Нормативные требования и расчеты при создании сварных металлоконструкций
Согласно ЕНиР 22 1 сварочные работы должны в полной мере отвечать требованиям и регламентам СНиП III-18-75. Принимаются ко вниманию нормы при проведении ремонтных работ, а также при строительстве новых объектов из сварных металлоконструкций. Кроме указаний по технике сваривания в документе также прописаны расценки на проводимые работы.
Создание металлоконструкций ручным дуговым методом
Чтобы металлические изделия соответствовали ЕНиР сварочные работы выполнять нужно с соблюдением определенных этапов:
- включение оборудования и настройка всех параметров, в том числе и основного рабочего режима;
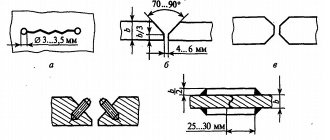
- подготовка к свариванию всех элементов и деталей, тщательная очистка металла в местах соединения от следов масла и других загрязнений;
- процесс сваривания элементов в цельные конструкции;
- удаление корочки из возникших в рабочем процессе шлаков со сварочных швов;
- контроль соединений на предмет прочности, наличия или отсутствия дефектов.
В зависимости от формы кромок и толщины используются разные электроды. Нередко диаметр используемых электродов указан в технологической карте изделий или выполненных перед свариванием чертежах. Что касается марок, то по рекомендациям ЕНиР сварка будет более качественной и надежной при использовании электродов с маркировкой ОЗС-4, 21, 18, 17Н; ВСФ-5У и 65У; УОНИ-13/85; АНО-11 и 14; АНП-2; НИАТ-ЗМ.
Этот перечень не является строгим ограничением, сварщик может работать и с другими марки, умножая при этом расценки и нормы на обозначенные документом коэффициенты.
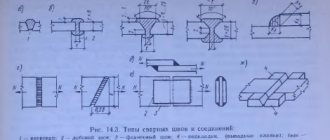
На картинке ниже показаны самые распространенные виды стыковых соединений, которые созданы в разных положениях:
- а) в нижнем;
- б) в горизонтальном;
- в) в вертикальном — нахлесточные швы;
- г) тавровые и нахлестные стыки — в потолочном;
- д) в нижнем — нахлесточные швы;
- е) в потолочном;
- ж) угловые стыки в потолочном;
- з) угловые в нижнем положении.
Ниже приведена таблица, в соответствии с которой нужно рассчитывать тарифы на сварные работы.
Механизированная и автоматическая сварка под флюсом
В соответствии ЕНиР сварка металлоконструкций, выполняемая непосредственно в цеху или в помещении завода дуговой автоматической или механизированной сваркой под флюсом должна происходить только в нижнем положении. Порядок работ следующий:
- включение полуавтоматического аппарата;
- тщательная подготовка металлических поверхностей: очищение кромок, снятие коррозионных образований и грязи;
- заполнение флюса порошкообразным составом;
- установка в мундштук и в подающий механизм проволоки, применяя для этого специализированные бобины; выбор оптимального сварного режима;
- работы по свариванию элементов;
- выдергивание установленной ранее проволоки из всех механизмов;
- изъятие шлаковых образований;
- контроль и измерение швов на соответствие параметрам.
Следуя требованиям ЕНиР 1 22 1 сварочные работы проводятся с применением присадочной проволоки, диаметр которой для автоматического оборудования не превышает 5 мм, при механизированном процессе — 2 мм.
Рассчитать тарифы по ЕНиР на сварочные работы металлоконструкций можно с помощью приведенных ниже таблицы.
Сварка с помощью порошковой проволоки
Работы с использованием порошковой проволоки выполняются механизированным методикой в таком же порядке, как и два описанных выше типа сварки. Только в данном варианте на вертушку полуавтомата устанавливается бобина с намотанной на нее проволокой, после чего осуществляется установка провода в электродержатель. По мере необходимости производится замена мундштука. Диаметр проволочного материала не должен превышать 3 мм.
По правилам ЕНиР сварочные работы металлоконструкций следует выполнять в нижнем пространственном расположении. При сваривании изделий в ограниченном пространстве или в уличных условиях допускаются отклонения от установленных документов норм.
Тарифы рассчитываются по таблице, приведенной ниже.
Сваривание механизированным способом в среде углекислого газа
После включения аппарата настраивается сила тока и выбирается нужный режим сварки. Все подлежащие свариванию детали тщательно очищаются от следов мала, грязи и ржавчины, зачищаются кромки. Устанавливается бобина с проволокой, газовый баллон, продуваются шланги и после этого можно приступать к сварке.
После извлечения проволоки и устранения шлака измеряются размеры шва и проводится визуальный контроль.
Таблица для расчета тарифов приведена ниже.
Газовая резка
В соответствии ЕНиР 22 выпуск 1 сварочные работы посредством ручной газовой резки проводятся в следующем порядке:
- проверяются и устанавливаются газовые баллоны;
- регулируются резаки;
- выполняется тестовая резка и если все нормально проводится резка стали;
- перекрывается подача газа, шланги отключаются.
В такой же последовательности осуществляется механизированная газовая резка, только в этом случае необходимо отрегулировать рабочий режим. Ниже приведена таблица, по которой проводятся расчеты тарифов газовой резки.
Нормативы осуществления работ по сварке
Задача нормативных значений — регулировать качество выполняемых работ, скорость выполнения, время выполнения определенных работ, нормы выработки, расход электроэнергии, который потребуется для выполнения сварочной работы, необходимое количество комплектующих изделий, время, необходимое на выполнение сварки.
Регламентированным помимо этого является контроль сварных соединений и методы его проведения. Выполнению требований документа СНиП подлежит выпуск чертежей и документации, в частности, технических условий. Особое внимание уделяется обеспечению безопасности при осуществлении работ по сварке.
СНиП состоит из четырех независимых друг от друга частей, в которых содержатся нормы сварочных работ.
Нормы, касающиеся времени
Нормы времени на сварку рассчитывают, исходя из понятия — норма времени на сварку 1 м шва. Квалифицированный сварщик обязан обладать умением самому производить расчет времени, в течение которого он сможет выполнить конкретные операционные действия. От правильного расчета будет зависеть производительность и продуктивность выполняемой работы.
Сварщик при расчете должен учитывать нормы времени на сварочные работы, указанные в СНиПе. Они складываются из времени, затрачиваемого конкретно на сварочный процесс, а также из времени на осуществление подготовительных работ и проведения различных производственных операций.
Существует три вида производственных операций, входящих в понятие нормы:
- Основная.
- Вспомогательная.
- Дополнительная.
В понятие основной производственной операции входят обеспечение расходными материалами для сварки, необходимая обработка основных свариваемых металлов и проведение подготовительных операций. Основная производственная сварка — производимый сварочный процесс.
Вспомогательная операция включает в себя: доставку на место сварки подлежащих сварке деталей и выбранного оборудования, дальнейший контроль получившегося соединения и перемещение его согласно технологическому процессу, например, в цех для сборки.
Дополнительное время учитывается для обслуживания процесса, выставления необходимых параметров на оборудовании, высушивании электродов, проверку работоспособности используемых приборов, замену электродов, нанесение флюса. В это понятие может быть включено время, которое понадобится для сдачи на хранение при необходимости.
В расчет необходимо включить время на уход за своим рабочим местом, переодевание в защитный костюм, отдых и обеденный перерыв.
При расчете учитывается квалификация исполнителя, которая влияет на быстроту выполнения процесса сварки и применяется специальный коэффициент. Для расчета имеется несколько способов, самым распространенным из которых является вычисление с помощью рабочих единиц. Каждую единицу приравнивают к одному, подвергаемому сварке изделию.
Норма выработки
Нормирование сварочных работ, касающееся их выработки, определяет работу, выполненное за обозначенное время. Единицей измерения является количество изделий или значение величины сварного шва в метрах, которые подверглись сварочному процессу за один час или за смену. Норма выработки может быть составляющей нормы времени или вычисляться отдельно.
Норма расхода электроэнергии
СНИП по сварке предписывает вести учет затрат на электроэнергию, необходимой для осуществления работ. Они зависят от применяемого оборудования и его мощности, указанной в паспорте не него. Кроме того, необходимо достаточное освещение места для работы. Единицей измерения служат киловатт-часы.
Норматив на комплектующие
При сварочных работах происходит расходование не только времени и электроэнергии, но и комплектующих принадлежностей и инструментов. СНиП на сварочные работы предусматривает и эти обстоятельства. К комплектующим изделиям, без которых не может быть произведена сварка, относятся электроды, флюс, газ.
В расходы такого типа входит износ аппаратуры и отдельных специфичных элементов — роликовых направляющих, контактных губок и подобных изделий. Износ оборудования зависит от многочисленных факторов. К примеру, от материала изготовления комплектующих изделий, а также от выбранного и установленного на оборудовании режима работы.
Расчет времени
СНиП на сварку для удобства проведения расчетных действий содержит вспомогательный материал для более быстрых и удобных подсчетов. К ним относятся различные таблицы. Примером служит следующая таблица нормирования сварочных работ:
Приведенная в качестве примера таблица относится к условиям, когда сварка осуществляется только с одной стороны и при этом отсутствует скос кромок. При этом играет роль положение шва в пространстве и разряд, присвоенный этому типу работ. Большое значение имеет толщина деталей, подлежащих сварке, что учитывают нормы времени на сварку металлоконструкций.
Расчет времени сварки можно осуществлять, применяя следующую формулу:
- t0 — искомое время;
- L — длина шва;
- F — площадь сечения шва;
- I — величина тока;
- Кн — коэффициент, характеризующий наплавку.
В указанной формуле величина 7,85 — плотность металла. В каждом конкретном случае следует подставлять свое значение. Для подсчета времени, затрачиваемого на сварную работу за одну рабочую смену, следует результат подсчета по формуле умножить на количество часов.
Если осуществляется газовая сварка, то удобно применять следующую формулу:
- S — толщина металла, подлежащего сварке;
- К — коэффициент, зависящий от металла. Он будет различным для разных видов.
Формула, используемая для расчета времени сварки с помощью кислорода:
- L — длина сварочных швов;
- V — скорость сварки.
Единые нормы времени на сварочные работы указаны в нормативном документе СНиП. Единицей измерения может служить время сварки 1 метра шва. Также при расчетах применяется такая единица измерения, как норма сварки в метрах в день.
Организация рабочего места для успешного выполнения нормативов
Чтобы все расчетные нормативы сварочных работ были выполнены, необходимым служит правильная организация места, являющееся для сварщика рабочим.
Его устраивают согласно рекомендациям научной организации труда НОТ. Сидеть за металлическим верстаком должно быть удобно. Сверху должен иметься защитный козырек. Помещение необходимо оборудовать вытяжной вентиляцией. Должны быть розетки для подключения сварочного оборудования. Необходимо наличие средств безопасности.
ЧИТАТЬ ТАКЖЕ: Как Пользоваться Резаком Для Полипропиленовых Труб Видео
Сварка трубопроводов
Нормы сварки стыков трубопроводов подробно описаны во втором выпуске ЕНиР. Здесь четко определены требования к ручной дуговой сварке, автоматической в среде углекислого газа и под флюсом, газовую резку и сваривание стыков, термообработку сварных соединений.
Тарификация работ производится по ЕНиР «сварка трубопроводов» на основании приведенной ниже таблицы.
Ручная дуговая сварка
ЕНиР 22 2 «сварочные работы трубопроводов» ручным дуговым методом предусматривает применение электродов конкретных марок, перечень которых можно посмотреть в тексте самого документа. При использовании электродов других модификаций следует учитывать указанные в таблице коэффициенты.
Газовая сварка
Работы начинаются с подготовки баллонов, присоединением к ним горелки и продувкой шлангов. Кромки необходимо очистить от грязи и пыли. Зажечь горелку, отрегулировать пламя и приступать к свариванию. В зависимости от размера трубопровода по диаметру по ЕНиР 22 2 на сварочные работы расценки и нормы времени на один стык указаны в таблицах.
Сварка под флюсом автоматическая
Нормами предусмотрено использование электродной проволоки, диаметр которой составляет 2 мм. Свариванию подлежат собранные в звенья трубы 11-12 метров в длину. Тарификацию и нормы времени можно посмотреть в таблицах непосредственно в документе ЕНиР, которые приведены в отдельности для каждого типа сварочной установки.
Сварка в среде углекислого газа стальных трубопроводов автоматическим методом
Согласно норм, обусловленных ЕНиР 22, сварочные работы проводятся для соединения трубных узлов и звеньев труб из углеродистых и легированных сталей при поворотном положении стыка. Рекомендовано использовать автоматы типов ТГС-7, ТГС-6 и ТГС-5.
Рабочий процесс осуществляется по следующей схеме:
- звенья, собранные на специальных электроприхватках укладываются на роликовые опоры и прочно закрепляются во вращательном устройстве;
- сварочная головка укладывается на стык с одновременным регулированием режима;
- запускается вращатель;
- выполняется сваривание;
- далее головка с одного стыка снимается и перемещается на другой;
- механизм вращения выключается;
- проводится клеймение швов;
- звенья снимаются с опор.
В процессе сваривания расстояние переходов составляет до 25 метров.
Оптимальная скорость
Количественный расчет нормы временных затрат определяет скорость сварки, которая должна обеспечивать получение качественного шва. В преобладающей мере она зависит от двух значений: толщины изделия и сварочного шва. Работать нужно так, чтобы жидкий расплав не переполнял рабочую ванну, не образовывал наплывов, плавно переходил к основной части деталей.
Превышение или уменьшение скорости приводит к резкому ухудшению качества работы, изменяя время сварки. При оптимальной скорости шов получается достаточно глубоким, но не очень широким.
Это гарантирует соответствие нормам качества. Для ручной дуговой сварки лучший результат обычно дают сварочные работы, проводимые со скоростью 30-40 м/час.
Значения нормы могут меняться в зависимости от специфики материала. При полуавтоматической сварке показатели скорости зачастую бывают выше. Это понятно и объяснимо спецификой используемого оборудования.
Как рассчитать нормы времени
Чтобы установить с точностью до минуты нормы времени на сварку стыков трубопроводов первое что нужно сделать — это измерить длину стыковых соединений каждого отдельного элемента. Поскольку швов есть много, то каждый рассчитывается отдельно по формуле:
- Тосн = I/Vсв, где Тосн — затрачиваемое на создание одного соединения время;
- I — длина;
- V — скорость сварного процесса. В большинстве случаев применяется постоянный показатель, составляющий 6 м/ч. Но здесь следует учитывать, что по-разному происходит сваривание разных по составу металлов.
В качестве примера приведен расчет с постоянной величиной. Если имеется 4 шва с длиной (в см) 40, 35, 20 и 10, то норму времени узнать не составит труда. Методом деления мы получаем соответственно (в минутах) 6,6; 5,83 мин; 3,33 мин; 1,66 мин.
Общее время определяется суммарно и составляет в конкретном случае 17,42 минуты. Это временные затраты на сам сварочный процесс, но еще нужно рассчитать осмотр сварного шва, используя для этого формулу: Тизм = 0,35 умножаем на 17,42 (общее время) и получаем 6,097 минут.
Кроме этого дополнительное время потребуется на подготовки соединений. Узнать его можно умножая длину всех швов на 0,6. Согласно нашего примера длина составляет 1,05 м и для очистки одного метра стыков потребуется 0,63 мин. Примерно 5% от определенного Тосн предоставляется сварщику на подготовительные работы, а это — 0,87 минуты. Также при длительном рабочем периоде следует учесть кратковременные перерывы на отдых (10% от общего времени).
Получается, что для создания четырех стыков длиной 1,05 метра временные затраты составляют 26 минут с учетом отдыха, сварочных работ, подготовки оборудования и применяемых для создания металлоконструкций элементов.
Важность для расчета качества материала
Сварщику в соответствии с квалификационными возможностями приходится работать с разнохарактерными материалами. Это существенно сказывается на норме времени сварочных работ.
Принято выделять несколько основных групп, отличающихся содержанием химических компонентов и назначением. Например, к группе М01 относят конструкционные стальные сплавы с углеродистым и низколегированным составом. Предел текучести этих материалов не превышает 360 МП.
По мере увеличения значения цифры в маркировке улучшаются характеристики сплавов. Так в класс М07 внесены арматурные стали, предназначенные для изготовления железобетонных конструкций. При расчете норм времени на проведение сварочных работ качество материалов имеет принципиальное значение.