Что такое переменный ток
Данный вид тока представляет собой организованное колебательное движение заряженных частиц. Причиной явления выступает электрическое напряжение, изменяющееся по синусоидальному закону. Электроток связан с ним прямой зависимостью: I=U/R. Значит, он постоянно меняется таким же образом.
Ток и напряжение этого вида характеризуются следующими параметрами:
- Мгновенным значением. Это сила тока i и напряжение u в текущий момент времени.
- Максимальной величиной. Это наибольшее отклонение от нулевого значения (Imax и Umax).
- Амплитудой. Это разница между наибольшими отклонениями.
- Частотой. Это число колебаний в единицу времени (f). Для сетевого тока показатель составляет 50 Гц (циклов в секунду).
- Периодом. Это длительность одного цикла колебаний в секундах (T). Величина связана с частотой: Т=1/f.
Тот факт, что электроток и напряжение постоянно меняются, сильно усложняет расчеты. Для их упрощения вводят т.н. действующее значение. Это постоянный ток (напряжение), эквивалентный данному переменному, т.е. вызывающий выделение такого же количества тепла в линейном проводнике.
Например, действующим значением является вольтаж 220 В в бытовой розетке. По факту, напряжение в ней постоянно меняется по синусоидальному закону от +311 до -311 В.
Что такое постоянный ток
Постоянным током называют упорядоченное движение заряженных частиц, отвечающее 2 условиям:
- направление не меняется;
- ампераж варьируется столь плавно, что индуктивные свойства цепи никак себя не проявляют.
Один полюс источника постоянного напряжения является отрицательным (-), другой – положительным (+). Принято считать, что ток движется в направлении от «+» к «-». Но в металлах, где свободными частицами являются отрицательно заряженные электроны, они перемещаются наоборот – от «-» к «+».
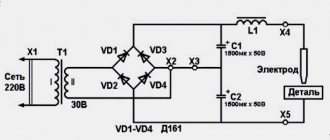
Постоянный электроток для сварки получают путем выпрямления переменного. Используют схему из диодов (вентилей) – полупроводниковых приборов, пропускающих электричество только в одном направлении. Для сглаживания пульсаций диодный мост дополняют емкостным фильтром.
Сварочный аппарат на постоянном токе (схема).
Особенности применения
Работа электрического тока в проводниках заключается в 2 явлениях:
- Выделении тепла. Его количество пропорционально квадрату силы тока: Q=(I^2)*R, где R – сопротивление проводника.
- Создании магнитного поля. Его интенсивность возрастает, если проводник смотан в катушку.
Сварка основана на первом явлении. При движении электротока через воздушный промежуток образуется дуговой разряд, характеризующийся высокой температурой. Он вызывает плавление металла, вследствие чего кромки заготовок сливаются воедино.
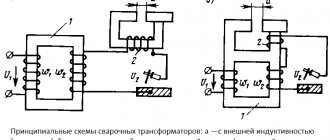
Способность электротока создавать магнитное поле используют для понижения напряжения с помощью трансформатора. Он состоит из 2 не связанных между собой катушек. Первичная подключается к сети, и протекающий в ней электроток посредством переменного магнитного поля наводит ЭДС во вторичной. Коэффициент понижения напряжения зависит от соотношения числа витков в катушках.
Рекомендуем к прочтению Как лечить ожог глаза при сварке
Что представляет собой обычный сварочный аппарат
Классический источник тока для генерации электрической дуги – трансформатор. Сварочник понижает сетевое напряжение, сила тока, соответственно, возрастает. Подобное оборудование применялось для ручной сварки повсеместно до начала 21 века.
Принцип работы трансформатора основан на методе магнитной индукции. Электрический ток, проходя по первой обмотке, намагничивает сердечник. Возникает электромагнитное поле, под воздействием волн в проводе вторичной трансформаторной обмотки формируется электроток. Напряжение на выходе зависит от количества вторичных витков. Оборудование генерирует высокоамперный ток необходимых для сварки параметров.
Компоновка сварочного трасформатора
Преимущества и недостатки сварочных трансформаторов
Сначала о достоинствах трансформаторных устройств:
- простота устройства, схема работы понятна школьнику;
- ремонтопригодность, в случае поломки трансформатор можно починить самостоятельно;
- способность длительно работать обеспечена слабой чувствительностью к перегреву во время эксплуатации;
- ударопрочность – риск механических повреждений при транспортировке минимальный;
- доступное сервисное обслуживание;
- небольшая цена;
- универсальность, аппарат применяется для сварки различных металлов;
- нет особых требований для хранения, трансформатор устойчив к повышенной влажности, запыленности.
Минусы традиционных сварочников очевидны:
- при проседании сети трансформатор отключается, для запитывания нужно стабильное напряжение;
- отсутствие точной регулировки токовых параметров, шаг настройки большой, сложно настроить оборудование для сварки тонкостенных заготовок;
- большой вес, самостоятельно передвигать оборудование сложно;
- значительные габариты;
- большая потребляемая мощность.
Стоит учесть, что большинство трансформаторов работают от трехфазной сети. У новичков, работающих с трансформатором, возникают проблемы с розжигом дуги, залипаниями. Швы сложно формировать, не имея опыта.
Влияние сварочного тока на сварку
Согласно формуле Q=I²хR, тепловложение в процессе электросварки зависит от силы тока. Чем выше ее значение, тем глубже плавится металл.
Необходимо подобрать оптимальную величину, иначе возникают следующие дефекты:
- При заниженном токе – непровар.
- При завышенном – прожог металла, обширная сварочная ванна, деформация заготовок.
В обоих случаях шов становится менее прочным.
Факторы, влияющие на выбор показателей
Величину сварочного тока выбирают по 2 критериям:
- Диаметру электрода. Чем толще расходник, тем выше ампераж.
- Материалу обмазки. Например, рутиловыми электродами варят на меньшем электротоке, чем основными.
Диаметр расходника выбирают в зависимости от толщины заготовок.
Таблица влияния сварочного тока на различные показатели.
Особенности проведения работ
Электродуговая сварка чугуна и других видов металла должна проводиться правильно. Соблюдение всех принципов и правил позволит получить прочный и качественный сварной шов.
Технология ручной электродуговой сварки включает несколько особенностей:
- На начальном этапе производится зачистка и обезжиривание заготовок, может выполняться их разрезание. К ним требуется приставить раскаленный электрод. Торцевая часть электрода делит область поверхности свариваемого элемента на ионы и электроны;
- Для того чтобы сварка была быстрее, а результат был качественным, на поверхность сварного материала (электрода) следует нанести специальные элементы. В качестве него рекомендуется использовать кальций, калий, натрий. Они ускоряют разделение металла на частицы;
- Сварочный процесс может осуществляться с использование открытой или закрытой дуги. В открытом состоянии в металлическую основу будет проникать много азота, это окажет пагубное влияние на структуру сварного шва. Для снижения этого негативного воздействия на электроды требуется нанести слой металла. В условиях промышленности наиболее оптимальным вариантом будет использование закрытого метода, при его проведении зона сварки будет защищена от воздействия кислорода;
- Далее необходимо установить электрод в оборудование для электродуговой сварки — инвертер. При помощи конца прута требуется провести два раза по торцам свариваемых металлических компонентов — это произведет разжигание дуги. После того как будет включен сварочный аппарат необходимо установить ток на требуемом уровне;
- Во время сварочного процесса электрод опирается на поверхность свариваемых деталей и медленно водится по области зазора. В сварочную ванну поступает жидкий металл, который во время застывания образует прочный и ровный сварной шов. Использование специальной технологической карты позволит точно рассчитать мощность, ток и продолжительность воздействия дуги;
- Сваривание вертикальных швов производится при помощи дуги. Уровень угла соприкосновения электрода и свариваемой поверхности должен быть прямым. Допускается небольшое отклонение на 10 градусов;
- Чтобы предотвратить наплавление жидкого металла в одной области может применяться техника елочки, треугольника или многослойное прохождение тонкой дуги.
Важно! Сварщик во время электродуговой сварки обязательно должен соблюдать все правила и этапы. Каждый метод сваривания подбирается в зависимости от используемого металла и условий проведения сварки (в промышленных или бытовых условиях).
Выбор тока для сварки материалов
Рекомендуемый диапазон приводится на упаковке с расходниками. Точное значение определяют опытным путем.
Электрод 4 мм
Такими расходниками варят заготовки толщиной 4-6 мм. Устанавливают силу электротока в пределах 120-200 А.
Электрод 3 мм
Расходники с такой толщиной используют для соединения деталей со стенкой в 3-4 мм. Оптимальные значения сварочного тока находятся в диапазоне 80-160 А.
Электрод 2 мм
Тонким расходником варят сталь толщиной 2-3 мм. Выбирают ампераж между 40 и 80 А.
Сварочное оборудование переменного и постоянного тока
Работы по сварке производят с применением следующих аппаратов:
- Трансформаторов. Наиболее простые, дешевые и надежные устройства. Дают на выходе переменное напряжение.
- Выпрямителей. Отличаются от предыдущих наличием диодного или тиристорного моста, преобразующего переменный электроток в постоянный. По сравнению с предыдущим вариантом имеют большие размеры и вес, сложнее устроены и стоят дороже.
- Инверторов. Дают на выходе постоянный электроток. Отличаются компактными размерами.
Инвертор преобразует сетевой ток в следующем порядке:
- Выпрямляет.
- Превращает в переменный с высокой частотой (60-80 кГц). Эту функцию выполняет специальный электронный узел с быстропереключающимися транзисторами, управляемый микросхемой.
- С помощью преобразователя понижает напряжение до рабочей величины.
- Опять выпрямляет.
Повышение частоты электротока позволяет существенно уменьшить размеры и вес трансформатора. В результате сокращаются стоимость устройства и потери в нем.
Оснащение инвертора электроникой дает дополнительные преимущества в виде следующих функций:
- Горячий старт. Облегчает розжиг дуги путем кратковременного увеличения напряжения.
- Антизалипание. Сброс напряжения в ситуациях, когда расходник надолго коснулся заготовки (часто наблюдается при розжиге).
- Форсаж дуги. Состоит в кратковременном увеличении силы электротока в случае, когда есть риск затухания дуги. Чаще всего это происходит при замыкании электрода и заготовки каплей расплавленного металла.
- Стабилизация. Обеспечивает сохранение параметров режима сварки в условиях колебания напряжения на входе.
Инверторы стоят дороже прочих видов, но удобство работы и высокое качество шва разницу в цене оправдывает.
Различают аппараты для следующих видов электросварки:
- Тугоплавким расходником в среде защитного газа. Используют горелку с вольфрамовым или графитовым электродом и соплом для нагнетания аргона. В зону сварки подают присадочный материал в виде проволоки. Возможна работа устройства без подачи газа. Тогда в качестве присадочного материала используют полую проволоку, заполненную флюсом. Тот при выгорании превращается в газ.
- Плавящимся электродом. Такие расходники снабжены собственным флюсом в виде покрытия (обмазки). Помимо защитных компонентов, оно содержит легкоионизируемые, улучшающие горение дуги.
Аппараты для сварки плавящимися расходниками оснащены электрододержателем.
По назначению устройства делятся на виды:
- Для ручной сварки – аргонной и плавящимся электродом.
- Полуавтоматы. Предназначены для сварки тугоплавким расходником, присадочный материал подается механизированным способом.
- Автоматы. Работа ведется без участия человека в соответствии с заданными пользователем настройками. Агрегат оснащается тугоплавким электродом.
Рекомендуем к прочтению Как выполняется сварка выпускных коллекторов
Полярность прямая и обратная: в чем разница
Полярность в сварке на инверторном аппарате – вещь чрезвычайно важная, в которой нужно разбираться.
Если сварочный ток постоянный, то и движение электронов тоже постоянное. А при таком раскладе почти не бывает разбрызгивания капель и кусочков расплавленного металла, вследствие чего шов выходит аккуратным и высокого качества.
По своей сути полярность – это направление потока электронов, которое зависит от порядка подключения кабелей к двум разным разъемам аппарата. На инверторах есть возможность выбрать вид полярности. Сила тока при сварке также может регулироваться.
Обратная полярность
Виды полярности для сварки.
Это минусовой полюс на металлической заготовке, а плюсовой – на электроде. Ток, таким образом, передвигается от минуса к плюсу, то есть от металла к электроду. Электрод при таком способе довольно сильно нагревается. Способ хорош при сварке тонких металлов так как здесь снижается риск прожога.
Прямая полярность
Здесь наоборот: минусовой полюс находится на электроде, а плюс – на металле заготовки. Ток теперь течет от электрода к свариваемой детали, которая в этом случае греется больше электрода. Так работают с толстыми кромками металлов.
Следует заметить, что полярность всегда указывается в инструкциях на пачках с электродами.
Один из главных «инверторных» вопросов от дебютантов – какая полярность самая оптимальная при сварке инвертором? Ответ зависит от многих критериев, но с точки зрения резки металла полярность должна быть прямой.
Дело в том, что при таком виде полярности расплавленный участок получается глубоким и узким – как раз тем, что нужно при резке.
При обратной полярности все наоборот: зона расплавления небольшой глубины и довольно широкая.
Что такое электроды постоянного и переменного тока
Электродом называют отрезок металлической проволоки, предназначенный для подведения электричества к заготовке. Изделия делятся на 2 вида:
- плавящиеся;
- тугоплавкие.
Изделия первого типа снабжены обмазкой. Она выполняет следующие функции:
- Образует защитный газ.
- Служит источником легирующих элементов.
- Поддерживает горение дуги за счет легкоионизируемых элементов. Для протекания электротока нужны свободные носители заряда. Присутствие в промежутке между расходником и заготовкой, помимо электронов, прочих ионов стабилизирует процесс.
Плавящиеся электроды делятся на виды:
- универсальные – работают на любом виде электричества;
- для сварки на постоянном напряжении.
Тугоплавкие электроды тоже относятся к универсальным.
Электроды сварочные.
Отличия электродов постоянного и переменного тока
По виду обмазки расходники делятся на виды:
- Кислые.
- Целлюлозные.
- Рутиловые.
- Основные (фтористо-кальциевые).
Первые 3 вида являются универсальными, четвертый – предназначен для сваривания только на постоянном напряжении. Основные и рутиловые электроды наиболее распространены.
Особенность сварки на переменном электротоке заключается в менее стабильном горении дуги. Она крайне чувствительна к числу свободных носителей заряда. В обмазке основного типа содержится фтор, выступающий деионизирующим элементом. Он затрудняет горение дуги, поэтому на переменном напряжении такие расходники работают плохо.
Преимущество фтористо-кальциевой обмазки состоит в отсутствии органики, что исключает насыщение металла водородом и обеспечивает ему хорошую защиту от окисления. В результате шов получается прочным и пластичным.
Необходимо обращать внимание и на характеристики сварочного аппарата. Для старта дуги на переменном токе некоторые электроды требуют повышенного напряжения холостого хода – 70 или 90 В против стандартных 50. Это особенно необходимо при повторном розжиге, когда расходник покрыт шлаком. У большинства трансформаторов напряжение холостого хода составляет 50 В. Есть модели с дополнительным выходом, генерирующим напряжение холостого хода в 70 (В). Они стоят дороже. Для инвертора этот показатель составляет 89-93 (В).
При выборе электродов следует учитывать тип сварочного аппарата.
Выбор рода тока. Сварка на переменном токе
В настоящее время более широкое распространение имеет сварка на переменном токе. Это объясняется главным образом эксплуатационными и экономическими преимуществами этого вида сварки, состоящими в следующем.
1. Оборудование для сварки на переменном токе (трансформаторы и регуляторы) значительно дешевле, чем для сварки на постоянном токе, имеет меньший вес и габариты, проще в отношении обслуживания, ухода и эксплуатации.
2. Коэффициент полезного действия (к. п. д.) сварочных трансформаторов с регуляторами составляет 0,8—0,85, а агрегатов для однопостовой сварки на постоянном токе 0,3—0,6. При многопостовой сварке на постоянном токе значительная часть энергии теряется в балластном реостате, поэтому средний к. п. д. поста составляет только 0,24—0,43. Различные к. п. д. оборудования обусловливают различный расход энергии на 1 кг наплавленного металла: 3—4 квт-час/кг при сварке на переменном токе, 6—8 квт-час/кг при однопостовой и 8—10 квт-час/кг при многопостовой сварке на постоянном токе. Кроме того, при сварке на переменном токе магнитное отдувание дуги значительно меньше, чем при сварке на постоянном токе.
К недостаткам сварки на переменном токе относятся:
1) низкий коэффициент мощности сварочного поста, равный обычно 0,3—0,4; cos ф электрического двигателя у преобразователя для сварки на постоянном токе равен 0,6—0,7;
2) меньшая устойчивость сварочной дуги переменного тока при сварке электродами малых диаметров;
3) в практике иногда применяют электроды, которыми можно работать только при обратной полярности постоянного тока (например, УОНИ-13 и др.), а также электроды, предназначенные для сварки на переменном и постоянном токе, но дающие лучшее качество швов при сварке на постоянном токе (например, К-5 и др.). Применение таких электродов ограничивает сварку на переменном токе.
Выбор рода тока производят исходя из приведенного выше сравнения сварки на переменном и постоянном токе.
www.prosvarky.ru
Марки электродов для переменного и постоянного тока
На переменном токе можно варить расходниками:
- ОЗС-4, ОЗС-6, ОЗС-12 (рутиловыми). Предназначены для сварки углеродистых сталей.
- МР-3. Созданы для соединения низкоуглеродистых сталей. Рекомендованы начинающим сварщикам. Обеспечивают высокое качество соединения даже при наличии на заготовках грязи, ржавчины и влаги. Разновидность МР-3С предназначена для высокоуглеродистых и низколегированных сталей.
- АНО-4, АНО-6, АНО-21. Первая марка создана для низкоуглеродистых сталей, средняя – для углеродистых, третья – для высокоуглеродистых и низколегированных.
- WP. Вольфрамовые расходники.
- WL-15 и WL-20. Легированные вольфрамовые расходники.
Рекомендуем к прочтению Выбор полярности при сварке
Следующими электродами варят только на постоянном электротоке:
- УОНИ-13/55. Считаются лучшими для изготовления ответственных конструкций из углеродистой стали. При затухании дуги расплавленная обмазка сразу застывает на торце электрода, поэтому для повторного розжига его следует зачистить.
- ОЗЛ-8. Предназначены для сталей, легированных хромом и никелем. Используются при изготовлении узлов, испытывающих высокие нагрузки; создают прочный, устойчивый к окислению шов. Необходимо обеспечить плавное остывание металла, иначе возможно его растрескивание.
- Kobelco LB-52U (Япония). Созданы для изготовления ответственных конструкций из низкоуглеродистой стали. Часто применяются при отсутствии возможности выполнить двухстороннее обваривание, например при монтаже трубопроводов. Чувствительны к влажности обмазки, потому нуждаются в предварительной прокалке при температуре 300°С.
- ESAB OK 61.30 (Швеция). Электрод для нержавеющей стали.
Разница между сваркой переменным и постоянным током
Трансформаторы переменного тока имеют следующие преимущества:
- низкую стоимость;
- простую конструкцию;
- высокий КПД;
- надежность;
- большой ресурс.
Недостатки:
- Низкое качество шва. Он получается широким и неровным из-за колебаний дуги.
- Большие потери металла из-за сильного разбрызгивания.
- Плохое горение дуги.
- Возможность варить только углеродистую сталь.
Сварку переменным током используют в следующих ситуациях:
- К качеству предъявляются низкие требования.
- Необходимо большое тепловложение, например при строительстве судов.
Аппараты постоянного электротока сложнее, дороже. Они характеризуются относительно большими потерями мощности, но обеспечивают высокое качество соединения и стабильность дуги. Помимо углеродистой стали, ими можно варить нержавеющую, а также цветные металлы (используют соответствующие электроды).
В сварке на постоянном электротоке различают 2 способа подключения:
- С прямой полярностью. Отрицательный полюс (катод) подключается к электроду, положительный (анод) – к заготовке.
- С обратной полярностью. Анод подключают к расходнику, катод – к заготовке.
Различие токов.
Конструкция инвертора
Инверторы иногда называют сварочными аппаратами постоянного тока, поскольку при их работе на первом этапе происходит преобразование переменного напряжения в постоянное.
Инверторы активно вытесняют аппараты на трансформаторах благодаря небольшому весу, компактным размерам и высокой производительности.
Сварочный инвертор состоит из высоковольтного выпрямительного диодного моста и фильтра низких частот, генератора частоты в пределах 30-70 кГц, силовых высоковольтных ключей, разделительного конденсатора и понижающего трансформатора. Он выполняет функцию преобразователя низкочастотного переменного тока в высокочастотный.
Напряжение 220 В 50 Гц подается на выпрямительный мост, где происходит его выпрямление, фильтр снижает пульсации и поступает на электронные ключи выполненные на биполярных транзисторах с изолированным затвором или полевых транзисторах.
На выходе ключей, благодаря блоку управления на основе генератора частоты, получается сигнал частотой 30-70 кГц. Проходя через разделительный конденсатор, электроток избавляется от постоянной составляющей и поступает на первичную обмотку понижающего трансформатора.
На выходе вторичной обмотки получается высокочастотный переменный ток, который используется для сварки. По сути, сварочные инверторы переменного тока выполняются, как импульсные источники питания без выпрямительного блока на выходе.
Из-за быстрого перехода через ноль сварочные инверторные аппараты переменного тока имеют устойчивую, равномерную дугу, что положительно сказывается на качестве шва.
Использование инвертора позволяет получить малогабаритный аппарат большой мощности. Недостатком инвертора можно считать высокую чувствительность к скачкам напряжения.
Обозначения сварочного тока для электродов
Маркировка расходников имеет вид дроби. Последняя цифра в знаменателе обозначает род тока. «0» расшифровывается как «только постоянный с обратной полярностью». Прочие цифры означают, что расходник является универсальным, т.е. может варить любым видом тока. При этом для постоянного зашифрована полярность, для переменного – минимально требуемое значение вольтажа холостого хода.
Данные сведены в таблицу:
| Рекомендуемая полярность постоянного электротока | Разность потенциалов холостого хода источника переменного электротока, В | Обозначение |
| Обратная | – | |
| Любая | 50±5 | 1 |
| Прямая | 2 | |
| Обратная | 3 | |
| Любая | 70±10 | 4 |
| Прямая | 5 | |
| Обратная | 6 | |
| Любая | 90±5 | 7 |
| Прямая | 8 | |
| Обратная | 9 |
Таким образом, цифра «5» в маркировке означает, что электродом можно варить:
- Постоянным током прямой полярности.
- Переменным, если напряжение на холостом ходу источника составляет не менее 70 В.
Виды аппаратов
Обычно при проведении электродуговой сварки используется простой сварочный аппарат — трансформаторный. Он работает по принципу обычного трансформатора, понижает напряжение и повышает ток. Данное устройство варит при помощи переменного тока.
Однако трансформаторное сварочное оборудование неудобное, оно обладает огромными размерами. По этой причине могут возникнуть проблемы с его перемещением. Для этих целей требуется специальное приспособление на колесиках.
Если требуется мобильный сварочный аппарат для электродуговой сварки, то отличным вариантом будет инвертор. Данное оборудование первым делом преобразует переменный ток от бытовой сети в ток с высокой частотой. А уже после этого оно переводит его в постоянный. Кроме этого устройства этого вида имеют небольшую массу, компактные габариты.
Инверторное сварочное оборудование для электродуговой сварки помогает добиться максимальной стабильности дуги. Именно это оказывает положительное воздействие на качество шва. Кроме этого устройство позволяет использовать разные режимы — с прямой и обратной полярностью.
Дополнительная информация
При сварке постоянным током наблюдается неравномерное распределение тепловой энергии между заготовкой и электродом:
- Для плавящихся расходников. Анодное пятно холоднее катодного. Поэтому для соединения тонкостенных заготовок используют прямую полярность (чтобы не прожечь их), для толстостенных – обратную (для более глубокого проплавления).
- Для тугоплавящихся расходников. Анодное пятно, наоборот, горячее катодного.
Сварку тугоплавким электродом ведут только на прямой полярности, независимо от толщины заготовок. При обратном подключении, когда разряд бьет в расходник, он быстро засоряется.