Разновидностью источника рабочего тока считается сварочный преобразователь, объединяющий в одном корпусе электродвигатель, генератор и выпрямитель. Такая установка используется при проведении строительно-монтажных работ, когда электросеть провисает и другие сварочные аппараты работают нестабильно. Сварка преобразователем проводится током в пределах 500 ампер, можно варить толстые заготовки, формировать сварочный шов от 10 до 30 мм глубиной. Преобразователь меняет напряжение, тип токовых характеристик.
Принцип работы
Строение у всех видов сварочных преобразователей типовое:
- подводимый к асинхронному электродвигателю ток после включения установки преобразуется в механическую, которая подается на вал генератора;
- генератор выдает необходимую частотность токовых параметров, в работе использован метод электромагнитной индукции, на вал насажен якорь с обмотками;
- коллектор выполняет функцию выпрямителя, подает питание на выходные клеммы.
Сварочный преобразователь по сути – это комбинация электродвигателя, работающего от сети 220 или 380 В и генератора постоянного тока. Надежность преобразователя снижают вращающиеся узлы, велики энергопотери в процессе преобразования электротока.
Оборудование ценится за стабильность токовых характеристик вне зависимости от скачков подаваемого на двигатель напряжения. Регулятором рабочих характеристик является реостат, меняя число витков независимой обмотки изменяют ампераж. Выходной ток регулируется вручную по амперметру.
Используемые модели
В настоящее время используются сварочные преобразователи с номинальным сварочным током 315 А. Основное предназначение этих агрегатов — это питание постоянным током одного сварочного поста. Также он может использоваться для питания ручной дуговой сварки, наплавки и резки металлов штучными электродами. В преобразователях такого рода используются генераторы типа ГСО-300М и ГСО-300. Их устройство — это четырехполюсная коллекторная машина постоянного тока с самовозбуждением. Отличие этих двух моделей друг от друга заключается лишь в том, что у них разная частота вращения вала генератора. Это, что касается сварочного преобразователя 315. 500 А — это второй номинальный ток, который также используется для работы. Однако здесь уже необходимо подключать в работу более мощный преобразователь, к примеру, модель ПД-502. Существенное отличие такой модели преобразователя от ГСО заключается в том, что у него имеется независимое возбуждение. Дело здесь в том, что для питания ПД-502 используется переменный трехфазный ток, который сначала проходит через индуктивно-емкостный преобразователь напряжения. Одновременно с функцией питания он выполняет и роль стабилизатора для этой модели агрегата.
Однако важно понимать, что основное назначение сварочного преобразователя заключается в преобразовании энергии электрического типа переменного характера, в электрическую энергию постоянного характера.
Чем отличается сварочный преобразователь от генератора
Генерирующие установки схожи по принципу формирования рабочего тока для сварки. Генератор работает от жидкого топлива, двигатель устанавливают бензиновый или дизельный. Топливный принцип работы необходим для полевых условий, когда приходится варить вдали от электромагистралей. Тепловая энергия трансформируется в электрическую без перехода в механическую.
Сварочный преобразователь оснащается только электромотором, подключаемым к однофазной или трехфазной сети. Установка сложнее генераторной, мотор и генератор тока связаны опосредовано – валом, передающим механическую энергию, получаемую из электрической.
Виды преобразователей
Существует два основных типа преобразователя — это стационарные и передвижные. Если говорить о стационарных типах, то чаще всего это небольшие сварочные кабины или посты, предназначенные для работы с небольшими объемами изделий. Сварочные преобразователи, установленные здесь, не отличаются высокой мощностью.
Передвижные же, в свою очередь, рассчитаны в основном на работу с большими объемами. ИХ часто используют для того, чтобы сваривать водопроводы, нефтепроводы, металлические конструкции и т. д.
Важно еще кое-что добавить о принципе работы этого устройства. Как говорилось ранее — он преобразовывает переменный ток в постоянный, используя переход к механической энергии. Однако есть некоторые устройства, позволяющие регулировать величину выходного постоянного тока. Процесс регулировки осуществляется при помощи таких устройств, как балластные реостаты. Принцип работы достаточно прост — чем выше выставленное значение сопротивление, тем ниже сила выходного постоянного тока и наоборот.
Устройство
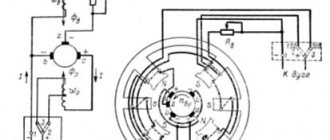
Детально рассмотреть устройство оборудования можно на примере стационарного сварочного преобразователя ПСО 500, выдающего два рабочих режима с максимальными токовыми характеристиками 300 или 500 ампер. Между ротором электромотора и якорем генератора, расположенными на одном валу, размещен вентилятор с крыльчаткой, обеспечивающей направленное охлаждение контактной зоны, где большая сила трения. Подшипники размещены в корпусе преобразователя, он обязательно заземляется.
Устройство сварочного преобразователя ПСО-500
Катушечный якорь генератора с 4-мя независимыми обмотками соединен с коллектором, пластины выпрямителя подключены к концам якорных обмоток. При вращении катушек между полюсами магнитов, возникает электромагнитная индукция, наводится переменный ток. Для обмотки используют отожженную медную или алюминиевую проволоку – металлы с хорошей электропроводностью. Для защиты от внешних электромагнитных полей и вихревых, возникающих при работе преобразователя, предусмотрен «фильтр» – электроемкость (два конденсатора, стабилизирующие напряжение).
Блок управления у преобразователя модульный. Для запуска сварочного преобразователя вмонтирован пакетник. Рядом размещен амперметр, по которому определяют токовые параметры. Прибор подключен к реостату, регулирующему рабочие токовые показатели (измеряет ампераж в цепи независимой обмотки возбуждения).
После включения преобразователя важно проверять направление вращения обмоток генератора. При необходимости запитывающие клеммы меняют местами, чтобы ротор вращался против часовой стрелки. Для требуемой величины рабочего тока перемычка фиксируется в положении «300 А» или «500 А» (это максимальное значение генерируемого электротока).
Трансформатор
На сегодняшний день это самый простой источник питания сварочной дуги который выдаёт на выходе только переменный ток.
Плавное регулирование сварочного тока осуществляется за счёт изменения зазора в катушке дросселя или между обмотками. Ступенчатое – за счёт переключения числа витков первичной и вторичной обмотки.
Трансформаторы очень просты, что даёт возможность изготовить его самостоятельно. В настоящее время трансформаторы не актуально.Это связано с тем, что постоянный ток не даёт стабильного горения дуги, а применение его при сварке нержавеющих сталей невозможно.
Классификация
Производители выпускают преобразователи разных модификаций. При выборе генерирующих установок учитывают вид сварки, предполагаемое место работы. Классификация источников тока для сварных работ проводится по нескольким признакам:
- Количество сварочных постов. Однопостовые рассчитаны на подключение к одному аппарату, для работы одного сварщика. От многопостовых могут запитаться несколько сварщиков, выполнять работы одновременно на нескольких рабочих участках.
- Конструктивно различаются по габаритам, виду исполнения. Бывают:
передвижные сварочные установки, оснащаются колесиками или подставными тележками;
стационарными, крепятся к фундаменту или устанавливаются непосредственно у рабочего места сварщика.
- По количеству корпусов сварочные установки бывают одинарные или сдвоенные.
- По разновидности токовых показателей:
Классификация источников питания сварочной дуги
Источники питания сварочной дуги имеют множество классификаций, а именно:
- по напряжению питающей сети:
- однофазные (220В);
- трёхфазные (380В).
- по внешней статической характеристики:
- падающие;
- жёсткие;
- штыковые.
- по числу питаемых постов:
- однопостовые;
- многопостовые.
- по роду тока:
- переменный;
- постоянный.
Техника безопасности
Для работы с генерирующим электрооборудованием разработаны правила. Перед включением важно соблюдать несколько пунктов:
- Проверять систему заземления корпуса, это особенно актуально для мобильных установок, после транспортировки нужно убедиться, что заземление надежное.
- Щетки коллектора должны быть в порядке. Для проверки штурвал реостата сдвигают в крайнее положение, до упора (направление штурвала совпадает с движением обмоток – только против часовой стрелки).
- Следующий этап – установка токовых параметров, контролируют положение перемычки.
- Подключение к сети осуществляет электрик с допуском. Он зажимает клеммы на электродвигателе в соответствии правилами безопасности ПЭУ.
Эксплуатационные требования ограничивают токовые характеристики:
- допустимая рабочая нагрузка 40 В;
- напряжение холостого хода не выше 85 В;
- при работе в помещениях с повышенной загазованностью, влажностью, запыленностью допустимое напряжение снижают до 12 В.
Необходимы специальные защитные средства: диэлектрические резиновые коврики, перчатки. Сварщикам необходима спецодежда, защищающая глаза, лицо, кожу рук, ног от воздействия сварочной электрической дуги, расплавленного металла.
Недостатки
Однако конструктивные особенности определяют и основные недостатки сварочных преобразователей, из-за которых их, по крайней мере, в бытовой сфере (сварочные работы в мелком бизнесе, на даче, в гараже) вытеснили инверторы. В первую очередь это:
- большие габариты и масса (она может доходить до полутонны и выше);
- низкий КПД;
- повышенная электрическая опасность;
- шумность работы;
- необходимость в сервисном обслуживании.
Принцип их действия — переход электрической энергии в механическую и обратно — подразумевает большие энергетические затраты на вращение вала. Этим обусловлен очень высокий расход электроэнергии, делающий устройство невыгодным для «домашнего» применения.
Кроме того, наличие вращающихся с высокой скоростью деталей уменьшает степень надежности машины. Узким местом варочного преобразователя, как и самого электродвигателя, являются шарикоподшипники, на которых закреплен вал.
Они нуждаются в периодической проверке и замене масла 1-2 раза в год. Также необходимо контролировать состояние коллектора и щеток токосъемников.
Под повышенной электрической опасностью имеется в виду тот факт, что перед началом сварочных работ преобразователь обязательно должен быть заземлен, подключение его к сети по правилам должно проводиться только электриком.
Достоинства и недостатки сварочных аппаратов инверторного типа
Инверторный сварочный аппарат, как и любая другая техника, имеет свои достоинства и недостатки.
Схема сварочного аппарата инверторного типа.
К основным преимуществам этого оборудования, которое так умело заменило обычный трансформатор, можно отнести:
- За счет нового подхода к производству конструкций инверторного типа для сваривания металлов, а также новому контролю за током большинство моделей весит от 5 до 12 килограмм, в отличие от трансформаторов, которые имеют вес в 18-35 килограмм.
- У данных устройств есть достаточно высокий показатель КПД. Это происходит благодаря тому, что аппарат потребляет минимальное количество энергии для нагрева всех систем и механизмов. К примеру, трансформатор для сварки быстро нагревается, что приводит к перегреву и выходу из строя оборудования.
- В некоторых электросхемах трансформатора, также как и в инверторах, сварка может проходить при помощи электродов вне зависимости от его вида.
- Рассматриваемые устройства, за счет повышенного показателя КПД, тратят электроэнергию вдвое меньше, нежели простой трансформатор для сваривания.
- Многие современные оборудования имеют в своей структуре опции, благодаря которым минимизируется процесс совершения ошибок мастера во время технологических работ. К таким опциям можно отнести антизалипание и быстрый розжиг дуги.
- В некоторых устройствах встроена функция программирования, благодаря которой мастер с точностью и максимальной оперативностью регулирует режим работы во время сварочного процесса конкретного вида.
- Наличие высокое универсальности данных конструкций обуславливается регулированием всех систем, используя ток в широком диапазоне. Это дает возможность применять оборудование, что сваривает разнометалловые детали и выполняет процедуру с любой технологией.
У схем инверторных сварочных аппаратов также имеются и недостатки.
Они заключаются в следующих аспектах:
- Инверторные оборудования сваривания на рынке стоят достаточно дорого, до 50% больше, чем цена классических трансформаторов для сварочных работ.
- Принципиальная электрическая схема инверторного сварочного аппарата подразумевает, что чаще всего будет ломаться такой механизм, как транзистор. Он является достаточно уязвимой деталью, что влечет за собой ремонт стоимостью до 60% от стоимости всего оборудования. Из этого можно сделать вывод, что ремонт сам по себе – дорогое удовольствие.
- Поскольку принципиальные электросхемы у инверторов, чтобы сваривать материал, являются достаточно сложными, специалисты не советуют их эксплуатировать во время плохой погоды, либо на морозе, чтобы не вывести из строя механизмы и сохранить аппарат на долгий период. Для сварочных работ в поле либо других открытых пространствах необходимо организовать и соорудить специальное закрытое место с отоплением, где можно будет воспользоваться данным агрегатом для сваривания.
Выпрямитель
Преобразует переменный ток промышленной частоты в постоянный, необходимый для сварки.
Выпрямители бывают однофазные и трехфазные, стационарные или мобильные. Иметь возможность изменять вольт-амперную характеристику на жёсткую или падающую, а также полярность при сварке.
Плавное регулирование сварочного тока осуществляется блоком управления, а ступенчатое за счёт переключения обмоток.
Массовое применение их на производстве говорит о их универсальности и производительности. Высокое КПД и возможность применения при сварки различных металлов делает их одними из популярнейших источников питания.
Технические компоненты
Общая структура работы такого устройства простая, и включает в себя основной источник тока, опциональный элемент выпрямителя для выходного тока, общий блок управления.
Качественный источник тока может быть полностью реализован на базе трансформаторной технологии или исключительно на базе инверторной системы, где силовые транзисторы для сварочных инверторов играют важную роль качественной работоспособности устройства.
Для трансформаторных установок допускается самостоятельное ручное регулирование работы прибора, но среди недостатков выделяется грубый режим регулировки, низкий уровень качества сварного шва. Инверторные установки, наоборот, имея самый простой сварочный инвертор на одном транзисторе обеспечивают высокое качество образования шва, которые сочетаются с силовыми полупроводниковыми элементами.
Транзисторы для инверторов
Основными техническими компонентами, обеспечивающие высокое качество сварочных работ, является наличие IGBT-транзисторов, а также универсальных быстродействующих диодов. В этом случае возникает резонный вопрос, как проверить IGBT транзистор сварочного инвертора. Укажем основные данные транзисторных компонентов для сварки версии IGBT
| Тип | Характеристика |
| V | Сверхнизкая энергия осуществления выключения, работа до 600 В, частота до 1200 кГц |
| НВ | Малое напряжение насыщенного принципа воздействия. Низкая энергия выключения. Напряжение до 650 Вольт, частота до 50 кГц |
| Н | Низкий эффект режима выключения. Напряжение подачи – до 1200 вольт, частота до 35 кГц. |
| М | Низкое напряжение режима насыщения, напряжение сети до 1200 Вольт, частотный параметр – до 20 кГц |
| W | Режим малого прямого падения напряжения, и минимальный режим эффекта восстановления работоспособности. |
Особенности работы транзисторных узлов
Наиболее частая схема применения внутри инверторов используется по технологии push-pull, мостовой принцип функционирования, полумостовой вариант рабочего инвертора, полумостовой комплексный несимметричный вариант исполнения инверторного прибора или косой полумост. Несмотря на достаточное обилие топологий, замена транзистора FGH40N60 в сварочном инверторе по общим требованиям является стандартным, куда включается следующее:
- Высокий режим напряжения. Для эффективной замены транзисторов в сварочных инверторах, общие данные сети напряжения должны быть выше 600 Вольт.
- Большие параметры коммутационных токов. Среднее значение показателя должен быть не менее десятков ампер, а максимальные параметры могут показывать отметку за сотни Амперов.
- Режим высокой частоты переключения. В зависимости от габаритов трансформатора внутри прибора, можно увеличить частоту прибора, а также индуктивность для модели выходного фильтра.
- Для режима минимизации потерь на включение и выключение агрегата, можно узнать, как проверить транзисторы сварочного инвертора, при помощи малого значения подачи энергии на режим включения (Евкл), а также на режим выключения (Евыкл). В данном случае будут минимизированы все потери.
- Для минимизации возможных потерь, используем низкое значение для напряжения режима насыщения, или Uкэ нас.
- Жесткий эффект коммутации, должен быть стойкий для транзисторов для сварочных инверторов Ресанта. Инверторное оборудование в данном случае работает только с индуктивным режимом нагрузки.
- Параметры короткого замыкания. Аппарат должен иметь режим стойкости для данного параметра, эти сведения являются исключительно критичными для мостовых и полумостовых вариантов инверторной техники.
Как рассчитать потерю мощности на IGBT?
Рекомендуем для детального расчёта правильного выбора транзисторных систем использовать ниже приведённую схему.
| Параметры | Значения |
| Суммарные потери | Pd = Pконд + Pперекл |
| Кондуктивные потери | Pконд = Uкэ нас (rms) × Iк × D, где D – коэффициент заполнения |
| Потери на переключение | Pперекл = Eперекл × f, где f – частота переключений, Eперекл = (Eвкл + Eвыкл) — суммарные потери на переключения (приводится в параметрах IGBT) |
| Максимальная мощность, ограничиваемая перегревом кристалла | Pd = (Tj – Tc)/Rth-jc, где Tc – температура корпуса, Tj – температура кристалла, Rth-jc – тепловое сопротивление «кристалл-корпус» (приводится в параметрах IGBT) |
Все эти данные помогут вам правильно рассчитать нужный тип транзистора для инверторного сварочного аппарата. При выборе транзистора учитываем обязательно параметр для высокого порога возможного напряжения работы устройства.
Принцип работы и устройство сварочного инвертора
Чтобы правильно выбрать оборудование для выполнения сварочных работ, необходимо знать устройство конструкции и принцип работы сварочного инвертора. Если хорошо разбираться в таких вопросах, можно не только эффективно использовать, но и самостоятельно ремонтировать инверторные устройства.
Инверторные сварочные аппараты производства Италии
На современном рынке предлагается множество моделей инверторов, что позволяет мастерам подобрать оборудование в соответствии со своими потребностями и финансовыми возможностями. При желании сэкономить можно изготовить инверторный сварочный аппарат своими руками.
Как работает инверторный сварочный аппарат
Принцип действия инверторного аппарата во многом схож с работой импульсного блока питания. И в инверторе, и в импульсном блоке питания энергия трансформируется похожим образом.
Процесс преобразования электрической энергии в сварочном аппарате инверторного типа можно описать так.
- Переменный ток с напряжением 220 Вольт, протекающий в обычной электрической сети, преобразуется в постоянный.
- Полученный постоянный ток при помощи специального блока электрической схемы инвертора опять преобразуется в переменный, но обладающий очень высокой частотой.
- Понижается напряжение высокочастотного переменного тока, что значительно увеличивает его силу.
- Сформированный электрический ток, обладающий высокой частотой, значительной силой и низким напряжением, преобразуется в постоянный, на котором и выполняется сварка.
Принцип работы сварочного инвертора
Основным типом сварочных аппаратов, которые использовались ранее, были трансформаторные устройства, повышавшие сварочный ток за счет уменьшения значения напряжения. Самыми серьезными недостатками такого оборудования, которое активно используется и сегодня, являются низкий КПД (так как в них большое количество потребляемой электрической энергии тратится на нагрев железа), большие габариты и вес.
Изобретение инверторов, в которых сила сварочного тока регулируется совершенно по иному принципу, позволило значительно уменьшить размеры сварочных аппаратов, а также снизить их вес. Эффективно регулировать сварочный ток в таких аппаратах становится возможным благодаря его высокой частоте. Чем выше частота тока, который формирует инвертор, тем меньшими могут быть габариты оборудования.
Одна из основных задач, которую решает любой инвертор, – это увеличение частоты стандартного электрического тока. Возможно это благодаря использованию транзисторов, которые переключаются с частотой 60–80 Гц. Однако, как известно, на транзисторы можно подавать только постоянный ток, в то время как в обычной электрической сети он переменный и имеет частоту 50 Гц. Чтобы преобразовать переменный ток в постоянный, в инверторных аппаратах устанавливают выпрямитель, собранный на основе диодного моста.
После транзисторного блока, в котором формируется переменный ток с высокой частотой, в сварочных инверторах расположен трансформатор, который понижает напряжение и, соответственно, увеличивает силу тока. Для регулировки напряжения и тока, имеющих высокую частоту, требуются менее габаритные трансформаторы (при этом по своей мощности они не уступают более крупным аналогам).
Сварочный инвертор без защитного кожуха
Элементы электрической схемы инверторных устройств
Устройство сварочного инвертора составляют следующие базовые элементы:
- выпрямитель переменного тока, поступающего из обычной электрической сети;
- инверторный блок, собранный на основе высокочастотных транзисторов (такой блок и является генератором высокочастотных импульсов);
- трансформатор, который понижает высокочастотное напряжение и увеличивает высокочастотный ток;
- выпрямитель переменного высокочастотного тока;
- рабочий шунт;
- электронный блок, отвечающий за управление инвертором.
Какими бы характеристиками ни обладала определенная модель инверторного аппарата, принцип его действия, основанный на использовании высокочастотного импульсного преобразователя, остается неизменным.
Пример принципиальной схемы инвертора (нажмите для увеличения)
Выпрямительный и инверторный блоки оборудования в процессе своей работы сильно нагреваются, поэтому их устанавливают на радиаторы, активно отводящие тепло. Кроме того, для защиты выпрямительного блока от перегрева используется специальный термодатчик, отключающий его электропитание при достижении им температуры 90 градусов.
Инверторный блок, являющийся, по сути, генератором высокочастотных импульсов большой мощности, собирается на основе транзисторов, соединяемых по типу «косого моста». Высокочастотные электрические импульсы, формирующиеся в таком генераторе, поступают на трансформатор, необходимый для того, чтобы понизить значение их напряжения.
Наиболее распространенными трансформаторами, используемыми для оснащения сварочных инверторов, являются устройства со следующими характеристиками: первичная обмотка – 100 витков провода марки ПЭВ (толщина 0,3 мм); 1-я вторичная обмотка – 15 витков из медной проволоки диаметром 1 мм; 2-я и 3-я вторичные обмотки – 20 витков медного провода диаметром 0,35 мм. Все обмотки тщательно изолируются друг от друга, а места их выхода защищаются и запаиваются.