Как контролировать сварные соединения у трубопровода узнаем в данной статье. Чтобы получить представление о реальном состоянии металла в местах соединений, применяется так называемый неразрушающий контроль сварных соединений трубопроводов. Безопасность вместе с надёжностью конструкции часто определяется качественным уровнем швов.
Стандарты в законодательстве создают строгие нормативы для процесса. Его проводят только профессионалы, обладающие соответствующими навыками.
Контроль качества сварных соединений и необходимость его проведения
Когда проводятся сварочные работы на трубопроводах, появления дефектов не избежать. В свою очередь, эти недостатки оказывают негативное влияние на внешний вид сварных соединений, их технические характеристики вместе с надёжностью. Всего выделяют две разновидности повреждений: формирования шва и дефекты металлургического типа.
Формирование структурного шва приводит к появлению металлургических изъянов. Они обычно появляются, пока материал охлаждается или нагревается. Вторая группа повреждений вызвана несоблюдением норм во время проведения работ.
Заранее требуется выявлять следующие разновидности недостатков. Они все негативно влияют на качество всего трубопровода в итоге.
- Нарушения в металлической микроструктуре. Приводят к тому, что повышается содержание оксидов, появляется крупная зернистость, зёрна с окисленными краями.
- Наличие газовых включений или пор. Бывают групповыми или единичными, иногда выглядят как мостики. Или выходят на поверхность. Тогда их называют свищами.
- Примеси со шлаками внутри швов. Из-за них изделие теряет первоначальную прочность.
- Возникновение трещин разных типов характерно для участков со швами, околошовного пространства. Отличия кроются в размерах.
- Группа непроваров. Это название для локальных участков шва, в котором нет сцепления с основным материалом.
- Прожоги или отверстия в сварных швах, которые появляются при вытекании расплава, когда проходит сварка.
- Подрезы. Название для канавок в продольной плоскости на границах со швами, поверхности основного металла.
- Нарушения в формах и размерах швов.
Только в случае выявления каждого из дефектов можно гарантировать надёжность трубопровода на максимальном уровне.
Необходимо провести тщательную оценку того, как подобные изъяны влияют на конструкцию. Иначе невозможно исправить положение до того, как начинается эксплуатация трубопровода.
Стальные трубопроводы — раздел СНиП водоснабжение и канализация
Раздел СНиП водоснабжение и канализация
СТАЛЬНЫЕ ТРУБОПРОВОДЫ
3.18. Способы сварки, а также типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов должны соответствовать требованиям ГОСТ 16037-80
.
3.19. Перед сборкой и сваркой труб следует очистить их от загрязнений, проверить геометрические размеры разделки кромок, зачистить до металлического блеска кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
3.20.
По окончании сварочных работ наружная изоляция труб в местах сварных соединений должна быть восстановлена в соответствии с проектом.
3.21. При сборке стыков труб без подкладного кольца смещение кромок не должно превышать 20 % толщины стенки, но не более 3 мм. Для стыковых соединений, собираемых и свариваемых на остающемся цилиндрическом кольце, смещение кромок изнутри трубы не должно превышать 1 мм.
3.22. Сборку труб диаметром свыше 100 мм, изготовленных с продольным или спиральным сварным швом, следует производить со смещением швов смежных труб не менее чем на 100 мм. При сборке стыка труб, у которых заводской продольный или спиральный шов сварен с двух сторон, смещение этих швов можно не производить.
3.23. Поперечные сварные соединения должны быть расположены на расстоянии не менее чем:
0,2 м от края конструкции опоры трубопровода;
0,3 м от наружной и внутренней поверхностей камеры или поверхности ограждающей конструкции, через которую проходит трубопровод, а также от края футляра.
3.24. Соединение концов стыкуемых труб и секций трубопроводов при величине зазора между ними более допускаемого следует выполнять вставкой «катушки» длиной не менее 200 мм.
3.25. Расстояние между кольцевым сварным швом трубопровода и швом привариваемых к трубопроводу патрубков должно быть не менее 100 мм.
3.26. Сборка труб для сварки должна выполняться с помощью центраторов; допускается правка плавных вмятин на концах труб глубиной до 3,5 % диаметра трубы и подгонка кромок с помощью домкратов, роликовых опор и других средств. Участки труб с вмятинами свыше 3,5 % диаметра трубы или имеющие надрывы следует вырезать. Концы труб с забоинами или задирами фасок глубиной свыше 5 мм следует обрезать.
При наложении корневого шва прихватки должны быть полностью переварены. Применяемые для прихваток электроды или сварочная проволока должны быть тех же марок, что и для сварки основного шва.
3.27. К сварке стыков стальных трубопроводов допускаются сварщики при наличии документов на право производства сварочных работ в соответствии с Правилами аттестации сварщиков, утвержденными Госгортехнадзором СССР.
3.28. Перед допуском к работе по сварке стыков трубопроводов каждый сварщик должен сварить допускной стык в производственных условиях (на объекте строительства) в случаях:
если он впервые приступил к сварке трубопроводов или имел перерыв в работе свыше 6 месяцев;
если сварка труб осуществляется из новых марок сталей, с применением новых марок сварочных материалов (электродов, сварочной проволоки, флюсов) или с использованием новых типов сварочного оборудования.
На трубах диаметром 529 мм и более разрешается сваривать половину допускного стыка. Допускной стык подвергается:
внешнему осмотру, при котором сварной шов должен удовлетворять требованиям настоящего раздела и ГОСТ 16037-80
;
радиографическому контролю в соответствии с требованиями ГОСТ 7512-82
;
механическим испытаниям на разрыв и изгиб в соответствии с ГОСТ 6996-66
.
В случае неудовлетворительных результатов проверки допускного стыка производятся сварка и повторный контроль двух других допускных стыков. В случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков сварщик признается не выдержавшим испытаний и может быть допущен к сварке трубопровода только после дополнительного обучения и повторных испытаний.
3.29. Каждый сварщик должен иметь присвоенное ему клеймо. Сварщик обязан выбивать или наплавлять клеймо на расстоянии 30 — 50 мм от стыка со стороны, доступной для осмотра.
3.30. Сварку и прихватку стыковых соединений труб допускается производить при температуре наружного воздуха до минус 50 °С. При этом сварочные работы без подогрева свариваемых стыков допускается выполнять:
при температуре наружного воздуха до минус 20 °С — при применении труб из углеродистой стали с содержанием углерода не более 0,24 % (независимо от толщины стенок труб), а также труб из низколегированной стали с толщиной стенок не более 10 мм;
при температуре наружного воздуха до минус 10 °С — при применении труб из углеродистой стали с содержанием углерода свыше 0,24 %, а также труб из низколегированной стали с толщиной стенок свыше 10 мм. При температуре наружного воздуха ниже вышеуказанных пределов сварочные работы следует производить с подогревом в специальных кабинах, в которых температуру воздуха следует поддерживать не ниже вышеуказанной, или осуществлять подогрев на открытом воздухе концов свариваемых труб на длину не менее 200 мм до температуры не ниже 200 °С.
После окончания сварки необходимо обеспечить постепенное понижение температуры стыков и прилегающих к ним зон труб путем укрытия их после сварки асбестовым полотенцем или другим способом.
3.31. При многослойной сварке каждый слой шва перед наложением следующего шва должен быть очищен от шлака и брызг металла. Участки металла шва с порами, раковинами и трещинами должны быть вырублены до основного металла, а кратеры швов заварены.
3.32. При ручной электродуговой сварке отдельные слои шва должны быть наложены так, чтобы замыкающие участки их в соседних слоях не совпадали один с другим.
3.33. При выполнении сварочных работ на открытом воздухе во время осадков места сварки должны быть защищены от влаги и ветра.
3.34. При контроле качества сварных соединений стальных трубопроводов следует выполнять:
операционный контроль в процессе сборки и сварки трубопровода в соответствии с требованиями СНиП 3.01.01-85
*;
проверку сплошности сварных стыков с выявлением внутренних дефектов одним из неразрушающих (физических) методов контроля — радиографическим (рентгено- или гаммаграфическим) по ГОСТ 7512-82
или ультразвуковым по
ГОСТ 14782-86
.
Применение ультразвукового метода допускается только в сочетании с радиографическим, которым должно быть проверено не менее 10 % общего числа стыков, подлежащих контролю.
3.35. При операционном контроле качества сварных соединений
стальных трубопроводов следует проверить соответствие стандартам конструктивных элементов и размеров сварных соединений, способа сварки, качества сварочных материалов, подготовки кромок, величины зазоров, числа прихваток, а также исправности сварочного оборудования.
3.36. Внешнему осмотру подлежат все сварные стыки. На трубопроводах диаметром 1020 мм и более сварные стыки, сваренные без подкладного кольца,подвергаются внешнему осмотру и измерению размеров снаружи и изнутри трубы, в остальных случаях — только снаружи. Перед осмотром сварной шов и прилегающие к нему поверхности труб на ширину не менее 20 мм (по обе стороны шва) должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений.
Качество сварного шва по результатам внешнего осмотра считается удовлетворительным, если не обнаружено:
трещин в шве и прилегающей зоне;
отступлений от допускаемых размеров и формы шва;
подрезов, западаний между валиками, наплывов, прожогов, незаваренных кратеров и выходящих на поверхность пор, непроваров или провисаний в корне шва (при осмотре стыка изнутри трубы);
смещений кромок труб, превышающих допускаемые размеры.
Стыки, не удовлетворяющие перечисленным требованиям, подлежат исправлению или удалению и повторному контролю их качества.
3.37. Проверке качества сварных швов физическими методами контроля подвергаются трубопроводы водоснабжения и канализации с расчетным давлением: до 1 МПа (10 кгс/см2) в объеме не менее 2 % (но не менее одного стыка на каждого сварщика); 1 — 2 МПа (10-20 кгс/см2) — в объеме не менее 5 % (но не менее двух стыков на каждого сварщика); свыше 2 МПа (20 кгс/см2) — в объеме не менее 10 % (но не менее трех стыков на каждого сварщика).
3.38. Сварные стыки для контроля физическими методами отбираются в присутствии представителя заказчика, который записывает в журнале производства работ сведения об отобранных для контроля стыках (местоположение, клеймо сварщика и др.).
3.39. Физическим методам контроля следует подвергать 100 % сварных соединений трубопроводов, прокладываемых на участках переходов под и над железнодорожными и трамвайными путями, через водные преграды, под автомобильными дорогами, в городских коллекторах для коммуникаций при совмещенной прокладке с другими инженерными коммуникациями. Длину контролируемых участков трубопроводов на участках переходов следует принимать не менее следующих размеров:
для железных дорог — расстоянию между осями крайних путей и по 40 м от них в каждую сторону;
для автомобильных дорог — ширине насыпи по подошве или выемки по верху и по 25 м от них в каждую сторону;
для водных преград — в границах подводного перехода, определяемых разд. 6 СНиП 2.05.06-85
;
для других инженерных коммуникаций — ширине пересекаемого сооружения, включая его водоотводящие устройства плюс не менее чем по 4 м в каждую сторону от крайних границ пересекаемого сооружения.
3.40. Сварные швы следует браковать, если при проверке физическими методами контроля обнаружены трещины, незаваренные кратеры, прожоги, свищи, а также непровары в корне шва, выполненного на подкладном кольце.
При проверке сварных швов радиографическим методом допустимыми дефектами считаются:
поры и включения, размеры которых не превышают максимально допустимых по ГОСТ 23055-78
для 7-го класса сварных соединений;
непровары, вогнутость и превышение проплава в корне шва, выполненного электродуговой сваркой без подкладного кольца, высота (глубина) которых не превышает 10 % номинальной толщины стенки, а суммарная длина — 1/3 внутреннего периметра соединения.
3.41. При выявлении физическими методами контроля недопустимых дефектов в сварных швах эти дефекты следует устранить и произвести повторный контроль качества удвоенного числа швов по сравнению с указанным в п. 3.37
. В случае выявления недопустимых дефектов при повторном контроле должны быть проконтролированы все стыки, выполненные данным сварщиком.
3.42. Участки сварного шва с недопустимыми дефектами подлежат исправлению путем местной выборки и последующей подварки (как правило, без переварки всего сварного соединения), если суммарная длина выборок после удаления дефектных участков не превышает суммарной длины, указанной в ГОСТ 23055-78
для 7-го класса.
Исправление дефектов в стыках следует производить дуговой сваркой.
Подрезы должны исправляться наплавкой ниточных валиков высотой не более 2 — 3 мм. Трещины длиной менее 50 мм засверливаются по концам, вырубаются, тщательно зачищаются и завариваются в несколько слоев.
3.43. Результаты проверки качества сварных стыков стальных трубопроводов физическими методами контроля следует оформлять актом (протоколом).
Похожие записи
- Политика конфиденциальности
По каким принципам проводится неразрушающий контроль качества?
Всего существует два метода, на основании которых проводится контроль качества сварных соединений трубопроводов.
- Когда целостность соединения не нарушают.
- С нарушениями.
Чтобы оценить состояние всех сварных швов, применяют неразрушающий способ проверки качества. Такой контроль необходимо проводить как во время сварочных работ, так и после их завершения.
Это нужно для того, чтобы обезопасить конструкцию ещё до того, как начнётся непосредственная эксплуатация. В свою очередь, существуют свои методы для проведения неразрушающей оценки качества.
- По проницаемости.
- Магнитный, рентгенографический контроль.
- Метод с применением ультразвука.
- Капиллярная, радиационная дефектоскопия.
- Измерения и проведения внешнего осмотра.
Что касается разрушающих методов, то их проводят на образцах изделия, которые уже вырезаны из своей первоначальной позиции.
Контроль качества сварки стальных труб
Контроль качества сварных швов осуществляет строительномонтажная организация в течение всего периода сварочных работ. Проверке подлежат: качество применяемых материалов, техническое состояние сварочного оборудования и инструмента, а также квалификация сварщиков; качество работ по операциям при сборке, прихватке и положении швов; сварные швы (внешний осмотр). Контроль также включает проверку физическими методами сплошности швов, механические испытания образцов, вырезанных из контрольных стыков, и пневматические или гидравлические испытания законченного строительством теплопровода при обеспечении безопасности работ.
Сварочные материалы проверяют сравниванием характеристик, указанных в сертификатах, с требованиями соответствующих ГОСТов и технических условий, а также тщательным внешним осмотром. Техническое состояние сварочного оборудования и инструмента проверяют до начала ведения работ, а также по документам и при необходимости — по пробному стыку. Пооперационный контроль ведут в процессе сборки и сварки стыков трубопроводов. При этом проверяют правильность центровки труб, совпадение кромок, величину зазора, скос кромок, притупление и зачистку кромок, расположение и качество прихваток. Проверяют также технологию и режим сварки, порядок наложения отдельных слоев шва, форму слоев шва, зачистку шлака, отсутствие подрезов, пор, трещин и других внешних дефектов шва. Устанавливают соответствие с технологическими инструкциями. При проведении внешнего осмотра всех стыков к ним предъявляют следующие требования: поверхность наплавленного металла по всему периметру дожна быть слегка выпуклой с плавным переходом наплавленного металла к основному без подрезов, на шве не должно быть незаваренных кратеров; высота усиления шва должна быть ровной; ширина сварного шва должна быть равномерной, не допуская наличия в шве трещин любых размеров, пор, наплывов, кратеров и грубой чешуйчатости. Стыки, не удовлетворяющие по внешнему виду изложенным выше требованиям, бракуют и немедленно исправляют
Проверке сплошности неразрушающими методами контроля подвергаются следующие сварные соединения: трубопроводы, на которые распространяются требования Правил Госгортехнадзора России, наружным диаметром до 465 мм — в объеме предусмотренном этими Правилами, диаметром свыше 465 до 900 мм — в объеме не менее 10% (но не менее четырех стыков), диаметром свыше 900 мм — в объеме не менее 15% (но не менее четырех стыков) общего числа однотипных стыков, выполненных каждым сварщиком. В случае проверки сплошности сварных соединений с помощью магнитографического контроля 10% общего числа стыков, подвергнутых контролю, должно быть проверено, кроме того, радиографическим методом.
При прокладке теплопроводов под железнодорожными и трамвайными путями, автомобильными дорогами, городскими проездами и при устройстве подводных, а также подземных переходов через указанные препятствия, при прокладке в коллекторах и технических коридорах физическим методам контроля подвергаются 100% сварных стыков на данном участке.
Сварные стыки теплопроводов бракуют, если при проверке неразрушающими методами контроля обнаруживают трещины, не- заваренные кратеры, прожоги, а также непровары в корне шва, выполненного на подкладном кольце.
При выявлении неразрушающими методами контроля недопустимых дефектов в сварных швах трубопроводов, на которые распространяются требования Правил Госгортехнадзора России, производят повторный контроль качества швов, установленных этими Правилами, а в сварных швах трубопроводов, на которые не распространяются требования Правил,— с удвоенным числом стыков по сравнению с указанным выше.
При обнаружении при повторной проверке недопустимых дефектов проверяют все стыки, выполненные данным сварщиком. Испытания сварных стыков на растяжение и изгиб механическим способом производят на образцах, вырезанных из контрольных стыков.
Контрольные стыки сваривают в условиях, тождественных условиям сварки рабочих трубопроводов, с применением тех же основных и присадочных материалов и в том же положении, в котором производилась сварка производственных стыков. В качестве контрольных стыков отбирают худшие из принятых по внешнему виду. Для механических испытаний отбирают 0,5% контрольных стыков из общего числа стыков, сваренных каждым сварщиком, но не менее одного стыка в месяц.Остались вопросы?
Правила внешнего и технического осмотра
Любую проверку качества трубопровода начинают проведением внешнего осмотра. Он бывает не только чисто визуальным, но и предполагает использование измерительных и других видов технических инструментов. Это позволит выявить проблемы во внешних факторах, соответствие текущего состояния нормативам и требованиям законодательства.
Видео
Раздел II Урок №5. Проведение контроля.
Обнаружение даже небольших трещин в сварных соединениях не составит труда, если очистить небольшой участок на шве, а потом обработать его при помощи спирта, кислотного слабого раствора.
Геометрические размеры не определить без линейки и штангенциркуля. Хорошее освещение сделает проверки более эффективными. Как и использование лупы, поддерживающей увеличение в 8-10 раз.
Капиллярные методики контроля сварных соединений: о сути
Этот контроль качества сварных соединений трубопроводов предполагает использование контрастных жидкостей, которые просачиваются внутрь металла через мельчайшие повреждения, если они обнаружены на поверхности. Так называемые пенетранты используются чаще всего.
Когда такие вещества используются, дефекты просто окрашиваются в определённый цвет.
Пенетранты могут состоять из разных основ:
- Трансформаторное масло.
- Бензол.
- Скипидар.
- Керосин.
Кроме того, и сами составы делятся на несколько разновидностей.
- С красителями, которые наблюдаются при дневном цвете. Чаще всего используется ярко-красный оттенок.
- С люминесцирующими компонентами. Недостатки проявляются, если использовать ультрафиолетовые лучи.
Метод обладает чувствительностью в 0,1-0,5 мкм. Она может достигать 500 мкм, если поддерживается верхний предел.
Видео
Установка АУЗК кольцевых сварных соединений (модель «УМКа»)
Проверка сварного соединения трубопровода с помощью керосина считается одним из наиболее простых способов. Важно – наличие высоких свойств по проникновению у состава. У таких испытаний имеется свой отдельный порядок. Водную смесь с каолином или мелом наносят на соединительные участки. После чего всё подсушивают, пока не образуется плёнка белого цвета.
Керосин должен обильно смочить обратную сторону шва, на протяжении минимум получаса. Даже если есть только микроскопические трещины – керосин пройдёт сквозь поверхность. После чего он становится заметным с обратной стороны. Визуально дефекты выделить не составит труда.
Физический контроль сварочных швов
Среди множества методов контроля качества сварных швов отдельное место занимают физические, среди которых:
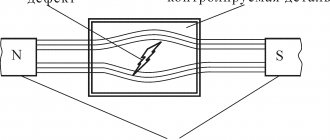
- Радиационный метод контроля. Он включает в себя рентгено-и гаммо-графический метод, основан на способности рентгеновских лучей проходить сквозь непрозрачные предметы. В таком случае дефекты, которые чаще всего бывают пустотами, на рентгеновском снимке выглядят в виде пятен или полос. Гамма-излучение действует по такой же системе, но имеет более низкую чувствительность. Бракуется изделие при выявлении следующих дефектов: шлаковые включения единичные и цепочкой, а также поры.
- Ультразвуковой метод. Основан на возможности ультразвука проникать внутрь конструкции и отражаться от дефектов.
- Магнитный метод дефектоскопии. Проверяемый шов смазывают составом из масла и специального намагнимагниченного порошка само изделие также намагничивают с использованием тока, который пропускают через обмотку. Под влиянием магнитного поля частицы железного порошка больше распространяются вокруг дефектов.
- Гидравлические испытания. Сосуд наполняется водой и создается повышенное давление. Такой метод используется при испытании паровых и водяных котлов.
- Пневматические испытания – испытания сжатым воздухом.
Интересное: Описание и типы сварных соединений
Все детали испытательных процессов зависят от технических условий для каждого испытуемого объекта.
Контроль с помощью рентгена
Как проверяют проницаемость?
Когда сваривают ёмкости, трубопроводы и так далее, необходимостью становится именно оценка того, какой является герметичность. Такой контроль качества так же проводится с использованием различных методов и инструментов:
- Испытания по гидравлике и пневматике.
- Пузырьковым методом.
- Течеиспускание.
И так далее. Пневматические испытания – это когда внутрь трубопровода запускают воду или газ в больших количествах. Пенообразующий состав наносят на поверхность снаружи. Если появляются пенистые пузырьки – значит, герметичность была нарушена.
Видео
ERW-pipe welding machine for field application — Оборудование для сварки и неразрушающего контроля.
Как правильно выбрать метод неразрушающего контроля соединений трубопровода?
Выбор оптимального способа проверки соединений трубопровода не составит труда. Нужно учесть всего лишь следующие факторы.
- Показатели экономии и технических свойств.
- Особенности изготовления сварной конструкции.
- Состояние, в котором находится поверхность.
- Сварное соединение по толщине и типу.
- Сам металл с определением физических свойств.
Видео
Сюжет про применение Неразрушающих Методов Контроля
Главное – помнить, что при использовании неразрушающих методов дефекты выявляются лишь косвенно.
Неразрушающий контроль сварных соединений с помощью ультразвука
В основе метода – акустические изменения, которые происходят, когда сквозь исследуемое соединение проводят звуковые колебания, со сверхвысокой частотой. Степень ослабления обратного сигнала и скорость распространения становятся самыми важными свойствами звука для данного исследования.
Ультразвуковая дефектоскопия проводится на основе следующих принципов.
- Источник ультразвука генерирует звуковые волны. Они точно проходят через зону, которая и требует диагностики. Потом отражаются от тех мест, где вероятнее всего появление недостатков.
- Звуковая волна обязательно должна отражаться от чего-либо, иначе выявление изъянов будет невозможным. Угловая искательная головка – специальное приспособление, которое обеспечивает появление должного эффекта.
- Звуковая волна не только отражается от участка с изъяном, он способствует изменению в угле преломления. О величине внутренних дефектов судят по тому, насколько большими оказались подобные изменения.
Результат: устранение дефектов
Устранения требуют любые недочеты, не соответствующие начальным техническим условиям. Если это невозможно, то изделие просто считается бракованным.
Видео
Технологии сварки и контроль сварных соединений
Плазменно – дуговая резка в обычной ситуации помогает справиться с проблемами. Для этого же проводят проверку, с последующей обработкой с применением абразивных кругов.
После отпуска сварных изделий исправляют дефекты, которые допускают проведение тепловой обработке. Главное – соблюдать определённые правила.
- Участки с недочетами должны оставаться меньшими по сравнению с удаляемыми участками по длине, с каждой из сторон.
- Разделка так же требует особой выборки. Двойная ширина швов до процедуры должна оставаться примерно такой же, как и после.
- Обязательно сохранение надёжности проваров.
- Наличие плавных очертаний без разрывов обязательно для поверхности при каждой выборке. Наличие острых заусенцев вместе с углублениями так же недопустимо.
Участок необходимо полностью очистить после того, как ремонтные работы завершатся. Переходы к основному металлу от дефектных участков должны быть плавными.
Видео
лаборатория неразрушающего контроля сварных соединений Симферополь
Допустимо применение только механического метода, если речь идёт об алюминиевых, титановых сплавов. Применение шлифовки требует абразивов.
Устраняя недостатки, берут те же материалы с технологиями, что использовались для наложения основного шва. После чего становится обязательным проведение повторного контроля.