Что такое разметка
Операция нанесения размеров и формы изделия на заготовки называют разметкой. Цель операции — обозначить места, в которых следует обрабатывать деталь, и границы этих действий: точки сверления, линии загиба, линии сварных швов, обозначение маркировки и т.п.
Разметку производят точками, которые называют кернами и линиями, которые называют рисками.
Риски процарапываются в поверхности металла острым инструментом или наносятся маркером. Керны набиваются специальным инструментом — кернером.
По способу выполнения различают такие виды разметки, как:
- Ручная. Ее делают слесари.
- Механизированная. Выполняется с использованием средств механизации и автоматизации.
По поверхности нанесения различают
- Поверхностная. Наносится на поверхность заготовки в одной плоскости и не связана с линиями и точками разметок, наносимых на другие плоскости.
- Пространственная. Проводится в единой трехмерной системе координат.
Выбор между поверхностной и определяется, прежде всего, сложностью пространственной конфигурации детали.
[ 1
]
Разметка заготовок деталей. Разметкой называют процесс нанесения рисок с кер-нением на подготовительные поверхности заготовки, которые определяют контуры детали или места, подлежащие обработке. Разметку используют преимущественно для единичного и мелкосерийного изготовления деталей.
Линейную разметку применяют перед резкой фасонного проката, проволоки, труб и т. п.
Плоскостную разметку используют при обработке листового металла, переносе размеров с шаблона на заготовку или с одной детали на другую. Разметку листовых металлоконструкций выполняют по развертке либо геометрическими построениями. Разметку фундаментов осуществляют с помощью оптических приборов, струн и отвесов. При плоскостной разметке применяют обычные приемы черчения с использованием специального разметочного инструмента.
Разметка по месту заключается в нанесении центров отверстий под болты или шпильки через отверстия одной детали на поверхность другой. Например, через опорную часть корпусной детали осуществляют разметку отверстий в фундаментах под самоанкерующиеся болты.
При пространетвенной разметке размечают не только отдельные поверхности заготовок, расположенные в различных плоскостях, но и проводят взаимную увязку этих поверхностей между собой.
Перед разметкой тщательно проверяют отсутствие на заготовке трещин, раковин или других дефектов, а также возможность изготовления из заготовки детали требуемых размеров. Затем поверхности заготовок очищают, обезжиривают и окрашивают, чтобы разметочные риски были более четкими (табл. 1).
При пространственной разметке заготовку устанавливают на чугунную разметочную плиту. С помощью раз-
1. Метод очистки и материал для окраски в зависимости от размечаемых поверхностей деталей
Детали
Метод очистки
Материал для окраски
Отливки И ПОКОВКИ
Обработанные мелкие из стали и чугуна
Обработанные стальные и чугунные крупные, алюминиевые отливки Из цветных металлов горячекатаного листового и профильного стального проката
Стальными скребками, ручными металлическими щетками (мелкие детали) или механизированными щетками и ротационными машинами (крупные детали) Обезжиривание в 10%-ном растворе едкого натра Не очищают
То же
Мел, разведенный в воде до молокообраз* ного состояния, сиккатив (для быстрого высыхания), столярный клей (50 г на 1 л воды). Кусковой мел
Раствор медного купороса (20-30 г купороса на 250 г воды) Нитрокраска, нитроэмаль
Не окрашивают
меточных призм, подкладок, клиновых домкратов деталь выставляют так, чтобы ее база или главная ось была параллельна плоской поверхности плиты (разметочной).
Положение заготовки проверяют в нескольких точках, нанося горизонтальные риски штангенрейсмасом, чертилку которого устанавливают на нужный размер. Вертикальную разметку выполняют с помощью слесарных угольников (плоских или с широким основанием).
При нанесении прямых рисок линейку или угольник плотно прижимают к заготовке тремя пальцами левой руки так, чтобы между ними и заготовкой не было просвета. Чертилкой как карандашом, не прерывая движения, проводят риску необходимой длины за один раз. Криволинейные риски наносят с помощью лекал и разметочного циркуля. Линии, вдоль которых будет проводиться обработка, накернивают.
Расстояние между кернами может быть 5-150 мм в зависимости от формы риски и размеров детали. На прямых линиях керны ставят реже, а на кривых и ло-
маных-чаще. Острие кернера устанавливают точно на риске с легким наклоном от себя. Перед нанесением удара по бойку кернер переводят в вертикальное п л жение. Для накернивания используют молотки массой 100-150 г.
2. ПРАВКА, РИХТОВКА И ГИБКА
Правка — слесарная операция по устранению дефектов заготовок в виде вогнутости, выпуклости, коробления, искривления и т. д. Сущность правки заключается в сжатии выпуклого слоя металла и расширении вогнутого слоя. Правку осуществляют в холодном или нагретом состоянии заготовки, в зависимости от ее размеров и материала. Правка может быть ручной или машинной на специальных вальцах или прессах. Различают правку заготовок из листа, профильного металла и труб.
Ручную правку заготовок из листа выполняют на чугунной или стальной плите специальными молотками со сферическим бойком; заготовки из тонкого листа правят молотками со вставным бойком из мягкого металла или деревянным молотком — киянкой.
Наиболее сложна правка листов. Лист укладывают на плиту, линейкой определяют места выпуклостей, границы которых обводят мелом. Схемы нанесения ударов при правке выбирают в зависимости от числа выпуклостей и их расположения. При наличии одной выпуклости в середине листа удары наносят, начиная от края листа по направлению к выпуклости, изменяя силу и место ударов молотком. При правке листа с несколькими выпуклостями удары начинают наносить от промежутка между выпуклостями, постепенно приближаясь к середине выпуклостей.
Для правки лист кладут на плиту выпуклостью вверх, поддерживая его левой рукой, правой наносят удары молотком. Удары должны быть частыми, но не сильными.
Правку полос, изогнутых по ребру, осуществляют следующим образом: определяют кривизну линейкой или на глаз, отмечая ее границы мелом. Широкой поверхностью полосу кладут на плиту и наносят удары поперек полосы по краю вогнутой стороны. Полоса односторонне
Нанесение рисок
Стандарт регламентирует порядок нанесения разметочных линий:
- горизонтальные;
- вертикальные;
- наклонные;
- криволинейные.
Нанесение криволинейных элементов после прямолинейных дает еще одну возможность проверить их точность. Дуги должны замыкать прямые, сопряжение должно быть гладким.
Прямые риски проводят хорошо заточенной чертилкой, без отрыва за один прием. Чертилку при этом наклоняют в сторону от линейки или угольника, чтобы не вносить искажений.
Параллельные прямые чертят, используя угольник и перемещая его вдоль опорной линейки на требуемую дистанцию.
Если в заготовке уже есть отверстия, то для привязки разметочный линий к ним применяют специальный инструмент — центроискатель.
Для того чтобы разметить наклонные линии, используют разметочный транспортир с шарнирной линейкой, закрепленной в его нулевой точке.
Для особо точной разметки в слесарном деле применяют штангенциркули. Они позволяют измерять расстояния и процарапывать риски с точностью до сотых долей миллиметра.
Для того чтобы точнее провести риску, в ее начале и в конце ставят керны. Это позволяет визуально контролировать положение линейки во время прочерчивания.
На рисках большой протяженности вспомогательные керны ставятся также и через каждые 5-15 см.
Линии окружностей накернивают в четырех точках — концах перпендикулярных диаметров.
Если размечают уже обработанные поверхности, то кернение применяют только в начале и конце рисок.
После чистовой обработки риски продлевают на боковые поверхности и ставят керны уже на них.
Приемы разметки
В слесарном деле применяют следующие приемы:
- По шаблону. Используется в случае мелкосерийного производства. Шаблон изготавливают из металлопроката, всю партию размечают (или даже обрабатывают) через единожды размеченные прорези и отверстия в этом листе. Для деталей сложной формы может быть сделано несколько шаблонов для разных плоскостей.
- По образцу. Размеры переносят с детали — образца. Применяется при изготовлении новой детали взамен сломанной.
- По месту. Используется при производстве сложных многокомпонентных изделий и конструкций. Заготовки размещаются на плоскости или в пространстве в том порядке, в котором они входят в конечное изделие и размечаются совместно.
- Карандашом (или маркером). Используется для заготовок из сплавов алюминия, чтобы чертилка не разрушала пассированный защитный слой.
- Точная. Делается теми же методами, но применяются измерительные и особой точности.
Выбор приемов проводят в соответствии с конструкторскими и технологическими указаниями.
Прежде всего, при разметке всплывает брак, допущенный на предыдущих стадиях изготовления. Продукция заготовительных участков или цехов, а также материалы, приобретенные на других предприятиях, обнаруживают:
- нарушение размеров
- искажение формы
- коробление.
Такие отливки или прокат дальнейшим разметочным операциям не подлежат, а возвращаются в подразделение или организацию, допустившую брак, для его исправления.
На этапе собственно разметки брак может быть вызван следующими факторами:
- Неточность чертежа. Слесарь, не задумываясь, отображает неправильные размеры на детали, и в ходе дальнейшей обработки выходит бракованная продукция.
- Неточность или неисправность инструментов. Все разметочные инструменты подлежат обязательной периодической поверке в метрологической службе предприятия или в авторизованном метрологическом центре.
- Неправильное использование инструмента или вспомогательных разметочных принадлежностей. Известны случаи, когда вместо мерных калиброванных подкладок для выставления уровня использовались обычные подкладки. В этом случае также возможна ошибочное нанесение углов и уклонов.
- Неточность установки заготовки на разметочный стол или плазу. Приводят к перекосам при откладывании размеров, нарушению параллельности и соосности.
- Неправильный выбор базовых плоскостей. Возможно также, что часть размеров наносилась от базовых плоскостей, а часть — от черновых поверхностей заготовки.
Отдельно в ряду причин брака стоят ошибки разметчика. К ним относится:
- Неправильно прочитанный чертеж. Возможно нанесение радиуса вместо диаметра и наоборот, неточное нанесение центров отверстий относительно центровых рисок и т.п. В случае возникновения затруднений слесарь обязан обратиться за разъяснениями к бригадиру или мастеру.
- Неаккуратность и невнимательность при кернении и нанесении линий.
Человеческий фактор, к сожалению, является наиболее распространенной причиной разметочного брака.
Халатность может допустить как сам слесарь, так и его руководители, не поверившие вовремя инструмент или выдавшие неподходящие разметочные приспособления.
Обычно разметочные операции поручают наиболее опытным и ответственным работникам, рассчитывая на то, что они не будут механически переносить размеры с чертежа на заготовку, а отнесутся к делу вдумчиво и вовремя заметят и устранят причины возможного брака самостоятельно или обратившись к своим руководителям.
В целях повышения производительности труда слесари-новаторы пользуются усовершенствованными приемами разметки и специальными приспособлениями.
Разметка по шаблону
обычно применяется при изготовлении больших партий одинаковых по форме и размерам деталей, но иногда этим способом размечают даже малые партии, но сложных изделий.
Рисунок 3.3.4.1 Разметка по шаблону (Б. С Покровский В. А. Скакун «Слесарное дело» Москва 2003)
Шаблоны изготовляют из листового материала толщиной. 0,5… 1 мм, а для деталей сложной формы или имеющих отверстия — толщиной 3…5 мм. При разметке шаблон накладывают на окрашенную заготовку (деталь) и проводят чертилкой риску.вдоль контура шаблона, после чего риску накернивают, Спомощью шаблонов удобно размечать отверстия для сверления, так как при этом отпадает необходимость в геометрических построениях — деление отрезков и окружностей на части и др.
Отверстия размечают по шаблону чертилкой или кернером.
Иногда шаблон служит кондуктором, по которому деталь обрабатывают без разметки. Для этого его накладывают на заготовку, затем сверлят отверстия и обрабатывают боковые поверхности.
Целесообразность применения шаблона состоит в том, что разметочная работа, на которую затрачивается много времени, выполняется только один раз при изготовлении шаблона. Все последующие операции разметки представляют собой только копирование очертания шаблона.
Разметочные шаблоны могут также использоваться и для контроля детали после обработки.
Разметка по образцу
отличается тем, что не требует изготовления шаблона. Этот способ широко применяют при ремонтных работах, когда размеры снимают непосредс-твенно с вышедшей из строя детали и переносят на размечаемый материал. При этом учитывают износ.
Разметку по месту
чаще применяют при сборке больших деталей. Одну деталь размечают по другой в таком положении, в какомони должны быть соединены.
Разметка карандашом
производится по линейке на заготовках из алюминия и дюралюминия. Размечать последние с помощью:чертилки не разрешается, так как при нанесении рисок разрушается защитный слой и создаются условия для появления коррозии.
Точную разметку
выполняют по тем же правилам, что и;обычную, но применяют более точные измерительные и разметочные инструменты. Поверхности размечаемых заготовок тщательно очищают и покрывают тонким слоем раствора медного купороса. Мел применять для окраски не рекомендуется, так как он быстро стирается, прилипает к рукам и загрязняет инструмент.
При нанесении рисок пользуются штангенрейсмасом с точностью0,05 мм, а установку и выверку заготовок производят по индикатору.Более точную установку можно выполнить, применяя плоскопараллельные меры длины (плитки) и закрепляя их в специальных державках.Риски проводят неглубокие, а накернивание производят острозаточенным кернером с тремя ножками, расположенными под, углом 90° другк другу.
Разметка должна точно соответствовать размерам, указанным на чертеже; разметочные риски должны быть хорошо видны, не стираться в процессе обработки заготовки, не ухудшать внешний вид и не снижать качество детали, т.е. глубина рисок и керновых углублений должна соответствовать техническим требованиям.
Разметкой называется операция нанесения на обрабатываемую заготовку разметочных линий, определяющих контуры будущей детали или места, подлежащее обработке. Точность, достигаемая при обычных методах разметки, составляет примерно 0,5 мм.
Плоскостная
разметка, выполняемая обычно на поверхности плоских деталей, на полосовом и листовом материале, заключается в нанесении на заготовку контурных параллельных и перпендикулярных линий (рисок), окружностей, дуг, углов, осевых линий, разнообразных геометрических фигур по заданным размерам или контуров различных отверстий по шаблонам.
Пространственная
разметка наиболее распространена в машиностроении; и по приёмам она отличается от плоскостной.
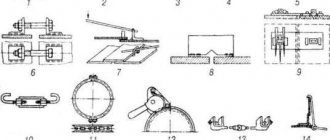
Приспособления для плоскостной разметки
Для выполнения разметки используют разметочные плиты, подкладки, поворотные приспособления, домкраты и др.
На разметочной плите устанавливают подлежащие разметке детали и располагают все приспособления и инструмент. Разметочная плита отливается из мелкозернистого серого чугуна.
Размер плиты выбирают так, чтобы её ширина и длина были на 500 мм больше соответствующих размеров размечаемой заготовки. Поверхность плиты всегда должна быть сухой и чистой. После работы плиту обметают щёткой, тщательно протирают тряпкой, смазывают маслом для предохранения от коррозии и накрывают деревянным щитом.
Инструменты для плоскостной разметки
Чертилка, штангенциркуль, кернер, линейка, угольник, молоток и др.
Чертилки служат для нанесения линий (рисок) на размечаемую поверхность с помощью линейки, угольника или шаблона. Изготовляют чертилки из инструментальной стали У10 или У12, заточенный на конус под углом 15-20 0 .
Кернер —
слесарный инструмент, применяющийся для нанесения углублений (кернов) на предварительно размеченных линиях.
Керны изготавливают из инструментальной углеродистой или легированной стали У7А, У8А, 7ХФ или 8ХФ, под углом 50-60 градусов.
Циркули
используют для разметки окружностей и дуг, деления отрезков и окружностей, а также для геометрических построений. Циркулями пользуются и для переноса размеров с измерительных линеек на деталь.
Рейсмас является основным инструментом для пространственной разметки и служит для нанесения параллельных, вертикальных и горизонтальных линий, а также для проверки установки деталей на плите.
Подготовка к разметке.
Перед разметкой необходимо выполнить следующее:
Очистить заготовку от пыли, грязи, окалины, следов коррозии стальной щёткой и др.;
Тщательно осмотреть заготовку;
При обнаружении раковин, пузырей, трещин и т. п., точно измерить их и, составляя план разметки, принять меры к удалению этих дефектов в процессе дальнейшей обработки (если это возможно);
Все размеры заготовки должны быть тщательно рассчитаны, чтобы после обработки на поверхности не осталось дефектов;
Изучить чертеж размечаемой детали, выяснить её особенности и назначение;
Уточнить размеры;
Определить базовые поверхности заготовки, от которых следует откладывать размеры в процессе разметки;
При плоскостной разметке базами могут служить обработанные кромки заготовки или осевые линии, которые наносятся в первую очередь;
За базы удобно также принимать приливы, бобышки, платики.
Нанесение разметочных рисок.
Разметочные риски наносятся в такой последовательности: сначала проводят горизонтальные, затем — вертикальные, после этого — наклонные и последними — окружности, дуги и закругления.
Прямые риски наносят чертилкой, которая должна быть наклонена по направлению её перемещения и в сторону от линейки. Чертилку всё время прижимают к линейке, которая должна плотно прилегать к детали. Риски проводят только один раз. Если риска нанесена некачественно её закрашивают, дают красителю высохнуть, и проводят риску вновь. Разметка углов и уклонов производится с помощью транспортиров, штангенциркулей, угломеров.
Накернивание разметочных линий.
Керном называется углубление (лунка), образовавшееся от действия острия кернера при ударе по нему молотком. Центры кернеров должны располагаться точно на разметочных линиях.
Разметочные молотки.
Для разметочных работ используют молоток №1 (массой 200 гр.).
Способы разметки.
Разметка по шаблону обычно применяется при изготовлении больших партий одинаковых по форме и размерам деталей, но иногда этим способом размечают даже малые партии, но сложных изделий.
Разметка карандашом
производится по линейке на заготовках из алюминия и дюралюминия. Размечать последние с помощью чертилки не разрешается, так как при нанесении рисок разрушается защитный слой и появляется следы коррозии .
Дефекты:
Несоответствие размеров размеченной заготовки данным чертежа вследствие невнимательности разметчика или неточности разметочного инструмента;
Неточность установки рейсмаса на нужный размер; причиной этого является невнимательность или неопытность разметчика, грязная поверхность плиты или заготовки;
Небрежная установка заготовки на плите в результате выверки плиты.
Безопасность труда.
Соблюдать следующие правила безопасности труда:
Установку заготовок (деталей) на плиту и снятие их с плиты необходимо выполнять только в рукавицах;
Заготовки (детали) и приспособления надёжно устанавливать ближе к середине;
Перед установкой заготовок (деталей) проверить плиту на устойчивость;
Проверять надёжность крепления молотка на рукоятке;
Удалять пыль и окалину с разметочной плиты только щёткой, а с крупных плит — метлой.
Разметка
— операция нанесения на обрабатываемую заготовку разметочных линий (рисок), которые определяют контуры будущей детали или места, подлежащие обработке. Точность разметки может достигать 0,05 мм. Перед разметкой необходимо изучить чертеж размечаемой детали, выяснить особенности и размеры детали, ее назначение. Разметка должна отвечать следующим основным требованиям: точно соответствовать размерам, указанным на чертеже; разметочные линии (риски) должны быть хорошо видны и не стираться в процессе обработки заготовки. Для установки подлежащих разметке деталей используют разметочные плиты, подкладки, домкраты и поворотные приспособления. Для разметки используют чертилки, кернеры, разметочные штангенциркули и рейсмасы. В зависимости от формы размечаемых заготовок и деталей применяют плоскостную или пространственную (объемную) разметку.
Плоскостную разметку
выполняют на поверхностях плоских деталей, а также на полосовом и листовом материале. При разметке на заготовку наносят контурные линии (риски) по заданным размерам или по шаблонам.
Пространственная разметка
наиболее распространена в машиностроении и существенно отличается от плоскостной. Трудность пространственной разметки в том, что приходится не только размечать поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу, но и увязывать разметку этих поверхностей между собой.
База
— базирующая поверхность или базовая линия, от которой ведут отсчет всех размеров при разметке. Ее выбирают по следующим правилам: при наличии у заготовки хотя бы одной обработанной поверхности ее выбирают в качестве базовой; при отсутствии обработанных поверхностей у заготовки в качестве базовой принимают наружную поверхность.
Подготовка заготовок к разметке
начинается с ее очистки щеткой от загрязнений, окалины, следов коррозии. Затем заготовку зачищают шлифовальной бумагой и обезжиривают уайт-спиритом. Перед окрашиванием поверхности, подлежащей разметке, необходимо убедиться в отсутствии на детали раковин, трещин, заусенцев и других дефектов. Для окраски поверхностей заготовки перед разметкой используют следующие составы: мел, разведенный в воде; обыкновенный сухой мел. Сухим мелом натирают размечаемые необработанные поверхности мелких неответственных заготовок, так как эта окраска непрочная; раствор медного купороса; спиртовой лак применяют только при точной разметке поверхностей небольших изделий. Выбор окрашивающего состава для нанесении на базовую поверхность зависит от вида материала заготовки и способа ее получения: необработанные поверхности заготовок из черных и цветных металлов, полученных ковкой, штамповкой или прокаткой, окрашивают водным раствором мела; обработанные поверхности заготовок из черных металлов окрашивают раствором медного купороса, который при взаимодействии с материалом заготовки образует на ее поверхности тонкую пленку чистой меди и обеспечивает четкое выделение разметочных рисок; обработанные поверхности заготовок из цветных металлов окрашивают быстросохнущими лаками.
Способы разметки
Разметку по шаблону применяют при изготовлении больших партий одинаковых по форме и размерам деталей, иногда для разметки малых партий сложных заготовок. Разметку по образцу используют при ремонтных работах, когда размеры снимают непосредственно с вышедшей из строя детали и переносят на размечаемый материал. При этом учитывают износ. Образец отличается от шаблона тем, что имеет разовое применение. Разметку по месту производят, когда детали являются сопрягаемыми и одна из них соединяется с другой в определенном положении. В этом случае одна из деталей выполняет роль шаблона. Разметку карандашом производят по линейке на заготовках из алюминия и дюралюминия. При разметке заготовок из этих материалов чертилки не используют, так как при нанесении рисок разрушается защитный слой и создаются условия для появления коррозии. Брак при разметке, т.е. не соответствие размеров размеченной заготовки данным чертежа, возникает из-за невнимательности разметчика или неточности разметочного инструмента, грязной поверхности плиты или заготовки.
Рубка металла.
Рубка металла
— это операция, при которой с поверхности заготовки удаляют лишние слои металла или заготовку разрубают на части. Рубка осуществляется с помощью режущего и ударного инструмента. Режущим инструментом при рубке служат зубило, крейцмейсель и канавочник. Ударный инструмент – слесарный молоток. Назначение рубки: — удаление с заготовки больших неровностей, снятия твердой корки, окалины; — вырубание шпоночных пазов и смазочных канавок; — разделка кромок трещин в деталях под сварку; — срубание головок заклепок при их удалении; — вырубание отверстий в листовом материале. — рубка пруткового, полосового или листового материала. Рубка может быть чистовой и черновой. В первом случае зубилом за один проход снимают слой металла толщиной 0,5 мм, во втором — до 2мм. Точность обработки, достигаемая при рубке, составляет 0,4 мм.
Правка и рихтовка.
Правка и рихтовка
— операции по выправке металла, заготовок и деталей, имеющих вмятины, волнистость, искривления и другие дефекты. Правку можно выполнять ручным способом на стальной правильной плите или чугунной наковальне и машинным на правильных вальцах, прессах и спец.приспособлениях. Ручную правку применяют при обработке небольших партий деталей. На предприятиях используют машинную правку.
Гибка.
Гибка
— операция, в результате которой заготовка принимает требуемые форму и размеры за счет растяжения наружных слоев металла и сжатия внутренних. Гибку выполняют вручную молотками с мягкими бойками на гибочной плите или с помощью специальных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм — плоскогубцами или круглогубцами. Гибке подвергают только пластичный материал.
Резка.
Резка (разрезание)
— разделение сортового или листового металла на части с помощью ножовочного полотна, ножниц или другого режущего инструмента. Разрезание может осуществляться со снятием стружки или без снятия. При разрезании металла ручной ножовкой, на ножовочных и токарно-отрезных станках происходит снятие стружки. Разрезание материалов ручными рычажными и механическими ножницами, пресс-ножницами, кусачками и труборезами осуществляется без снятия стружки.
Размерная обработка.
Опиливание металла.
Опиливание
— операция по удалению с поверхности заготовки слоя материала при помощи режущего инструмента вручную или на опиловочных станках. Основной рабочий инструмент при опиливании — напильники, надфили и рашпили. С помощью напильников обрабатывают плоские и криволинейные поверхности, пазы, канавки, отверстия любой формы. Точность обработки опиливанием — до 0,05 мм.
Обработка отверстий
При обработке отверстий используются три вида операций: сверление, зенкерование, развертывание и их разновидности: рассверливание, зенкование, цекование. Сверление
— операция по образованию сквозных и глухих отверстий в сплошном материале. Выполняется при помощи режущего инструмента — сверла, совершающего вращательное и поступательное движения относительно своей оси. Назначение сверления: — получение неответственных отверстий с низкими степенью точности и классом шероховатости обработанной поверхности (например, под крепежные болты, заклепки, шпильки и т.д.); — получение отверстий под нарезание резьбы, развертывание и зенкерование.
Рассверливание
— увеличение размера отверстия в сплошном материале, полученного литьем, ковкой или штамповкой. Если требуется высокое качество обработанной поверхности, то отверстие после сверления дополнительно зенкеруют и развертывают.
Зенкерование
— обработка цилиндрических и конических предварительно просверленных отверстий в деталях специальным режущим инструментом — зенкером. Цель зенкерования — увеличение диаметра, улучшение качества обработанной поверхности, повышение точности (уменьшение конусности, овальности). Зенкерование может быть окончательной операцией обработки отверстия или промежуточной перед развертыванием отверстия.
Зенкование
— это обработка специальным инструментом — зенковкой — цилиндрических или конических углублений и фасок просверленных отверстий под головки болтов, винтов и заклепок. Цекование производят цековками для зачистки торцовых поверхностей. Цековками обрабатывают бобышки под шайбы, упорные кольца, гайки.
Развертывание
— это чистовая обработка отверстий, обеспечивающая наибольшую точность и чистоту поверхности. Развертывание отверстий производят специальным инструментом — развертками — на сверлильных и токарных станках или вручную.
Короткий путь https://bibt.ru
Глава XII
Какими способами можно точно разметить деталь?
Ответ:
Разметка по шаблону (Б. С Покровский В. А. Скакун «Слесарное дело» Москва 2003)
Шаблоны изготовляют из листового материала толщиной. 0,5… 1 мм, а для деталей сложной формы или имеющих отверстия — толщиной 3…5 мм. При разметке шаблон накладывают на окрашенную заготовку (деталь) и проводят чертилкой риску.вдоль контура шаблона, после чего риску накернивают, Спомощью шаблонов удобно размечать отверстия для сверления, так как при этом отпадает необходимость в геометрических построениях — деление отрезков и окружностей на части и др.
Отверстия размечают по шаблону чертилкой или кернером.
Иногда шаблон служит кондуктором, по которому деталь обрабатывают без разметки. Для этого его накладывают на заготовку, затем сверлят отверстия и обрабатывают боковые поверхности.
Целесообразность применения шаблона состоит в том, что разметочная работа, на которую затрачивается много времени, выполняется только один раз при изготовлении шаблона. Все последующие операции разметки представляют собой только копирование очертания шаблона.
Разметочные шаблоны могут также использоваться и для контроля детали после обработки.
Разметка по образцу отличается тем, что не требует изготовления шаблона. Этот способ широко применяют при ремонтных работах, когда размеры снимают непосредс-твенно с вышедшей из строя детали и переносят на размечаемый материал. При этом учитывают износ.
Разметку по месту чаще применяют при сборке больших деталей. Одну деталь размечают по другой в таком положении, в какомони должны быть соединены.
Разметка карандашом производится по линейке на заготовках из алюминия и дюралюминия. Размечать последние с помощью:чертилки не разрешается, так как при нанесении рисок разрушается защитный слой и создаются условия для появления коррозии.
Точную разметку выполняют по тем же правилам, что и;обычную, но применяют более точные измерительные и разметочные инструменты. Поверхности размечаемых заготовок тщательно очищают и покрывают тонким слоем раствора медного купороса. Мел применять для окраски не рекомендуется, так как он быстро стирается, прилипает к рукам и загрязняет инструмент.
При нанесении рисок пользуются штангенрейсмасом с точностью0,05 мм, а установку и выверку заготовок производят по индикатору.Более точную установку можно выполнить, применяя плоскопараллельные меры длины (плитки) и закрепляя их в специальных державках.Риски проводят неглубокие, а накернивание производят острозаточенным кернером с тремя ножками, расположенными под, углом 90° другк другу.
Разметка должна точно соответствовать размерам, указанным на чертеже; разметочные риски должны быть хорошо видны, не стираться в процессе обработки заготовки, не ухудшать внешний вид и не снижать качество детали, т.е. глубина рисок и керновых углублений должна соответствовать техническим требованиям.
Объяснение: