Сварка – один из наиболее часто используемых методов соединения металлов и сплавов. Даже мастера иногда допускают дефекты шва, не говоря уже о новичках. При проведении таких работ в домашних условиях достаточно визуального контроля. На производствах для контроля качества сварного шва используются разные методы, и одним из передовых является радиографический контроль.
Рентгенографический метод – краткое описание
При сваривании металлических заготовок могут появляться дефекты. Причины тому бывают разные:
- не соблюдены или выполнены с отклонениями требования технологии выполнения определенных работ;
- попадание в сварную ванночку инородных включений, ослабляющих прочность соединения;
- слабая подготовка специалиста или отсутствие опыта в выполнении узкоспециализированных профильных задач.
Любая из этих причин приводит к снижению прочности и ухудшению качества сварного шва. Важно выявить изъяны заблаговременно.
Рентгенографический метод контроля сварных соединений – это один из наиболее точных способов неразрушающего контроля. Он применяется повсеместно, если требуется точное соблюдение стандартов качества и позволяет точно определить качество сварного соединения. Неразрушающий метод дает возможность выявить скрытые дефекты во избежание аварийных ситуаций в процессе эксплуатации конструкции.
Способ характеризуется высокой точностью. С его помощью специалисты получают объективные и достоверные данные о характере изъянов. Методика эффективна и востребована в производстве трубопроводов, большого размера резервуаров, прочих ответственных металлоконструкций и оборудования.
Техника безопасности
При радиографическом или рентгенографическом контроле сварных соединений важно соблюдать меры предосторожности. Лучевой поток легко проникает в ткани, облучает их в доли секунды. При большой дозе оказывает поражающее действие. Во время пользования прибором контроля необходимо это учитывать.
Основные рекомендации контролерам:
- необходимо экранировать оборудование, для этого используют свинцовые пластины;
- излучатель желательно располагать как можно дальше от людей;
- обязательно должен вестись учет времени пребывания в зоне риска;
- в зоне излучателя возможна ионизация воздуха, необходимо убрать электрооборудование.
Радиографический метод контроля сварных соединений в минимальных дозах не опасен. Оказывает минимальное воздействие на человека. Если соблюдать ТБ, можно минимизировать риск облучения контролера.
Радиографическая диагностика швов – современный и точный метод определения дефектов. Производители выпускают компактные модели приборов с различной мощностью лучевого потока. Можно выбрать необходимое диагностическое оборудование. Для специализированных компаний лучевой контроль стал стабильным источником доходов. Услуги востребованы.
ГОСТ и другие требования
Порядок выполнения рентгенографического контроля (в том числе и сварных соединений) регламентируется положениями ГОСТа 7512-82. Способ выявления скрытых изъянов при помощи рентгеновских лучей эффективен на толщинах от 1 мм до 40 см. Допускается работа с металлами толщиной и 50 см, но для этого потребуется использование специального очень мощного оборудования.
В исследованиях помимо рентгеновского применяются также тормозное или гамма-излучение. В случаях, когда требуется получение снимков прибегают к технологии радиографического зондирования. Для выполнения контроля используется оснастка и оборудование, которое должно отвечать следующим критериям:
- знаки маркировки должны отвечать требованиям ГОСТа 15843-79;
- параметры источника излучения должны быть согласно ГОСТу 20426-82;
- допускается применение радиографических пленок только в соответствии с техническими условиями;
- флюоресцирующий или металлический усиливающий экран;
- светонепроницаемые кассеты должны обеспечивать плотность прилегания между экраном и пленкой;
- допускается применение пластинчатых, канавочных или проволочных эталонов чувствительности;
- от рассеянного излучения пленку должен защищать свинцовый экран.
Когда не используют рентгенографические методики
Метод радиографического контроля сварных швов не используется в нескольких случаях:
- Если на соединении есть трещины и непровары с величиной раскрытия ниже стандартных значений. При этом также есть несоответствие плоскости раскрытия направлению просвечивания.
- При включениях и несплошностях, имеющих размер в направлении просвечивания менее удвоенной чувствительности контроля.
- При включениях и несплошностях, когда их проекция на снимке абсолютно не соответствует изображению построенных деталей.
- При резких перепадах трещин металла.
Самый точный способ контроля металлоконструкций и сварных соединений – это дефектоскопия с рентгеновским просвечиванием. Она помогает определить характер, виды, местоположение дефектов.
Свойства и возможности
Особенность рентгенографии заключается в том, что определенные виды материалов пропускают ограниченный спектр волн. В плотных структурах лучи рассекаются и отчасти поглощаются. В рыхлых текстурах – наоборот. Чем ниже плотность материала, тем более четким получится изображение.
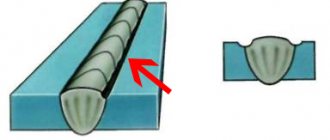
Некоторые химические элементы под воздействием рентгеновского излучения светятся. Благодаря этому можно засвечивать специальную пленку. В итоге специалисты получают рентгенограмму – изображение, на котором видны скрытые изъяны сварного шва. Когда структура исследуемого объекта однородна, то изображение, соответственно, получится светлым и в одних тонах. Раковины, пустоты и другие дефекты на изображении будут показаны в виде затемненных участков.
Работа некоторых моделей дефектоскопов основана на способности электричества проходить через ионизированный воздух. Эффект имеет прямо пропорциональную зависимость: чем выше ионизация воздуха, тем лучше проходит ток. Благодаря такому принципу изображение удается спроектировать не на пленку, а на осциллограф.
Большие дозы рентгеновского излучения негативно влияют на здоровье людей. Они облучают ткани клетки. Из-за этого существует вероятность развития лучевой болезни, которая приводит к ухудшению здоровья и даже к летальному исходу. Поэтому при выполнении рентгеноскопии требуется строго соблюдать правила поведения и технику безопасности.
Особенности рентгеновских лучей
Чтобы лучше понять суть рентгенографии нужно разобраться с особенностями самих лучей, благодаря которым как раз и возможен контроль. Лучи обладают свойствами, которые позволяют им проходить сквозь материалы. В нашем случае металл. Чем выше плотность металла, тем хуже проходят лучи. И, соответственно, чем ниже плотность металла, тем лучше они проходят. Здесь все просто: наименьшая плотность присутствует как раз в местах с дефектами.
Поэтому лучи беспрепятственно проходят сквозь металл и это фиксируется на специальном устройстве. Ну а если у шва нет дефектов и структура плотная, то лучи не пройдут, а просто поглотятся металлом. И чем выше плотность, тем больше степень поглощения.
Что касается снимков, то здесь тоже все просто. Существуют химические вещества, которые при контакте с рентгеновским излучением начинают буквально «светиться». Такими веществами покрывается светочувствительная часть фотопластинки, на которой затем появится снимок. Этот принцип является основой для создания рентгеновских снимков сварных швов.
Теперь о некоторых других особенностях. Наверняка вы слышали, что рентгеновское излучение в большом количестве может пагубно влиять на здоровье человека. Это правда. Лучи легко воздействуют на ткани и клетки, облучая их за считанные минуты. В больших дозах это может привести к лучевой болезни. Так что нужно соблюдать осторожность, если вы используете радиографический метод контроля сварных соединений.
Еще один интересный факт: благодаря излучения привычный нам воздух способен проводить электрический ток. Это связано с тем, что рентгеновские лучи ионизируют воздух и расщепляют его частицы на небольшие составляющие, которые в свою очередь имеют электрический заряд.
Дефектоскопия: область применения
Основанная на рентгеновском методе дефектоскопия обладает важными преимуществами по сравнению с другими технологиями. К примеру, она позволяет с высокой точностью определять форму, размеры и расположение в пространстве выявленных изъянов. Благодаря этому технология контроля востребована при создании ответственных металлоконструкций. К ним относятся:
- магистральные трубопроводы для газо- и нефтедобывающих отраслей;
- строительство атомных станций и объектов инфраструктуры для них;
- водопроводы и другие трубные магистрали высокого давления;
- судостроение;
- авиастроение;
- производство специальной техники и оборудования;
- другие ответственные конструкции из металлов.
Расшифровка
Расшифровку рентгенограмм осуществляют в затененном помещении на негатоскопе. Он представляет собой устройство, назначением которого является просмотр на просвет радиографических снимков, в том числе рентгенограмм. В негатоскопе предусмотрена возможность регулировки яркости освещения. При слишком большом его значении мелкие дефекты могут быть пропущены.
После расшифровки составляется заключение. Перед тем, как прибегнуть к этому методу, необходимо узнать, какие дефекты сварного шва выявляются с помощью радиографического контроля. К ним относятся:
- подрезы;
- непровары;
- трещины;
- поры;
- инородные включения;
- шлаки.
Помимо этого, можно оценить величину вогнутости и выпуклости в местах, где визуальный осмотр невозможен. При записи результатов используются сокращения. Так, «Т» означает трещину, «Н» — непровар, «П» — пору, «Ш» — шлак, «В» — включение вольфрама, Пдр» — подрез. Рядом с буквами ставят размеры дефекта. Учитывается также характер распределения.
По этому признаку недостатки делятся на группы:
- Отдельные.
- Цепочки. На одной линии более трех дефектов.
- Скопления. Расположение в одном месте не менее трех дефектов.
Размер дефекта обозначается в миллиметрах.
Дополнительная информация
Применять рентгеноскопию везде не получится. Технология имеет свои ограничения, связанные с чувствительностью оборудования. Дефектоскоп не сможет выявить:
- пустоты, расположенные по направлению излучения (параллельно), размер которых меньше на 50% от стандартных параметров для данного прибора;
- пустоты, расположенные по направлению излучения (параллельно), размер которых меньше в два раза от чувствительности прибора;
- изъяны, которые на изображении совмещены с острыми углами (гранями) осматриваемых деталей.
Дефекты, которые не попали в список, выявляются быстро, в полном объеме и с высокой точностью.
Дополнительные сведения
Перед тем как использовать радиографический метод контроля качества, надо знать, что его диагностический диапазон ограничен чувствительностью прибора.
При помощи дефектоскопа нельзя выявить:
- пустоты, которые на 50% меньше стандартных значений для указанного прибора и размещены в направлении, параллельном действию рентгеновского луча;
- включения, расположенные в направлении действия луча, размер которых в 2 раза меньше чувствительности прибора;
- дефекты, которые на снимке совпадают с гранями и острыми углами проверяемых элементов.
Рекомендуем к прочтению Виды сварочных постов и информация о них
Все остальные дефекты этот метод выявляет быстро, эффективно и с высокой точностью.
Конструктивные особенности оборудования
В настоящее время больше востребован метод анализа, который относится к цифровой дефектоскопии. Полученные при помощи облучения изображения оцифровывается и выводится на монитор.
Детектором контроля при помощи гамма или рентгеновских лучей, которые пронзают тестируемую конструкцию, выступает фотодиод. Он применяется в комплекте со сцинтиллятором и поддается излучению, в результате чего фотодиод генерирует свет видимого спектра. То есть такая схема радиационное излучение трансформирует в электрические импульсы, которые впоследствии выводятся на монитор.
Чтобы изучить большой объект, детекторные блоки перемещают вдоль него. В результате специалисты получают непрерывный поток информации. Данные сохраняются на жестком диске компьютера, чтобы по завершению исследований была возможность их детально проанализировать. В случаях, когда необходимо оперативная оценка качества, изображения сразу выводятся на монитор.
Радиографическое тестирование
Радиографическое тестирование – это метод неразрушающего контроля, который использует рентгеновские лучи или гамма-лучи для проверки внутренней структуры изготовленных компонентов, выявляя любые дефекты или дефекты.
В радиографическом тестировании тестовая часть помещается между источником излучения и рентгеновской пленкой (или детектором). Различия в плотности и толщине материала испытуемой детали будут ослаблять (то есть уменьшать) проникающее излучение посредством процессов взаимодействия, включающих рассеяние и / или поглощение. Различия в поглощении затем записываются на пленку (и) или с помощью электронных средств.
В промышленной радиографии доступно несколько методов визуализации, методов для отображения конечного изображения, таких как пленочная рентгенография, рентгенография в реальном времени, компьютерная томография, цифровая рентгенография и компьютерная рентгенография.
Есть два различных радиоактивных источника, доступных для промышленного использования; Рентген и Гамма-луч. Эти источники излучения используют более высокий уровень энергии, то есть более короткие волны, разновидности электромагнитных волн. Из-за радиоактивности, связанной с радиографическим тестированием, чрезвычайно важно обеспечить строгое соблюдение местных правил во время работы.
Компьютерная томография является одним из передовых методов неразрушающего контроля, которые предлагается для промышленности.
КТ – это рентгенографический метод, который позволяет получать как поперечные, так и трехмерные объемные изображения исследуемого объекта. Эти изображения позволяют проверять внутреннюю структуру тестового объекта без наложения, связанного с 2D-рентгенографией. Эта особенность позволяет детально проанализировать внутреннюю структуру широкого спектра компонентов.
Аппараты рентгеновского контроля
Оборудование обладает постоянным потенциалом и высокой частотой флуктуаций. Гамма лучи имеют предопределенную интенсивность, которая отклоняется не больше чем на 1%. Поэтому данные устройства применять для контроля качества сварного шва не рекомендуется. Для того, чтобы можно было использовать рентгеновское оборудование в целях контроля необходимо, чтобы оно обладало такими показателями:
- стабильность излучения – от 0,5% и выше;
- частота флуктуаций не должна превышать 0,1 Гц.
Алгоритм контроля
Технология контроля радиографией несложная и основами похожа на ту, что используют врачи рентген-кабинетов. Человек, который проводит анализ, настраивает аппаратуру в зависимости от плотности металла.
Раньше мы уже сказали о том, что итог зависит именно от того, насколько плотный металл.
Соединение нельзя проверять сразу после сварки. Перед контролем место шва нужно обработать. Также нужно убрать остатки шлака и очистить металл от лишнего. Если аппарат мобильный, его помещают на конструкцию.
Если же устройство закреплено в одном месте, соединение помещают внутрь.
Принцип работы оборудования для радиографического контроля
Прибор, который используется для контроля сварочных соединений, состоит из нескольких узлов. Основной из них – излучатель. Он генерирует поток частиц, которые впоследствии и создают изображение скрытых дефектов. Изготовлен излучатель в виде сосуда, из которого откачан воздух. Внутри располагаются анод, катод и нить накала. Излучатель генерирует частицы и придает им ускорение. Это ничто иное как рентгеновские лучи, которые пронзают на своем пути металл.
Катод является источником электронов, которые ускоряются за счет разницы потенциалом между плюсом и минусом. Но частиц пока что недостаточно для нормального функционирования установки. Они сталкиваются с анодом, что в итоге приводит к еще большему генерированию электронов. В итоге образуется большое количество свободных частиц, благодаря которым радиографический дефектоскоп может полноценно работать.
Сгенерированные пучки электронов направляются к исследуемому объекту. Там, где металл целый и не имеет изъянов они практически полностью поглощаются. А в местах, которые имеют пустоты, часть лучей проходит через объект беспрепятственно. Именно эти лучи формируют на пленке изображение. С увеличением количества лучей повышается контрастность снимка. То есть, чем больше пустота внутри металла, тем четче такое место будет видно на снимке. Так определяется размер и место положения скрытого изъяна.
Методика контроля
Методика радиографического контроля проста и во многом схожа с обычной рентгенографией, которую мы делаем в поликлинике. Сначала контролер или ответственное лицо устанавливает необходимые настройки аппарата, учитывая плотность металла. Помните, что именно плотность влияет на конечный результат.
Далее подготавливается сварное соединение. Нужно удалить шлак, обработать валик шва и зачистить металл. Затем либо деталь помещается в аппарат (если контроль стационарный в отдельной комнате), либо аппарат помещается на соединение (если контроль выездной и используются компактные модели). Шов должен находиться между излучателем и пленкой. Излучатель включается, лучи проходят сквозь металл и попадают на пленку. Мы получаем снимок, на котором видны все дефекты. Теперь можно выключить аппарат и подождать 10-20 секунд. Затем деталь извлекается из ренигенографа (или рентгенограф снимается с металла). Снимки отдаются специалисту для их изучения или остаются у контролера.
Предъявляемые требования
Для радиографического контроля допускается использование любые производимые промышленностью рентгеновские аппараты. Производители в технических характеристиках не всегда обозначают сведения об флуктуации интенсивности излучений оборудования, поскольку данный показатель не является критическим в его работе. Поскольку установка используется для получения информации в режиме «он-лайн» к оборудованию предъявляются следующие требования:
- Аппарат должен генерировать достаточно высокую плотность потока. После прохождения через объект они должны обеспечить возможность определения толщины детали по всему периметру исследования.
- Гамма излучения должны быть стабильной интенсивности.
Чтобы контроль качества был на должном уровне в радиометрических установках используют стабильный источник излучения. Его мощности должно быть достаточно для того, чтобы обеспечить максимальную плотность потока и требуемый для исследований энергетический спектр.
Где используется радиографический контроль
Преимущества
- Можно проверить собранные компоненты
- Требуется минимальная подготовка поверхности
- Обнаруживает как поверхностные, так и подповерхностные дефекты
- Обеспечивает постоянную запись проверки
- Проверить внутренние дефекты сложных конструкций
- Изолируйте и осмотрите внутренние компоненты
- Автоматически обнаруживать и измерять внутренние недостатки
- Измерьте размеры и углы внутри образца без разрезов
- Чувствителен к изменениям толщины, коррозии, дефектам и изменениям плотности материала
Области применения
Радиографические исследования широко используются в;
- Аэрокосмическая промышленность
- Военная оборона
- Морская промышленность
- Энергетическая промышленность
- Нефтехимическая промышленность
- Управление отходами
- Автомобильная промышленность
- Обрабатывающая промышленность
- Транспортные отрасли
Правила безопасности
Оборудование, которое используется для контроля качества сварочных работ, излучает небольшой объем гамма-излучения. Тем не менее правилами безопасности пренебрегать не следует. Основные требования техники безопасности:
- Прибор необходимо экранировать, чтобы рентгеновские лучи не проходили за пределы рабочей зоны. Помещение, которое предназначено для проведения исследований, должно быть изнутри отделано специальными поглощающими экранами. Это необходимо для того, чтобы люди, которые находятся вне пределов помещения, не подвергались воздействию излучения.
- Желательно проводить как можно меньше времени возле работающего устройства. Если проверка выполняется в полевых условиях, то лучше отойти от оборудования на безопасное расстояние. Если проверка выполняется в помещении, то следует покинуть его перед включением установки.
- Оператор, управляющий работой радиографического оборудования, должен носить защитную одежду. Во время работы установки только оператор имеет право присутствовать рядом. Другие участники процесса должны покинуть помещение.
- Перед началом работы с установкой необходимо проверить ее исправность и правильность установленных настроек. Как показывает практика, именно из-за неверных настроек оборудования или его неисправности чаще всего и возникают аварийные ситуации.
- Оператору нужно внимательно следить за состоянием своего здоровья. Важно, чтобы уровень получаемого излучения не превышал допустимых норм. Определить величину можно с помощью дозиметра. Также надо иметь ввиду, что полученные дозы излучения носят накопительный характер.
- Особенно важно в закрытой лаборатории следить за степенью ионизации воздуха. Дело в том, что под воздействием радиоактивное излучение воздух становится ионизирующим. С течением времени это может привести к образованию электричества.
Обозначение дефектов
Есть немало видов дефектов, которые могут образоваться в процессе выполнения сварочных работ. Отдельное место занимают критические изъяны, которые являются недопустимыми:
- Горячие и холодные трещины. первые называются так потому что образуются еще до полного остывания сварного шва. Холодные возникают уже после остывания. Оба вида изъянов могут носить скрытый характер.
- Поры. Один из наиболее распространенных изъянов. Чаще всего образование пор связано с некачественной подготовкой поверхности. Они также могут появиться в результате сквозняка или по другим причинам.
- Шлак и посторонние включения внутри сварного шва.
- Прожог. Визуально представляет собой сквозное отверстие. Чаще всего появляется из-за низкой квалификации или неопытности начинающих сварщиков. На втором месте – неправильные настройки сварочного аппарата.
- Подрез. Дефект проявляется в виде канавки, которая размешена по длине сварочного шва.
- Наплыв. При сварочных работах случается, что на основной металл натекает расплав присадочного материала, не образуя прочное соединение.
- Непровар. Металл плавится, но в недостаточной степени. Дефект возникает из-за того, что сварщик выбрал неправильные настройки аппарата. Плохо расплавленный из-за низкого тока металл не может образовать прочный шов.
- Рыхлые участки. Сварочный шов имеет участки с непрочной структурой, которая легко разрушается.
Дефекты определяются группой специалистов по сделанным аппаратурой изображениям. Требования, которые предъявляются к экспертным снимкам, и способы их расшифровки:
- Расшифровке подлежат только хорошо обработанные и просушенные снимки. Они не должны иметь царапин, пятен, отпечатков пальцев или других изъянов.
- Выполнять расшифровку материалов рекомендуется в затемненном посещении с использованием специального аппарата – негатоскопа.
- Результаты фиксируются в журнале. Заключение экспертов передается в отдел технического контроля.
Преимущества и недостатки рентгенографического метода
Метод контроля, основанный на применении рентгеновских лучей, характеризуется высокой эффективностью. Он имеет большой перечень достоинств:
- Не требуется тратить много времени на первоначальный анализ качества сварного соединения. Достаточно нескольких секунд, чтобы узнать имеет ли соединения изъяны или же выполнено безупречно.
- Сравнительно с другими способами неразрушающего контроля РК выгодно отличается высокой точностью результата.
- Метод определяет широкий спектр дефектов сварки.
- Технология РК контроля позволяет оператору не только выявить изъян, а также определить его место, размеры и тип.
- Рентгенографию можно задействовать в полевых условиях, что расширяет область ее применения. К примеру, на строительстве трубопроводов, габаритных конструкций и на других объектах.
Обратная сторона медали выражена такими недостатками:
- Рентгенографический контроль подразумевает использование специального оборудования, стоимость которого высока.
- Расходные материалы одноразовые – пластины или пленка. Дополнительно необходимы химические реагенты, экраны и другая оснастка.
- Операторы оборудования должны пройти специальную подготовку и сдать экзамены.
- Для получения объективного результата необходимо правильным образом настроить установку.
- Прибор генерирует излучение, представляющее опасность для здоровья.
Радиографический и ультразвуковой контроль в сварных соединениях
Рентгенографический и ультразвуковой контроль сварного шва являются двумя наиболее распространенными методами неразрушающего контроля. Его используемыми для обнаружения разрывов во внутренней структуре сварных швов. Очевидным преимуществом обоих этих методов исследований является их способность помочь установить внутреннюю целостность сварного шва без разрушения сварного компонента. Сейчас мы кратко рассмотрим эти два метода неразрушающего контроля. Также расскажем, как они используются и какие типы сварочных дефектов они могут найти. Мы рассмотрим их преимущества перед другими методами контроля, а также их ограничения.
Технология рентгеновского контроля
Перед началом выполнения исследований требуется тщательно очистить поверхность объекта. Важно правильно настроить оборудование: от этого зависит точность полученного результата. Радиографический контроль выполняется в такой последовательности:
- Устанавливается оборудование. Излучатель располагается с одной стороны исследуемого объекта, а с противоположной – датчик дефектоскопа.
- Включение прибора. После инициализации оборудования через сварной шов проходит лучевой поток. Он улавливается датчиком. Оборудование может работать от сети или же от автономного источника питания.
- Вывод изображения на монитор. Датчик, улавливающий рентгеновские лучи, трансформирует их в электрический импульс и передает на экран или пленку в зависимости от модели оборудования.
- Цифровой сигнал записывается в накопительное устройство.
- Полученная информация расшифровывается. Выявленные дефекты описываются в специальном журнале.
Для сварных швов
Процедура проверки классических сварных швов состоит з нескольких этапов:
- очистка сварного соединения: удаление шлака и загрязнений;
- маркировка и разметка стыков. На каждый участок устанавливается эталон чувствительности и маркировочный знак;
- определение оптимальной схемы выполнения работы;
- установка параметров контроля;
- просвечивание;
- обработка отснятого материала;
- дешифрование данных;
- документальная фиксация выводов.
Для трубопроводов
Метод РК долгое время успешно применяется в определении качества сварных швов труб разного диаметра. Нередко исследования проводятся за пределами населенных пунктов. К некоторым местам доставить установку весьма проблематично, а порой и невозможно вовсе. В таких ситуациях используются компактные мобильные устройства – кроулеры. Они разработаны таким образом, что могут передвигаться внутри трубопроводов и управляться дистанционно. Минимальный диаметр магистрали составляет 325 мм.
Исследуемый объект может находиться где угодно. Не только на земле, но и под землей, под водой. Оборудование мало чувствительно к климатическим условиям. Благодаря таким характеристикам оно может применяться в разных условиях и климатических зонах. По команде оператора прибор передвигается, останавливается, фокусируется и делает снимки объекта.
Для резервуаров
Приемка металлического резервуара начинается с визуального осмотра сварных соединений. Только после этого приступают к рентгенографическому анализу. В местах, где сварные соединения пересекаются, пленки в обязательном порядке располагаются в Т- и Х-образном направлениях. По правилам длина изображений не может быть меньше 24 сантиметров.
Проверка стыковых швов выполняется в местах их сопряжения, на стенках и днище резервуаров. В случае обнаружения недопустимого дефекта делается дополнительный снимок. Для контроля качества швов на резервуарах используются дефектоскопы не ниже четвертого разряда. К расшифровке результатов привлекаются специалисты не ниже 2 уровня квалификации.
Для разных типов соединений
РК-контроль швов разного вида соединений выполняется в соответствии с положениями ГОСТ 7512. Перед началом работы определяются особенности металла и сварного соединения. Для проверки угловых швов руководствуются положениями ГОСТ 26-2079. Данный метод контроля подходит для определения качества стыковых, угловых и тавровых соединений, а также мест пересечения сварных швов.
По видам металлов
Рентгеновское излучение позволяет проверять сварные соединения разных металлов. С их помощью можно контролировать и качество исходного материала. При этом в каждом отдельном случае настройки оборудования нужно менять в зависимости от того, какой металл будет свариваться, поскольку проходимость лучей неодинакова.
Качество контроля напрямую зависит от правильности настроек. Современные установки не только безошибочно определяют характеристики дефектов: размер, форма, место положения и прочие. Они в автоматическом режиме могут дешифровать полученные результаты.
Технология контроля сварных швов рентгеном
Каждое исследование имеет ряд неизменных процедур. При рентгеновском контроле сварных соединений специалист проводит:
- Выполняется подготовка объекта обследования: очищается от ржавчины и других загрязнений.
- Далее объект обследования располагают таким образом, чтобы сварной шов был распложен между приемником прибора и излучателем.
- Специалист включает прибор, и излучение проникает в шов, а после идет к приемнику.
- Информация с датчика приемника выводится на экран и эти данные пригодны для обработки специалистом, и предоставления заказчику в виде отчета о результатах обследования.
Процедура может быть опасна для здоровья человека, поэтому требует полного соблюдения техники безопасности и наличия специальной защиты.
Применение беспленочных аппаратов
Цифровые установки постепенно вытесняют с рынка пленочные аппараты. Специалисты отдают предпочтение более современному оборудованию, которое позволяет выводить изображение сразу на монитор и в то же время сохраняет данные на накопителе. Беспленочные методы РК бывают двух видов:
- Цифровой. Один из модулей установки преобразует рентгеновское излучение в электрические импульсы, величина которых прямо пропорциональная интенсивности излучения. Изначально частицы потока попадают на сцинтиллятор, где преобразуются в фотоны. Далее световые элементы попадают на фотоэлектрическую матрицу. Здесь они генерируют небольшой электрический заряд, который считывается устройством и переносится на монитор.
- Компьютерный. Метод основан на механизме фотографически стимулированной люминесценции. Заключается он в том, что часть кристаллов металлической решетки накапливает энергию, которая после термической или оптической стимуляции освобождается и генерирует свет. В качестве люминофора наиболее часто используется бария фторбромид. Чем больше энергии получит запоминающая пластина, тем ярче будет то место на изображении. Стереть его с монитора необходимо каждый раз перед новым циклом. Для этого используется мощный пучок света.
Основные плюсы беспленочной радиографии:
- отпадает необходимость обработки пленок химическими реагентами;
- экспозиция занимает меньше времени;
- можно подвергать анализу металлические детали разной радиационной толщины.
Радиографический контроль: история создания
Радиография началась в 1895 году с открытия рентгеновских лучей (позднее их называли рентгеновскими лучами в честь человека, который впервые подробно описал их свойства). Вскоре после открытия рентгеновских лучей была обнаружена радиоактивность. Используя радиоактивные источники, такие как радий, можно получить гораздо более высокие энергии фотонов, чем от обычных рентгеновских генераторов. Рентгеновские и гамма-лучи использовались на заре открытия, еще до того, как были обнаружены опасности ионизирующего излучения. В последствии были открыты новые изотопы, но уже после второй мировой войны, такие как цезий-137, иридий-192 и кобальт-60, они стали доступны для промышленного рентгенографического контроля, а использование ранее использовавшегося радия и радона начало сокращаться.