Ремонт сварного шва металлоконструкций
Ремонт сварных соединений
Ремонт сварных соединений включает в себя операции по выявлению дефектов, подготовку дефектных мест под заварку и сам процесс сварки. Способы определения дефектов см. в табл. 9. Подлежащие восстановлению детали подвергают определенной подготовке. Замасленные детали «вываривают» в горячем растворе каустической соды, затем промывают теплой водой. Поверхности деталей обрабатывают также органическими растворителями (керосином и др.), очищают пескоструйным методом, зачищают напильником, а затем тщательно осматривают.
При наличии трещин детали подготавливают к заварке следующим образом. После очистки поверхности у концов трещины сверлят отверстия диаметром 3. 3,5 мм, чтобы трещина не распространялась дальше (рис. 48, а). По всей длине трещины прорубают вручную или выполняют на станке фаску (рис. 48, б). Если толщина детали превышает 12 мм, фаску снимают с обеих сторон (рис. 48, в). Иногда для большей прочности сварного шва вдоль трещины устанавливают несколько шпилек (рис. 48, г). Заваривают трещину с помощью дуговой или газовой сварки.
Мелкие трещины на неответственных местах устраняют короткими поперечными сварными швами, которые, охлаждаясь, стягивают трещину. Трещины на деталях из алюминиевых сплавов разде-лывают до получения канавки глубиной и толщиной до 3 мм (трещины на деталях толщиной до 10 мм не разделывают).
При ремонте деталей приваркой накладок поверхность вокруг трещины зачищают. Между краями накладок и трещиной должно быть 25. 30 мм (рис. 48, д).
Рис. 48. Схема подготовки деталей к заварке трещин:
а — сверление отверстий; б и в — образование фаски; г — установка шпилек; д — подготовка к приварке накладок; b — толщина детали, мм
Источник
Виды сварных соединений металлоконструкций
Классификация сварных соединений разделяется по нескольким признакам.
- Расположение примыкания двух заготовок.
- Тип сварного шва.
- Технология сварочной операции.
- Условия, при которых проводится сварочный процесс.
- Толщина заготовок.
- Марка стали заготовок.
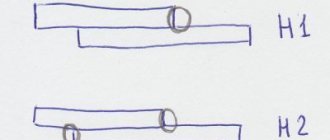
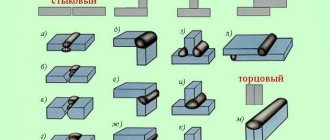
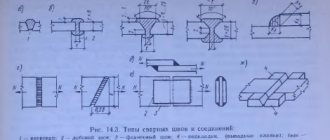
Что касается первого пункта, то есть, геометрии расположения заготовок, то здесь четыре вида стыковых соединений.
- Встык, когда две заготовки примыкают друг к другу в одной плоскости.
- Внахлест, когда две детали перекрывают своими краями друг друга.
- Угловое соединение. Это когда две металлические заготовки соединяются под каким-либо углом.
- Соединение тавровое. Это когда одна из деталей примыкает к другой своей торцевой плоскостью.
Чаще всего в металлоконструкциях применяются соединения встык и угловые. Как правильно проводить эти соединения двух заготовок.
Что касается стыкового соединения, то его выполняют прямым полным проваром сварного шва на всю толщину заготовок. Или используют для сварки технологию с применением выводных планок. Если сварка проводится не в цеху, то соединение можно проводить с односторонней сваркой и с дальнейшей подваркой корня сварного шва. То есть, заполнение зазора между кромками производится по одной из кромок, постепенно заполняя весь зазор.
Технология с выводными подкладками сильно отличается от предыдущей. Во-первых, подкладки устанавливаются со стороны кромок свариваемых деталей. Во-вторых, зазор между кромками должен быть в пределах 7 мм – это при ручной сварке. При механизированной – 16 мм. В-третьих, придется выбирать толщину подкладки так, чтобы при проведении сварки на них не образовался прожог. При этом учитывается сам режим сварочного процесса с выставлением необходимой величины тока.
Нередко в металлических конструкций в стыковых соединениях стыкуются две заготовки разной толщины. При этом способом фрезеровки или строжкой выбирается угол наклона кромки толстого металла, который равен уклону 1:8 для растянутых элементов металлоконструкции (к примеру, подвески и консоли), и 1:5 для сжатых элементов (опоры и стойки).
Угловые сварочные соединения подвергаются большим нагрузкам, чем стыковые. Особенно необходимо отметить нагрузки на растягивание по толщине заготовки. Поэтому существуют определенные требования к этому виду сварного соединения.
- Нельзя использовать односторонний угловой стык для нагружаемых металлических конструкций. Оптимальный вариант – двусторонний шов, с помощью которого уменьшается концентрация деформаций в самой верхней части валика.
- Если по каким-то причинам двусторонний шов нанести не удается, то применяют односторонний. При этом разделку кромок не применяют, а количество наплавляемого металла должно быть как можно меньше. То есть, в этом случае полная проплавка шва не применяется.
- Если металлоконструкция подвергается статическим нагрузкам, то применяется сварка неполным швом с разделкой кромок двух заготовок.
- Лучше использовать К-образную разделку кромок, а не V-образную.
- Если есть возможность, то лучше избегать углового соединения металлических деталей. Предпочтение нужно отдавать тавровому стыку.
Режим сварки также является важным фактором, который определяет качество сварного шва. Если говорить о токе, то его повышенная величина может создать неравномерное распределение металла в зоне стыка. Могут даже образоваться прожоги, если ток большой, а толщина свариваемых заготовок маленькая. Небольшой ток тоже является причиной низкого качества шва. Могут образоваться участки с недоваром, который ведет к снижению прочности соединения и образованию трещин внутри сплавляемого металла.
Скорость сварки также может повлиять на качество. К примеру, если скорость большая, то это гарантия непроварки стыка. Заполнение зазора может быть неполным. Если скорость маленькая, то могут образоваться прожоги, заполняемый зазор металл образует выпуклости и растекание. Поэтому контролировать скорость ручной сварки надо обязательно. Ее среднее значение 20 м/ч.
Обработка дерева и металла
Ремонт сварных соединений включает операции по выявлению дефектов соединения, подготовку дефектных мест под заварку и сам процесс сварки.
Способы определения дефектов разнообразны и зависят от характера работы соединения. Простейшим способом проверки является внешний осмотр, который имеет целью выявить дефекты сварки, выходящие на поверхность. Эти дефекты представляют собой поры, трещины, непровары, прожоги и др. При осмотре пользуются лупой. Плотность шва может быть определена керосиновой пробой. Для этого на проверяемый участок с наружной стороны наносят тонкий слой разведенного в воде мела. После просушки на внутреннюю поверхность соединения накладывают тряпку, обильно смоченную керосином, и если через 10—15 мин на слое мела появятся потемнения (влажность), то это указывает на неплотность сварного шва или трещины. Эти дефекты обычно устраняют подваркой.
Сварные соединения, несущие большие нагрузки, к качеству которых предъявляются самые высокие требования, например в котлах высокого давления и т. п., подвергают рентгеновскому просвечиванию, магнитному и ультразвуковому контролю.
Подлежащие восстановлению детали подвергают определенной подготовке. Замасленные детали вываривают в горячем растворе каустической соды, затем их промывают теплой водой. Поверхности деталей также промывают в органических растворителях (керосине и др.), очищают пескоструйной обработкой, зачисткой напильником и другими способами. Затем детали тщательно осматривают. Если в них имеются трещины, то их подготовляют к заварке следующим образом.
После очистки поверхности на концах трещины сверлят отверстия Диаметром 3—3,5 мм, чтобы трещина не распространялась дальше. По всей длине трещины прорубают вручную или выполняют на станке фаску. Если толщина детали превышает мм, Фаску снимают с обеих сторон. Иногда для большей прочности сварного шва вдоль трещины устанавливают несколько шпилек. Заваривают трещину дуговой или газовой сваркой.
Рис. 1. Схема подготовки деталей для заварки трещин: а — на концах трещины засверлены отверстия, б — снята фаска, в — фаски с двух сторон, г — установка шпилек, О — приваркя накладок
Мелкие трещины на неответственных местах заделывают короткими поперечными швами, которые, охлаждаясь, стягивают трещину. Трещины на деталях из алюминиевых сплавов разделывают до получения канавки глубиной и толщиной до мм. Трещины на деталях толщиной до мм не разделывают.
При ремонте деталей постановкой накладок поверхность вокруг трещины зачищают так, чтобы края ее отстояли от трещины на 25 — 30 мм.
Источник
Инновационные сварочные технологии
Со временем классический метод выполнения сварных работ совершенствовался, опытные специалисты разрабатывали инновационные способы соединения металлических деталей в единую конструкцию: сварка с применением лазерных установок, ультразвука, теплового эффекта и т. п.
Подобные новаторские идеи могут помочь сварщику в работе, облегчив выполнение некоторых задач и ускорив весь процесс сборки металлоконструкций в целом. По этой причине и сегодня в этой области не прекращаются научные разработки и исследования.
Способы сварки металлоконструкций.
Также применение инновационных технологий выполнения сварных работ позволяет сварщику получить ряд преимуществ:
- снизить показатели коробления металла;
- повысить скорость выполнения работы;
- сократить расходы зачистку сварного шва;
- снизить траты на закупку расходных материалов;
- выполнять соединения тонколистового металла.
Особенно интересны, с точки зрения продуктивности, качества полученных швов и экономичности, следующие технологии сварки:
- Электронно-лучевая сварка применяется при работе с глубокими соединениями – до 20 см, но только при условии определенного соотношения ширины шва и глубины погружения инструмента – 20:1. Процесс формирования шва осуществляется в вакууме, поэтому использовать такую технологию в быту практически невозможно. Она применяется в сфере узкопрофильных производств.
- Термитная сварка подразумевает нанесение особой смеси на контуры соединения деталей в процессе горения. Технологию применяют для ответственных конструкций из металла в готовом виде, когда с помощью наплавки металла надо устранить имеющийся дефект в виде трещины или скола.
- Плазменная сварка подразумевает применение ионизированного газа, проходящего сквозь электроды с высокими сварочно-техническими характеристиками и выполняющего функцию дуги. Технология имеет более широкие возможности применения по сравнению с электронным типом, так как позволяет выполнить сварщику резку и сварку металлической конструкции с любой шириной металла.
- Орбитальная аргонодуговая сварка с помощью вольфрамового электрода применяется для работы со сложными деталями из металла. Например, для неповоротных стыков труб с диаметром 20-1440 мм. В процессе работы активирующий флюс наносится 1 г/м шва. Это позволяет решить ряд важных технологических задач: уменьшить объем и вес сварной ванны за счет ведения операций пониженным током; благодаря давлению дуги на жидкий металл шов получается качественным в любом пространственном положении; сварку можно автоматизировать без разделки кромки.
- Щадящие технологии сварки в смесях защитных газов Ar+CO2 и Ar+O2+CO2. При использовании такого метода выполнения сварочных работ можно получить более качественные соединения при сравнении со сваркой в СО2. При этом актуальный объем расходных материалов сократиться на 20 % за счет резкого снижения набрызгивания электродного материала, а переход к свариваемым частям металлоконструкции станет плавным.
На заметку! Каждая из них имеет ряд недостатков, отличается своеобразными особенностями и принципами осуществления, которыми важно овладеть до начала применения на практике.
Современная наука многогранна и непредсказуема.
Она предоставляет человеку возможности применить на практике достоинства нано-технологий, поэтому ближайшее будущее сварочных операций представляется связанным с совершенствованием схем компьютерного управления сваркой, а также применением новых сварных материалов.
ОБЩАЯ ЧАСТЬ
1.1. Назначение и область применения
1.1.1. Настоящий руководящий документ (РД) предназначен для персонала, осуществляющего производство сборочных и сварочных работ при укрупнении и монтаже металлоконструкций зданий промышленных объектов.
Выполнение требований настоящего РД по организации и технологии сборки и сварки металлоконструкций обеспечивает получение сварных соединений, удовлетворяющих установленным нормативами показателям качества, с минимальными затратами труда. РД является руководящим документом при разработке проектов производства работ и другой технологической документации.
1.1.2. РД распространяется на ручную дуговую сварку штучными электродами, механизированную (полуавтоматическую) сварку самозащитной порошковой проволокой и в углекислом газе, автоматическую и механизированную сварку под флюсом в условиях строительно-монтажной площадки.
1.1.3. Настоящий РД определяет технологию сборочно-сварочных работ при укрупнении и монтаже металлоконструкций, изготовленных из углеродистых и низколегированных сталей по ГОСТ 27772:
фасонный прокат (уголки, двутавры, швеллеры) — из стали С235, С245, С255, С275, С285, С345, С345К, С375;
листовой, универсальный прокат и гнутые профили — из стали С235, С245, С255, С275, С285, С345, С345К, С375, С390, С390К, С440.
Обозначение сталей по ГОСТ 27772 (по пределу текучести) и соответствующие им марки сталей по другим действующим стандартам приведены в приложении 1.
РД действует совместно со следующими нормативно-техническими документами (НТД):
СНиП 3.03.01—87. Несущие и ограждающие конструкции;
СНиП II-23—81*. Нормы проектирования. Стальные конструкции. М., 1991.
1.1.4. В руководящем документе приведены основные положения по организации сварочных работ на строительных площадках, указания о выборе сварочных материалов и оборудования;
требования, предъявляемые к сборке и сварке элементов конструкций, режимы сварки, порядок контроля и нормы оценки качества сварных соединений.
Кроме того, в настоящем РД даны рекомендации по технологии сварки отдельных типовых, наиболее часто встречающихся узлов стальных конструкций.
1.2. Требования к квалификации сварщиков, контролеров и ИТР
1.2.1. Сварка металлоконструкций зданий промышленных объектов должна проводиться сварщиками, имеющими удостоверения на право производства соответствующих сварочных работ, выданные им согласно требованиям «Правил аттестации сварщиков», утвержденных Госгортехнадзором России.
К сварке конструкций из сталей с пределом текучести 390 МПа (40 кгс/мм 2 ) и более допускаются сварщики, имеющие удостоверение на право работ по сварке этих сталей.
К механизированным способам сварки допускаются сварщики-операторы, прошедшие специальный курс теоретической и практической подготовки и сдавшие испытания на право производства этих работ.
Сварщики всех специальностей и квалификаций должны сдать испытания на 2-ю квалификационную группу по электробезопасности. Кроме того, все сварщики должны сдать испытания по противопожарным мероприятиям и технике безопасности.
1.2.2. Сварщик, впервые приступающий к сварке в данной организации, должен перед допуском к работе независимо от наличия у него удостоверения на право производства соответствующих работ сварить пробные (допускные) образцы. Сварка пробных образцов должна проводиться в условиях, тождественных с теми, в которых будет выполняться сварка конструкций.
Конструкция и число пробных образцов устанавливаются руководителем сварочных работ в зависимости от типов производственных соединений и квалификации сварщика. Качество пробных сварных соединений определяется путем визуального контроля на предмет определения сплошности и формирования шва, а при необходимости (по усмотрению руководителя сварочных работ) — с помощью неразрушающих физических методов контроля.
Качество пробных сварных соединений необходимо оценивать по нормам, предусмотренным для таких же производственных соединений. Пробные соединения должны быть идентичными или однотипными по отношению к тем производственным соединениям, которые будет сваривать проверяемый сварщик. Характеристика однотипных сварных соединений дана в «Правилах аттестации сварщиков».
1.2.3. Сварщики допускаются к тем видам работ, которые указаны в удостоверении. В удостоверении должны быть перечислены марки сталей или группы марок сталей в соответствии с «Правилами аттестации сварщиков», к сварке которых допускается сварщик.
1.2.4. Для сварки при температуре ниже минус 30°С сварщик должен предварительно сварить пробные стыковые образцы при температуре не выше указанной. При удовлетворительных результатах механических испытаний пробных образцов сварщик может быть допущен к сварке при температуре на 10°С ниже температуры сварки пробных образцов.
1.2.5. Руководство сварочными работами должно осуществлять лицо, имеющее документ o специальном образовании или подготовке в области сварки.
К руководству работами по сварке, контролю сварных соединений и операционному контролю допускаются ИТР, изучившие настоящий РД, соответствующие СНиП, рабочие чертежи изделий, производственно-технологическую документацию (ПТД) по сварке и методические инструкции по контролю. Знания ИТР и их профессиональная подготовка по сварочному производству должны быть проверены комиссией, назначенной приказом руководителя предприятия. Знания ИТР проверяются не реже одного раза в три года.
1.2.6. К выполнению работ по контролю качества сварных соединений допускаются контролеры, прошедшие специальную программу теоретического и практического обучения и получившие удостоверение на право выполнения работ по дефектоскопии сварных соединений соответствующим видом (способом) контроля. Контролеры по физическим методам контроля должны аттестовываться в соответствии с «Правилами аттестации специалистов неразрушающего контроля», утвержденными Госгортехнадзором России 18.08.92 г.
1.2.7. Подготовку контролеров должны осуществлять специальные учебные заведения или подразделения профессиональной подготовки (учебные комбинаты, центры, курсы и т.п.) предприятий, выполняющие работы по контролю качества сварки и имеющие лицензию на право проведения таких работ.
Подготовка контролеров должна быть специализирована по методам контроля (ультразвуковая дифектоскопия, радиографирование и др.), а при необходимости — по типам сварных соединений, что должно быть указано в их удостоверениях. Каждый контролер может быть допущен только к тем методам контроля, которые указаны в его удостоверении. Контролер, имевший перерыв в работе (по данному виду контроля) свыше 6 месяцев, должен вновь сдать экзамены в полном объеме.
1.3. Основные положения организации сварочных работ
1.3.1. При разработке проекта производства работ (ППР) по монтажу металлоконструкций зданий должны быть учтены и отражены условия сборки конструкций под сварку, сварка и контроль сварных соединений.
В ППР должна быть заложена наиболее прогрессивная технология сборочно-сварочных работ с оптимальным уровнем механизации.
1.3.2. При организации и выполнении работ по сборке, сварке и контролю качества сварных соединений должны быть созданы все условия для соблюдения правил техники безопасности и пожарной безопасности в соответствии с требованиями следующих нормативных документов:
СНиП III-4—80. Техника безопасности в строительстве;
ГОСТ 12.3.003. Система стандартов безопасности труда. Работы электросварочные. Требования безопасности;
«Правил устройства электроустановок»;
«Правил технической эксплуатации электроустановок потребителей»;
«Правил техники безопасности при эксплуатации электроустановок потребителей»;
«Санитарных правил при проведении рентгеновской дефектоскопии», № 2191—80;
«Санитарных правил при радиоизотопной дефектоскопии», № 1171—74;
«Санитарных правил по сварке, наплавке и резке металлов», № 1009—73;
«Правил пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства»;
«Правил пожарной безопасности при производстве строительно-монтажных работ. ППБ 05— 86».
1.3.3. Организация, выполняющая сборочно-сварочные работы, должна обеспечить надлежащее качество сварных соединений за счет:
применения исправного оборудования;
использования сварочных материалов надлежащего качества, прошедших соответствующий контроль;
выполнения технологических требований по сборке и сварке изделий, регламентированных ПТД;
выполнения операционного контроля процессов сборки и сварки;
своевременного выполнения контроля качества готовых сварных соединений.
1.3.4. Применение основных материалов (листов, профильного проката) и сварочных материалов (электродов, сварочной проволоки и флюсов), отличающихся от указанных в производственно-технологической документации (ПТД), может быть допущено по совместному техническому решению организации—разработчика ПТД, отраслевой специализированной организации и организации — производителя работ.
1.3.5. Порядок сборки и укрупнения монтажных блоков и последовательность работ должны обеспечивать возможность применения наиболее прогрессивных методов сварки. Для обеспечения надлежащего качества сварных соединений и повышения производительности труда при выполнении работ по сборке, сварке и контролю качества сварных соединений следует руководствоваться положениями, изложенными в настоящем разделе.
1.3.6. Способ сварки металлоконструкций на разных этапах их укрупнения и монтажа должен быть определен проектом производства работ (ППР).
При выборе способа сварки следует иметь в виду:
целесообразность применения механизированных способов сварки должна подтверждаться технико-экономическим расчетом;
автоматическую сварку под флюсом следует применять при укрупнительной сборке конструкций для швов значительной протяженности;
механизированная (полуавтоматическая) сварка самозащитной порошковой проволокой может быть применена при укрупнении и монтаже металлоконструкций для сварки швов в нижнем, наклонном и вертикальном положениях;
механизированную (полуавтоматическую) сварку в углекислом газе (проволокой сплошного сечения) следует использовать для укрупнительной и монтажной сварки металлоконструкций в любом положении шва при условии защиты места сварки от ветра.
В случаях, где не может быть использована автоматическая и механизированная сварка, должна применяться ручная дуговая сварка.
1.3.7. Численность инженерно-технических работников по сварке и наладчиков оборудования для механизированной сварки на строительно-монтажной площадке зависит от объема сварочных работ и числа работающих сварщиков. Она устанавливается в соответствии с положением о службе сварки строительно-монтажной организации.
1.3.8. Снабжение укрупнительной площадки и территории монтируемого или реконструируемого здания электропитанием для целей сварки следует выполнять с помощью разводок электросварочного тока на все участки укрупнительной площадки и монтируемого здания.
1.3.9. Сечение провода для присоединения источника питания для сварки к сети следует подбирать по данным табл. 1.1. При ручной дуговой сварке электрододержатель соединяют со сварочной цепью гибким медным проводом с резиновой изоляцией марок ПРД, ПРИ, КОГ 1, КОГ 2, сечение которого необходимо выбирать в зависимости от сварочного тока: при токе до 100А — не менее 16 мм 2 , при 250А — 25 мм 2 , при 300А — 50 мм 2 . Длина гибкого провода должна быть не менее 5м.
Сечение провода для подсоединения к сети источников сварочного тока
| Максимальный сварочный ток | Сечение медного* провода, мм 2 , при напряжении сети В | |
| источника питания, А | 220 | 380 |
| 300 | 16 | 10 |
| 500 | 35 | 16 |
| 1000 | 70 | 50 |
| 2000 | — | 120 |
| 4000 | — | 240 |
* Сечение алюминиевого провода должно быть в 1,5 раза больше
1.3.10. При большом объеме сборочно-сварочных работ снабжение сборочных площадок и сооружаемого здания кислородом и горючим газом для резки следует осуществлять централизованным путем с помощью разводок от центра питания к постам резки. Целесообразность применения централизованной системы питания должна подтверждаться расчетом.
Разводку кислорода и горючего газа по зданию крупного промышленного объекта следует предусматривать в проекте как постоянную систему газоснабжения, остающуюся после окончания строительства для выполнения ремонтных работ в процессе эксплуатации объекта.
Централизованная разводка газа по стройплощадке выполняется как временное газоснабжение в соответствии с ППР.
1.3.11. В зависимости от местных условий в качестве горючего газа для резки используется ацетилен, пропан-бутан или природный горючий газ. Ацетилен для резки применяется лишь при значительной удаленности строительства от нефтеперегонных заводов и трубопроводов природного газа, когда технически невозможно или экономически нецелесообразно использовать пропан-бутан или природный газ.
1.3.12. Снабжение строительно-монтажных участков кислородом осуществляется от собственных стационарных кислородных установок (типа КГН-30, 2КГ-30 и др.), либо от газификационной станции, где жидкий кислород, доставляемый на объект в железнодорожных или автомобильных цистернах, газифицируется и направляется по газопроводу к рабочим местам или в кислородную рампу. Способ снабжения кислородом зависит от местных условий и должен подтверждаться расчетом.
1.3.13. Снабжение сжиженным пропан-бутаном должно осуществляться с помощью специальных автомобильных цистерн завода-поставщика. На строительно-монтажных участках сооружаются подземные резервуары, где хранится пропан-бутан; из резервуаров газифицированный пропан-бутан подается к местам потребления.
1.3.14. Проектирование, сооружение, испытание и эксплуатация трубопроводов кислорода и горючих газов должны производиться в соответствии с «Правилами безопасности в газовом хозяйстве» (Госгортехнадзор, 1992).
1.3.15. Свариваемые поверхности конструкции и рабочее место сварщика должны быть ограждены от дождя, снега, ветра и сквозняков.
При температуре окружающего воздуха ниже минус 10°С необходимо иметь вблизи рабочего места сварщика инвентарное помещение для обогрева, а при температуре ниже минус 40°С сварка должна производиться в обогреваемом тепляке, где температура должна быть выше 0°С.
1.3.16. На каждом строительно-монтажном участке должен быть оборудован в теплом отапливаемом помещении склад для хранения сварочного материала (электродов, проволоки и флюса). В складе должна поддерживаться температура не ниже 15°С, при этом относительная влажность не должна быть более 50%.
Сварочные материалы должны храниться отдельно по маркам, партиям и диаметрам в условиях, предохраняющих их от увлажнения и механических повреждений. Сварочный флюс должен храниться в герметичной таре.
В складе должны быть установлены печи для прокалки электродов, порошковой проволоки и флюса, сушильные шкафы с температурой до 150°С, обеспечивающие суточную потребность участка в электродах и проволоке.
1.3.17. Прокаленные электроды и порошковую проволоку следует выдавать на рабочее место в количестве, необходимом для работы сварщика в течение одной смены.
При сварке конструкций из сталей с пределом текучести более 390 МПа (40 кгс/мм 2 ) электроды, взятые непосредственно из прокалочной или сушильной печи, необходимо использовать в течение двух часов.
Хранение и транспортировку прокаленных сварочных материалов необходимо производить в закрытой таре: электроды — в специальных металлических пеналах, в упаковке из водонепроницаемой бумаги или в герметизированной оболочке из полиэтиленовой пленки, порошковую проволоку — в закрытых жестяных банках или в упаковке из водонепроницаемой бумаги.
1.3.18. Очистка и намотка проволоки в кассеты для механизированных способов сварки должны производиться на стационарном рабочем месте специально выделенным для этого рабочим. Все кассеты с намотанной проволокой должны иметь этикетки с указанием марки и диаметра проволоки.
1.3.19. Электросварщик для допуска к работе должен иметь на рабочем месте следующий минимальный набор инвентаря и инструмента: защитный щиток или маску, рукавицы, очки с прозрачными стеклами, молоток, зубило или крейцмессель для отбивки Шлака, стальную щетку, личное клеймо, ящик или сумку .для электродов с отделением для электродных огарков, соответствующие шаблоны для проверки геометрии шва. Рабочее место сварщика должно быть заранее подготовлено, очищено от посторонних предметов и освещено.
1.3.20. Сварку деталей из сталей с пределом текучести 345 МПа и более (С345 и выше) следует выполнять без перерыва до заполнения хотя бы половины толщины шва или по всей его длине или на участке длиной не менее 800—1000 мм (при длине шва более 1м). При вынужденных перерывах в работе необходимо обеспечить медленное и равномерное охлаждение стыка любыми доступными средствами (например обкладкой стыка листовым асбестом), а при возобновлении сварки стык должен быть подогрет до температуры 120— 160°С.
Не допускается никаких силовых воздействий на стык до окончания сварки.
1.3.21. Сваренный и зачищенный шов должен быть заклеймен сварщиком присвоенным ему номером или знаком (клеймом). Клеймо проставляется на расстоянии 40—60 мм от границы выполненного им (ими) шва сварного соединения: одним сварщиком — в одном месте, при выполнении несколькими сварщиками — в начале и конце шва. Взамен постановки клейм допускается составление исполнительных схем с подписями сварщиков.
1.3.22. При обнаружении в сварных соединениях в процессе сварки трещин или других недопустимых дефектов сварщик обязан прекратить проведение работ на этом сварном соединении и известить о случившемся мастера по сварке.
1.3.23. К сварке стыков разрешается приступать только после приемки мастером по сварке или прорабом по монтажу собранных стыков, о чем производится отметка в журнале сварочных работ.
Чертежи металлоконструкций
Изготовление сварных конструкций следует проводить, согласуясь с требованиями, указанными в чертежах на них. На сварные конструкции из метала чертежи имеют свои особенности, поэтому необходимо уметь их не только грамотно составлять, но и читать. Для этого необходимо изучить используемые на этих конструкторских документах обозначения.
На начальном этапе разработки создают чертежи общего вида, объединенные названием «КМ», что расшифровывается как конструкции металлические. На них обозначается сварка конструкций в общем виде.
На завершающем этапе выпускается комплект чертежей «КМД» — конструкции металлические детализированные, в состав которых входят все чертежи каждой детали, участвующей в этом виде соединения. «КМ» представляет собой базу, на основании которой разрабатываются чертежи, входящие в комплект «КМД». Предоставление «КМ» необходимо для того, чтобы получить разрешение на строительство будущего объекта. По ним в дальнейшем будет осуществляться сварка строительных конструкций.
При составлении чертежей следует руководствоваться нормами, изложенными в ГОСТе 2.410-68, где четко изложены правила, по которым должны выполняться чертежи на металлические конструкции. Качественная сборка и сварка металлоконструкций напрямую зависят от грамотного составления чертежей. Общий вид дает представление о том, каким должно выглядеть сооружение после заключения сварочных работ.
На чертежах в специальных таблицах указываются технические данные, которые служат ориентиром для правильной сварки.
Начинать читать чертежи необходимо в определенном порядке. Вначале следует ознакомиться с первым чертежом комплекта, чтобы получить общее представление о предстоящей работе. Затем надо ознакомиться с «ведомостью элементов». В ней для каждой детали, именуемой маркой элемента, содержатся сведения о ее сечении с предоставлением небольшого эскиза, на котором могут быть показаны отдельные размеры, например шаг.
В столбце «Поз» указывается номер позиции детали на чертеже. Рядом в графе «Состав» находится в сокращенном виде обозначение того профиля, которым обладает сечение детали по правилам их условного обозначения согласно требованиям ГОСТа 2.420. Далее идут графы, в которых указываются усилия и марка стали.
Это приложение является обязательным. Особое значение ведомости заключается в том, что только в ней указываются подробно наименования профилей, например «двутавр №14». Для таких сложных металлоконструкций, как фермы и решетки эскиза будет недостаточно и на них выпускаются отдельные чертежи.
Ценной деталью для сварщика на общем чертеже может быть указание марки электродов, которыми рекомендуется осуществлять монтаж и сварку металлоконструкций. На чертежах также условно показываются швы согласно требованиям ГОСТа 21.504-2005. В обозначение могут входить такие параметры, как длина шва и размер катета. Для разных видов швов используются свои условные изображения.
Сведения о профилях располагают на специальных выносках.
Рядом с обозначением через тире помещают сведения о количестве используемых в конструкции деталей.
Это бывает важно при использовании большого количества однотипных деталей, например, на узлах фермы.
ТРЕБОВАНИЯ К ОСНОВНЫМ МАТЕРИАЛАМ
2.1. Для сварных металлоконструкций зданий применяются углеродистые и низколегированные стали в соответствии с ГОСТ 27772.
Химический состав и механические свойства основных марок сталей, применяющихся для металлоконструкций зданий, приведены в приложениях 2 и 3.
2.2. Поступающий на монтажный участок листовой и фасонный прокат должен иметь сертификат завода-изготовителя с указанием химического состава и механических свойств.
2.3. Входной контроль металла (листов, профильного проката) и конструктивных элементов металлоконструкций зданий, поступающих на предприятие для изготовления, укрупнения и монтажа, включает:
проверку наличия сертификата или паспорта, полноты приведенных в нем данных и соответствия этих данных требованиям стандарта, технических условий, проектной или конструкторской документации;
проверку наличия заводской маркировки и соответствия ее сертификатным или паспортным данным;
осмотр металла и конструктивных элементов для выявления поверхностных дефектов и повреждений, выводящих толщину металла за пределы минусовых отклонений, регламентированных ГОСТ 19903 и ГОСТ 19904;
осмотр и обмер (при наличии соответствующих указаний в ПТД) конструктивных элементов (узлов, блоков, ферм, стропил и др.) для выявления деформаций, нарушающих геометрические формы и размеры конструкций, оговоренных проектно-конструкторской документацией.
2.4. При отсутствии сертификата или неполноте сертификатных данных применение этого металла может быть допущено только после проведения необходимых испытаний, подтверждающих соответствие металла всем требованиям стандарта или технических условий.
2.5. Входной контроль основных материалов (металла и конструктивных элементов) осуществляет организация — заказчик этих материалов. Результаты входного контроля должны быть переданы организации, осуществляющей изготовление или монтаж конструкций.
Технологическая карта
Этот документ служит главным помощником сварщика. Сборка металлоконструкций и их сварка относятся к сложным процессам, которые необходимо выполнять в определенной последовательности. Технология сварки металлоконструкций и ее этапы подробно расписаны в особом документе, называемом технологической картой.
Этот документ входит в число общей конструкторской документации. Разработка технологической карты входит в обязанность инженера-технолога, который хорошо понимает, что такое технологичность сварных конструкций. Разработчик технологической карты производит необходимые расчеты, на основании которых выбираются оптимальные параметры для соединения конкретных металлических изделий.
Технологическая карта может охватывать различные виды сварных конструкций, в том числе достаточно сложные. К ним, например, относится сварка толстостенных конструкций. Такая карта незаменима при прокладке трубопроводов, монтаже громоздких сооружений.
При сварке металла большой толщины с увеличением этого размера, например, более 15-20 миллиметров, в соединениях возрастают объемные сварочные напряжения. Это приводит к опасности возникновения в деталях трещин. Чтобы избежать этого рекомендуется вести сварку определенными способами, например, двойным слоем или блоками. Эти рекомендации указывают в технологической карте.
Технологическая карта на изготовление сварных металлоконструкций включает в себя также правила контроля получившихся сварных соединений. Технологические карты разделяются на типовые и стандартные. Выполняться они должны обязательно в соответствии с существующими нормативными документами.
В карте на монтаж металлических изделий указываются схемы монтажа и последовательность действий при этом. Требованием технологичности является возможное расположение швов при сварке — нижнее горизонтальное. Хорошим вариантом является прокладка шва «в лодочку».
Сварка металлоконструкций полуавтоматом является наиболее предпочтительной. Полностью автоматическую сварку применять нецелесообразно. При серийном производстве может быть использована точечная сварка. Если предполагается налагать швы, расположенные на близком расстоянии, то нельзя это делать сразу. Необходимо подождать, пока остынет первый шов, а затем начинать варить второй. Это убережет металл от пластических деформаций.
Технологическую карту надо составлять с учетом имеющегося оборудования. Единого образца технологической карты не существует. Разрабатывать ее можно самостоятельно. Однако, этот документ должен создаваться с учетом требований существующих нормативных документов в этой области. Технологическая карта в обязательном порядке подлежит утверждению уполномоченными лицами. В ней помимо технических данных могу указываться трудозатраты.
В типовой технологической карте могут содержаться сведения, каким способом может быть осуществлена надежная фиксация элементов конструкции, сведения о возможной необходимости подогрева деталей перед сваркой, данные сварочных параметров, которые надо устанавливать на применяемом оборудовании. При наличии особенностей выполнения техпроцесса они подробно расписываются.
Требования к качеству должны подтверждаться реальными цифрами возможных отклонений. В отдельном разделе или пункте может быть расписано, какие действия он должен совершать при обнаружении недопустимых дефектов.
В технологической карте в особом разделе оговариваются меры безопасности. Сварщик перед работой должен ознакомиться с содержанием технологической карты и следовать ее рекомендациям.
СВАРОЧНЫЕ МАТЕРИАЛЫ И КОНТРОЛЬ ИХ КАЧЕСТВА
3.1. Входной контроль сварочных материалов
3.1.1. Сварочные материалы перед использованием должны быть проконтролированы:
на наличие сертификата (на электроды, проволоку и флюс) с проверкой полноты приведенных в нем данных и их соответствия требованиям стандарта, технических условий или паспорта на конкретные сварочные материалы;
на наличие на каждом упаковочном месте (пачке, коробке, ящике, мотке, бухте и пр.) соответствующих этикеток (ярлыков) или бирок с проверкой указанных в них данных;
на отсутствие повреждений упаковок и самих материалов;
на наличие для баллонов с газом соответствующего документа, регламентированного стандартом.
3.1.2. При отсутствии сертификатов на электроды и порошковую проволоку необходимо определять механические свойства стыковых сварных соединений, выполненных с применением этих материалов.
Сварные стыковые образцы следует испытывать на статическое растяжение, статический и ударный изгиб при температуре 20°С по ГОСТ 6996 в количестве, указанном в табл. 3.1.
Виды испытаний сварных соединений при отсутствии сертификатов
на электроды и порошковую проволоку
| Вид испытания | Число образцов (не менее) | Нормируемый показатель |
| Статическое растяжение | 2 | Временное сопротивление разрыву — не менее нижнего предела временного сопротивления основного металла, регламентированного ГОСТ |
| Статический изгиб | 2 | Угол статического изгиба, град., для сталей толщиной, мм. |
| углеродистых — | ||
| до 20, не менее 100 | ||
| св. 20, не менее 80 | ||
| низколегированных — | ||
| до 20, не менее 80 | ||
| св. 20, не менее 60 | ||
| Ударный изгиб металла шва | 3 | Ударная вязкость — не менее величины, указанной в технологической документации на монтажную сварку данной конструкции |
Показатели механических свойств определяются как среднее арифметическое от числа испытанных образцов.
В случае расхождения сертификатных данных или результатов испытаний (при отсутствии сертификата) с требованиями соответствующего НТД данная партия электродов и порошковой проволоки к использованию не допускается.
3.1.3. При отсутствии сертификата на сварочную проволоку сплошного сечения или неполноте указанных в нем данных проводится химический анализ проволоки, результаты которого должны удовлетворять требованиям, приведенным в приложении 6. При неудовлетворительных результатах химического анализа проводят повторный анализ на удвоенном числе проб, который является окончательным.
3.1.4 При обнаружении повреждения или порчи упаковки или самих материалов вопрос о возможности их использования решается руководителем сварочных работ совместно с ОТК (СТК) предприятия (организации).
Классическая технология сварки конструкций из металла
Сварка – уникальный способ получения неразъемных металлических соединений, открывающих человеку широкие возможности по снижению трудоемкости создания и установки металлоконструкций.
Она позволяет использовать рациональные типы сечений в металлоконструкциях, что приводит к снижению показателей металлоемкости в несколько раз, по сравнению с применением иных технологий.
Сегодня сварные работы выполняются с помощью разных методов, но все они создавались на основе знаний о классической технологии. Она проста и может реализовываться, как для бытовых целей, так и в промышленных масштабах.
Углы сварки металлоконструкций.
Если изготавливать сварочные металлоконструкции по классической технологии, потребуется применить следующие источники энергии:
- электрическая дуга;
- газовое пламя.
Оба варианта предполагают три метода выполнения сварных швов:
Автоматический
Не подразумевает человеческое вмешательство в процесс выполнения сварных работ. Сварочный аппарат настраивается на актуальный режим функционирования с учетом конкретного вида выполняемой операции единственный раз перед началом работы.
Поэтому важно понимать основную цель приобретения сварного оборудования при выборе в магазине. Используя автоматический режим, можно применять контактную и электрошлаковую сварку.
Полуавтоматический
При использовании данного метода сварные швы формируются вручную, а электроды подаются в автоматическом режиме. Такое положение дел позволяет повысить производительность работы без ущерба для качества создаваемых металлоизделий.
При полуавтоматической сварке можно применить газовый флюс, неплавкие электроды, сварочную проволоку.
Ручной
Все действия методом ручной дуговой сварки осуществляются сварщиком без применения автоматизированного оборудования: от контроля подачи электрода до формирования самого соединения.
Зачастую при ручном режиме применяют обыкновенную сварку под флюсом, электродуговую сварку или пайку газосварочным устройством. Данный метод рационально использовать в бытовых целях, а не на крупном производстве, потому что он чрезмерно затратный и характеризуется низкой производительностью.
На заметку! Полуавтоматический метод дуговой сварки металлических конструкций наиболее востребован на отечественном рынке. Он активно применяется в строительстве при монтаже железобетонных строений, в машиностроении при конструировании автомобилей, а также в быту.