На каких оборотах сверлить металл дрелью?
Нельзя точно сказать количество оборотов, так как это зависит от множества факторов (о чём расскажу ниже), а также, даже зная число оборотов, как вы их установите на дрели, ведь вроде ни одна дрель не определяет число оборотов, получается надо сверлить «на глаз», рекомендации дам в конце текста.
От чего зависит скорость сверление металла?
Вид металла
А именно какой металл вы будете сверлить, ведь их очень много и они все имеют разные физические параметры. Например алюминий мягче меди, а также эти два металла мягче железа.
Тип металла
У каждого вида металла есть ещё и свой тип, он зависит от способа изготовления и находящихся в сплаве примесей других металлов. Например бронза и латунь имеют разные свойства. А у стали множество типов от мягких до твёрдых.
Обработка металла
Тоже немаловажный фактор, так как обработка металла может смягчить или затвердить металл, так закалка металла настолько увеличивает прочность, что необходимо использовать специальные свёрла или отпускать металл.
Качество сверла
Свёрла также изготавливаются из различных материалов и имеют различные наконечники, от качества во многом зависит и способ сверления.
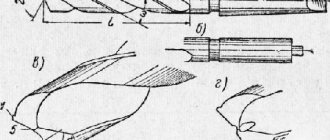
Форма и вид заточки сверла
Под каждый вид и тип металла существуют свои формы сверла и способ их заточки, например для мягких металлов необходимо обеспечить свободный отход стружки.
Диаметр сверла
От этого параметра во многом зависит выбираемая скорость сверления, даже для средних значений, при неправильно выбранной скорости сверло либо сломается, либо будет «гореть».
_______________________
Под каждое сверло составляется своя таблица скорости сверления, например такого формата:
Из таблицы видно, что чем меньше диаметр сверла и мягче металл, тем скорость сверления выше, и наоборот, чем больше диаметр сверла, а соответственно размер срезаемой поверхности тоже больше, и металл более твёрдый, тем скорость сверления меньше.
_________________________
Если вы не знаете какой у вас тип металла, но хотя бы вид определили, а также не понимаете какое сверло и какой у него угол заточки, тогда воспользуйтесь следующей рекомендацией.
При установке в дрель сверла диаметром 12-16 миллиметров, начинайте сверление на самых малых оборотах и постепенно наращивайте их, в тот момент, когда будет визуально видно, что металл лучше всего режет сверло, примерно на этих оборотах и останавливайтесь.
Если сверло диаметром 6-10 миллиметров, то начинайте со средних оборотах, ближе к 11 уменьшите ниже средних, ближе к 6-ти увеличивайте. Также надо визуально оценивать, как сверлится металл, если горит или свистит сверло, тогда уменьшайте обороты, а если сверло не даёт стружку, то увеличивайте.
От 5-ти миллиметров в диаметре и ниже устанавливайте обороты ближе к высоким, но не начинайте сверление на высоких оборотах, так как сверло может сразу затупиться.
Во время сверления поливайте место водой или смесью воды и масла, просто охлаждать время от времени сверло в воде не рекомендую, надо охлаждать именно место сверления.
Общие принципы сверления + (Видео)
Как уже говорилось, сверловка — самое распространенное занятие для ремонтника, а потому важно сразу же выучить несколько основных правил, связанных с этим занятием.
- Использование подходящего инструментария. Существует множество сверл, каждое из которых предназначено для определенного рода материалов. Потому не стоит пытаться сверлить бетон сверлом по дереву и наоборот. Также важно учитывать условия, в которых будет эксплуатироваться инструмент. К примеру, для ремонта во внутренних помещений нельзя использовать промышленные дрели (это попросту небезопасно). Важно учитывать и устойчивость к влаге: для наружных работ будет необходим инструмент класса IP34, если климат в данной местности влажный и IP32, если работать предстоит в хорошую погоду. Внутри помещения можно использовать IPX2/
- Грамотная разметка. Прежде чем начинать какие-либо работы, важно аккуратно и точно разметить места сверления маркером. Под маркер еще можно наклеить бумажный скотч, чтобы дрель не скользила по материалу.
- Выбор необходимой скорости сверления. Здесь все зависит в равной мере как от материала, так и от диаметра лезвия. Если речь идет об очень тонких сверлах (с диаметром менее 3 мм), то тут надо работать на низких оборотах, менее четырехсот за минуту. Для остальных сверл существует следующее правило: чем тоньше сверло, тем большая скорость сверления требуется.
Кроме того, важно следить за тем, чтобы рукоятка была надежно прикреплена к валу ручной дрели. Нельзя также допускать перекоса сверла.
Как засверлиться в нужном месте
Чтобы засверлиться в нужном месте, необходимо использовать специальное приспособление, которое называется керн. Оно изготавливается из прочных марок стали, обладает цилиндрической формой и имеет на своем конце небольшое острие. Перед выполнением работ нужно взять керн, поставить его острием на поверхность, а по его противоположному концу ударить молотком. В результате этого на поверхности материала образуется выемка, в которой необходимо засверлиться.
Рекомендация по использованию СОЖ
| Материал | Твердость | Давление СОЖ (бар) | ||||||||||||
| Расход СОЖ (л/мин) | ||||||||||||||
| Сменные головки из порошковой стали | Твердосплавные сменные головки | |||||||||||||
| BHN | KG | N мм 2 | Ø 9,5- 13 | Ø 13,5- 17,50 | Ø 18- 24 | Ø 25- 35 | Ø 35,5- 48 | Ø 48,5- 65 | Ø 66- 114 | Ø 9,5- 13 | Ø 13,5- 17,50 | Ø 18- 24 | Ø 25- 35 | |
| Сталь для свободной обработки | 100-250 | 38-88 | 370-870 | 12,8 | 8,3 | 9,6 | 7,9 | 6,9 | 3,5 | 6,2 | 20 | 16,5 | 16,5 | 15,2 |
| 9,6 | 11,4 | 19,7 | 30,3 | 53 | 125 | 167 | 12,2 | 16,3 | 25,2 | 41,5 | ||||
| Стали с низким содержанием углерода 1010, 1020, 1025, 1522, 1144 | 85-275 | 30-96 | 300-940 | 11,8 | 6,2 | 6,6 | 5,5 | 5,2 | 2,8 | 4,5 | 17,5 | 11 | 11 | 11,8 |
| 9,5 | 9,8 | 15,9 | 26,5 | 45,4 | 114 | 144 | 11,4 | 13,3 | 20,6 | 36,5 | ||||
| Стали со средним содержанием углерода 1030, 1040, 1050, 1527, 1140, 1151 | 125-325 | 46-111 | 450-1090 | 11,4 | 5,9 | 6,2 | 5,2 | 4,8 | 2,8 | 4,5 | 17,2 | 9,7 | 10,4 | 10,4 |
| 9,1 | 9,8 | 15,5 | 22,7 | 45,4 | 114 | 144 | 11,3 | 12,5 | 20 | 33,8 | ||||
| Литая сталь 4140, 5140, 8640 | 125-375 | 46-129 | 450-1265 | 11,4 | 5,2 | 5,5 | 4,8 | 4,2 | 2,4 | 3,5 | 16,5 | 9,3 | 9,7 | 7,9 |
| 9,1 | 9,1 | 14,8 | 22,7 | 41,6 | 106 | 125 | 11,1 | 12,3 | 19,3 | 30 | ||||
| Высокопрочные стали 4340, 4330V, 300M | 225-400 | 77-139 | 600-1365 | 10,7 | 4,2 | 3,5 | 2 | 2 | 1,7 | 2 | 14,5 | 5,2 | 4,1 | 3,1 |
| 9,1 | 8,3 | 11,7 | 19 | 30 | 87 | 98 | 10,4 | 9,1 | 12,6 | 18,8 | ||||
| Конструкционная сталь A36, A285, A516 | 100-350 | 38-121 | 370-1180 | 11,4 | 5,9 | 5,5 | 3,8 | 3,5 | 2 | 3,5 | 15,8 | 9 | 7,9 | 6,9 |
| 9,1 | 9,8 | 14,8 | 23 | 38 | 98 | 125 | 10,8 | 12 | 17,5 | 27,8 | ||||
| Инструментальная сталь H-13, H-21, A-4, 0-2, S-3 | 150-250 | 50-88 | 500-870 | 10,7 | 4,2 | 3,5 | 2 | 2 | 1,7 | 2 | 14,5 | 5,2 | 4,8 | 3,4 |
| 9,1 | 8,3 | 11,7 | 19 | 30 | 87 | 98 | 10,4 | 9,1 | 13,6 | 19,7 | ||||
| Жаропрочные сплавы Hastelloy B, Inconel 600 | 140-310 | 49-101 | 480-990 | 10,7 | 4,5 | 3,8 | 2,4 | 2 | 2 | 3,1 | 16,5 | 11,4 | 12,4 | 11 |
| 9,1 | 8,7 | 12,1 | 18,9 | 30 | 98 | 125 | 11,1 | 13,5 | 21,9 | 35,4 | ||||
| Титановые сплавы | 140-310 | 49-101 | 480-990 | 10,7 | 4,5 | 3,8 | 2,4 | 2 | 2 | 3,1 | 16,5 | 11,4 | 12,4 | 11 |
| 9,1 | 8,7 | 12,1 | 18,9 | 30 | 98 | 125 | 11,1 | 13,5 | 21,9 | 35,4 | ||||
| Нержавеющая сталь 1.4016 (400-я серия 416, 420) | 135-275 | 49-96 | 480-940 | 11,8 | 5,9 | 5,2 | 3,8 | 3,5 | 2 | 3,1 | 22,7 | 16,5 | 17,9 | 17,2 |
| 9,5 | 9,8 | 14 | 23 | 38 | 98 | 117 | 13 | 16,3 | 26,3 | 44,2 | ||||
| Нержавеющая сталь 1.4301 (300-я серия 304, 316) | 135-275 | 49-96 | 480-940 | 11,8 | 5,9 | 5,2 | 3,8 | 3,5 | 2 | 3,1 | 22,7 | 16,5 | 17,9 | 17,2 |
| 9,5 | 9,8 | 14 | 23 | 38 | 98 | 117 | 13 | 16,3 | 26,3 | 44,2 | ||||
| Высококачественная сталь Super Duplex | 300-500 | 104-139 | 1020-1365 | 11,8 | 5,9 | 5,2 | 3,8 | 3,5 | 2 | 3,1 | 22,7 | 16,5 | 17,9 | 17,2 |
| 9,5 | 9,8 | 14 | 23 | 38 | 98 | 117 | 13 | 16,3 | 26,3 | 44,2 | ||||
| Закаленная сталь | 300-500 | 104-139 | 1020-1365 | 10,7 | 4,2 | 3,5 | 2 | 2 | 1,7 | 2 | 14,5 | 5,2 | 4,8 | 3,4 |
| 9,1 | 8,3 | 11,7 | 19 | 30 | 87 | 98 | 10,4 | 9,1 | 13,6 | 19,7 | ||||
| Чугун с шаровидным графитом — серый и белый чугун | 120-329 | 44-104 | 430-1020 | 11 | 4,5 | 4,2 | 2,8 | 2,4 | 2 | 2,4 | 15,5 | 7,2 | 6,2 | 6,2 |
| 9,1 | 8,7 | 12,5 | 19 | 34 | 98 | 106 | 10,7 | 10,8 | 15,4 | 26,5 | ||||
| Алюминиевое литьё | 30-180 | 10-62 | 100-600 | 14,5 | 12,4 | 15,8 | 11 | 8,6 | 3,5 | 5,5 | 24,1 | 22 | 21,7 | 19,6 |
| 10 | 14 | 23 | 34 | 61 | 125 | 159 | 13,4 | 18,8 | 29 | 47,2 | ||||
| Кованый алюминий | 30-180 | 10-62 | 100-600 | 14,5 | 12,4 | 15,8 | 11 | 8,6 | 3,5 | 5,5 | 24,1 | 22 | 21,7 | 19,6 |
| 10 | 14 | 23 | 34 | 61 | 125 | 159 | 13,4 | 18,8 | 29 | 47,2 | ||||
| Алюминевая бронза | 100-250 | 38-87 | 370-855 | 12,8 | 8,3 | 9,7 | 8 | 6,9 | 3,5 | 6,2 | 20 | 16,5 | 16,5 | 15,2 |
| 9,6 | 11,4 | 19,7 | 30,3 | 53 | 125 | 167 | 12,2 | 16,3 | 25,2 | 41,5 | ||||
| Латунь | 100 | 38 | 370 | 11 | 4,5 | 4,2 | 2,8 | 2,4 | 2 | 2,4 | 24,1 | 22 | 21,7 | 19,6 |
| 9,1 | 8,7 | 12,5 | 19 | 34 | 98 | 106 | 13,4 | 18,8 | 29 | 47,2 | ||||
| Медь | 60 | 21 | 200 | 12,8 | 8,3 | 9,7 | 8 | 6,9 | 3,5 | 6,2 | 20 | 16,5 | 16,5 | 15,2 |
| 9,6 | 11,4 | 19,7 | 30,3 | 53 | 125 | 167 | 12,2 | 16,3 | 25,2 | 41,5 | ||||
| Стеклоткань, углеродное волокно-графит | 100-250 | 38-88 | 370-870 | 12,8 | 8,3 | 9,6 | 7,9 | 6,9 | 3,5 | 6,2 | 20 | 16,5 | 16,5 | 15,2 |
| 9,6 | 11,4 | 19,7 | 30,3 | 53 | 125 | 167 | 12,2 | 16,3 | 25,2 | 41,5 | ||||
Расчет давления и кол-во СОЖ
| Длина инструмента | ||||||
| 3×D | 4×D | 5×D | 8×D | 10×D | 12×D | 15×D |
| см.таблицу | 1,3 | 1,5 | 2 | 3 | ||
Пример
Отверстие диаметром 25 мм с использованием сменной пластины из порошковой стали, стального сплава прочностью 450-1265 Н/мм2.
5×D: 4,8 бар, 22,7 (л/мин)
12×D: 4,8 бар×2 = 9,6 бар, 22,7 (л/мин)×2 = 45,4 (л/мин)
15×D: 4,8 бар×3 = 14,4 бар, 22,7 (л/мин)×3= 68,1 (л/мин)
Технологии сверления отверстий в металле, применяемые в быту
В быту для сверления отверстий металле применяют три технологии. Заготовки и листы зажимают при помощи струбцин и тисков. Чаще всего в домашних условиях используют обычные бытовые дрели и цилиндрические спиральные сверла.
Обычное сверление
Эта технология сверления металла знакома каждому.
- Происходит разметка.
- Отверстие намечают при помощи молотка и кернера.
- Заготовку зажимают в тисках или при помощи струбцины.
- Сверло нужного диаметра вставляют в патрон дрели и зажимают.
- Инструмент центрируют.
- Высверливают сквозное или глухое отверстие.
Фотография №3: сверление металла в домашних условиях
Рассверливание
Рассверливание металла — это технология, направленная на увеличение диаметра ранее проделанного отверстия. Для этого берут сверла больших диаметров.
В домашних условиях отверстия обычно приходится рассверливать поэтапно, постепенно увеличивая диаметр используемых инструментов. Это связано с тем, что мощности бытовой дрели во многих случаях недостаточно для просверливания отверстий больших диаметров в толстых заготовках. Кроме этого поэтапный подход уменьшает осевое давление на сверла. Это значительно уменьшает вероятность поломок.
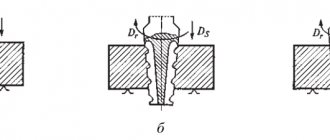
Изображение №1: принцип сверления отверстий больших диаметров в толстом металле в домашних условиях
Уменьшение диаметров глубоких частей отверстий
При этой технологии сверления вначале просверливают неглубокое отверстие большого диаметра, а затем используют инструменты меньшего размера. Технология выглядит так.
Изображение №2: технология уменьшения диаметров отверстий в металле
Как не затупить сверла
Сверло по металлу, во время его использования, может затупиться в том случае, если при вращении оно начинает сильно нагреваться. В результате такого нагрева теряется прочность такого инструмента. Стоит отметить, что процесс нагрева происходит из-за силы трения, поэтому, чем быстрее амплитуда вращения патрона дрели, тем сильнее будет нагрев.
Поэтому, для того, чтобы такой инструмент во время проведения работ не перегревался, проделывать отверстия в металлических поверхностях рекомендуется на небольших оборотах (не больше 1 тысячи оборотов в минуту). Если необходимо просверлить толстую заготовку, тогда рекомендуется применять специальную смазку, либо пасту, которая обеспечит дополнительное охлаждение инструмента. Смазку можно добавить непосредственно в то место, где осуществляется сверление. Также в смазки либо пасты можно окунать сами сверла. Если же под рукой нет специальных смазок, тогда можно использовать обыкновенное машинное масло.