Виды дефектов сварных швов
Все допуски по размерам шва регламентированы требованиями ГОСТа для каждого из видов сварки. Любые отклонения показаний от утвержденных нормативов принято считать дефектами. Они могут быть последствием ошибок в процессе как подготовки, так и выполнения сварочных работ.
Большинство изъянов сварочного соединения отрицательно сказываются на его прочностных характеристиках. Все дефекты делятся на три группы:
- наружные. Основными показателями являются неправильная форма стыка, трещины, наплывы, кратеры, подрезы шва, прожоги и прочие визуальные признаки, которые можно обнаружить на поверхности. Они видны при тщательном визуальном осмотре и только некоторые можно заметить с первого взгляда;
- внутренние. Дефекты представляют собой неполное или неравномерное сплавление металлов, трещины или пористость в структуре, наличие посторонних включений – шлак, оксид, неметаллические примеси; другие, находящиеся внутри шва, изъяны;
- сквозные. Трещины, подрезы, прожоги и прочие повреждения, которые носят сквозной характер и видные с обеих сторон.
Любые дефекты являются основанием для выбраковки работы и должны быть устранены. Это правило особенно актуально для металлоконструкций несущего плана – каркасов, рам, обрешеток и т.п. Они должны быть сварены безупречно, чтобы выдерживать предполагаемые нагрузки. В противном случае конструкции могут служить источником опасности для окружающих.
Классификация дефектов сварных соединений
Далеко не в каждом случае получается добиться идеального качества сварного соединения. При желании можно найти отклонения от установленных требований. Полностью классификация сварных соединений изложена в пунктах ГОСТа 30242-97. Документ содержит информацию обо всех возможных изъянах. Из них можно выделить часть, которые чаще других встречаются при контрольном осмотре соединительных стыков.
Трещины
Наибольшее негативное влияние на качество сварного шва оказывают трещины. Потенциально они наиболее опасны, поскольку могут стать причиной быстрого разрушения всей конструкции, что в свою очередь может привести к трагедии.
Появляются трещины по разным причинам:
- стыки расположены неправильно;
- место сварки было резко охлаждено;
- неправильно подобраны расходные материалы;
- металл кристаллизировался вследствие избыточно высокой температуры.
По способу образования трещины могут быть продольными, поперечными или радиальными, а по размеру принято различать макро- и микротрещины. Вне зависимости от вида, причин и способа образования трещина является недопустимым дефектом.
Подрезы
Визуально изъян представляет собой продольное углубление с наружной части шва. Из-за подреза уменьшается сечение шва и образуется внутреннее напряжение соединения. Прочность такого шва вызывает большие сомнения. Основная причина образования дефекта – завышенный показатель сварочного тока. Чаще всего подрезы характерны для горизонтальных швов.
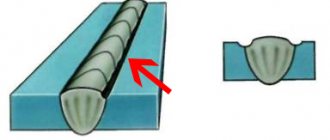
Наплывы
Избыточный расплав натекает на поверхность заготовки, остывает и образует ложный валик. Это наплыв, не имеющий прочного сплавления с рабочей поверхностью. Чаще всего дефект образуется при горизонтальной сварке стыковых или угловых швов. Причиной их образования является недостаточный прогрев основного металла, из-за избытка присадочного материала или окалин на кромках стыкуемых поверхностей.
Прожоги
Изъян представляет собой сквозное отверстие, которое образуется из-за вытекания металла из сварочной ванны. Как правило, из обратной стороны образуется наплыв. Провоцирует прожог слишком медленное перемещение электрода по линии стыка, слишком большой ток, недостаточная толщина прокладки или же неплотное ее прилегание, большой зазор между деталями.
Непровары
Если между швов и основным металлом есть участки, где видно несплавление между ними, то это непровар. То есть, основной металл не прогрелся как следует, чтобы образовать с расплавом единое целое. Такой дефект сильно понижает прочностные характеристики соединения и все конструкции в целом. Причиной непровара может быть слишком высокая скорость перемещения электрода, плохая предварительная подготовка кромок, присутствие окалины, ржавчины и прочих загрязнений на поверхности соединяемых заготовок.
Кратеры
Небольшие углубления в сварном валике образуются в результате разрыва сварочной дуги. Изъяны приводят к уменьшению поперечного сечения стыка, что снижает степень его прочности. вторичная опасность кратера заключается в том, что его дно может иметь дополнительные рыхлые включения, приводящие к появлению трещин.
Свищи
Изъяны представляют собой поверхностные дефекты в виде полостей. Они снижает прочность стыка и дополнительно опасны тем, что могут провоцировать образование трещин. Свищи характеризуются произвольной формой, могут образовываться как на внешней стороне, так и на внутренней.
Поры в сварном шве
В процессе сварки могут образовываться наполненные газами поры. Причиной их возникновения являются разные загрязнения на поверхности заготовки, высокая скорость перемещения электрода, слишком высокое содержание углерода в присадочном материале.
Посторонние включения
Качество шва значительно снижается из-за посторонних включений – шлаковых, флюсовых, оксидных, вольфрамовых и прочих. Основной причиной, которая их вызывает, является неправильно выбранный режим сварки.
Поры: их форма, места расположения и причины появления
Дефекты сварных соединений и соединений в виде полостей в сварном соединении называют порами. Эти полости заполнены газом, который не успел выделиться наружу.
Различают следующие разновидности пор:
- Газовая полость — это образование произвольной формы, не имеет углов, причиной появления которого появились газы, которые не успели покинуть расплавленный материал.
- Газовой иногда называют газовую полость, имеет сферическую форму.
- Группа газовых пор, которая располагается в металле сварного соединения, называется равномерно распределенной пористостью.
- Скопление пор — это три или более газовых полостей, расположенных кучно на расстоянии между собой, не превышает тройной диаметр максимальной поры.
- Цепочкой пор называют ряд газовых полостей, которые располагаются линией вдоль сварного соединения с расстоянием между ними, не превышает трех диаметров наибольшей из времени.
- Если дефектом является несплошном, вытянутая вдоль оси сварного шва и имеет высоту, которая гораздо меньше длины, то она называется продолговатой полостью.
- Свищом называют трубчатую полость, которая располагается в металле сварного шва. Свищ вызывается выделением газа. Его форма и положение определяются источником газа и режимом твердения. Как правило, свищи образуют скопления в форме елок.
- Газовая полость, нарушает целостность поверхности сварного соединения, называется поверхностной время.
- Если во время затвердевания вследствие усадки образуется полость — она носит название усадочной раковины. А усадочная раковина, расположенная в конце валика и не заваренный при следующих проходах, называется кратером.
Время — дефекты сварных соединений, фото которых приведены ниже, появляются из-за наличия вредных примесей, как в основном металле, так и в присадочный. Времени могут образовываться из-за ржавчины и других загрязнений, которые не были удалены перед проведением сварки с кромок материала, повышенного содержания углерода, высокой скорости сварочного процесса , Нарушений защиты сварочной ванны. Наиболее частой причиной возникновения пор является отсыревших покрытие плавится электрода.
Наличие одиночных пор не представляет опасности, а вот их цепочка может негативно сказаться на прочности сварного соединения. участок сварочного шва , Потрясенный этими дефектами, переваривают, предварительно механически его зачистив.
Времени и шлаковые включения
Причины возникновения дефектов сварных швов
Любой дефект образуется вследствие определенного фактора. Существуют разные причины образования дефектов сварного шва:
- во время работ применялись некачественные расходные материалы;
- не соблюдалась технология выполнения сварочных работ;
- низкого качества металл, используемый для создания сварной конструкции;
- неисправность оборудования или некачественная его работа;
- неправильно выбранный режим сварки;
- допущены технологические ошибки из-за низкой квалификации специалиста.
Чтобы получить металлоконструкцию высокого качества, требуется строгое соблюдения технологических параметров и норм сваривания, привлекать к работе специалистов с достаточным уровнем квалификации.
Что называют включением в сварке
Отсутствие дефектов соединений при сварке металлов плавлением — единственная гарантия надежности сварных соединений. Дефекты сварных швов уменьшают прочность и эксплуатационную надежность сварных соединений и могут привести к разрушению всей конструкции.
Причинами возникновения дефектов сварных швов являются нарушения технологического процесса при подготовке, сборке, сварке, термообработке соединяемых узлов, а также небрежностью и низкой квалификацией сварщика.
Классификация дефектов приведена в межгосударственном стандарте ГОСТ 30242-97 «Дефекты соединений при сварке металлов плавлением. Классификация, обозначения и определения».
ПРОЧИЕ ДЕФЕКТЫ
К прочим дефектам относятся: случайная дуга, брызги металла, вольфрамовые брызги, поверхностные задиры, утонение металла и другие дефекты.
Случайная дуга – повреждение основного металла, возникшее в результате случайного горения дуги (короткое замыкание электрода на основной металл).
Брызги металла — дефекты в виде затвердевших капель на поверхности сварного шва или основного металла, образовавшихся во время сварки. Причинами возникновения этого дефекта являются: завышенный сварочный ток, некачественное покрытие электрода, отсутствие защитных покрытий, обеспечивающих легкое удаление брызг после сварки.
Поверхностные задиры – повреждения поверхности из-за удаления временно приваренного приспособления.
Неравномерная ширина шва, неровная поверхность — несоответствие геометрических размеров шва, требуемым. Появляется дефект по причине неустойчивого режима сварки, неточного направления электрода.
Методы выявления дефектов
Для выявления дефектов сварного шва применяются разные методы:
- замеры стыков и визуальный осмотр;
- проверка соединений на герметичность;
- поиск дефекта с использованием специальных приборов;
- лабораторные испытания образцов на прочность.
Визуальное определение качества сварного шва выполняется только после тщательной очистки его поверхности от шлака, устранения разных загрязнений и застывших брызг металла. Проверяются размеры, форма, наличие дефектов – прожогов, свищей, трещин, кратеров и прочих изъянов.
Благодаря испытаниям на герметичность удается определить наличие или отсутствие дефектов трубопроводов – пор, трещин, непроваров. На герметичность конструкции проверяются такими способами:
- обдувание воздухом;
- наполнение водой под давлением;
- обработка керосином.
При обнаружении дефекта требуется дополнительная обработка с целью его устранения.
Как выявить дефекты в сварном шве
Внешние дефекты обнаруживаются визуально, а внутренние – методами разрушающего и неразрушающего контроля. К первым относят испытания на изгиб (которые проводят после полного снятия грата) и определение ударной прочности стыка, причём место удара принимают на расстоянии 15…20 мм от сварного стыка. Часто используют также измерение твёрдости на расстоянии 3…5 мм от стыка; она не должна быть выше 285 НВ.
Из методов неразрушающего контроля чаще используют ультразвуковую дефектоскопию.
Способы устранения дефектов сварных соединений
Вне зависимости от задействованного оборудования – инвертор, классический аппарат, трансформатор и прочее – образование дефектов не исключено. Принято различать так называемые допустимые и недопустимые дефекты сварки. В зависимости от типа и сложности изъянов определяется пригодность готового изделия к эксплуатации.
Не допущенные к использованию конструкции направляются на доработку. Каким способом будет устраняться дефект, зависит от типа изъяна:
- прожог заваривается после тщательной зачистки сварного соединения;
- подрезу устраняются путем наложения тонкого наплава по всей длине их образования;
- участок с трещиной рассверливается, тело шва вырубается, поверхность зачищается и обезжиривается. После этого углубление заваривается;
- непровары вырезаются и повторно завариваются;
- свищи и кратеры устраняются по одной схеме. Прежде всего все вырезается до основного металла. После этого стык варится по-новому;
- наплывы следует аккуратно срезать, проверив при этом есть ли непровары;
- деформированные участки выравниваются прогревом или же механическим путем;
- любой из дефектов, подразумевающий наличие посторонних включений, устраняется путем вырезания шва (участка) и наложением нового.
В случае, когда в процессе контроля обнаруживаются дефекты технологического характера соединений труб, то исправление выполняется одним из методов:
- механическим путем без сваривания;
- механическим путем в сочетании с завариванием дефектного участка;
- вырезание участка трубопровода, содержащего технологический дефект;
- шов полностью удаляется и стык проваривается по-новому.
Прочность и герметичность сетей газоснабжения восстанавливается дуговой сваркой. Применение газосварочных установок не допускается.
Несплавление и непровар: причины возникновения
Дефекты – несплавление и непровар – это отсутствие соединения основного материала и металла сварного соединения.
Несплавление возникает при высоких скоростях сварочного процесса и силе тока более 15000С. Для предотвращения несплавлений необходимо уменьшить скорость сварки, снизить временной разрыв между образованием и заполнением канавки, тщательно очищать сварочную зону от масел и загрязнений. Несплавления могут располагаться:
- в корне сварного шва;
- на боковой стороне;
- между валиками.
Непровар возникает по причине невозможности расплавленного металла достичь корня шва. Причин непровара может быть несколько:
- недостаточный сварочный ток;
- слишком высокая скорость перемещения электрода;
- увеличенная длина дуги;
- слишком маленький угол скоса кромок;
- перекос свариваемых кромок;
- недостаточный зазор между кромками;
- неправильно выбранный – увеличенный – диаметр электрода.
- попадание шлака в зазоры между кромками;
- неадекватный выбор полярности для данного типа электродов.
Непровар – очень опасный и недопустимый сварочный дефект.
Если вы часто делаете шашлыки, то вам будет полезен мангал, который можно сделать своими руками. Подробная инструкция в этой статье.
Не знаете, что нужно для газовой сварки? Подробный список необходимых материалов по https://elsvarkin.ru/materialy/materialy-dlya-gazovoj-svarki/ ссылке.
Методы контроля сварных соединений
Само собой разумеется, что любые дефекты сварного соединения увеличивают риск разрушения конструкции. Чтобы такую вероятность свести к минимуму, следует внимательно проверять качество сварных соединений. Весь процесс выполняется поэтапно:
- предварительный. Проверяется качество металла и расходных материалов;
- контроль в процессе выполнения сварочных работ. Постоянно проверяется режим сварки, работа оборудования, осматриваются и измеряются швы. В случаях, когда обнаруживаются отклонения от стандартов, дефекты сразу исправляются;
- прием готовой конструкции. Визуальным осмотром определяется наличие внешних изъянов. При необходимости проводятся лабораторные и испытательные проверки.
Применяемые сегодня методы контроля делятся на две группы – неразрушающие и разрушающие. Для выявления дефектов готовых конструкций применяются, как правило, неразрушающие методы контроля:
- визуальный осмотр;
- проверка ультразвуком (дефектоскопия);
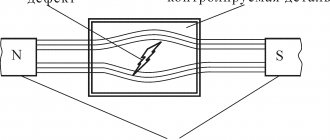
- контроль при помощи магнитного поля;
- дефектоскопия цветная;
- дефектоскопия радиационная;
- дефектоскопия капиллярная;
- контроль на проницаемость;
- другие методы.
Разрушающий контроль используется в отношении отобранных для этого образцов. Он позволяет установить параметры прочности сварного шва и зоны термического влияния. В контроле задействованы химические, механические и металлографические методы проверки.
Методы обнаружения, контроля и устранения дефектов
Чтобы обнаружить дефекты сварного шва применяются следующие способы:
- визуальный осмотр – проводится с применением увеличительных приборов;
- цветная дефектоскопия – основан на изменении цвета специального материала при соприкосновении с текучим материалом, например, с керосином;
- магнитный метод – измерение искажения магнитных волн;
- ультразвуковой метод – применение ультразвуковых дефектоскопов, измеряющих отражение звуковых волн;
- радиационный метод – просвечивание сварных швов рентгеном и получение снимка со всеми деталями дефекта.
Для обеспечения качества сварного шва проводится маркировка и клеймение. Каждый сварщик ставит свое клеймо на своем участке сварки.
При обнаружении брака необходимо провести устранение дефектов сварки. Для этого применяют следующие виды работ:
- заварка – используют для ликвидации крупных трещин, предварительно подготовив трещину сверлением и зачисткой при помощи зубила или абразивного инструмента;
- внутренние мелкие трещины, непровары и включения подлежат полной зачистке или вырубке с повторной сваркой;
- неполные швы и подрезы сварного шва устраняют наплавкой или заваркой тонкими слоями;
- удаление наплывов производят механическим путем с помощью абразивного инструмента;
- перегрев металла устраняют путем термической обработки.
Образование внутренних дефектов при сварке связано с металлургическими, термическими и гидродинамическими явлениями, происходящими при формировании сварного шва.
К внутренним дефектам относятся трещины (горячие и холодные), непровары, поры, шлаковые вольфрамовые и окисные включения. Эти шесть основных видов дефектов следует различать в соответствии с ГОСТ 23055—78. Они также совпадают с основными группами дефектов согласно рекомендациям СЭВ по стандартизации РС 2192—82.
Трещины
— дефекты сварных швов, представляющие собой макроскопические и микроскопические межкристаллические разрушения, образующие полости с очень малым начальным раскрытием. Под действием остаточных и рабочих напряжении трещины могут распространяться с высокими скоростями. Поэтому вызванные ими хрупкие разрушения происходят почти мгновенно и очень опасны.
В зависимости от температуры, при которой происходит их возникновение, различают горячие и холодные трещины.
Горячие трещины
представляют собой разрушения кристаллизующегося металла, происходящие по жидким прослойкам под действием растягивающих напряжений. Эти напряжения появляются вследствие несвободной усадки металла шва и примыкающих к нему неравномерно нагретых участков основного металла.
Читать также: Грунтозацепы для автомобиля своими руками
Образование горячих трещин связано с совокупным действием двух факторов. По мере кристаллизации сокращается количество жидкой фазы, что приводит к уменьшению деформационной способности сплава. Кроме того, в температурном интервале хрупкости (ТИХ) пластические свойства сплава наиболее низки. Кристаллизационные трещины образуются, если пластическая деформация за время пребывания металла в ТИХ превзойдет пластичность сплава в этом интервале температур.
Характерным для горячих трещин является межкристаллитный вид разрушения, развивающегося по границам зерен при наличии между ними жидкой прослойки или за счет межзеренного проскальзывания, происходящего при повышенных температурах после окончания процесса кристаллизации.
Горячие трещины
могут возникать как в основном металле, так и в металле зоны термического влияния. Они могут быть продольными, поперечными, продольными с поперечными ответвлениями, могут выходить на поверхность или оставаться скрытыми. Вероятность образования горячих трещин зависит от химического состава металла шва, скорости нарастания и величины растягивающих напряжений, формы сварочной ванны и шва, размера первичных кристаллитов. Она увеличивается с повышением содержания в металле шва углерода, кремния, никеля, вредных примесей серы и фосфора. Повышению стойкости сварных швов, образованию горячих трещин способствуют марганец, хром и отчасти кислород, а также снижение величины и скорости нарастания растягивающих напряжений, что достигается уменьшением жесткости узлов, применением способа сварки с оптимальным термическим циклом, например, сварки с ППМ (крупка), использованием специальных технологических приемов, таких как предварительный подогрев и т.п. Влияние коэффициента формы шва на вероятность образования горячих трещин не однозначно. При значениях коэффициента формы шва менее 1,8 и более 10 сопротивляемость возникновению горячих трещин понижается даже при относительно невысоком содержании углерода.
Холодные трещины
образуются чаще всего в зоне термического влияния, реже в металле шва сварных соединений среднелегированных и высоколегированных сталей перлитного и мартенситного классов. Появление холодных трещин объясняют действием комплекса причин. Одна из них — влияние высоких внутренних напряжений, возникающих в связи с объемным эффектом, сопутствующим мартенситному превращению, происходящему в условиях снижения пластичности металла. Поэтому холодные трещины наблюдаются как при температурах распада остаточного аустенита (120 °С и ниже), так и при комнатной температуре через несколько минут, часов, а иногда и через более длительное время после окончания сварки. Высокие внутренние напряжения могут также развиваться вследствие адсорбции растворенного в металле водорода на поверхностях внутренних дефектов и накопления его в микронесплошностях. Возникновение холодных трещин связывают также с замедленным разрушением металла под действием напряжений, которые согласно схеме Зинера накапливаются по границам зерен, перпендикулярным направлению действия нормальных напряжений.
Непровары
— это участки сварного соединения, где отсутствует сплавление между свариваемыми деталями, например, в корне шва, между основным и наплавленным металлом (по кромке) или между смежными слоями наплавленного металла.
Поверхности непроваров обычно покрыты тонкими окисными пленками и другими загрязнениями. Очень часто полости, образованные непроварами, заполняются шлаком. Окончания непроваров в металле шва
или на границе сплавления, .как правило, имеют очень малое раскрытие. Непровары уменьшают рабочее сечение сварного шва,
что может привести к снижению работоспособности сварного соединения. Являясь концентраторами напряжении непровары могут вызвать появление трещин, уменьшить коррозионную стойкость сварного соединения, привести к коррозионному растрескиванию.
Непровары могут быть вызваны многими причинами: малым углом раскрытия кромок, малым зазором, большим притуплением при недостаточной силе тока; большой скоростью сварки; смещением электрода от оси шва, особенно при сварке двухсторонних швов; плохой очисткой шлака перед наложением последующих слоев; излишним количеством ППМ при недостаточной силе тока при большой скорости сварки; низкой квалификацией сварщика.
Непровар является очень опасным дефектом сварки.
Поры — это
полости в металле шва, заполненные газами. Обычно они имеют сферическую или близкую к ней форму. В сварных швах углеродистых сталей норм зачастую имеют трубчатую форму. Первоначально, возникнув в жидком металле шва за счет интенсивного газообразования, по все пузырьки газа успевают подняться па поверхность н выйти в атмосферу. Часть из них остается в металле шва. Размеры таких пор колеблются от микроскопических, до 2. 3 мм в диаметре, н за счет диффузии газов (в первую очередь, водорода) могут расти. Образуются раковины (полости неправильной формы и больших, чем поры размеров), а также свищи, выходящие на поверхность. Кроме одиночных пор, вызванных действием случайных факторов, в сварных швах могут появляться поры, равномерно распределенные но всему сечению шва, расположенные в виде цепочек или отдельных скоплении.
К основным причинам, вызывающим появление пор, относятся: плохая очистка свариваемых кромок от ржавчины масел и различных загрязнений; повышенное содержание углерода в основном или присадочном металле большая скорость сварки, при которой не успевает пройти газовыделенне и поры остаются в металле шва: большая влажность электродных покрытий, флюса, сварка при плохой погоде.
Шлаковые включения
— это полости в металле сварного шва, заполненные шлаками, не успевающими всплыть на поверхность шва. Шлаковые включения образуются при больших скоростях сварки, при сильном загрязнении кромок и при многослойной сварке в случаях плохой очистки от шлака поверхности швов между слоями. Размеры шлаковых включений могут достигать нескольких миллиметров в поперечном сечении и десятков н более миллиметров по протяженности. Форма шлаковых включений может быть самой разнообразной, вследствие чего они являются более опасными дефектами, чем округлые поры.
Вольфрамовые включении
могут появляться в металле сварного шва при аргонодуговой сварке неплавящимся электродом, например, алюминиевых сплавов, в которых вольфрам не растворим. Частички вольфрама, попадающие вследствие нестабильности режима в расплавленную сварочную ванну, обычно погружаются в нее из-за большой плотности. На рентгеновских снимках вольфрамовые включения выглядят как ясно видимые светлые пятна неправильной формы, располагающиеся изолированно или группами.
Окисные включения
— могут возникать в металле сварных швов при наличии труднорастворимых окислов, например А12Оэ при больших скоростях кристаллизации шва. Располагаясь в виде пленок, они образуют в металле шва несплошности с малым раскрытием и их неблагоприятное воздействие на механические свойства сварных швов может быть более сильным, чем пор и шлаковых включении [12].