Информация о производителе консольно-фрезерного станка
Станки 6М12П производились на ГЗФС. Горьковский завод фрезерных станков вступил в строй в 1931 году. Он был построен по программе индустриализации. Для его возведения и оборудования использовался немецкий проект станкостроительных заводов. На то время это было единственное в стране предприятие, выпускающее фрезерное оборудование.
Первый станок был выпущен в декабре 1931 года. Модели серии 6М12П начали сходить с конвейера в 1960 году. Сейчас Нижегородский завод входит в промышленную группу РосСтанком и выпускает фрезерные станки, включая оборудование с ЧПУ.
Справка! В 1936 году на предприятии был выпущен уникальный 35-тонный станок. Его специально разработали и изготовили обрабатывать тюбинги для Московского метро.
Назначение и область применения
Вертикально-фрезерный консольный станок 6М12П имеет станину повышенной прочности. Он предназначен для выполнения работ:
- фрезеровка горизонтальных и вертикальных плоскостей;
- выборка пазов;
- обработка углов;
- нарезка зубчатых колес;
- сверление;
- расточка.
На станке обрабатывают заготовки из чугуна, стали, сплавов цветных металлов. Изготавливают рычаги, планки, подушки, развертки, спирали и другие детали, при изготовлении которых требуется непрерывное вращение.
Вес, габариты и устройство конструкции
Станок 6М12П отличается жесткостью конструкции, что позволяет с высокой точностью – класс Н, изготавливать сложные детали. Основные размеры агрегата:
- стол 1250×320 мм;
- максимальный вес заготовки 250 кг;
- габариты 2395×1745×2000 мм;
- вес 3000 кг.
Наибольшее продольное перемещение стола в механическом режиме 700 мм.
Станок состоит из стандартных узлов:
- основание;
- станина;
- поворотная головка;
- консоль;
- салазки и стол;
- электрооборудование;
- коробка скоростей;
- коробка подач;
- коробка переключения;
- коробка подач.
Двигатель привода крепится на стойке сзади. В полом корпусе коробка скоростей.
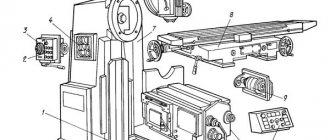
Расположение органов управления консольно-фрезерным станком 6М12П
Технические характеристики и конструктивные особенности токарного станка иж-250
Расположение органов управления консольно-фрезерным станком 6М12П
Расположение органов управления консольно-фрезерным станком 6М12П
Расположение органов управления консольно-фрезерным станком 6М12П
Перечень составных частей консольно-фрезерного станка 6М12П
- Станина
- Поворотная головка
- Коробка скоростей
- Коробка подач
- Коробка переключения
- Консоль
- Стол и салазки
- Электрооборудование
Перечень органов управления консольно-фрезерным станком 6М12П
- Кран регулирования интенсивности охлаждения
- Маховичек ручного продольного перемещения стола
- Кулачки ограничения продольного хода стола в крайних положениях или реверса стола в полуавтоматическом и автоматическом циклах
- Кулачки переключения стола с подачи на быстрый ход или с быстрого хода на подачу
- Переключатель на автоматический цикл или ручное управление станка
- Кнопка «Пуск шпинделя»
- Кнопка «Стоп»
- Кнопка «Быстро»
- Рукоятка ручного насоса смазки стола
- Рукоятка включения вертикальной или поперечной подачи стола
- Рукоятка зажима консоли на направляющих станины
- Маховичек ручного поперечного перемещения стола
- Рукоятка зажима салазок на направляющих консоли
- Переключатель управления столом: автоматический цикл — ручное управление — работа с круглым столом
- Шестигранник поворота фрезерной головки
- Винты зажима стола на салазках
- Маховик перемещения гильзы шпинделя
- Переключатель освещения «Включено — выключено»
- Кнопка «Стоп шпиндель»
- Кнопка «Пуск шпинделя»
- Рукоятка и лимб для переключения скоростей шпинделя
- Кнопка «Импульс шпинделя»
- Кнопка «Быстро стол»
- Вводной переключатель «Включено — выключено»
- Переключатель насоса охлаждения «Включено — выключено»
- Переключатель направления вращения шпинделя «Влево — вправо»
- Рукоятка управления продольным перемещением стола
- Рукоятка подъема консоли
- Грибок и лимб для переключения подач стола
- Кулачки ограничения поперечного хода стола
- Рукоятка зажима гильзы шпинделя
- Кулачки ограничения вертикального хода стола
- Кнопка включения фиксации механизма переключения подач
- Гайки зажима поворотной фрезерной головки
Технические характеристики
Модель 6М12П имеет технические характеристики:
- частота вращения шпинделя 31,5–1600 об/мин;
- мощность привода 7,5 кВт;
- количество скоростей 18;
- отверстие фрезерного шпинделя 29 мм;
- стол 1250×320 мм;
- расстояние шпинделя от стола 30–400 мм;
- конус шпинделя №3 по ГОСТ 24644-81.
На станке установлены выключающие упоры на все перемещения стола и салазок.
Станина и консоль
Станина имеет трапецеидальную форму, отличается жесткостью. Внутри находятся коробка скоростей и электрический шкаф. Консоль движется вертикально по направляющим в передней части стойки. В ней расположены коробка подач и все узлы, связанные с продольным и поперечным перемещением стола. В оси Z консоль поднимает стол. Перемещение осуществляется вращением вертикального вала.
Органы управления
Ручки перемещения салазок и стола расположены на консоли, впереди. Направление включения в сторону движения. Все управление дублируется на панели.
Электрическая схема
Электрооборудование
На станке стоит 3 электродвигателя:
- главного привода 7,5 кВт;
- привода подач 2,2 кВт;
- насоса системы охлаждения 0,125 кВт.
Включение кнопочное. Пусковая аппаратура находится в 2 нишах на станине. Для быстрого включения всех узлов, на станке предусмотрено импульсное включение электродвигателя. Торможение шпинделя динамическое. Установленный: магнитный пускатель, селеновый выпрямитель и промежуточное реле, создают плавный рост тормозного момента.
Кинематическая и электрическая схемы
Коробка скоростей и шпиндель
Коробка скоростей находится в верхней части станины. Переключатель расположен сбоку, на корпусе. Шпиндель вмонтирован в угловую головку, которая поворачивается на 45 ⁰. Через коническую пару вращательный момент с вала коробки скоростей передается на шпиндель. Вертикально инструмент не перемещается.
Наладка консольно-фрезерного станка модели 6М12П
Обзор сверлильного станка 2к52: характеристики и особенности конструкции
ГГТУ им.П.О. Сухого , МРСиРИ, МРС, наладка станка 6М12П, 2015
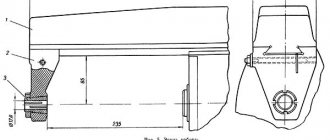
Фрезерование архимедовой спирали на дисковом кулачке. Станок 6М12П, Подъем h=75мм, угол 45, Наружный диаметр кулачка D=250мм, Материал- сталь 45ХН
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СТАНКА модели 6М12П Размеры рабочей площадки стола в мм 320 1250 Пределы угла поворота стола в град 45 Число скоростей вращения горизонтального шпинделя 18 Пределы чисел оборотов шпинделя в минуту 31,5-1600 Пределы величин подач в мм/мин: продольных 25-1250 поперечных 25-1250 вертикальных 8,3-416,6 Мощность электродвигателя привода шпинделя в кВт 7
Главные преимущества станка 6М12П: 1. закрепление в шпинделе инструмента — механизированный процесс 2. винтовая пара снабжена дополнительной системой периодического регулирования 3. установлена предохранительная муфта, защищающая от перегрузок 4. диапазон вращения шпинделя и режимы подачи станка достаточно высоки 5. надежность, качество выполняемых операций и надлежащий уровень безопасности 6. Увеличена рабочая поверхность, по сравнению с аналогами За счет установки дополнительного оборудования на фрезерный станок 6М12П (тисков, универсальной головки, редукторов и т.д.) может быть значительно улучшено качество обработки. Технологические возможности станков могут быть расширены за счет применения на них делительной головки.
Состав: Общий вид станка 6М12П, кинематическая схема, наладка, ПЗ
Софт: КОМПАС-3D 15
Правила эксплуатации и обслуживания агрегата
Вертикальный фрезерный станок 6М12П устанавливается на прочный бетонный фундамент и крепится специальными шпильками. Смазку следует постоянно менять, согласно графику, указанному в паспорте. После завершения работы очищать и смазывать направляющие. Во время работы включать систему охлаждения. На станке нельзя обрабатывать материалы, не соответствующие его назначению: дерево, пластик, алюминий.
Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт консольно-фрезерного станка 6М12П.
Основные поломки и ремонтные работы
Со временем происходит износ деталей, и даже самое надежное оборудование начинает барахлить, или полностью выходит из строя. Наиболее часто у 6М12П происходят поломки:
- замедление шпинделя;
- его полная остановка;
- замедленное включение, нет толчка.
Остальные неисправности встречаются реже.
Замедленное и неравномерное вращение шпинделя
Замедленное или неравномерное вращение шпинделя происходит при нарушении электрической цепи. Следует осмотреть кабель, контакты, мультиметром проверить состояние электрической схемы.
Вторая причина в износе шестерен коробки передач и нарушении натяжения подшипников. Следует открыть крышку в корпусе. Осмотреть шестерни, оценить процент износа зубьев и проверить зацепление. Возможно, в коробку попал мелкий мусор и мешает нормальной работе. Одновременно проверить смазку, заменить ее. При износе подшипников шпиндель начинает бить. Следует проверить радиальное и торцевое биение, подтянуть подшипники. При необходимости заменить.
Важно!
Подшипники следует хорошо промыть керосином, затем наполнить свежей густой смазкой, марка которой указана в паспорте.
Заклинивание шпинделя
Начать осмотр станка следует с подшипников шпинделя, проверить их состояние. Возможно, один из них разрушился. Затем осмотреть зацепление с коробкой скоростей, проверить зацепление шестерен при переключении скоростей.
При отсутствии электрического импульса – толчка, шпиндельный узел не получает достаточного усиления для начала вращения. Следует прозвонить электрическую систему. Шпиндель не будет вращаться, если в узел попал мусор. Это может быть отколовшийся от детали кусок, или попавший снаружи при открытой крышке. Заклинивание при работе станка происходит при больших нагрузках и перегреве шпинделя, «выгорании» смазки.
Замедленное включение
Причина в электрике. При возникновении неисправности следует в первую очередь проверить напряжение в сети. Если оно упало, станок будет тормозить. Затем осмотреть кабель и провода, проверить контакты, наличие фаз и ноля. После этого искать нарушения в электрической схеме.
Важно!
Замедленная работа узлов шпинделя и перемещения стола, возможно при отсутствии смазки или несоответствия ее марки. Если залить более вязкую, или зимой летнюю, то это будет тормозить вращение и движение узлов.
Описание конструкции консольно-фрезерного станка 6Н12
Органы управления консольно-фрезерными станками 6Н12.
Электродвигатель 10 привода шпинделя включается от нажатия кнопки «шпиндель» на пусковой панели 22, расположенной на коробке скоростей станка. Кнопочная пусковая панель 22 дублируется пусковой панелью 15, расположенной на передней стороне салазок, т. е. включение шпинделя может быть также произведено кнопкой «шпиндель» на панели 15. Выключение вращения шпинделя осуществляется кнопкой «стоп» на любой из кнопочных панелей 22 или 15. Такое расположение кнопочных панелей позволяет фрезеровщику осуществлять пуск и остановку станка с любого места.
Электродвигатель 3 привода стола включается от двух дублирующих специальных электрических устройств, так называемых командоаппаратов, при помощи соответствующих рукояток. Рукоятка 9 (или дублирующая ее рукоятка 11) включает продольный ход стола в направлениях вправо и влево, будучи поставлена в соответствующие крайнее правое и крайнее левое положения, выключает продольное движение стола, находясь в среднем положении. Таким образом, рукоятка имеет три фиксированных положения: «подача вправо», «подача влево» и «стоп».
Дублирующие рукоятки 25 и 16 включают поперечную и вертикальную подачи стола от себя — к себе, вверх — вниз и стоп, будучи поставлены в одно из пяти фиксированных положений: «подача консоли вверх», «подача консоль вниз», «подача салазок от себя», «подача салазок к себе» и «стоп поперечного или вертикального хода».
Включение двигателя подачи для перемещения стола возможно лишь после включения двигателя привода шпинделя. Если рукоятки механических подач (продольной 9 или 11, поперечной и вертикальной 25 или 16) стоят не в нулевом положении «стоп», то с включением кнопки «шпиндель» (на кнопочной панели 22 или 15) одновременно включается соответствующая подача.
Для сокращения времени на подвод стола с закрепленной деталью к фрезе и отвод детали после окончания рабочего хода в станке предусмотрен быстрый ход стола в продольном, поперечном и вертикальном направлениях, включаемый кнопкой «быстро» пусковой панели 22 или 15. Кнопка «быстро» включает быстрый ход стола, салазок или консоли при условии, если соответствующие рукоятки механических подач (продольной 9 или 11, поперечной и вертикальной 25 или 16) включены в нужном направлении; если же эти рукоятки находятся в нулевом положении «стоп», включения быстрого хода не произойдет.
Кнопка «Быстро» работает только при нажатии на нее, при освобождении кнопки быстрый ход стола отключается.
Включение быстрого хода стола возможно и при невключенном двигателе шпинделя.
Настройка числа оборотов и величины подачи стола в станке 6Н12. Рис. 110
Настройка коробки скоростей на заданное число оборотов шпинделя производится поворотом лимба 20 с нанесенными числами оборотов и установкой требуемого числа против стрелки-указателя 21. Прежде чем повернуть лимб 20, необходимо потянуть на себя рукоятку 19. После установки лимба на требуемое число оборотов рукоятку 19 возвращают в исходное положение. На рис. 110, а показана настройка коробки скоростей на 95 об/мин шпинделя.
Реверсирование направления вращения шпинделя производится реверсивным переключателем 2 (рис. 109), расположенным в правом электрошкафу.
Настройка коробки подач на заданное перемещение стола производится грибком 5 и лимбом 4 с нанесенными значениями подач. Переключение подач производится таким же образом, как и переключение скоростей. В данном случае необходимо грибок 5 потянуть на себя и повернуть его и связанный с ним лимб 4 до совпадения заданной подачи со стрелкой-указателем, прикрепленной к корпусу коробки подач. На рис. 110 показана настройка на подачу 190 мм/мин.
Для автоматического выключения подачи в станке имеются переставные кулачки 13, 23 и 24 (рис. 109); ручные перемещения стола в продольном, поперечном и вертикальном направлениях осуществляются от соответствующих маховичков и рукояток.
Охлаждающая жидкость подается на фрезу от электронасоса (не показанного на рис. 109) через трубопровод и наконечник с краном 14 для регулирования количества подаваемой жидкости. Включение насоса производится переключателем 1, расположенным в правом электрошкафу.
Механизм переключения скоростей консольно-фрезерного станка 6Н12
Механизм переключения скоростей в фрезерном станке 6Н12. Рис. 84
Механизм переключения скоростей. Для переключения скорости необходимо рукоятку 28 (рис. 84, а) повернуть на себя по стрелке а. При этом сектор 25 передвинет рейку 7, а вместе с ней вилку 24, полый вал 23 и переключающие диски 21 и 22 вправо. При этом переключающие диски выйдут из контакта со стержнями 20, помещенными в отверстиях реек 11 и 18.
После этого нужно повернуть лимб 1 до совпадения требуемой цифры скорости вращения шпинделя, из числа нанесенных на конической части лимба, со стрелкой в, неподвижно закрепленной на корпусе 4 механизма. Лимб 1 соединен с кольцом 2, которое закреплено на конце валика 6. Последний жестко соединен с конической шестерней 8, которая находится в зацеплении с коническим колесом 10, связанным посредством направляющей шпонки с валом 23. Следовательно, при вращении лимба 1 происходит также вращение переключающих дисков, которые займут определенное положение относительно стержней 20 реек 11 и 18 в соответствии с выбранной скоростью. Шарик 5 под действием пружины 3 зафиксирует установленное положение переключающих дисков.
Переключающие диски 21 и 22 имеют отверстия г, расположенные по окружности в определенном порядке. Каждой скорости вращения шпинделя соответствует свое расположение отверстии на дисках. При повороте дисков 21 и 22 происходит выбор необходимой скорости, при этом против стержней 20 реек 18 и 11 на диске располагается необходимая для данной скорости комбинация отверстий.
Поворот рукоятки 28 по стрелке б вызовет перемещения переключающих дисков в направлении стрелки д, диск 21 упрется в стержень 20 одной из реек 18 или 11, переместит рейки, повернув при этом зацепляющуюся с ним шестерню 17. Одновременно с шестерней 17 повернется сидящая с ней на одной оси шестерня 16, в связи с чем переместится рейка с переключающей вилкой 15. Вилка 15 входит в кольцевой паз блока шестерен 14 и при своем движении перемещает блок вдоль вала 13, производя переключение скорости.
Если блок 14, как показано на схеме, находится в крайнем левом положении, рейка 11 выдвинется вперед, а рейка 18 будет находиться в заднем крайнем положении.
Для переключения блока в крайнее правое положение на переключающих дисках против рейки 18 должно быть расположено сквозное отверстие, а против рейки 11 отверстия не будет. Тогда при перемещении дисков в направлении стрелки д, торец диска 21 упрется в цилиндрический стержень рейки 11 и переместит блок 14 в крайнее заднее положение. При этом стержень 20 рейки 18 войдет в находящиеся против него отверстия в дисках 21 и 22.
Для переключения блока шестерен в среднее положение против обеих реек должны находиться отверстия диска 21, а диск 22 против стержней реек отверстий иметь не будет. Тогда при перемещении дисков стержень рейки 11 сначала войдет в отверстие в диске 21 и только при упоре в стенку диска 22 последний начнет переключение блока. Путь перемещения блока будет меньше, чем в первом случае, и закончится тогда, когда блок займет среднее положение.
Если необходимо сохранить положение блока шестерен неизменным, против рейки 11 в дисках 21 и 22 должны расположиться сквозные отверстия, а против рейки 18 отверстий не будет. Тогда при перемещении дисков стержень рейки 11 войдет в отверстия и переключения не произойдет.
Механизм имеет три пары реек, т. е. столько, сколько в коробке скоростей имеется подвижных блоков.
Для облегчения переключения скоростей и смягчения ударов, особенно в случае попадания торца зуба одной шестерни за торец зуба другой, стержни 20 реек передают усилие на рейки через пружины 19. С этой же целью совместно с сектором 25 изготовлен кулачок К, который при переключении блоков шестерен, воздействуя через грибок 26, палец 27 и толкатель 29 на толчковую кнопку 30, сообщает кратковременное вращение электродвигателю и соответственно элементам привода движения резания.
Предохранительная муфта. Для предохранения элементов привода подач от поломок в станке модели 6Н12ПБ предусмотрена шариковая предохранительная муфта (рис. 84, б). Приводная шестерня 3 свободно установлена на втулке 6 и связана с ней шариками 5.
Пружинами 4 шарики 5 прижимаются к отверстиям фланца втулки 6. Сила прижима шариков регулируется гайкой 1 через толкатели 2 так, чтобы При превышении допустимого крутящего момента шарики отжимались и вращение от шестерни 3 к втулке 6 не передавалось. Втулка 6 при рабочей подаче связывается с валом 9 кулачковой муфтой 7 через промежуточную втулку 8.
Механизм устранения зазора. Как известно, для осуществления попутного метода фрезерования необходимо, чтобы в паре винт — гайка привода подачи стола не было излишнего зазора. В станке модели 6Н12ПБ излишний зазор периодически устраняется с помощью специального механизма, состоящего из дополнительной маточной гайки-шестерни 1 и червяка 3 (рис. 84, в).
Для устранения зазора между ходовым винтом 2 и маточной ганкой снимают крышку 7, ослабляют винты 6 и поворачивают вал-червяк 3 до тех пор, пока зацепляющаяся с ним гайка-шестерня 1 не устранит имеющийся в приводе зазор.
После регулирования зазора винтами 6 через шайбу 5 закрепляют стопорное кольцо 4, которое штифтом 8 связано с червяком X.
Разрез коробки скоростей консольно-фрезерного станка 6Н12
Отзывы
Вертикальный консольный фрезерный станок 6М12П отличается надежностью и прочностью. Он сохранил работоспособность, используется на производстве единичных деталей, и в домашних мастерских. Хозяева положительно отзываются об агрегате.
Members. Купил вертикально фрезерный станок 6Ь12П Горьковского завода. Он представляет копию легендарного 6Р12, но имеет повышенную точность. Включил, проверил, все работает четко. Износа на направляющих практически нет, в сумме составляет 0,1 мм. Отшабрил направляющие, убрал яму. Станок после профилактики и использую для выравнивания по плоскости автомобильных головок. Приобретением доволен.
Модель 6М12П хорошо зарекомендовала себя при изготовлении сложных по конфигурации деталей из металла. Она отличается высокой точностью и простотой управления. Многофункциональный станок выполняет сложные технологические операции с высокой точностью. Прочная стойка и основание гасят вибрацию.
Технические характеристики консольного фрезерного станка 6Н12
| Наименование параметра | 6Н12 | 6М12 | 6Р12 | 6Т12 |
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н | Н | Н | Н |
| Размеры поверхности стола, мм | 1250 х 320 | 1250 х 320 | 1250 х 320 | 1250 х 320 |
| Наибольшая масса обрабатываемой детали, кг | 250 | 250 | 400 | |
| Расстояние от торца шпинделя до стола, мм | 30..400 | 30..400 | 30..450 | 30..450 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 350 | 350 | 350 | 380 |
| Рабочий стол | ||||
| Наибольший продольный ход стола от руки (по оси X), мм | 700 | 700 | 800 | 800 |
| Наибольший поперечный ход стола от руки (по оси Y), мм | 240/ 260 | 240/ 260 | 250 | 320 |
| Наибольший вертикальный ход стола от руки (по оси Z), мм | 370 | 370 | 420 | 420 |
| Пределы продольных подач стола (X), мм/мин | 40..2000 | 12..1250 | 12,5..1600 | 12,5..1600 |
| Пределы поперечных подач стола (Y), мм/мин | 27..1330 | 12..1250 | 12,5..1600 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 13..665 | 8,3..416,6 | 4,1..530 | 4,1..530 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 18 | 22 | 22 |
| Скорость быстрых продольных перемещений стола (по оси X), м/мин | 4 | 3 | 4 | 4 |
| Скорость быстрых поперечных перемещений стола (по оси Y), м/мин | 4 | 3 | 4 | 4 |
| Скорость быстрых вертикальных перемещений стола (по оси Z), м/мин | 1 | 1 | 1,330 | 1,330 |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 63..3150 | 31,5..1600 | 40..2000 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 70 | 70 | 70 | 70 |
| Конус фрезерного шпинделя | №3 | №3 | №3 | №3 |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | 50 | |||
| Отверстие фрезерного шпинделя, мм | 29 | 29 | 29 | |
| Поворот шпиндельной головки вправо и влево, град | ±45 | ±45 | ±45 | ±45 |
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть | Есть |
| Электрооборудование, привод | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Электродвигатель привода главного движения, кВт | 7 | 7,5 | 7,5 | 7,5 |
| Электродвигатель привода подач, кВт | 1,7 | 2,2 | 2,2 | 3,0 |
| Электродвигатель зажима инструмента, кВт | — | — | — | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | 0,12 | 0,12 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 9,825 | 9,825 | 1,87 | |
| Габарит и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1745 х 2260 х 2000 | 2395 х 1745 х 2000 | 2305 х 1950 х 2020 | 2280 х 1965 х 2265 |
| Масса станка, кг | 3000 | 3000 | 3120 | 3250 |
- Вертикальные консольно-фрезерные станки с поворотной головкой 6Н13П, 6Н13ПБ. Паспорт станка, 1955
- Вертикальный консольно-фрезерный станок 6Н12. Руководство по уходу и обслуживанию, 1952
- Консольный вертикально-фрезерный станок с поворотной головкой 6Н13П. Краткое описани и инструкция по эксплуатации, 1965
- Горизонтально-фрезерный станок 6Н82, 6Н82Г. Руководство, 1959
- Каталог-справочник сменяемых деталей консольно-фрезерных станков 6Н82, 6Н82Г, 6Н12, Тула, 1973
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители