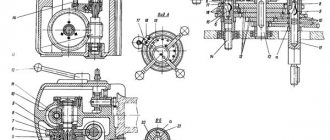
Описание кинематической схемы универсального фрезерного станка 6В75
Привод станка осуществляется от электродвигателя типа А41-4 мощностью N=1,7 кВт и числом оборотов n = 1420 об/мин.
Движение от электродвигателя передается при помощи клиноременной передачи на приемный вал коробки скоростей.
Отсюда движение передается в двух направлениях:
- на горизонтальный и вертикальный шпиндели
- на коробку подач и дальше на суппорт и горизонтальные салазки
Различные скорости вращения горизонтального и вертикального шпинделей получаются при следующих положениях шестерен коробки скоростей:
- I. 4—5—7—2—1—8—9—16 — 95 об/мин
- II. 3—6—7—2—1—8—9—16 — 170 об/мин
- III. 1—8—9—16 (муфты шестерен 2—3 сцеплены) — 300 об/мин
- IV. 4—5—8—9—16 (муфты шестерен 7—8 сцеплены) — 470 об/мин
- V. 3—6—8—9—16 (муфты шестерен 7—8 сцеплены) — 900 об/мин
- VI. 2—7—8—9—16 (муфты шестерен 7—8 и 2—3 сцеплены) — 1650 об/мин
Вращение вертикальному шпинделю передается от шестерни — 16 горизонтального шпинделя через шестерни (15, 14, 13).
Следовательно, вертикальный шпиндель имеет также шесть различных чисел оборотов (указаны в «Механике станка»).
От ведущей звездочки 47, сидящей на приемном валу коробки скоростей, движение при помощи втулочно-роликовой цепи передается на ведомую звездочку 46, сидящую на приемном валу коробки подач.
Различные подачи, передаваемые на суппорт и горизонтальные салазки, получаются при следующих положениях шестерен коробки подач:
На горизонтальные салазки:
- I. 45—43—44—40—42—37—35—34—33—32—20—19(18) — 17,5 мм/мин
- II. 45—43—44—40—41—36—35—34—33—32—20—19(18) — 26,8 мм/мин
- III. 45—43—44—40—39—38—35—34—33—32—20—19(18) — 44,7 мм/мин
- IV. 45—43—42—37—35—34—33—32—20—19(18) — 69,7 мм/мин
- V. 45—43—42—41—36—35—34—33—32—20—19(18) — 106,9 мм/мин
- VI. 45—43—42—39—38—35—34—33—32—20—19(18) — 178 мм/мин
Примечание: При включении шестерни 18 направление подачи меняется.
На суппорт
От ходового валика, на котором сидит на шпонке шестерня 32, и дальше через шестерни (27—26) на ходовой винт 29. (При этом полумуфта шестерни 27 сцеплена с полумуфтой 48).
При перемещении суппорта в обратную сторону движение от ходового валика передается через шестерни—(23—22—21) на ходовой винт 29 (при этом полумуфта шестерни 23 сцеплена с полумуфтой 49).
Величина подач суппорта указана в разделе «Механизм подач». Ручная подача горизонтальных салазок осуществляется при помощи маховичков 50, а в суппорте — при помощи маховичка 51.
Перемещение бабки горизонтального шпинделя осуществляется при помощи маховичка 52.
Перемещение пиноли вертикального шпинделя в корпусе вертикальной головки производятся специальным ключом, который одевается на квадрат 53 валика-шестерни, а последняя зацепляется с рейкой, нарезанной на пиноли.
Предохранение механизма подач от поломок обеспечивает предохранительное устройство шарикового типа (муфта шестерни 34 и муфта 54).
Регулировка предохранительного устройства осуществляется с помощью гайки 55.
Электросхема станка
Схема электрическая включает в себя целый набор специального оборудования и деталей, управляющих работой станка. Порядок функционирования электрооборудования следующий:
- После того как вводный ВВ включен – трехфазное напряжение подается во все рабочие цепи и на элементы управления.
- Сразу после нажатия кнопки «Пуск» (КУ1) на пускатель «К» поступает однофазное питание; при этом его контакты замыкаются и включают основной двигатель Д1 и насос Д2.
- При нажатии на красную кнопку «Стоп» (КУ) цепь питания пускателя разрывается, после чего электродвигатели отключаются.
Обратите внимание: При необходимости остановить электронасос подачи охлаждающей жидкости сделать это можно отдельным пакетником ВН. Реверсирование подач производится посредством переключателя барабанного типа ПШ, а отключение местного освещения – выключателем МО
Для защиты электродвигателей от перегрузок в цепях трехфазного питания устанавливаются тепловые реле
Реверсирование подач производится посредством переключателя барабанного типа ПШ, а отключение местного освещения – выключателем МО. Для защиты электродвигателей от перегрузок в цепях трехфазного питания устанавливаются тепловые реле.
Технические характеристики фрезерного станка 6В75
| Наименование параметра | 6Е75ПФ1 | 675П | 6В75 |
| Основные параметры станка | |||
| Класс точности по ГОСТ 8-82 | П | П | Н |
| Размеры горизонтального (углового) стола, мм | 200 х 630 | 200 х 630 | 200 х 630 |
| Размеры вертикального стола, мм | 200 х 500 | 200 х 500 | 195 х 550 |
| Максимальная масса обрабатываемой детали, кг | 200 | ||
| Наибольшие размеры обрабатываемой с одной установки детали (длина х ширина х высота), кг | 300 х 230 х 280 | ||
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального стола, мм | 90..390 | 80..380 | 70..360 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..290 | 0..300 | 22..312 |
| Наибольший вылет оси вертикального шпинделя, мм | 130..330 | ||
| Наибольший продольный ход стола (X), мм | 320 | 320 | 250 |
| Наибольший вертикальный ход стола (Z), мм | 290 | 300 | 290 |
| Наибольший поперечный ход шпиндельной бабки (Y), мм | 200 | 200 | 150 |
| Цена деления лимбов, мм | 0,05 | 0,025 | |
| Горизонтальный и вертикальный шпиндели станка | |||
| Частота вращения горизонтального шпинделя, об/мин | 40..2000 | 50..1600 | 95..1650 |
| Частота вращения вертикального шпинделя, об/мин | 40..2000 | 63..2000 | 110..1860 |
| Количество скоростей шпинделей | 18 | 16 | 6 |
| Наибольший допустимый крутящий момент на горизонтальном шпинделе, Нм | 214 | ||
| Наибольший допустимый крутящий момент на вертикальном шпинделе, Нм | 155 | ||
| Наибольшее осевое перемещение вертикального шпинделя, мм | 60 | 60 | |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±90° | ±90° | ±45° |
| Конус горизонтального и вертикального шпинделей | 40АТ5 | Морзе 4 | Морзе 4 |
| Стол | |||
| Пределы продольных и вертикальных подач стола (X, Z), мм/мин | 10..1000 | 12,5..400 | 17,5..178 |
| Ускоренный ход стола, мм/мин | 1800 | 935 | нет |
| Количество подач стола | Б/с | 16 | 6 |
| Наибольшее усилие подач стола, Н | 4000 | 5000 | |
| Шпиндельная бабка | |||
| Пределы поперечных подач шпиндельной бабки (Y), мм/мин | 10..1000 | 12,5..400 | нет |
| Количество подач шпиндельной бабки | Б/с | 16 | – |
| Наибольшее усилие подач шпиндельной бабки, Н | 4000 | 5000 | |
| Ускоренный ход шпиндельной бабки, мм/мин | 1800 | ||
| Электрооборудование и привод станка | |||
| Количество электродвигателей на станке | 4 | 2 | |
| Электродвигатель главного привода, кВт | 1,5 | 1,5 | 1,7 |
| Электродвигатель привода подач, кВт | 1,1 | нет | |
| Электродвигатель насоса гидравлики, кВт | 0,06 | нет | |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, кВт | 2,78 | 1,62 | 1,82 |
| Габарит и масса станка | |||
| Габариты станка (длина х ширина х высота), мм | 1350 х 1400 х 1750 | 1110 х 1170 х 1650 | 1150 х 1100 х 1600 |
| Масса станка, кг | 810 | 1100 | 855 |
Список литературы:
Руководство по эксплуатации и обслуживанию универсально-фрезерных станков 6В75 и 6В75П, 1966
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973, с.141
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Основные характеристики станка
При ознакомлении со станком выделяется ряд его пространственных характеристик, рассматриваемых далее.
Габаритные размеры рабочего пространства и присоединительные базы
Вертикально расположенная поверхность основного рабочего стола имеет размер 200х500 мм. Остальные характерные параметры станка (включая присоединенные элементы) приведены ниже:
- Для углового стола, в исходном состоянии расположенного горизонтально, поверхностный размер имеет величину 200х630 мм.
- Удаление поверхности углового стола от оси шпинделя составляет от 55 до 355 мм.
- Тот же размер для вертикально ориентированного шпиндельного узла может варьироваться от 0 до 280 мм.
- Максимально допустимый ход стола вдоль продольной оси (X) – порядка 320 мм.
- Наибольший его ход по вертикали ( Z) – не менее 300 мм.
- Предельно допустимый ход фрезера (поперечный Y) – около 200 мм.
При таких габаритно-пространственных параметрах вес станка не превышает 635-ти кг.
Общий вид широкоуниверсального фрезерного станка 675
Конструктивно станки модели 675 состоят из станины, на которой закреплен рабочий стол и шпиндельная бабка. Для фиксации заготовки можно использовать основную горизонтальную поверхность. Благодаря функции поворота рабочей головки обработку допускается выполнять под углом.
Расположение составных частей
Основные части станка располагаются согласно приведенному слева рисунку. Грамотно выбранная схема размещения органов управления и других частей оборудования обеспечивает удобство работы на нем.
Перечень составных частей
К числу узлов оборудования помимо основного стола следует отнести:
- головку, размещенную вертикально;
- шпиндельную инструментальную бабку (горизонтальную);
- коробку переключения и регулировки рабочих скоростей и подач (КС);
- стол, способный располагаться под углом к основной плоскости;
- суппорт, а также станину.
К конструкции фрезерного агрегата также принято относить и комплект его электрооборудования.
Важно! Для увеличения функциональности при его приобретении можно заказать дополнительные узлы.
К ним относится, в частности, насадка для ударной обработки деталей, не входящая в состав комплекта.
Расположение органов управления фрезерным станком 675
Расположение органов управления представлено на размещенном справа рисунке. Каждая из позиций обозначена своим номером, расшифровка которых дается в следующем разделе.
Описание кинематической схемы универсального фрезерного станка 6В75
Привод станка осуществляется от электродвигателя типа А41-4 мощностью N=1,7 кВт и числом оборотов n = 1420 об/мин.
Движение от электродвигателя передается при помощи клиноременной передачи на приемный вал коробки скоростей.
Отсюда движение передается в двух направлениях:
- на горизонтальный и вертикальный шпиндели
- на коробку подач и дальше на суппорт и горизонтальные салазки
Различные скорости вращения горизонтального и вертикального шпинделей получаются при следующих положениях шестерен коробки скоростей:
- I. 4—5—7—2—1—8—9—16 – 95 об/мин
- II. 3—6—7—2—1—8—9—16 – 170 об/мин
- III. 1—8—9—16 (муфты шестерен 2—3 сцеплены) – 300 об/мин
- IV. 4—5—8—9—16 (муфты шестерен 7—8 сцеплены) – 470 об/мин
- V. 3—6—8—9—16 (муфты шестерен 7—8 сцеплены) – 900 об/мин
- VI. 2—7—8—9—16 (муфты шестерен 7—8 и 2—3 сцеплены) – 1650 об/мин
Вращение вертикальному шпинделю передается от шестерни — 16 горизонтального шпинделя через шестерни (15, 14, 13).
Следовательно, вертикальный шпиндель имеет также шесть различных чисел оборотов (указаны в «Механике станка»).
От ведущей звездочки 47, сидящей на приемном валу коробки скоростей, движение при помощи втулочно-роликовой цепи передается на ведомую звездочку 46, сидящую на приемном валу коробки подач.
Различные подачи, передаваемые на суппорт и горизонтальные салазки, получаются при следующих положениях шестерен коробки подач:
На горизонтальные салазки:
- I. 45—43—44—40—42—37—35—34—33—32—20—19(18) – 17,5 мм/мин
- II. 45—43—44—40—41—36—35—34—33—32—20—19(18) – 26,8 мм/мин
- III. 45—43—44—40—39—38—35—34—33—32—20—19(18) – 44,7 мм/мин
- IV. 45—43—42—37—35—34—33—32—20—19(18) – 69,7 мм/мин
- V. 45—43—42—41—36—35—34—33—32—20—19(18) – 106,9 мм/мин
- VI. 45—43—42—39—38—35—34—33—32—20—19(18) – 178 мм/мин
Примечание: При включении шестерни 18 направление подачи меняется.
На суппорт
От ходового валика, на котором сидит на шпонке шестерня 32, и дальше через шестерни (27—26) на ходовой винт 29. (При этом полумуфта шестерни 27 сцеплена с полумуфтой 48).
При перемещении суппорта в обратную сторону движение от ходового валика передается через шестерни—(23—22—21) на ходовой винт 29 (при этом полумуфта шестерни 23 сцеплена с полумуфтой 49).
Величина подач суппорта указана в разделе «Механизм подач». Ручная подача горизонтальных салазок осуществляется при помощи маховичков 50, а в суппорте — при помощи маховичка 51.
Перемещение бабки горизонтального шпинделя осуществляется при помощи маховичка 52.
Перемещение пиноли вертикального шпинделя в корпусе вертикальной головки производятся специальным ключом, который одевается на квадрат 53 валика-шестерни, а последняя зацепляется с рейкой, нарезанной на пиноли.
Предохранение механизма подач от поломок обеспечивает предохранительное устройство шарикового типа (муфта шестерни 34 и муфта 54).
Регулировка предохранительного устройства осуществляется с помощью гайки 55.
Описание отдельных узлов и принадлежностей
При описании состава станков модели 675 можно выделить перечисленные ниже рабочие узлы.
Функциональный консольный фрезерный станок 6т80ш: описание основных узлов, характеристики
Станина
Это основа станка, на которой размещаются все остальные рабочие узлы. Здесь же располагаются органы управления режимами фрезерования и сверления, а также включением и выключением устройства.
Суппорт
Этот узел обеспечивает подачу заготовки посредством ходовых винтов 1 и 8, а также основного приводного вала 24. Изменение ее направления осуществляется с помощью рукоятки крестовой (позиция 16).
В крайних положениях во всех плоскостях перемещения суппорта его подача отключается за счет специальных упоров с концевыми выключателями 6 и 15.
Горизонтальный шпиндель
Горизонтальное положение шпинделя – основное его рабочее состояние, в котором осуществляются операции фрезерования деталей, фиксируемых на угловом наклонном столе. Он крепится на станине справа и управляется отдельной ручкой подач вращающегося типа.
Вертикальный шпиндель
Вертикальная головка – это съемный узел, при установке которого оборудование легко переналаживается на другой режим работы. Он фиксируется на бабке посредством двух болтов соосно второму шпинделю. Размещенная вертикально головка способна поворачиваться на 90° по обе стороны, для чего на корпусном фланце имеется разметка в виде делений в градусах.
Угловой универсальный стол
Плоскость горизонтального универсального стола имеет встроенный механизм регулировки наклона, обеспечивающий удобство обработки закрепленных на нем заготовок.
Круглый стол
Поворотный круглый стол располагается по центру станины; он нужен для фиксации заготовок, обрабатываемых посредством инструмента, закрепляемого в шпинделе.
Тиски параллельные
Специальные тиски параллельные служат для зажима обрабатываемой детали в основном рабочем столе. Их наличие существенно упрощает фиксацию заготовок перед их обработкой и повышает производительность совершаемых операций.
Делительная головка
Специальная делительная или ударная головка не входит в стандартную комплектацию данного образца оборудования. Обычно она приобретается отдельно и устанавливается на вертикальный шпиндель. Применяется при необходимости нарезания на металлических заготовках различных пазов и шлицов или для распиловки.
675п характеристики
Технические характеристики станка 675п позволяют фрезеровать изделия в горизонтальной и вертикальной плоскости, а так же обрабатывать детали под углом. На станке установлен угловой стол с горизонтальной рабочей плоскостью и основной стол с вертикальной рабочей плоскостью.
| Наименование характеристики | Ед. изм. | Параметры |
| Расстояние от оси горизонтального шпинделя до рабочей поверхности углового горизонтального стола | мм | 80…380 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности углового горизонтального стола | мм | 0…300 |
| Расстояние от торца станины до оси вертикального шпинделя | мм | 130…330 |
| Расстояние от торца горизонтального шпинделя до торца серьги, наибольшее | мм | 210 |
| Наибольшее перемещение стола | ||
| Продольное | мм | 320 |
| Вертикальное | мм | 300 |
| Цена одного деления лимба | мм | 0,05 |
| Перемещение на один оборот лимба | мм | |
| Продольное | мм | 5 |
| Вертикальное | мм | 2,5 |
| Размеры рабочей поверхности стола (Д х Ш) | мм | 500 х 200 |
| Число Т-образных пазов | 2 | |
| Ширина Т-образных пазов | мм | 14 |
| Расстояние между Т-образными пазами | мм | 100 |
| Размеры рабочей поверхности стола (Д х Ш) | мм | 630 х 200 |
| Число Т-образных пазов | 3 | |
| Ширина Т-образных пазов | мм | 14 |
| Расстояние между Т-образными пазами | мм | 50 |
| Наибольшее перемещение | мм | 200 |
| Выключающие упоры | есть | |
| Цена одного деления лимба | мм | 0,05 |
| Перемещение на один оборот лимба | мм | 5 |
| Внутренний конус | Морзе №4 | |
| Наибольший угол поворота | град | ±90 |
| Наибольшее перемещение шпинделя (от руки) | мм | 60 |
| Внутренний конус | Морзе 4 | |
| Главный привод станка | ||
| Число оборотов | об/мин | 1420 |
| Мощность | кВт | 1,5 |
| Электронасос подачи охлаждающей жидкости | ||
| Число оборотов | об/мин | 2800 |
| Мощность | кВт | 0,12 |
| Габаритные размеры станка | ||
| длина | мм | 1110 |
| ширина | мм | 1170 |
| высота | мм | 1650 |
| Масса станка | кг | 770 |
Технологические характеристики
Технические характеристики фрезерного станка модели 675П:
- габариты станка 1,11х1,17х1,65 м;
- масса агрегата 1,1 т;
- мощность электрического двигателя – 1,5 кВт;
- мощность электродвигателя, который установлен на насосе охлаждения – 0,12 кВт;
- размеры рабочих панелей – горизонтально расположенной 0,2х0,63 м, вертикальной 0,2х0,5 м;
- класс точности оборудования – П;
- расстояние от центра шпиндельного узла в горизонтальном блоке 8-38 см до рабочей панели, в вертикальном – 0-30 см;
- максимальный вылет шпинделя, который размещен горизонтально – 13-33 см;
- максимально возможное смещение – по оси Х 32 см, по оси Y 20 см, по оси Z 30 см;
- скорость вращения шпинделя – горизонтально расположенного 50-6000 оборотов за минуту, вертикального 63-2000 оборотов за минуту;
- максимально возможный крутящий момент – горизонтальный 214 Нм, вертикальный 155 Нм.
Учитывая все перечисленные характеристики данного оборудования, понятно, почему оно приобрело такую популярность. Данный агрегат отличается высокой мощностью, что обеспечивает достаточную продуктивность труда при обработке различных деталей.
Паспорт на Станок инструментальный фрезерный 675П | ПАСПОРТИЗАЦИЯ
Назначение технического устройства.
Инструментальный широкоуниверсальный фрезерный станок повышенной точности модели 675П предназначен как для выполнения разнообразных фрезерных работ с горизонтальным либо вертикальным шпинделем, который при необходимости, может быть, повёрнут под углом. Обрабатываемая деталь может быть установлена на основном столе с вертикальной рабочей плоскостью или на угловом столе с горизонтальной рабочей плоскостью.
Технические характеристики.
Расстояние от оси горизонтального шпинделя до рабочей поверхности углового горизонтального стола, мм – 80-380 Расстояние от торца вертикального шпинделя до рабочей поверхности углового горизонтального стола, мм – 0-300 Расстояние от торца станины до оси вертикального шпинделя, мм -130-330 Расстояние от торца горизонтального шпинделя до торца серьги (наибольшее), мм – 210 Габариты станка, мм: длина – 1110 ширина – 1170 высота – 1650
Вес станка без принадлежностей, кг – 770
tu-passport.ru
Паспорт широкоуниверсального станка
Паспорт начинается с указания марки станка и указания завода изготовителя. Далее, идет изображение оборудования во всех проекциях, описание основных узлов. Все приспособления и устройства, входящие в комплектацию оборудование, перечислены с указанием их функций. Документ включает в себя все схемы, чертежи основных узлов и перечень быстро изнашиваемых деталей. Для транспортировки станка в паспорте указаны схемы строповки и установки на фундамент.
Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт широкоуниверсального фрезерного станка СФ 675.
Особенности конструкции
Фрезерный станок 675 отличается небольшими размерами при возможности обрабатывать заготовки длиной до 600 мм. Конструкция включает в себя два шпинделя, рабочий вертикальный стол и съемный горизонтальный. В комплект станка входит шкаф под приспособления и инструмент.
Цепь главного движения
К горизонтальному шпинделю вращение передается через зубчатое зацепление с барабанной шестерней, соединенной с коробкой скоростей. Электродвигатель соединен с ведущим валом клиноременной передачей. Вертикальный шпиндель вращается через соединение коническими шестернями с горизонтальным двигателем. Настройка числа оборотов обеих рабочих органов производится одной рукояткой.
Цепь подач
Цепь подач передает движение сразу на 3 рабочих узла, обеспечивая перемещение по всем осям:
- суппорт – вертикальное;
- салазки – продольное;
- шпиндельная бабка – поперечное.
Ускоренный ход составляет 935 мм/мин. Рабочих подач 16, от 12,5 мм/мин до 400 мм/мин. Механизм подач работает от главного привода, получая вращение от коробки скоростей через зубчатое зацепление шестеренок.
Суппорт
Через суппорт осуществляется продольное и поперечное перемещение стола с деталью через ходовой винт и приводной вал. Направление перемещения по 3 направлениям включается одной крестовой рукояткой в сторону направления движения. Смазка деталей производится лубрикатором.
Станина
Станина имеет высокое основание. Сверху расположен хобот, используемый при работе горизонтального шпинделя цилиндрическими фрезами. Сбоку в теле станины отлит ящик под коробку подач. Он закрывается дверцей. В передней части стойка с направляющими консоли.
Горизонтальный шпиндель
Горизонтальный шпиндель находится в верхней части станины, под хоботом. Он получает вращение от коробки скоростей через зубчатое зацепление. Шпиндельная бабка крепится на 2 радиальных опорах и стоит в 4 упорных подшипниках. Для крепления деталей в шпинделе имеется конус Морзе 4. При установке оправки с фрезами, используют серьгу.
Перемещение хобота ручное. Зажимается в рабочем положении справа 2 ручками. Скорость вращения регулируется ступенчато, имеет 16 положений. Перемещение шпиндельной бабки в горизонтальной оси ограничивают упоры. Смазка минеральным маслом осуществляется разбрызгиванием. Жидкость подается в поддон корпуса шпиндельной бабки.
Вертикальный шпиндель
Вертикальная головка относится к съемным узлам. Она закрепляется к горизонтальной шпиндельной бабки двумя винтами и получает от нее вращение. Установка производится по рискам для соосности вращающихся деталей. Хобот отводится в заднее крайнее положение.
Вертикальный шпиндель вместе с головкой поворачивается на 90⁰ вручную по шкале, нанесенной на основании его корпуса, и фиксируется штифтами. Встроенная в корпус пружина уравновешивает гильзу при ее перемещении. Радиальные нагрузки гасятся двумя опорами. Осевые вибрации гасятся упорными подшипниками.
Конструкция и ее особенности
Все рабочие узлы крепятся непосредственно на литой станине станка. Шпиндель не меняет своего положения и только выдвигается вперед во время работы.
Хобот и серьги
Хобот перемещается горизонтально, параллельно шпинделю, по направляющим, расположенным в верхней части станины. В задней части на корпусе хобота установлен двигатель. Он включается при установке в передней части поворотной головки и вращает установленный в ней инструмент.
При обработке массивных деталей оправка с инструментом фиксируется серьгами. Они перемещаются по направляющим в нижней части хобота.
Коробка скоростей
Коробка скоростей расположена непосредственно в полой станине станка, в ее верхней части. Упругая муфта соединяет коробку скоростей с валом электродвигателя и одновременно устраняет несоосность вращающихся деталей.
Для проведения осмотра и профилактики коробки скоростей в станине справа имеется специальная дверца.
Коробка переключения скоростей
Коробка переключения расположена непосредственно над коробкой скоростей, в хоботе. С ее помощью выставляется необходимый режим резания рукоятками, расположенными справа, на корпусе хобота.
Коробка подач
В консоли расположена коробка подач. Рукоятками на передней стенке узла устанавливаются все подачи на перемещение в любом направлении. Привод подач независимый, осуществляется от двигателя, расположенного непосредственно в корпусе консоли.
6т12
Шариковая регулируемая муфта встроена в коробку подач. Она предохраняет от перегрузок, отключая коробку от вала двигателя.
Габаритные размеры рабочего пространства
Габаритное пространство определяется параметрами:
- размеры стола 1250×320 мм;
- максимальное перемещение продольное 800 мм и поперечное 240 мм;
- расстояние от оси шпинделя до поверхности стола 30–450 мм;
- расстояние от оси поворотной головки шпинделя до направляющих станины 260–280 мм.
Одно деление лимба равно смещению на 0,05 мм в любом направлении.
Общая компоновка широкоуниверсального фрезерного станка 67К25ПФ2
Инструментальный широкоуниверсальный с ЧПУ фрезерный станок состоит из отдельных сборочных единиц. На чугунном основании закреплена стойка, где монтируются все основные узлы станка. По горизонтальным направляющим стойки перемещается фрезерная бабка, к которой крепятся: вертикальная головка, хобот, коробка скоростей и пульт управления. По вертикальным направляющим стойки перемещается суппорт, а по его горизонтальным направляющим – салазки.
К нижней части стойки крепится двигатель подач.
Для расширения технологических возможностей станка к нему прилагается большое количество принадлежностей.
К вертикальной базовой плоскости салазок крепятся угловой или универсальный стол, служащие для установки обрабатываемых изделий.
Для делительных работ служат круглый стол и делительная головка, которые могут устанавливаться как на угловом столе, так и на вертикальной плоскости салазок.
Для долбежных работ предназначена долбежная головка, которая крепится на фрезерной бабке.
Быстроходная головка имеет свой привод и крепится также к фрезерной бабке.
Инструмент крепится в конусах шпинделей. Зажим инструмента в фрезерной и вертикальной головках механизирован.
Коробка скоростей
Коробка скоростей собрана в специальном корпусе 4.
Корпус крепится фланцем к торцу фрезерной бабки, а фланцем 9 коробка входит в центрирующее отверстие бабки. Коробка скоростей состоит из четырех валов и блоков зубчатых колес, перемещение которых позволяет сообщать шпинделю восемнадцать различных скоростей. Переключение скоростей осуществляется механизмом переключения.
Для изменения скорости рукоятку переключения скоростей 2 необходимо опустить вниз. При этом диски 10 и 12 под действием пружины II разводятся. При повороте грибка набора скоростей 3 и связанных с ним дисков изменяется положение отверстий дисков относительно пальцев 13, чем производится подготовка для переключения скоростей. Затем рукояткой переключения 2 диски сводятся в первоначальное положение. Тогда пальцы 13, перемещаясь, при помощи рычагов переведут блоки шестерен коробки скоростей. При переключении возможно, что торцы зубьев, зацепляемых шестерен, совпадут и диски не сведутся. В этом случае необходимо нажать кнопку “Толчок” на пульте.
При переключении скоростей (при отводе дисков) вращение автоматически прекращается.
Цилиндр 5, тарельчатые пружины 6, труба 7 и шомпол 8 предусмотрены для механизированного зажима инструмента. Зажим осуществляется тарельчатыми пружинами б, а отжим – гидроцилиндром 5 при включении гидравлики.
Бабка фрезерная
Фрезерная бабка (рис. 6.6) снабжена прямоугольными направляющими и перемещается по горизонтальным направляющим стойки. В передней части бабки монтируется горизонтальный шпиндель, который приводится во вращение коробкой скоростей, закрепленной фланцем в задней части бабки. К торцу бабки крепится кронштейн 2, в нижней части которого закреплен ходовой винт 5, обеспечивающий поперечное перемещение бабки. На кронштейн 2 крепится главный привод с двигателем 4 и поликлиновой передачей, передающей вращение на коробку скоростей жесткой муфтой 3. Натяжение поликлинового ремня 7 регулируется перемещением корпуса 8 при помощи винта 9. По верхним направляющим бабки перемещается хобот I с поддержкой 6, служащей для фрезерования горизонтальными оправками.
Шпиндель горизонтальный
Шпиндель I монтируется в корпусе бабки фрезерной и получает вращение от коробки скоростей. Передняя и задняя опоры шпинделя – двухрядный роликовый подшипник с коническим отверстием 2 и 4. Осевые нагрузки воспринимаются упорными подшипниками 3.
Суппорт станка
Суппорт служит для продольного и вертикального перемещения основного стола механически или вручную. Механическая подача стола осуществляется ходовыми винтами I и 16, получающими вращение при включенных муфтах, от приводного вала 2. Вручную стол перемещается от маховика 12, а суппорт — от маховика II. Маховик II смонтирован в кронштейне 10, который на оси 9 поворачивается относительно неподвижного кронштейна 8 и может быть установлен в удобное для рабочего положение.
Перемещение суппорта контролируется линейкой и лимбом с ценой деления 0,02 мм.
Стойка
Стойка 17 установлена на основании 12 и представляет собой отливку коробчатого сечения, на которой размещены основные узлы станка, связанные между собой кинематическими звеньями. В задней нижней части стойки на плите 15 размещен двигатель 14, вращение от которого через зубчатую пару 13-16, вал 7, муфту II и коническую пару 9-8 передается валу 6. При включении электромагнитной муфты 4 через коническую пару 1-2 на трубу 18 с гайками 19 и 20. Маховик 21 служит для ручного перемещения фрезерной бабки.
Обслуживание и ремонтные работы
Важнейшее звено предупредительно ремонтных работ – техническое обслуживание. Оно заключается в регулярном осмотре основных узлов станка, проверке их работоспособности и смазки.
Электрооборудование, как и остальные узлы станка постепенно изнашивается как в физическом, так и в моральном плане. Но большинство узлов станка легко заменить на аналогичные, что значительно продлевает срок службы оборудования и повышает эксплуатационные параметры станка. Во время работы станок обязательно должен быть заземлен и для нормальной эксплуатации работать нужно в помещении с влажностью 65% и температурой 20 °С.
Устройство и работа фрезерного станка 679
Кинематическая схема (рис. 7) станка состоит из следующих цепей:
- а. цепь главного движения;
- б. цепь подач.
Цепь главного движения фрезерного станка 679
От электродвигателя, мощностью 2,8 кВт, движение передается на вал 1 клинноременной передачей. От вала I через шестерни коробки скоростей, сидящих на валах II и III, зубчатое колесо 56, сидящее на валу IV, через зубчатое колесо 47 передается вращение горизонтальному шпинделю V.
Вертикальный шпиндель VII получает вращение от вала V через коническую пару 41,42, вал VI и цилиндрическую пару 43,44. Осевое перемещение вертикального шпинделя осуществляется рукояткой реечной шестерни (46), перемещающей гильзу с рейкой (45) вручную.
Различное положение двойных зубчатых колес коробки скоростей (1—2; 3—4; 10—11) позволяет сообщить восемь различных чисел оборотов (см. таблицу 1) горизонтальному шпинделю (от 110 до 1230 об/мин.) и восемь чисел оборотов (см. таблицу 2) вертикальному шпинделю (от 150 до 1660 об/мин.).
Приведенные в таблицах 1 и 2 числа оборотов составляют стандартный ряд; отклонения фактических значений чисел оборотов от стандартного ряда колеблются в пределах 5%.
Цепь подач фрезерного станка 679
Привод подач станка устроен следующим образом.
Механические перемещения стола осуществляются механизмом подач, получающим вращение от вала 1 коробки скоростей через цилиндрические зубчатые колеса 12; 15; 16; 17 и коробку подач.
От вала XI через цепную передачу 58; 59 вращение передается валу XII, конической паре 60; 61, вертикальному валу XIII.
Зубчатые колеса 33; 34 передают вращение свободно сидящим колесам 31 и 35, а через колесо 30—зубчатым колесам 29 и 32.
Продольное механическое перемещение стола осуществляется включением муфты вала XV с муфтой зубчатого колеса 31 (перемещение влево) —и с муфтой колеса 32 — (перемещение вправо). Через коническую пару 27; 28 вращение сообщается винту продольного хода XVI.
Ручное продольное перемещение стола осуществляется двумя рукоятками, сидящими на концах винта XVI.
Вертикальное механическое перемещение суппорта со столом вверх производится включением муфты винта XIV с муфтой шестерни 29, а вниз — с муфтой шестерни 35.
Ручное вертикальное перемещение суппорта осуществляется маховичком, сидящим на валу XVII через коническую пару 37; 36 и вертикальным винтом XIV.
Поперечное механическое перемещение горизонтальной бабки, заменяющее обычно принятое в фрезерных станках поперечное Перемещение стола по консоли, осуществляется следующим образом: от вала XI коробки подач через цепную передачу 57; 53 вращение передается валу XVIII, на котором свободно сидят конические зубчатые колеса 52, 54.
Включением муфты вала XVIII с муфтой колеса 54 вращение передается цилиндрической зубчатой паре 50; 51 и гайке 49. При этом горизонтальная бабка, несущая винт 48, перемещается вперед (к рабочему столу). При включении муфты вала XVIII с муфтой колеса 52 горизонтальной бабке сообщается движение в обратную сторону.
Ручное перемещение горизонтальной бабки производится Маховичком, сидящим на валу XIX.
В зависимости от произведенных переключений двойных зубчатых колес 13—14; 18—19; 20—21 валу XI можно сообщить восемь разных чисел оборотов. В результате получаем восемь продольных подач (см. таблицу 3), восемь вертикальных подач (см. таблицу 4) и восемь поперечных подач (см. таблицу 5).
Подачи выражаются значениями стандартного ряда. Отклонение фактических величин минутных подач от стандартных значений колеблется, как и для чисел оборотов шпинделей, в пределах 5 %.
Станок 676. Универсально-фрезерный. Руководство по эксплуатации
Данное руководство по эксплуатации «Станок универсальный фрезерный 676» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального фрезерного станка 676
Назначение Распаковка и транспортировка Фундамент, монтаж и установка Паспорт Спецификация органов управления Спецификация зубчатых колес, винтов и гаек станка Спецификация зубчатых и червячных колес, червяков, винтов и гаек принадлежностей Механика главного движения Расчет чисел оборотов шпинделей Механика подач Расчет величин подач Спецификация подшипников, качения Комплектная ведомость Краткое описание станка и принадлежностей
- Общая компоновка
- Шпиндельная бабка
- Суппорт
- Коробка скоростей
- Коробка подач
- Вертикальная шпиндельная головка
- Основание и охлаждение
- Угловой стол
- Универсальный стол
- Тиски
Круглый стол Долбежная головка Делительная головка
- Гитара к делительной головке
- Быстроходная головка
Электрооборудование станка
- Описание электросхемы
- Защита
Спецификация покупного оборудования Спецификация к схеме смазки станка Спецификация смазочных мест и элементов системы смазки принадлежностей Указания по обслуживанию системы смазки Подготовка станка к пуску Наладка станка Установка инструмента Настройка числа оборотов Настройка величины подачи Установка принадлежностей Сложное деление Таблица подбора сменных шестерен для нарезания спиралей Регулировка станка
- Коробка скоростей
- Коробка подач
- Суппорт
- Шпиндельная бабка
- Основание и охлаждение
- Вертикальная шпиндельная головка
- Круглый стол
- Делительная головка
Акт приемки станка Испытание станка на соответствие нормам точности Принадлежности и инструмент к станку Общее заключение по испытанию станка Дополнительные замечания
Достоинства и недостатки оборудования
К достоинствам станков типа 675П относят:
- Хорошее поглощение вибраций за счет массивности чугунной станины, что гарантирует высокое качество обработки деталей.
- Широкий диапазон размеров обрабатываемых деталей (до 80 см в длину и до 25-ти см – в ширину).
- Расширенный функционал (допустимость проведения ударных операций посредством входящей в комплект головки).
- Возможность установки в инструментальных мастерских и небольших цехах.
- Простое и понятное управление.
- Расширенный диапазон скоростей вращения обеих шпинделей, что позволяет выбирать оптимальный режим обработки.
В станке предусмотрена возможность применения еще одной шпиндельной головки, крепящейся на выдвижном хоботе. Этот вспомогательный узел способен поворачиваться в обеих плоскостях под углами ±90 градусов.
К относительным недостаткам этих моделей относят недостаточно высокую надежность, а также низкую производительность, из-за чего они не годятся для крупносерийного производства.
Особенности модификации 675П
Модель широкоуниверсального фрезерного станка 675П комплектуется инструментальным шкафом. Станок имеет преимущества перед другими агрегатами серии 675:
- повышенная точность обработки;
- увеличенный размер обрабатываемых деталей до 250 мм по ширине и 800 мм по длине;
- мощный насос с подачей 22 л масла в мин;
- дополнительная панель управления сбоку от стойки.
Малогабаритный станок можно устанавливать в небольших помещениях мастерских и гаражей.
Преимущества и недостатки модели
Рассматриваемый фрезер 675 характеризуется довольно большим количеством преимуществ. Они следующие:
- Управление очень просто и интуитивное.
- Конструкция характеризуется относительно небольшими габаритами. Кроме этого, небольшой вес фрезерного станка позволяет проводить их установку в домашних мастерских.
- Устройство имеет широкий диапазон вращения, что позволяет подобрать наиболее подходящий режим работы.
- Есть электрический насос, который обеспечивает подачу СОЖ в место фрезерования. Подобная смазка существенно снижает температуру в зоне резания.
- У устройства есть шпиндельная головка, которая поворачивается под углом 90 градусов в двух направлениях.
Недостатки у подобной модели также существенные. Примером можно назвать относительно небольшую надежность, а также сниженный показатель производительности, за счет чего модель не может устанавливаться для выпуска крупных серий изделий.
Угловой универсальный стол
Съемный угловой стол вешается на суппорт верхними шпонками. К рабочей поверхности прикручивается болтами. Он имеет 5 Т-образных пазов для крепления заготовки и вращает ее вокруг горизонтальной оси. Вращение стола производится вручную, по лимбу на передней части. Там же расположена ручка зажима приспособления.
Тиски
Тиски устанавливаются на рабочий и поворотный стол. Они позволяют производить обработку мелких деталей с высокой точностью, делать сложные рельефы.
Круглый стол
К съемным приспособлениям, входящим в комплект станка, относится круглый стол. Он крепится к продольному столу. Благодаря делительной головке его функциональность увеличивается. Обработка боковых и верхней поверхности заготовки производится горизонтальным шпинделем.
Делительная головка
Делительная головка позволяет с высокой точностью прокрутить деталь на заданный угол. Приспособление позволяет изготавливать зубчатые колеса и другие сложные детали с повторяющимися элементами.
Назначение и область применения
На оборудовании можно применять ряд фрезерных и расточных работ с высокими параметрами точности обработки деталей. На станке можно осуществлять следующие операции: сверление, рассверление, долбление, центрование, фрезерование, растачивание, развертывание, зенкерование.
Для машиностроительных предприятий и мелкосерийного производства этот станок незаменим в изготовлении деталей, плоскостей, инструментов. Из-за многоуровневой системы подач станок отличается экономичной и точной обработкой заготовок.
Преимущества и недостатки модели
Рассматриваемый фрезер 675 характеризуется довольно большим количеством преимуществ. Они следующие:
- Управление очень просто и интуитивное.
- Конструкция характеризуется относительно небольшими габаритами. Кроме этого, небольшой вес фрезерного станка позволяет проводить их установку в домашних мастерских.
- Устройство имеет широкий диапазон вращения, что позволяет подобрать наиболее подходящий режим работы.
- Есть электрический насос, который обеспечивает подачу СОЖ в место фрезерования. Подобная смазка существенно снижает температуру в зоне резания.
- У устройства есть шпиндельная головка, которая поворачивается под углом 90 градусов в двух направлениях.
Недостатки у подобной модели также существенные. Примером можно назвать относительно небольшую надежность, а также сниженный показатель производительности, за счет чего модель не может устанавливаться для выпуска крупных серий изделий.
Паспорт горизонтально-фрезерного станка 6Т82Г (6Р82Г)
Данное руководство по эксплуатации «Горизонтальный фрезерный станок 6Т82Г (6Р82Г)» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта с отсуствующими некоторыми главами.
Модель 6Р82 принадлежит классу горизонтально-фрезерных станков с горизонтальным размещением шпиндельной части. Производителем является Горьковский завод фрезерных агрегатов. Он способен обрабатывать стальные, чугунные изделия, а также из цветных металлов. Его многофункциональность характеризуется возможностью работы с пальцевыми, дисковыми, концевыми и торцевыми разновидностями фрез. Станок может применяться для индивидуальных целей в домашних условиях или серийного производства.
Назначение и преимущества оборудования
Важным замечанием является то, что на протяжении всей эксплуатации положение шпинделя неизменно и зафиксировано в горизонтальном состоянии. А вот рабочий стол может располагаться вертикально, а относительно шпиндельного вала перпендикулярно оси вращения. Это позволяет существенно расширить сферу деятельности агрегата.
Он является горизонтальным консольно-фрезерным станком 6Р82, так как базовая комплектация включает в себя наличие консоли в качестве опорного элемента для перемещения стола по горизонтали. Многие крупные предприятия по изготовлению металлических изделий используют его в серийном производстве. Однако он не менее практичен для осуществления индивидуальных работ в заводских или бытовых условиях. Для работы могут использоваться любые фрезы для обработки чугунных, стальных изделий и болванок из цветных металлов и сплавов. Он активно применяется в автоматизированных линиях производства, а также в совокупности с другими видами оборудований для проведения рабочих операций. Конструкция модели продумана так, что при эксплуатации обеспечивается максимальная безопасность оператора и удобство в управлении.
Отзывы
Широкоуниверсальный фрезерный станок ОФ-55 давно завоевал популярность на предприятиях машиностроительной отрасли. Это оборудование, по словам владельцев отличается надежностью, широкими функциональными возможностями, а также точностью и качеством обработки заготовок из черного и цветного металла. Также все владельцы отмечают классический вариант управления данным станком, что позволяет быстро освоить его даже новичку. Сам станок был сделан по немецкому аналогу, но уже более 30 лет пользуется спросом на отечественных предприятиях и относится к наиболее надежному и проверенному оборудованию.
Широкоуниверсальный станок ОФ-55 считается одним из самых проверенных разновидностей оборудования. Повышенный класс точности и расширенные функциональные возможности позволяют выполнять на таком оборудовании целый ряд специфических операций, в том числе и долбление.