Что такое переменный ток
Данный вид тока представляет собой организованное колебательное движение заряженных частиц. Причиной явления выступает электрическое напряжение, изменяющееся по синусоидальному закону. Электроток связан с ним прямой зависимостью: I=U/R. Значит, он постоянно меняется таким же образом.
Ток и напряжение этого вида характеризуются следующими параметрами:
- Мгновенным значением. Это сила тока i и напряжение u в текущий момент времени.
- Максимальной величиной. Это наибольшее отклонение от нулевого значения (Imax и Umax).
- Амплитудой. Это разница между наибольшими отклонениями.
- Частотой. Это число колебаний в единицу времени (f). Для сетевого тока показатель составляет 50 Гц (циклов в секунду).
- Периодом. Это длительность одного цикла колебаний в секундах (T). Величина связана с частотой: Т=1/f.
Тот факт, что электроток и напряжение постоянно меняются, сильно усложняет расчеты. Для их упрощения вводят т.н. действующее значение. Это постоянный ток (напряжение), эквивалентный данному переменному, т.е. вызывающий выделение такого же количества тепла в линейном проводнике.
Например, действующим значением является вольтаж 220 В в бытовой розетке. По факту, напряжение в ней постоянно меняется по синусоидальному закону от +311 до -311 В.
Что такое постоянный ток
Постоянным током называют упорядоченное движение заряженных частиц, отвечающее 2 условиям:
- направление не меняется;
- ампераж варьируется столь плавно, что индуктивные свойства цепи никак себя не проявляют.
Один полюс источника постоянного напряжения является отрицательным (-), другой – положительным (+). Принято считать, что ток движется в направлении от «+» к «-». Но в металлах, где свободными частицами являются отрицательно заряженные электроны, они перемещаются наоборот – от «-» к «+».
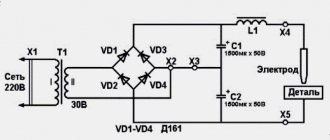
Постоянный электроток для сварки получают путем выпрямления переменного. Используют схему из диодов (вентилей) – полупроводниковых приборов, пропускающих электричество только в одном направлении. Для сглаживания пульсаций диодный мост дополняют емкостным фильтром.
Сварочный аппарат на постоянном токе (схема).
Особенности применения
Работа электрического тока в проводниках заключается в 2 явлениях:
- Выделении тепла. Его количество пропорционально квадрату силы тока: Q=(I^2)*R, где R – сопротивление проводника.
- Создании магнитного поля. Его интенсивность возрастает, если проводник смотан в катушку.
Сварка основана на первом явлении. При движении электротока через воздушный промежуток образуется дуговой разряд, характеризующийся высокой температурой. Он вызывает плавление металла, вследствие чего кромки заготовок сливаются воедино.
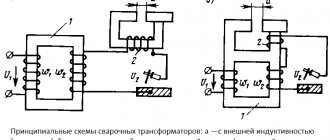
Способность электротока создавать магнитное поле используют для понижения напряжения с помощью трансформатора. Он состоит из 2 не связанных между собой катушек. Первичная подключается к сети, и протекающий в ней электроток посредством переменного магнитного поля наводит ЭДС во вторичной. Коэффициент понижения напряжения зависит от соотношения числа витков в катушках.
Рекомендуем к прочтению Как сваривать автомобиль своими руками
Влияние сварочного тока на сварку
Согласно формуле Q=I²хR, тепловложение в процессе электросварки зависит от силы тока. Чем выше ее значение, тем глубже плавится металл.
Необходимо подобрать оптимальную величину, иначе возникают следующие дефекты:
- При заниженном токе – непровар.
- При завышенном – прожог металла, обширная сварочная ванна, деформация заготовок.
В обоих случаях шов становится менее прочным.
Факторы, влияющие на выбор показателей
Величину сварочного тока выбирают по 2 критериям:
- Диаметру электрода. Чем толще расходник, тем выше ампераж.
- Материалу обмазки. Например, рутиловыми электродами варят на меньшем электротоке, чем основными.
Диаметр расходника выбирают в зависимости от толщины заготовок.
Таблица влияния сварочного тока на различные показатели.
Что такое переменный ток в сварке
Плохо это или хорошо, какой ток лучше? Переменный или постоянный? Однозначного ответа вам не даст никто.
Для начала лучше разобраться с особенностями процессов при переменном токе, они следующие:
- Поведение дуги оставляет желать лучшего: при переменном напряжении она самая нестабильная.
- Сварочный шов не самого высокого качества из-за отклонения от оси сварочной дуги.
- Если дуга гаснет, то возобновить ее горение можно только при повышении напряжения.
- Металл разбрызгивается в значительной степени.
При всех этих сложностях оборудование, необходимое для сварки переменным током, является простым и недорогим. Это, прежде всего, трансформаторы – аппараты, которые по-прежнему весьма популярны среди мастеров сварки.
Казалось бы, что электроды для переменного тока должны постепенно терять свою актуальность: ведь на рынке появилось множество выпрямителей – недорогие и с удобными для работы небольшими габаритами. Тем не менее, эти расходники по-прежнему востребованы на многих производствах и в кустарных мастерских.
Большая часть марок универсальна, что также чрезвычайно устраивает отечественных сварщиков старшего поколения.
Если разобраться, лучшие расходники для «переменки» имеют и показывают очень серьезные производственные плюсы. Прежде всего это касается получаемой электрической дуги: это ее стойкость и легкий поджиг. Еще одной особенностью таких электродов является низкий уровень разбрызгивания металлов во время сварки.
Сварочный трансформатор
Для осуществления сварки с помощью трансформатора необходимые следующие обязательные элементы конструкции:
- Обмотки первичная и вторичная. Первичная – из специального изолированного провода, на вторичной обмотке изоляции нет.
- Магнитный провод.
- Винт для контроля положения двух обмоток и изменения расстояния между ними.
- Защитный корпус для всего агрегата.
- Рукоятка винта, ходовая гайка.
- Вентилятор и другие элементы в зависимости от модели трансформатора.
Несмотря на то, что многие профессионалы сварки расценивают трансформаторы как оборудование «уходящего поколения», на рынке они представлены в виде широкой линейки моделей самого разного значения и для кошельков любой толщины.
Трансформаторы различаются по следующим критериям:
- габаритам и весу;
- силе тока на выходе;
- уровню напряжения на выходе при холостом ходе;
- объему потребляемого электричества;
Сварочный генератор
Устройство генератора включает в себя обязательные конструкционные элементы:
- Важнейшая часть – преобразователь состоит из электрогенерирующего элемента с двигателем переменного напряжения. Они обеспечивают изменение показателей тока.
- Приводной двигатель внутреннего сгорания.
- Индикатор для мониторинга и фиксации силы тока.
- Переключатели режимов.
- Специальный прерыватель цепи.
- Регуляторы силы тока и поведения электрической дуги.
- Клеммы для подключения кабелей и выходы ан 230В.
Такого рода генераторы выпускаются в двух вариантах:
- Коллекторные генераторы.
- Вентильные генераторы.
Главными преимуществами газового генератора в сравнении с другими аппаратами для сварки являются:
- Компактность и, следовательно, высокая мобильность.
- Удобство, относительная дешевизна, бесшумность.
- Широкая функциональность и высокая надежность.
- Достаточно высокие технические характеристики.
Выбор тока для сварки материалов
Рекомендуемый диапазон приводится на упаковке с расходниками. Точное значение определяют опытным путем.
Электрод 4 мм
Такими расходниками варят заготовки толщиной 4-6 мм. Устанавливают силу электротока в пределах 120-200 А.
Электрод 3 мм
Расходники с такой толщиной используют для соединения деталей со стенкой в 3-4 мм. Оптимальные значения сварочного тока находятся в диапазоне 80-160 А.
Электрод 2 мм
Тонким расходником варят сталь толщиной 2-3 мм. Выбирают ампераж между 40 и 80 А.
Сварочное оборудование переменного и постоянного тока
Работы по сварке производят с применением следующих аппаратов:
- Трансформаторов. Наиболее простые, дешевые и надежные устройства. Дают на выходе переменное напряжение.
- Выпрямителей. Отличаются от предыдущих наличием диодного или тиристорного моста, преобразующего переменный электроток в постоянный. По сравнению с предыдущим вариантом имеют большие размеры и вес, сложнее устроены и стоят дороже.
- Инверторов. Дают на выходе постоянный электроток. Отличаются компактными размерами.
Инвертор преобразует сетевой ток в следующем порядке:
- Выпрямляет.
- Превращает в переменный с высокой частотой (60-80 кГц). Эту функцию выполняет специальный электронный узел с быстропереключающимися транзисторами, управляемый микросхемой.
- С помощью преобразователя понижает напряжение до рабочей величины.
- Опять выпрямляет.
Повышение частоты электротока позволяет существенно уменьшить размеры и вес трансформатора. В результате сокращаются стоимость устройства и потери в нем.
Оснащение инвертора электроникой дает дополнительные преимущества в виде следующих функций:
- Горячий старт. Облегчает розжиг дуги путем кратковременного увеличения напряжения.
- Антизалипание. Сброс напряжения в ситуациях, когда расходник надолго коснулся заготовки (часто наблюдается при розжиге).
- Форсаж дуги. Состоит в кратковременном увеличении силы электротока в случае, когда есть риск затухания дуги. Чаще всего это происходит при замыкании электрода и заготовки каплей расплавленного металла.
- Стабилизация. Обеспечивает сохранение параметров режима сварки в условиях колебания напряжения на входе.
Инверторы стоят дороже прочих видов, но удобство работы и высокое качество шва разницу в цене оправдывает.
Различают аппараты для следующих видов электросварки:
- Тугоплавким расходником в среде защитного газа. Используют горелку с вольфрамовым или графитовым электродом и соплом для нагнетания аргона. В зону сварки подают присадочный материал в виде проволоки. Возможна работа устройства без подачи газа. Тогда в качестве присадочного материала используют полую проволоку, заполненную флюсом. Тот при выгорании превращается в газ.
- Плавящимся электродом. Такие расходники снабжены собственным флюсом в виде покрытия (обмазки). Помимо защитных компонентов, оно содержит легкоионизируемые, улучшающие горение дуги.
Аппараты для сварки плавящимися расходниками оснащены электрододержателем.
По назначению устройства делятся на виды:
- Для ручной сварки – аргонной и плавящимся электродом.
- Полуавтоматы. Предназначены для сварки тугоплавким расходником, присадочный материал подается механизированным способом.
- Автоматы. Работа ведется без участия человека в соответствии с заданными пользователем настройками. Агрегат оснащается тугоплавким электродом.
Рекомендуем к прочтению Что делать, если от сварки болят глаза
Рейтинг электродов для постоянного тока
Отличия в сварке при различной полярности тока.
Разновидности электродов, применяемых для сварки постоянным током:
- УОНИ – 13/55 – знаменитые в своем роде электроды для постоянного тока, применимы для стальных сплавов – с низкими дозами легирующих элементов и с добавкой углерода. Обладают значительными достоинствами: сварочный шов очень пластичен и вязок для механических воздействий, весьма долговечный. Почти не образуется примесей и газов. Дуга легко поджигается. В стержень помещается проволока параметров Св-08 или Св-08А.
- УОНИ – 13/45 также используются для соединения заготовок из углеродистых и низколегированных сталей. Шов не склонен образовывать трещин – ни горячих, ни холодных. Он весьма пластичный и вязкий, с идеальной герметичностью, что делает его подходящим вариантом для сварки емкостей, которые в дальнейшем будут подвергаться высокому давлению. Швы, выполненные с данными электродами, намного дольше не стареют.
- ОЗЛ – 6 отличаются своей узкой направленностью: они используются в работе с жаропрочными сталями. В швах не образуются поры и трещины, они не подвергаются в дальнейшем коррозии и обладают такой же жаропрочностью, как и основной металл. Подходит для металлов с разной структурой.
- ОЗС – 12 предназначаются для стальных сплавов с низкой долей легирующих добавок и углерода. Работать возможно в любых пространственных положениях, лояльны к поверхностям с ржавчиной. Сварной шов формируется с отличными характеристиками: прочностью и долговечностью. Устойчивая дуга. Во время работы не наблюдается выделений токсических веществ.
- ЦЛ – 11 также узкоспециализированные электроды, которые предназначены для стальных сплавов с добавками хрома и никеля, а также коррозионностойких сталей. Сварные швы отличаются стойкостью к коррозии. Металл почти не разбрызгивается, дуга устойчивая, хорошо отделяется шлак в виде корки.
- АНО – 21 несмотря на то, что предназначены они также для углеродистых и низколегированных стальных сплавов, как и предыдущие марки электродов, данные расходники чрезвычайно популярны среди мастеров самого разного уровня профессиональной подготовки. Их особенности – мелкочешуйчатая структура металла сварочного шва, отличный поджиг дуги, мягкость, небольшое разбрызгивание металла и так далее.
- LB – 52U отличаются высокой производительностью процесса сварки с их помощью. Дуга стабильная, металл почти не разбрызгивается, возможна работа в любом положении в пространстве, в шве почти не образуются трещины.
- МР – 3 типичные универсальные электроды, которые с полным правом присутствуют в обоих списках – и для переменного, и для постоянного тока. В шве практически не образуются поры и горячие трещины, дуга мощная и стабильная, малое разбрызгивание металла, легкое отделение шлака в виде корки.
- ОЗЧ – 2 предназначаются для сварки чугуна. При всей своей кажущейся узкой функциональной направленности они имеют солидные преимущества в виде универсальности, простоте в использовании, отличной дуге с прекрасными характеристиками, пластичности сварочного шва без трещин, хорошо отделяемой корки со шлаком в конце процесса.
Что такое электроды постоянного и переменного тока
Электродом называют отрезок металлической проволоки, предназначенный для подведения электричества к заготовке. Изделия делятся на 2 вида:
- плавящиеся;
- тугоплавкие.
Изделия первого типа снабжены обмазкой. Она выполняет следующие функции:
- Образует защитный газ.
- Служит источником легирующих элементов.
- Поддерживает горение дуги за счет легкоионизируемых элементов. Для протекания электротока нужны свободные носители заряда. Присутствие в промежутке между расходником и заготовкой, помимо электронов, прочих ионов стабилизирует процесс.
Плавящиеся электроды делятся на виды:
- универсальные – работают на любом виде электричества;
- для сварки на постоянном напряжении.
Тугоплавкие электроды тоже относятся к универсальным.
Электроды сварочные.
Как сварочный ток для электродов влияет на сварку
При осуществлении сварочного процесса необходимо правильно подбирать величину тока. Именно данный параметр в большей степени влияет на качество сварного шва.
Низкий показатель сварочного тока
может привести к нестабильности горения дуги, появлению непроваренных участков, процесс сваривания будет постоянно прерываться и в итоге сварщик получит некачественное соединение.
Слишком высокая величина приведет к перегреву или прожогу в зоне сваривания, а также к интенсивному разбрызгиванию.
В целом на выбор показателей силы напряжения влияют несколько факторов:
- марка и диаметр сварочных материалов;
- пространственное положение стержня при сварке;
- полярность напряжения (см. особенность сварки на постоянке и на переменке);
- размер шва;
- способ сварки;
- вид и толщина свариваемых металлов.
Отличия электродов постоянного и переменного тока
По виду обмазки расходники делятся на виды:
- Кислые.
- Целлюлозные.
- Рутиловые.
- Основные (фтористо-кальциевые).
Первые 3 вида являются универсальными, четвертый – предназначен для сваривания только на постоянном напряжении. Основные и рутиловые электроды наиболее распространены.
Особенность сварки на переменном электротоке заключается в менее стабильном горении дуги. Она крайне чувствительна к числу свободных носителей заряда. В обмазке основного типа содержится фтор, выступающий деионизирующим элементом. Он затрудняет горение дуги, поэтому на переменном напряжении такие расходники работают плохо.
Преимущество фтористо-кальциевой обмазки состоит в отсутствии органики, что исключает насыщение металла водородом и обеспечивает ему хорошую защиту от окисления. В результате шов получается прочным и пластичным.
Необходимо обращать внимание и на характеристики сварочного аппарата. Для старта дуги на переменном токе некоторые электроды требуют повышенного напряжения холостого хода – 70 или 90 В против стандартных 50. Это особенно необходимо при повторном розжиге, когда расходник покрыт шлаком. У большинства трансформаторов напряжение холостого хода составляет 50 В. Есть модели с дополнительным выходом, генерирующим напряжение холостого хода в 70 (В). Они стоят дороже. Для инвертора этот показатель составляет 89-93 (В).
При выборе электродов следует учитывать тип сварочного аппарата.
Достоинства и недостатки электродов для переменного тока
Говоря о достоинствах следует также упомянуть отличные защитные свойства таких электродов: они хорошо защищают сварочную ванну от негативного воздействия атмосферы. Также в работе с трансформатором не нужно использовать выпрямитель.
Но, несмотря на это, сварочные электроды переменного тока имеют свои недостатки. Они проигрывают материалам для постоянного напряжения в качестве получаемого шва, способствуют активному разбрызгиванию металла и слабо поглощают энергию от механических нагрузок, из-за чего менее долговечны.
Марки электродов для переменного и постоянного тока
На переменном токе можно варить расходниками:
- ОЗС-4, ОЗС-6, ОЗС-12 (рутиловыми). Предназначены для сварки углеродистых сталей.
- МР-3. Созданы для соединения низкоуглеродистых сталей. Рекомендованы начинающим сварщикам. Обеспечивают высокое качество соединения даже при наличии на заготовках грязи, ржавчины и влаги. Разновидность МР-3С предназначена для высокоуглеродистых и низколегированных сталей.
- АНО-4, АНО-6, АНО-21. Первая марка создана для низкоуглеродистых сталей, средняя – для углеродистых, третья – для высокоуглеродистых и низколегированных.
- WP. Вольфрамовые расходники.
- WL-15 и WL-20. Легированные вольфрамовые расходники.
Рекомендуем к прочтению Особенности сварки порошковой проволокой
Следующими электродами варят только на постоянном электротоке:
- УОНИ-13/55. Считаются лучшими для изготовления ответственных конструкций из углеродистой стали. При затухании дуги расплавленная обмазка сразу застывает на торце электрода, поэтому для повторного розжига его следует зачистить.
- ОЗЛ-8. Предназначены для сталей, легированных хромом и никелем. Используются при изготовлении узлов, испытывающих высокие нагрузки; создают прочный, устойчивый к окислению шов. Необходимо обеспечить плавное остывание металла, иначе возможно его растрескивание.
- Kobelco LB-52U (Япония). Созданы для изготовления ответственных конструкций из низкоуглеродистой стали. Часто применяются при отсутствии возможности выполнить двухстороннее обваривание, например при монтаже трубопроводов. Чувствительны к влажности обмазки, потому нуждаются в предварительной прокалке при температуре 300°С.
- ESAB OK 61.30 (Швеция). Электрод для нержавеющей стали.
Недостатки
- Электроды для сварки переменным током уступают по качеству соединения;
- В них наблюдается высокое разбрызгивание металла и неравномерное формирование шва;
- Обладают относительно невысокой ударной вязкостью.
Физико-химический состав
Электроды постоянного и переменного тока могут иметь значительные отличия в своем составе, если они предназначаются для различных типов металла, но для одинаковых они могут быть весьма схожи. Зачастую наблюдаются небольшие отличия, касающиеся десятых долей процента.
| Название элемента | Содержание в составе, % |
| Углерод | 0,08 |
| Кремний | 0,3 |
| Марганец | 0,4 |
| Фосфор | 0,025 |
| Сера | 0,03 |
Технические характеристики
Эти характеристики являются основными, которыми руководствуются специалисты при выборе. Они определяются составом, обмазкой и другими параметрами, которыми обладает наплавочный материал. Ведь для правильного выбора нужно знать какое имеют электроды временное сопротивление разрыву и так далее. На примере технических характеристик электрода ОК-46 можно узнать основные данные, которыми обладает данный тип.
| Относительное удлинение, % | 28 |
| Ударная вязкость, Дж\см в квадрате | 140 |
| Температура испытаний, градусы Цельсия | +20 |
| Сопротивление на разрыв, Н\мм в квадрате | 510 |
| Угол максимального сгиба сварного шва, градусы | 150 |
| Относительный выход наплавленного металла, % | 96 |
| Масса электродов для 1 кг шва, кг | 1,7 |
Марки
Многие из марок, которые рассчитаны на переменный ток, хорошо подходят и для работы с постоянным, причем как с прямой, так и с обратной полярностью. Именно по этой причине их выбор может показаться более широким, а также будут заметны некоторые повторения с материалами для другого рода тока. Весьма распространены следующие марки:
- АНО-4;
- АНО-6;
- АНО-21;
- МР-3;
- ОЗС-4;
- ОЗС-6;
- ОЗС-12.
Обозначение и маркировка
В маркировке род электричества указывается последней цифрой. Но с учетом того, что здесь идет подбор не только в вариантах с переменным или постоянным, а многие марки электродов для сварки переменным током могут использоваться и при постоянном, то цифр может быть несколько:
- 1 – для любой полярности постоянного тока и при переменном частотой 50 В;
- 2 – прямая полярность постоянного и переменный при 50 В;
- 3 – обратная полярность постоянного и переменный при 50 В;
- 4 – для любой полярности постоянного тока и при переменном частотой 70 В;
- 5 – прямая полярность постоянного и переменный при 70 В;
- 6 – обратная полярность постоянного и переменный при 70 В;
- 7 – для любой полярности постоянного тока и при переменном частотой 90 В;
- 8 – прямая полярность постоянного и переменный при 90 В;
- 9 – обратная полярность постоянного и переменный при 90 В;
Выбор
Первым делом при выборе стоит обращать внимание на металл, с которым будет вестись работа. Основной металл и тот, который входит в стержень электрода, должен быть как можно более схожим. Более детальные подробности уже можно узнать в конкретной марке, для чего она предназначена. Следующим важным пунктом является величина диаметра. Здесь также важно, чтобы толщина заготовки совпадала с тем, какой расходный материал используется. Также стоит обратить внимание на то, какая частота должна быть у аппарата. Материалы подходят по трем стандартам 50, 70 и 90 В. Если ваш аппарат не может поддерживать то, на что рассчитан, то лучше подобрать другую марку электродов, так как возникнет слишком много технических проблем, ухудшающих качество шва.
«Важно!Не стоит брать материалы с «0» в маркировке, так как он используется только для постоянного рода.»
Разница между сваркой переменным и постоянным током
Трансформаторы переменного тока имеют следующие преимущества:
- низкую стоимость;
- простую конструкцию;
- высокий КПД;
- надежность;
- большой ресурс.
Недостатки:
- Низкое качество шва. Он получается широким и неровным из-за колебаний дуги.
- Большие потери металла из-за сильного разбрызгивания.
- Плохое горение дуги.
- Возможность варить только углеродистую сталь.
Сварку переменным током используют в следующих ситуациях:
- К качеству предъявляются низкие требования.
- Необходимо большое тепловложение, например при строительстве судов.
Аппараты постоянного электротока сложнее, дороже. Они характеризуются относительно большими потерями мощности, но обеспечивают высокое качество соединения и стабильность дуги. Помимо углеродистой стали, ими можно варить нержавеющую, а также цветные металлы (используют соответствующие электроды).
В сварке на постоянном электротоке различают 2 способа подключения:
- С прямой полярностью. Отрицательный полюс (катод) подключается к электроду, положительный (анод) – к заготовке.
- С обратной полярностью. Анод подключают к расходнику, катод – к заготовке.
Различие токов.
Рейтинг электродов переменного тока
Типы электродов для сварки переменным и постоянным током.
Вид тока обозначается во всех маркировках расходников – это всегда последняя цифра. Главное – запомнить, что если в маркировке на последнем месте стоит 0, то электрод не годится для сварки переменным током.
- ОЗС – 12 с рутиловым покрытием. Самый распространенный вид электродов для сварки переменным током, с которым работают практически на всех аппаратах российского производства. Отлично варит детали из углеродистых сталей, приемлемы для соединений ответственных конструкций. Значительные преимущества данных электродов – возможность работать в любом положении в пространстве, отсутствие пор в шве, стойкая дуга, вполне приемлемая доза токсических газов, выделяемых во время процесса сварки.
- МР – 3 созданы для сварки низкоуглеродистых сталей. Преимущества похожи: отличная стойкая дуга, приемлемое разбрызгивание металла. Корка шлака очень легко отделяется. С этими расходниками можно варить даже ржавые, влажные и плохо очищенные заготовки.
- АНО – 4 также используются для углеродистых сталей. Отличная дуга, которая быстро и легко поджигается. Можно варить влажные и ржавые заготовки. Нет пор и трещин при образовании шва. Легкое отделение корки шлака. Практически не наблюдается разбрызгивания металла.
- МР – 3С отличаются своей высокой универсальностью: годятся и для низколегированных, и для углеродистых сталей. Дуга поджигается легко и мгновенно, шов защищен от шлака и окислов за счет рутилового покрытия. Швы выходят ровными и прочными, они выдерживают значительные нагрузки. Работать с ними можно в любом положении в пространстве.
- АНО – 6 используются для соединений деталей из низкоуглеродистых сталей. Не боятся ржавчину, окалину и грязь. Дуга стойкая и легко поджиигаемая, шов формируется правильно.
- ОЗС – 4 для углеродистых сталей, варить можно в любых пространственных положениях. Дуга поджигается легко. Можно варить на повышенных режимах металлические заготовки с кромками средней и большой толщины. Внимание! Не любит грязи на свариваемых поверхностях – перестают работать.
- АНО – 21 также предназначены для сталей с углеродными добавками и низколегированных сплавов. С ними очень просто обращаться, работать можно в каких угодно положениях, используются также совместно с инвертором и трансформатором полуавтоматического типа. Металл во время работы почти не разбрызгивается, легко отделяется шлак в виде корки. Дуга с отличными качествами – стабильная и мягкая.
- ОЗС – 6 предназначаются для углеродистых сталей. Отличаются высокой проходной скоростью, что дает высокую производительность труда со сварочным швом прекрасного качества. Способен сваривать окисленные поверхности.
Обозначения сварочного тока для электродов
Маркировка расходников имеет вид дроби. Последняя цифра в знаменателе обозначает род тока. «0» расшифровывается как «только постоянный с обратной полярностью». Прочие цифры означают, что расходник является универсальным, т.е. может варить любым видом тока. При этом для постоянного зашифрована полярность, для переменного – минимально требуемое значение вольтажа холостого хода.
Данные сведены в таблицу:
| Рекомендуемая полярность постоянного электротока | Разность потенциалов холостого хода источника переменного электротока, В | Обозначение |
| Обратная | – | |
| Любая | 50±5 | 1 |
| Прямая | 2 | |
| Обратная | 3 | |
| Любая | 70±10 | 4 |
| Прямая | 5 | |
| Обратная | 6 | |
| Любая | 90±5 | 7 |
| Прямая | 8 | |
| Обратная | 9 |
Таким образом, цифра «5» в маркировке означает, что электродом можно варить:
- Постоянным током прямой полярности.
- Переменным, если напряжение на холостом ходу источника составляет не менее 70 В.
Дополнительная информация
При сварке постоянным током наблюдается неравномерное распределение тепловой энергии между заготовкой и электродом:
- Для плавящихся расходников. Анодное пятно холоднее катодного. Поэтому для соединения тонкостенных заготовок используют прямую полярность (чтобы не прожечь их), для толстостенных – обратную (для более глубокого проплавления).
- Для тугоплавящихся расходников. Анодное пятно, наоборот, горячее катодного.
Сварку тугоплавким электродом ведут только на прямой полярности, независимо от толщины заготовок. При обратном подключении, когда разряд бьет в расходник, он быстро засоряется.