детали из стали или другого материала, то подача может осуществляться просто в область рабочего стола или ванны, где происходит работа.
Проволока при этом способе сварки в электрической цепи отсутствует и будет подана отдельно несколько позже.
Горелка должна быть зафиксирована в одной руке мастера, а проволока – в другой. Горелка всегда оснащена кнопкой, регулирующей подачу газа и тока.
Газ должен быть подан раньше – за 20с до начала. Выбирая силу тока и давление, нужно ориентироваться на тип обрабатываемого материала, либо свой прошлый опыт работы своими руками.
ВАЖНО ЗНАТЬ: Техника сварки тонкого металла инвертором
Горелка, оснащенная электродом, должна располагаться очень близко к материалу, с которым вы работаете – на расстоянии около 2 мм.
На этом расстоянии между металлом и электродом появится электрическая дуга, способная расплавлять кромку деталей, достаточно только направлять ее в нужном направлении.
Весь процесс сварки можно проследить на видео для начинающих – посмотрите его, прежде чем начнете работу своими руками.
Такая близость расположения между электродом и металлом объясняется тем, что в этом случае получается короткая дуга, и от нее зависит, насколько глубоко будет проплавлена деталь из стали, нержавейки или другого материала.
Если дуга крупная, то шов получится очень широким и некрасивым, особенно это будет бросаться в глаза на покрытии труб, дисков или декоративных объектов из нержавейки, латуни и т.д.
Кроме эстетического фактора, большой шов делает сварку менее качественной – чем он больше, тем менее устойчив, и тем больше напряжение в нем.
Присадочная проволока в рабочую зону подается через медленные постепенные движения: горелка должна двигаться вдоль шва, избегая пересекать шов поперек.
Качество шва зависит от того, насколько качественно работает оборудование, а также от умений мастера: чем более плавными и четкими будут движения, тем лучше вы сможете сделать шов на поверхности труб, дисков из нержавейки, латуни или других металлов.
Если проволока через оборудование будет подаваться слишком резко, то металл начнет разбрызгиваться, что может быть травмоопасно.
Своими руками воспроизвести технологию сварки аргоном правильно не так просто, если вы никогда этого не делали – плавные и аккуратные движения достигаются только через практику.
Однако начинать учиться на аргоновой сварке не стоит, т.к. это весьма сложный процесс.
При работе лучше всего, чтобы проволока была расположена перед горелкой.
Горелка и проволока должны иметь положение под углом к рабочей области, таким образом, сделать шов прямым и узким будет проще.
Для зажигания дуги во время сварки понадобится специализированное оборудование – осциллятор.
Он посылает электродам импульсы с высоким содержанием вольт, которые отвечают за процессы ионизации дугового промежутка.
Видео:
Обычное напряжение сети – 220В, при такой мощности осциллятор способен преобразовывать и поставлять напряжение до 6000В с сохранением частоты до 500 кГц. Благодаря такой мощности зажигание электрода происходит быстро и просто.
Оборудование, соответствующее ГОСТ – единственный способ правильно зажечь электрод, поскольку зажигать его от свариваемой поверхности запрещается – из-за большого ионизационного потенциала, который при таком способе зажигания приведет к загрязнению металла труб, дисков стали, латуни и других материалов.
Какое оборудование применяют для аргонной сварки нержавейки
Для аргонной сварки нержавейки необходимы:
- Инверторный источник сварочного тока (сварочный инвертор) – является источником питания сварочной дуги, обеспечивающим ее стабильное горение. Его выбор зависит от объема работ и свойств металла. Специалисты советуют для нержавейки применять источник, функционирующий на выпрямленном токе.
- Осциллятор – электронное устройство, поддерживающее и стабилизирующее сварочную дугу при использовании неплавящегося электрода из вольфрама.
- Горелка и токопроводящий узел – включают форсунку для газа и неплавящийся электрод.
- Аргон или его смеси с иными газами – подается из баллонов, где находится под давлением.
- Неплавящиеся электроды – в настоящее время на рынке широко представлены электроды для аргонной сварки нержавейки, стойкой к коррозии. Выбор зависит от шва и свойства материала.
- Присадочная проволока – выбирается в зависимости от марки нержавеющей стали.
- Спецодежда – роба, рукавицы и маска. А также средства для обработки нержавейки – обезжириватель и металлическая щетка.
Особенности сварочных аппаратов и режимы сварки
Сварка аргоном требует, чтобы в наличии был специальный аппарат, соответствующий ГОСТ.
Обычно оборудование делают путем усовершенствования классического дугового сварочного аппарата, к которому добавляют дополнительное оборудование, нужное для выполнения аргоновой сварки.
Видео:
Для работы требуется следующее оборудование:
- трансформатор для сварки, имеющий напряжение в холостом ходу не менее 60В;
- контактор, отвечающий за подачу сварочного напряжения к горелке;
- осциллятор;
- регулятор времени обдува.
ВАЖНО ЗНАТЬ: Инструкция по пайке радиаторов охлаждения двигателя
Поскольку газ для работы по ГОСТ должен подаваться за 20 секунд до ее начала, необходим аппарат, который сможет регулировать этот процесс.
Также в процессе понадобятся:
- горелка;
- баллон, оснащенный редуктором, в котором находится аргон;
- электроды;
- имеющий нужный размер трансформатор;
- отвечающий за питание амперметр;
- аккумулятор и прочее оборудование.
Все оборудование доступно для покупки в специализированном магазине, либо его можно собрать своими руками, но в этом случае оно должно соответствовать ГОСТ (какие условия предписывает ГОСТ, вы можете посмотреть в специализированной литературе).
При самостоятельной сборке вы получите самодельный сварочный аппарат, пригодный для работы с аргоном.
Расход денег в этом случае будет гораздо ниже, а если вы обладаете необходимым знаниями, то сможете улучшить аппарат, чтобы снизить его расход и во время работы.
Режим работы и поступающее давление очень важны, когда вы начинаете работу.
Как работать с разными металлами, смотрите на видео, прежде чем приступить к самостоятельным действиям.
Выбор правильного режима поможет снизить расход давления и энергии во время работы.
Давление и другие показатели зависят от типа металла, который вы обрабатываете (стали, латуни, нержавейки и т.д.), от этого зависит выбор полярности и места подачи тока.
Сварка меди аргоном, а также стали и ее сплавов выполняется обычно в режиме постоянного тока, имеющего прямую полярность.
Сварка чугуна аргоном и сварка титана выполняется в аналогичных условиях, давление, когда идет сварка чугуна аргоном и титана, также аналогично, а вот для сварки алюминия, бериллия, магния лучше использовать обратную полярность и переменный ток, т.к. эти показатели лучше разрушают оксидную пленку, которая находится на поверхности металла.
Какое давление нужно для чугуна, титана, алюминия и прочих металлов, можно посмотреть по специальной таблице.
Видео:
Выбор сварочного тока зависит от характеристик металла (чугуна, титана, алюминия и т.д.), все эти значения можно узнать по таблице.
Для опытных мастеров допускается экспериментировать с силой тока и выбирать ее самостоятельно, пользуясь опытом и знаниями. Количество расхода аргона зависит от того, с какой скоростью передвигается воздух.
В закрытых помещениях он минимален, а на открытом воздухе – самый высокий.
Если работа происходит с применением постоянного тока, то тепло на аноде и катоде выделяется неравномерно: в первом случае этот показатель равняется 30%, а во втором – 70%.
Работу с электродом лучше всего проводить на прямой полярности, т.к. в этом случае он лучше разогреется и сможет качественно расплавить нужную область детали, а расход энергии будет ниже.
Весь процесс сварки аргоном чугуна и титана смотрите на видео и фото – эти уроки разъяснят вам, как работать с разными материалами, а также основные этапы работ.
Настройка аппарата и тонкости аргонной сварки труб из нержавейки
Создание трубопроводов из нержавейки требует соединения его частей. Особенностью таких сварочных работ является необходимость защиты шва газом внутри трубы.
Для этой цели используют метод заглушки одного конца соединяемой трубы подручными материалами:
- бумагой;
- поролоном;
- резиной;
- тканью или пр.
В заглушку вставляют трубку, необходимую для подачи аргона. После чего конструкция закрепляется скотчем. Аргон подают под небольшим давлением, которое определяется путем визуального осмотра. Главным критерием служит отсутствие расплавленного металла в выдуваемом из трубы воздухе.
Самодельная, но удобная конструкция поможет сделать сварочный шов ровным и качественным.
Для соединения нержавейки толщиной в 3 мм аппарат настраивают на ток в 65 А. Заварка кратера шва должна длиться 3 секунды. А подача аргона после завершения работы – 4 секунды.
Как варить нержавеющую сталь аргоном
Как происходит сварка нержавейки аргоном? Весь процесс технологии будет освещен в этой публикации!
Нержавейка принадлежит к высоколегированным сталям, устойчивым к ржавчине. По химическому составу бывает на основе хрома и хрома-никеля, а по металлическому составу делится на дисперсионно-твердеющую, аустенитную, мартенситную, аустенитно-ферритную и ферритную.
Любая сталь из перечисленных, содержит в составе хрома не менее 12%, что положительно влияет на прочность и перерабатываемость.
Благодаря прекрасным свойствам, нержавейка широко применяется в быту и промышленности. Поэтому владея навыком сварки такого металла, вы избавите себя от многих домашних неурядиц.
Материал имеет ряд нюансов, которые следует знать:
- низкая теплопроводность повышает риск прожечь тонкий металл насквозь (лечится уменьшением силы тока);
- большая усадка порождает образование трещин (необходим правильный зазор между заготовками);
- потеря антикоррозийных свойств в месте сварки нержавеющей стали (требуется быстрое охлаждение).
Оборудование
Чтобы сварить нержавеющую сталь, необходим источник тока с настройками: бесконтактного поджига и заварки кратера.
Присадочный пруток должен быть одного состава с свариваемым материалом, чтобы обеспечить шов прочностью и коррозийной стойкостью. Например, широко распространенная нержавейка — это 304, значит проволока должна быть Y308. Более наглядно в таблице:
Для уменьшения расхода газа и лучшей защиты сварочной ванны используйте в горелке — газовую линзу с сеточкой. Для линзы выпускаются сопла с разными диаметрами. Чем больше размер, тем лучше защита.
Для наших целей подойдет №5. Такой диаметр позволяет подбираться к труднодоступным местам.
Благодаря газовой линзе, можно выдвигать электрод до 10 мм.
Вольфрамовые электроды, при сварке нержавейки аргоном можно использовать универсальные. Диаметр зависит от толщины металла. Например, электрод диаметром 1 мм (выдерживает ток до 50 А), применяется для толщины заготовок 0,7-1,6 мм.
При токе свыше 50 А, рекомендуется устанавливать электроды от 1,6 мм.
Подготовка материала
Как вы обрабатываете низкоуглеродистую сталь, так же и кромки нержавейки очищаются и подгоняются перед сварочными работами. Очищаете стальной щеткой материал до блеска и обезжириваете любым растворителем.
Учтите нюанс — для усадки шва, сварочный стык делайте с небольшим зазором.
Знайте, не всё блестящее относится к нержавеющей стали. Проверить металл можно с помощью магнита:
- если притяжения нет, значит перед нами нержавейка;
- если материал прилип к магниту, значит — это обычная сталь.
Соединение тонкого металла
Сварка тонкой нержавейки — нюансы технологии. При таком соединении, рекомендуется под заготовки подкладывать медную пластину.
Медная пластина для комфортного соединения изделий
Которая служит для:
- защиты шва с другой стороны;
- отвода тепла;
- жесткой фиксации гибких пластин.
Правильные настройки аппарата. Сварка аргоном нержавейки толщиной 1 мм выполняется, при режиме 35-37 А и заварке кратера (DOWN SLOPE) 3 секунды. Газ после сварки (POST FLOW), можно поставить 4 секунды — этого достаточно для остывания металла.
Если кромки заготовок хорошо подогнаны друг к дружке и крепко зафиксированные, то аргоновая сварка нержавейки может выполняться без присадочной проволоки.
Варим без присадки
Видео:
Сварка труб
У нас в быту есть трубопроводы, многие сделаны из нержавеющих сталей. Соединение таких труб тоже имеет свои трудности. Технология требует качество сварных швов, что достигается газовой защитой изнутри.
Как запустить газ аргон внутрь трубы? Все просто: одну сторону трубы необходимо заглушить подручными материалами:
- бумагой;
- тканью;
- резиной;
- поролоном и т.п.
В заглушку вставить трубку для подачи газа, а конструкцию обмотать скотчем или клейкой лентой. Давление аргона на подаче выставляется небольшое (определяется опытным путем), чтобы расплавленный металл не выдувало. Такое приспособление поможет сварить трубы качественно.
Настройка аппарата для толстого металла. Аргоновая сварка нержавейки металла толщиной 3 мм требует установку тока в 65 А, заварку кратера — 3 сек., газ после сварки — 4 сек.
Режим Pulse
Кроме основных настроек используемых в аргонодуговых аппаратах, сейчас появилась ещё одна функция — это Pulse. Настройка позволяет сваривать тонкий и толстый металл в разных пространственных положениях. При сварке нержавейки импульсный режим снижает тепловложение.
Чтобы переключиться в этот режим — на аппарате необходимо включить кнопку Pulse. А другими регулировками выставить нижний и верхний предел тока, скорость импульса (Гц) и баланс тока.
Как правильно варить нержавейку
В начале работ делайте хорошее наложение первого слоя (проварку корня шва). После завершения, простукайте молоточком по шву и очистите мусор щеткой. Далее восстановите антикоррозийные свойства с помощью травления SE пасты. Через 20 минут остатки пасты смываем водой. Всё, ваше сварное соединение защищено от коррозии.
В таблицах ниже, разные режимы соединений, изучаем и берем на заметку:
Устали от текста, просматриваем видеоролик:
Варим нержавейку с инородным металлом
При необходимости сварки нержавеющей стали с другим материалом (мягкая и низколегированная сталь), применяйте присадочный пруток с никелем и хромом. Со следующей маркировкой:
- Y310;
- Y310S;
- Y309;
- Y309L;
- Y309Mo.
Эти присадочные материалы уберегут от горячих трещин, при выполнении работ.
Стоимость сварки нержавейки аргоном по стране начинается от 10-20 рублей за 1 см. Цены отличаются от региона и прейскуранта фирм выполняющих подобные услуги.
Сварка полуавтоматом (MIG)
Сварка нержавейки полуавтоматом в среде защитного газа нашла широкое распространение во всех отраслях. Процесс происходит так: проволока выполняющая роль присадки и электрода автоматически подается в зону сварки.
На качество соединения влияют правильные настройки: скорости подачи проволоки, расхода газа и ток.
Итак, как варить нержавейку полуавтоматом в среде газов. Существует 3 метода:
- техника короткой дугой;
- струйный перенос;
- импульсное соединение.
Короткая дуга применяется для тонких пластин металла, струйная технология для сварки толстых изделий. Импульсная техника подходит для неопытных сварщиков.
Оборудование и материалы:
- источник тока с устройством подачи проволоки;
- специальная проволока с покрытием;
- горелка в сборе (хорошо иметь запас наконечников);
- клемма земли;
- баллон высокого давления с измерителем расхода;
- маска и перчатки.
В таблице, приведенны настройки силы тока, диаметр проволоки исходя из толщины листа.
Перед сваркой откусите лишнюю проволоку (отрегулируйте вылет электрода), опустите горелку к металлу удерживая её одной рукой, второй поддерживая, нажмите кнопку.
Вначале сварки горелку держите близко к металлу, при заполнении металлом зазора, отодвиньте горелку. Но, далеко не отодвигайте.
Изменяя настройки аппарата и тренируясь, вы постепенно овладеете сварочной техникой. Изучайте шов, можете даже его поломать, чтобы посмотреть изъяны.
Вы делаете неправильно, если:
- края не приплавленные, а нависают над металлом — малая скорость перемещения;
- шов выпирает, не растекается по сторонам — варите слишком быстро;
- излишнее разбрызгивание — велико напряжение.
Некоторые рекомендации сварщиков по сварке полуавтоматом в среде защитных газов:
- состав газовой смеси должен быть из 70% углекислоты и 30% аргона;
- расстояние от сопла до металла 7-13 мм;
- вылет проволоки 6-9 мм;
- следите за чистотой выхода проволоки;
- расход защитного газа 6-12 куб.м/мин;
- при дефектах сварки, проверяйте клемму земли;
- избегайте большого наклона горелки;
- не делайте слишком толстый шов;
- одновременно меняйте настройки скорости проволоки и напряжения.
Видео: подробная инструкция по настройке оборудования и сварке полуавтоматом.
P.S. Теперь вы знаете, как выполняется сварка нержавейки аргоном. Многое познается только практикой, методом проб и ошибок. Удачи!
(2 оценок, среднее: 4,00 из 5)
plavitmetall.ru
Итоговые рекомендации специалистов по аргонной сварке нержавейки
Использование аргонной сварки для нержавейки требует опыта и знаний, которые можно получить у специалистов в данной области – профессиональных сварщиков.
Вот несколько их рекомендаций:
- Работать нужно, держа электрод на самом малом расстоянии от металла, но не прикасаясь к нему. При этом образуется минимально возможная дуга. Делается это для улучшения качества шва. Поскольку длинная дуга не будет прогревать шов по глубине, в результате чего он будет расширяться.
- Подавать проволоку необходимо ровно, стараясь держать ее в зоне действия аргона. Это поможет избежать окисления при ручной аргонной сварке.
- Оценить качество проплава можно по форме наплывов, появляющихся в результате плавки присадочной проволоки. Вытянутая вдоль шва форма говорит о хорошем качестве. А круговой или овальный наплыв расскажет о недостаточном или неполном проплавлении.
- Постепенно снижать величину тока, приближаясь к окончанию шва. Необходимо избегать резкого отрыва дуги для повышения уровня защиты горячего шва и, соответственно, его качества.
Метод аргонной сварки хоть и считается сложным, однако таковым не является. Он не намного труднее обычного. Его можно освоить в достаточно короткие сроки, а профессионализм придет с опытом. Стоимость же дополнительного оборудования с лихвой окупится возможностью, помимо нержавейки, варить медные, алюминиевые или бронзовые детали, а также их сплавы.
Основные ошибки и дефекты аргонодуговой сварки(TIG, аргон)
Сейчас пойдет речь не о сварке, а о дефектах при аргонодуговой сварке.
И так вкратце, часто ошибки бывают при подготовки поверхности, так как TIG «любит» чистоту и стерильность. в процессе сварки, а также после ее окончания. Также отмечу, что встречаются дефекты сварки. которые нельзя увидеть глазами, например, слишком мелкие дефекты, дефекты между слоями швов и тд. И все эти ошибки в конце концов приведут к разрушению сварного соединения.
Начну всё же с более трудно определяемого(когда не видна противоположная сторона шва) при сварке дефекта, и дефект этот не провар. Многие сварщики. да и самоучки, научивший накладывать ровный и красивый с виду шов частенько забывают о проплаве и проваре кроенного шва. А если у меня шов красивый — значит изнутри провар есть. Чёртас два!
» />
Непровары — это несплавления наплавленного металла с основным, или слоев шва между собой. К этому дефекту относят и незаполнение сечения шва. Непровары будучи концентраторами напряжений снижают прочность шва и будут являться причиной его разрушения. Если честно, то даже для меня является в некоторых случаях сделать такой шов, чтобы с противоположной стороны был четкий и постоянный провар корня шва(односторонняя сварка). Основные принципы устранения этих дефектов — разделка противоположной стороны шва и двухсторонняя сварка, достаточно широкий для проплавления и свариваемой толщины детали зазор
Самая распространенная ошибка — плохая подготовка поверхности!
На фото шов на алюминии, не почищенном перед сваркой. Видны окислы на поверхности шва — такой шов откровенное гуамно.
» />
Далее все как по библии.
Трещины:
» />
Причина образования трещин — несоблюдение технологии сварки например, неправильное расположение швов, приводящее к возникновению концентрации напряжения, завышенный ампераж сварочного процесса, неверный выбор сварочных материалов, резкое охлаждение конструкции. А также повышенное содержание в шве углерода и различных примесей — кремния, никеля, серы, водорода, фосфора. Устраняются трещины вырезанием и/или засверливанием концов трещин.
Наплывы.
» />
Наплывы возникают, когда расплавленный металл натекает на основной, но не имеет сплавления с ним. Дефект шва возникает по разным причинам — при недостаточном прогреве основного металла вследствие малого тока, излишнего количества присадочного материала. Устраняются наплывы срезанием с проверкой наличия непровара в этом месте.
Подрезы.
» />
Подрезы — это углубления по околошовной зоне шва. Подрез уменьшает сечения шва и создает концентрацию напряжения. И то и другое ослабляет шов. Подрезы возникают из-за повышенного ампеража сварочного тока. Чаще всего этот дефект образуется в горизонтальных швах. Устраняют подрез наплавкой тонкого шва по линии подреза и шлифовкой.
Кратеры
» />
Кратеры — дефекты в виде углубления, возникающего в результате обрыва сварочной дуги. В этом же месте возможно «пенообразование», те пористость. Кратеры в 99% случаев образовываются при сварке алюминия, без окончательной продувки газом. Кратеры снижают прочность шва из-за уменьшения…да, да всё того же сечения шва. В них могут находиться усадочные рыхлости, способствующие образованию трещин. Устраняют кратеры вырезанием или высверливанием до основного металла, после чего заваривают снова.
…так что там у нас еще…
Прожоги
» />
Прожоги это дефекты сварки, проявляющиеся в сквозном проплавлении и вытекании жидкого металла через сквозное отверстие в шве. по-русски — «дырка» При этом обычно с другой стороны образуется натек. Прожоги возникают из-за повышенного ампеража сварочного тока, недостаточной скорости перемещения при сварке, большого зазора между кромками металла, и тд. Исправляют прожог зачисткой и последующей заваркой.
Так же имеют место быть такие дефекты как посторонние включения, перегрев металла, пористость шва, отклонение от норм по геометрическим размерам и прочие, прочие, прочие…
Друзья, читайте больше литературы технической, варите хорошо. а как попало выйдет само!