Рабочие характеристики устройства:
Габариты главного узла 445 х 180 х 271 мм
Вес аппарата: 5.3 кг. Место производства: Китайская республика
Гарантия: 12 месяцев
Класс инструмента: Для бытовых нужд Тип оборудования: Инверторный Тип сварки: (ММА) (сварка покрытым электродом) Мощность: 5500 Вт Сварочный ток аппарата: DC постоянный
Варианты фаз: 1 Тип источника питания: от сети (220 В) Диапазон диаметр электрода: 1.6 — 5 мм Макс. возможная мощность: 5000 Вт Макс. напряжение сети: 180-240 В Форма охлаждение: воздушно-принудительное Класс защиты / тип изоляции: IP 21/H Мин. сила тока : 20 А Напряжение в холостую: 75 В Номинальная частота: 50 Гц Тип упаковки: Пластиковый чемодан
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
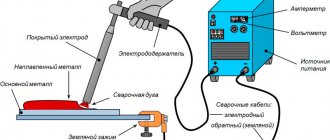
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.
Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
Достоинства Gerrard MMA-200
Аппарат Gerrard MMA-200 Home Line является новым ремейком варианта MMA-200 той же торговой марки. Модернизированный вариант оснащен электронным циферблатом, удобной ручкой для транспортирвки. Про перенос аппарата инженеры также позаботились снабдив его специальным кейсом. Имея небольшой вес можно легко применять Gerrard MMA-200 во время монтажа на высоте, он не сковывает вас в движениях. Если вы владелец автомастерской, или сварочный аппарат нужен вам на дачном участке или гараже, подобная модель отлично подойдет. Gerrard MMA-200 предназначен для сварки, резки и наплавке различных черным, а также цветных металлов. Имея большой спектр возможным применяемых электродов, сварщик сможет выбрать любой необходимый диаметр вплоть до 5мм. Данная модель имеет первый класс защиты от удара током. Аппарат является очень тихим в работе, малый расход энергии, и отличную стоимость.
gerrard mma 200 отзывы
Мы на основе отзывов составили характеристику данного инвертора. Большинство пользователей даже если и заметили негативные стороны продукта, в общем и целом были довольны приобретением, и не жалели потраченных средств. Кроме того не стоит забывать что среди покупателе много новичков в области сварки, которые приписываю инвертору собственные ошибки в эксплуатации. Давайте остановимся на плюсах аппарат которые заметил отечественный потребитель:
- хороший аппарат за небольшие деньги;
- длительная работоспособность аппарата, что не характерно для инверторов, доходящая до целого рабочего дня, без перегрева;
- маленькие габариты и вес gerrard mma 200;
- удачная длительная эксплуатация;
- -незначительное залипание электрода.
Принципиальная схема сварочного инвертора
Современные сварочные работы проводятся при применении специальных инверторов. Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью. Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку.
Элементы электрической схемы сварочных инверторов
Принципиальная электрическая схема инверторного сварочного аппарата предусматривает сочетание нескольких элементов, которые связаны между собой. Основными можно назвать:
- Блок, отвечающий за подачу энергии к силовой части. Этот элемент представлен сочетанием нескольких устройств, которые способны изменять параметры тока до требуемых значений. Как правило, включается емкостный фильтр и выпрямитель.
- В устройство входит силовой трансформатор. Также в блок питания сварочного инвертора входит транзистор 4n90.
- Отдельный элемент отвечает за питание слаботочной части конструкции.
- Для контроля основных параметров устанавливается ШИМ контроллер. Он представлен сочетанием датчика тока нагрузки и трансформатора.
- Отдельный блок отвечает за защиту конструкции от воздействия тепла. При прохождении электрического тока некоторые элементы могут серьезно нагреваться. Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.
- Блоки управления, которые позволяют устанавливать основные параметры, а также элементы индикации.
Пример принципиальной схемы для тока 250А
Оборудование диодного моста для сварочного аппарата производится и устанавливается с учетом мощности устройства и некоторых других моментов. Каждый аппарат имеет свои особенности, которые рассмотрим далее подробно.
Распространенные причины поломок
Ремонт сварочных инверторов своими руками возможен при таких неисправностях:
- Неустойчивая сварочная дуга. Подобная неисправность в большинстве случаев связана с неправильным выбором режима работы инвертора. Для выбора оптимальной силы тока можно придерживаться правила: на 1 миллиметр диаметра электрода должно подаваться от 20 до 40 ампер тока.
- Появление усилий при отрыве электрода от металла. Типичная неисправность, возникающая из-за низкого напряжения, приходящего на электроды. Наиболее простым способом решения данной проблемы является очистка контактов блока питания от окислов и нагара.
- Отсутствие сварочной струи. Если при повороте тумблера включения устройства нет никакого питания, то следует проверить напряжение в электрической сети.
- Отключение инвертора при длительной работе. Как правило, подобное поведение инвертора может быть связано с перегревом. Выход из положения прост: дать аппарату остыть и через 30 минут вновь приступить к работе.
Схема инверторного сварочного аппарата.
При диагностике сварочного аппарата могут выявиться неисправности:
- возникшие в результате неправильного выбора режима сварочных работ;
- возникшие вследствие выхода из строя электронных компонентов оборудования.
В любом из вышеназванных случает можно провести ремонт сварочного инвертора своими руками.
Большинство неисправностей данного узла сварочного аппарата связаны с выходом из строя электронных комплектующих.
Основные виды неисправностей электронной схемы представлены:
- Попаданием влаги внутрь корпуса инвертора. Окисление токопроводящих дорожек вследствие попадания влаги может служить причиной нарушения контакта между основными компонентами устройства.
- Образованием большого количества пыли на основных рабочих элементах. Обильное пылевое загрязнение элементов инвертора может нарушить естественную циркуляцию воздуха в корпусе и привести к перегреву электронных компонентов.
- Выбором неправильного режима работы инвертора, повлекший за собой перегрев электронных компонентов. Выход из строя инвертора по причине перегрева электронных комплектующих – это одна из наиболее типичных поломок.
Кроме этого, неработоспособность устройства может быть связана с выходом из строя одного из модулей.
В большинстве инверторов используются:
- входной выпрямитель;
- выходной выпрямитель;
- блок управления ключами;
- охлаждающая система.
Схемы аппаратов Сварис
Сварочный аппарат Сварис 200 характеризуется простотой в применении и невысокой стоимостью. Уже моделям Сварис 160 были присущи высокие эксплуатационные характеристики, а новый вариант исполнения был усовершенствован. Схема инверторного сварочного аппарата определяет следующие эксплуатационные характеристики:
- Максимальный показатель потребления составляет 5 кВт.
- Сварочный ток может варьировать в пределе от 20-200 А.
- Показатель напряжения холостого хода 62 В.
- Показатель КПД 85%.
- Рекомендуемые электроды 1,6-5,0.
Инверторные аппараты — новое поколение ручной сварки
С начала 2000 годов инверторные сварочные аппараты стали дешевле и доступнее. Чтобы провести дома сварочные работы, достаточно иметь это маленькое и простое в обращении устройство и хорошие электроды.
Преимущества инверторов
Инверторные аппараты имеют малый вес, компактные размеры, а сфера использования и качество сварки у них выше, чем у тяжёлых и громоздких сварочных трансформаторов. Они выполняют свою задачу в полном объёме: варят машины, ворота, конструкции из труб (например, парники или беседки). Работа с ними мобильна — перебросив через плечо раздвижной ремень, сварку проводят в любых труднодоступных местах.
При вертикальной, горизонтальной или верхней сварке ток уменьшают на 10–20%, а при сварке под углом — увеличивают на такую же величину по сравнению с обычным положением.
С подключением также нет проблем, сварочный аппарат работает от обычной электрической сети. Замечательно, что он не остановится при понижении сетевого напряжения. При отклонении в пределах +/- 15% устройство продолжит нормально работать. Значение тока можно регулировать, подбирая мощность в зависимости от типа и толщины металла. Всё это делает инверторы идеальными и для новичков, и профессионалов.
Видео: испытание самодельного инверторного аппарата
Как работают сварочные инверторы
Инверторный аппарат соединяет детали постоянным током при помощи электродуговой сварки электродом с покрытием. Большой плюс в том, что в самом начале процесса нет скачков электроэнергии в сети, к которой подключено устройство. Накопительный конденсатор обеспечивает бесперебойность электрической цепи и мягкое разжигание дуги с её дальнейшим автоматическим поддержанием. При подключении к электрической розетке переменное напряжение сети частотой 50 Гц преобразуется сначала в постоянное, а потом в высокочастотное модулированное напряжение. Затем с помощью высокочастотного трансформатора сила тока растёт, напряжение уменьшается, а ток на выходе выпрямляется. Аппарат предусматривает регулировку величины сварочного тока и защиту от перегрева.
Инверторный аппарат сначала выпрямляет и модулирует входной ток, а затем увеличивает его силу за счёт снижения напряжения до появления дуги
Базовый режим работы инверторных сварочных аппаратов — ММА. Это ручное дуговое сваривание штучными обмазочными электродами. Для сварки стальных и чугунных изделий на постоянном или переменном токе используют диаметр 1,6–5,0 мм.
Аппараты различаются мощностью и продолжительностью рабочего цикла. Второй показатель — это период, в течение которого разрешено варить на максимально допустимой мощности, чтобы не допустить перегрева устройства. Его обозначают буквами ПВ (период включения) и определяют в процентах относительно единицы времени в 10 минут. Например, если на аппарате указан ПВ 60%, это значит, что им можно варить в течение 6 минут, а затем выключить на 4 минуты. Иногда цикл сварки устанавливается равным 5 минутам. Тогда значение показателя ПВ в 60% обозначает период работы в 3, а отдыха в 2 минуты. Показатели ПВ и рабочего цикла указываются в инструкции на каждый аппарат.
Схемы моделей ММА-200 и ММА-250
Большое распространение получили модели ММА-200 и ММА-250. Эти инверторы практически идентичны, разница заключается лишь в нижеприведенных моментах:
- Схема сварочного инвертора ММА 250 предусматривает наличие в выходном каскаде по 3 резистора полевого типа. Все ни подключены параллельно. Схема сварочного инвертора ММА 200 указывает лишь на наличие двух резисторов.
- У новой версии три импульсных трансформатора, в то время как у старой только два.
Основная схема обеих моделей практически полностью идентична.
Схема инвертора ММА-200
Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.
- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.
При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Схемы других моделей
Как ранее было отмечено, практически все инверторы работают по схожему принципу, и создаваемые схемы могут отличаться несущественно. Все сварочные аппараты делятся на несколько основных групп:
- Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Подобная схема характеризуется высокой эффективность, а конструкция имеет небольшой вес.
- Для применения тугоплавких электродов применяется сварочное оборудование типа ММА+TIG. Они могут работать в среде инертных газов.
- На производственных линиях встречаются агрегаты с полуавтоматической подачей прутка. В этом случае работа, как правило, проводится в среде инертных газов или в специальных ванночках.
- При кузнечном или прочем ремонте используется точечная сварка.
Модель ARC 160, схема которой довольно сложна, может применяться для проведения самых различных работ. В отличии от arc 140, схема новой модели лишена основных недостатков.
Сварочный инвертор ТОРУС 250
Вариант исполнения торус 250 состоит из следующих элементов:
- Генератора тактового типа, построенного на микросхеме TL Стоит учитывать, что схема мощного инвертора не предусматривает использование ШИМ, но в микросхеме есть два компаратора с датчиками тепловой защиты.
- Система защиты и регулировочный модуль выполнены на основе LM Датчик, определяющий параметры тока, помещен на ферритовом кольце с обмоткой.
- В схему включается также два выходных драйвера, построенные на IR
В отдельную категорию относят схему сварочного инвертора на тиристорах, которая получила весьма широкое распространение.
Ремонт Торус 250 следует проводить с открытия конструкции и визуального осмотра основных элементов. В рассматриваемом случае они следующие:
- Выпрямитель выходного типа представлен отдельной платой, на которой размещается два радиатора. Они служат в качестве основания для размещения диодных сборок. Также в модуль входит один трансформатор и дроссель. Количество элементов в выходном выпрямителе во многом зависит от конкретной сборки.
- Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Для того чтобы снизить степень нагрева все они размещаются на отдельных радиаторах, которые изолированы специальными прокладками.
- В качестве выходного выпрямителя используется мощный диодный мост. В рассматриваемом случае он расположен в нижней части конструкции. На этой модели устанавливается крайне надежный и практичный мост, который сложно спалить при исправной работе системы охлаждения.
- Микросхема управления является основным элементом конструкции. Как правило, от правильности его работы зависит долговечность всего аппарата. Самостоятельно проверить блок можно только при наличии специального осциллографа и соответствующих навыков работы с ним.
- Корпус с вентилятором системы охлаждения. Как правило, охлаждающий блок выходит из строя только в случае механического воздействия.
Для диагностики многих элементов приходится проводить их демонтаж. Именно поэтому лучше всего доверить работу профессионалам, так как неправильная сборка может привести к существенным проблемам.
Сварочный инвертор САИ 200, схема которого несущественно отличается от аппаратов схожего типа, применяется для ручной дуговой сварки и наплавки при применении штучных электродов. RDMMA 200 относится к оборудованию нового типа, которое создается без применения трансформаторов. За счет этого возможна более точная и плавная регулировка показателей тока, при работе не появляется сильного шума.
В заключение отметим, что вышеприведенная информация определяет сложность конструкции сварочных инверторов. При этом производители не распространяют подробные схемы устройств, что усложняет обслуживание и ремонт. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Именно поэтому перед проведением каких-либо работ нужно подробно ознакомиться с конструктивными особенностями устройства.
УСТРОЙСТВО И РЕМОНТ СВАРОЧНОГО ИНВЕРТОРА
Современные сварочные аппараты с целью уменьшения габаритов и массы, строятся исключительно по инверторной схеме, с мощными полевыми транзисторами в качестве силовых переключающих элементов. Несмотря на множество различных моделей таких аппаратов, суть работы и принцип действия почти одинаковы. Данная статья будет полезна для понимания функционирования схем инверторов, а так-же для их самостоятельного ремонта. В качестве примера выбран отечественный сварочный инвертор «ТОРУС”.
Устройство сварочного аппарата «ТОРУС-200”
«ТОРУС-200” – сварочный аппарат инверторного типа представляет собой источник постоянного тока с защитой от КЗ и тепловой защитой. Преобразователь источника тока выполнен по полномостовой схеме с частотой преобразования около 100 кгц. Регулировка тока производится изменением скважности управляющих импульсов при постоянной частоте. Четыре ключа преобразователя располагаются на отдельных радиаторах. Каждый ключ состоит из четырёх параллельных полевых транзисторов IRFP460.
Трансформатор преобразователя намотан проводом-литцендратом в шёлковой оплётке прямо на сердечник, т.е. без каркаса. Рядом установлен дроссель, который включен последовательно первичке трансформатора, причём намотка обоих выполнена одним куском провода, т.е. «по месту”. Выходной выпрямитель выполнен по двухтактной схеме (со средним выводом вторичной обмотки). Каждое плечо выпрямителя смонтировано на отдельном радиаторе и состоит из двух диодных сборок 60CPQ150 или четырёх 30CPQ150. Выпрямитель, питающий преобразователь состоит из моста GBPC3508W, установленного на радиатор и шести параллельных электролитических конденсаторов 470 мкф 400в. Принципиальная схема:
Схема мягкого включения представляет собой реле задержки включения полного заряда конденсаторов выпрямителя питания преобразователя. Исполнительный элемент – э.м. реле замыкающее мощный резистор.
На плате управления располагаются:
1. Блок питания электроники, который выполнен как отдельны модуль и представляет собой стандартный БП на 15в. 2. Схема «мягкого включения”. 3. Блок конденсаторов зарядно-разрядной цепи преобразователя. 4. Схема управления преобразователем. Также, на передней панели аппарата установлена платка индикации, выключения и регулировки тока.
Схема управления преобразователем состоит из:
1. Тактового генератора на микросхеме TL494. Он выдаёт две фазы тактовых импульсов с частотой около 100 кгц. Функции ШИМ не используются и микросхема выдаёт импульсы постоянной скважности. В этой микросхеме есть два компаратора, к которым подключены датчики тепловой защиты (терморезисторы на дросселе и радиаторе выходного выпрямителя).
2. Схемы регулировки тока и защиты по КЗ. Выполнены на двух компараторах микросхемы LM393. Датчик тока выполнен на ферритовом кольце с обмоткой, сквозь которое проходит плюсовой провод питания преобразователя.
3. Два выходных драйвера на микросхемах IR2112. На входы драйверов поступают тактовые импульсы, скважность которых изменяется в драйвере от импульсов, поступающих с компараторов схемы регулировки тока и защиты от КЗ. Выходы драйверов нагружены на импульсные трансформаторы, со вторичных обмоток которых управляющие импульсы поступают на ключи преобразователя.
Рекомендации по самостоятельному ремонту сварочного аппарата
СА «Торус” выпускается несколькими производителями. Первый такой аппарат попался под названием «Дуга-200” и на момент написания этой статьи через мои руки прошло семь аппаратов данной конструкции. Предполагаю, что эта схема подойдёт и для младших моделей «Торуса”, поскольку для того, чтобы уменьшить максимальный сварочный ток достаточно уменьшить число ключей в группе и число диодных сборок или поставить более слабые компоненты.
Для ремонта сварочного аппарата, как и любого другого электронного устройства крайне желательно иметь некоторые познания в электронике и хотя бы минимальный опыт ремонта. Если ни того, ни другого нет, но есть много желания и денег, тогда можно попробовать. Из приборов необходим осциллограф и стрелочный авометр. Любой ремонт начинается с вскрытия и внешнего осмотра внутренностей. Конструктивно «Торус” состоит из следующих модулей:
1. Модуль входного выпрямителя 2. Модуль выходного выпрямителя.. 3. Плата управления ключами. 4. Корпус с вентилятором.
Модуль входного выпрямителя. Входной выпрямитель – это мощный диодный мост, установленный на радиатор, который крепится к плате управления снизу. Мост GBPC3508W крайне надёжен и чтобы его спалить надо ещё постараться. Тем не менее и его проверить не лишнее. Все знают как звонится мост и нового тут не выдумать. Для неопытных можно посоветовать отпаять от него провода, чтобы в случае КЗ не вводить себя в заблуждение. Радиатор с мостом лучше сразу снять с платы чтобы в дальнейшем облегчить работу с ней.
Модуль ключей. Модуль ключей состоит из четырёх групп по четыре транзистора в группе. Каждая группа смонтирована на отдельном радиаторе на изолирующей прокладке. Кроме ключей в модуль входят шесть электролитических конденсаторов сглаживающего фильтра выпрямителя, питающего преобразователь (входного выпрямителя).
Чаще всего неисправный транзистор сразу виден: треснутый или взломанный корпус, прогоревшие выводы, но иногда внешних признаков неисправности нет и тогда для выявления неисправного транзистора следует применить стрелочный авометр. Включаем его в режим измерения сопротивления на предел Ком х1 и выбираем любую группу. Я думаю, не лишним будет напомнить, что все измерения следует проводить на выключенном из сети аппарате. Измеряем сопротивление между стоком и истоком. Для тех, кто не знает цоколёвки транзистора IRFP460: если расположить корпус выводами вниз и маркировкой к себе, то слева направо будут затвор, сток, исток. Между стоком и истоком есть встречно-параллельный диод, он и должен звониться, т.е. в одну сторону высокое, в другую низкое сопротивление. Короткое замыкание – неисправность одного или нескольких транзисторов в группе и если таковое есть, то неисправный транзистор выявляется только путём выпаивания.
Если группа звонится как положено (в одну сторону), то это не всегда означает, что все транзисторы в группе исправны. Их надо по отдельности проверить на «открываемость”. Это можно сделать не выпаивая каждый транзистор. Сначала отпаиваем по одному концу выравнивающих резисторов от каждого затвора, ставим минусовой щуп на исток первого транзистора, плюсовой на сток. Тестер должен показать высокое сопротивление. Теперь на мгновение прикасаемся плюсовым щупом (не снимая минусового) к затвору и снова перекидываем его на сток. Сопротивление должно упасть почти до нуля и это означает, что транзистор открылся. Пинцетом или скальпелем замыкаем затвор со стоком или истоком и снова замеряем сопротивление сток-исток, которое должно увеличиться почти до бесконечности (но надёжнее для запирания транзистора подать но затвор обратное напряжение, т.е. минус на затвор, плюс на сток) и это означает, что транзистор закрылся. Если это так, переходим к другому транзистору, в противном случае перепроверяем и выкусываем неисправный транзистор, поскольку так легче подготовить место для монтажа исправного транзистора. Если все транзисторы в группе исправны, припаиваем к затворам концы выравнивающих резисторов, помечаем группу как исправную и переходим к следующей группе. Для ремонта, проверки и поиска возможных аналогов радиоэлементов, изучите их даташиты.
Когда все транзисторы проверены и неисправные заменены исправными, модуль ключей можно условно считать исправным. Условно – это потому, что окончательная проверка будет при наличии управляющих сигналов. В недавнем времени ключи стали снабжать снабберами (конденсаторами, впаянными между стоком и истоком каждого транзистора), которые защищают транзисторы от пробоя. Экономичность аппарата при этом несколько снижается, зато надёжность возрастает многократно. При прозвонке транзисторов конденсаторы можно не отпаивать, т.к. на результаты измерений они не влияют.
Модуль выходного выпрямителя. Модуль выходного выпрямителя состоит из платы с двумя радиаторами, на которых смонтированы силовые диодные сборки. В зависимости от применяемых сборок, их количество на радиаторе может быть разным – две или четыре. Также, в модуль входят дроссель и трансформатор. Диодные сборки выходного выпрямителя выходят из строя крайне редко. В двухсотой модели применяются две сборки 60CPQ150 или четыре 30CPQ150, а в каждой сборке по два диода по 60 и 30 ампер (соответственно) максимального тока каждый. В сумме это 240 ампер постоянного тока. Запас в 40 ампер довольно надёжен, к тому же максимальный импульсный ток едва ли не на порядок больше. Все знают как звонятся диоды. Если группа звонится накоротко, нужно искать пробитый диод. Без выпаивания здесь не обойтись и для этого удобно использовать паяльник с отсосом. Когда все диоды проверены и неисправные заменены, модуль можно пометить как исправный и приступить к проверке платы управления.
Плата управления ключами – это самый сложный из всех блоков аппарата и от его правильной работы зависит надёжность аппарата и целостность его компонентов. Предварительную проверку работоспособности платы управления можно произвести без её демонтажа, т.е. прямо по месту. Первым делом отключаем питание преобразователя, для чего отпаиваем от входного моста один из толстых проводов идущих от платы управления (переменное 220в) и изолируем его оголённый конец изолентой.
Поскольку для оценки работоспособности платы управления необходимо оценивать быстроменяющиеся сигналы, без осциллографа (и навыка работы с ним) здесь не обойтись. Вставляем вилку питания в розетку и внимательно слушаем. Вращается вентилятор и через 3-5 секунд слышится щелчок. Его издаёт реле схемы «мягкого” включения. Если щелчка нет или он слышен сразу после включения, значит схема «мягкого” включения неисправна. Также, если щелчка не последовало, стоит проверить наличие питающего напряжения +15в. Источник этого питания приклеен к плате управления и подпаян к ней четырьмя проводами: два из которых – переменное 220в и другие два – плюс и минус 15в. Если питания нет, демонтируем источник питания и ремонтируем или заменяем его, поскольку он стандартный.
Схема «мягкого” включения очень проста и основана на срабатывании эм. реле K2 в результате открывания транзистора VT5 после заряда конденсатора C22 в его базовой цепи. Контакты реле S3 закорачивают резистор R40, который гасит ток заряда конденсаторов фильтра входного выпрямителя. Этот резистор очень слаб и часто выходит из строя. Этот резистор, даже если он исправен, я заменяю на более мощный для повышения надёжности аппарата. Отсутствие задержки срабатывания реле может быть вызвано обрывом ёмкости заряда C22, пробоем транзистора VT5 и пробоем аналога динистора VD4 в цепи базы транзистора.
Далее проверяем наличие сигналов управления ключами. Эти сигналы поступают по четырём витым парам проводов на шинки затворов модуля ключей. Устанавливаем развёртку осциллографа на 5 мкс\дел, а аттенюатор на 5 или 2в\дел. Общий провод осциллографа соединяем с общим проводом платы управления (занимает заметную часть площади лицевой стороны), а щупом проверяем сигналы на ногах 1 и 7 микросхем DD2 и DD3. В норме там должны быть прямоугольные с закруглённым фронтом импульсы амплитудой около 15в с частотой около 100Кгц. Если импульсы есть, следует проверить их прохождение до каждого затвора.
Если аппарат до Вас побывал в чьих-то «умелых” руках не лишнее проверить фазировку управляющих сигналов: если витые пары перепутаны местами, то есть угроза нарваться на сквозной ток, а если перепутаны провода в паре, то ключ не будет открываться. Мне попадались аппараты буквально «перепаханные” «умельцами” и эти аппараты пришлось проверять досконально. Ситуация усложнена ещё и тем, что качество сборки аппаратов полукустарное и не всегда можно отличить пайку производителя от пайки «умельца”.
Для несведущих могу уточнить: на затвор должны поступать положительные (относительно истока) импульсы амплитудой около 15в. Одновременно должны открываться группы 1 и 4 в одном такте и 2 и 3 в другом такте. Синфазность сигналов можно определить при помощи двухканального осциллографа.
Если сигналы управления с платы управления приходят на каждый затвор с нужной амплитудой и в нужной фазе, можно попробовать включить аппарат. Для того, чтобы подстраховаться от последствий невыявленной неисправности, питание преобразователя включим через лампу накаливания 150-200вт — удобнее включить её в разрыв переменной цепи моста входного выпрямителя. Подпаиваем все провода, отпаянные ранее с учётом лампы и включаем аппарат в сеть и смотрим на лампу. В первый момент лампа может ярко вспыхнуть (заряжаются ёмкости фильтра), но постоянно она должна светиться слабо. Яркое свечение свидетельствует о коротком замыкании в схеме или цепи нагрузки. .Когда все неисправности устранены, лампу отпаиваем, припаиваем к мосту провод питания и включаем аппарат в сеть. Измеряем напряжение на выходных клеммах – нормальный уровень напряжения должен быть около 60 постоянных вольт.
В случае, когда плата управления не выдаёт запускающих импульсов, её для удобства работы лучше отделить от всех узлов, т.е.отпаять витые пары от ключей, предварительно промаркировав группы и провода, отпаять датчики перегрева и заизолировать концы проводов, отпаять и отсоединить мост входного выпрямителя, отпаять шнур сетевого питания.
Далее припаиваем шнур сетевого питания, лучше через лампочку 50-100вт и включаем его в розетку. В первую очередь следует проверить наличие питания +15в на ножках 3,6,9 микросхем DD2 и DD3 и прямоугольных тактовых импульсов на ножках 10 и 12 тех же микросхем. Я пару раз сталкивался с выгоранием резистора в цепи питания DD3, правда после этого и саму микросхему пришлось заменить. Если тактовые импульсы на ногах 10 и 12 (т.е. на входах) есть, но нет импульсов на ножках 1 и 7 (т.е. на выходах) нужно ногу 11 посадить на общий провод и если микросхема исправна, импульсы на выходах должны появиться. Нет импульсов – смело заменяй микросхему. В нормальном состоянии на ноге 11 микросхем DD2 и DD3 может быть не точный ноль (т.е. микросхема закрыта) и чтобы проверить неисправна микросхема или закрыта, нужно подать на ногу 11 точный ноль.
Если на входы драйверов (DD2 и DD3) не поступает тактовых импульсов, то их нужно искать на выводах 9 и 10 микросхемы ШИМ — DD4. В случае их отсутствия проверяем питание +15в на выводах 8, 11, 12. Можно проверить, не светится ли красный индикатор на передней панели аппарата и если это так, то скорее всего выключен тумблер рабочего режима. Также, можно проверить, не замкнут ли один из двух датчиков перегрева (на радиаторе выходного выпрямителя и на дросселе). Если все усилия тщетны – заменяем микросхему.
Вы добились управляющих импульсов на выходах обоих драйверов. Казалось бы – вот оно, счастье, но за этим счастьем может последовать фейерверк, когда Вы попробуете зажечь дугу. Дело в том, что ещё есть схема регулировки тока и защиты по току и если эта защита не работает, то Вы рискуете пойти по второму кругу поиска неисправностей.
Схема регулировки и защиты реализована на микросхеме DD1 и её обвязке. Датчиком тока является кольцевая катушка L1 сквозь которую проходит толстый провод питания преобразователя. На выводах 1 и 7 микросхемы DD1 формируются прямоугольные импульсы закрытия драйверов. Проверить работу схемы можно разными способами. Я пользуюсь следующим: отпаиваю один конец катушки L1 и вместо неё припаиваю источник переменного напряжения 3в. Это может быть трансформатор от сетевого адаптера или что-нибудь оригинальное. Подаю переменные 3в и смотрю сигналы на выводах 1 и 7 микросхемы DD1 – короткие прямоугольные импульсы с частотой 50гц. При этом кольцевые трансформаторы издают тихие звуки (отдалённо напоминающие голос кузнечика), а запускающие импульсы прерываются с частотой 50гц. Автор статьи: В.А. Третьяков.
Originally posted 2018-10-14 13:32:19. Republished by Blog Post Promoter
Сварочный инвертор «MMA 200», устройство, ремонт.
Основным элементом простейшего сварочного аппарата является трансформатор, работающий на частоте 50 Гц и имеющий мощность несколько кВт. Поэтому его вес десятки килограмм, что не совсем удобно.
С появлением мощных высоковольтных транзисторов и диодов широкое распространение получили сварочные инверторы. Основные их достоинства: малые габариты, плавная регулировка сварочного тока, защита от перегрузки. Вес сварочного инвертора с током до 250 Ампер всего несколько килограмм.
Принцип работы сварочного инвертора понятен из ниже приведенной структурной схемы:
Переменное сетевое напряжение 220 В поступает на без трансформаторный выпрямитель и фильтр (1), который формирует постоянное напряжение 310 В. Это напряжение питает мощный выходной каскад (2). На вход этого мощного выходного каскада подаются импульсы частотой 40-70 кГц от генератора (3). Усиленные импульсы подаются на импульсный трансформатор (4) и далее на мощный выпрямитель (5) к которому подключены сварочные клеммы. Блок управления и защиты от перегрузки (6) осуществляет регулировку сварочного тока и защиту.
Так как инвертор работает на частотах 40-70 кГц и выше, а не на частоте 50 Гц, как обычный сварочник, габариты и вес его импульсного трансформатора в десятки раз меньше чем обычного сварочного трансформатора на 50 Гц. Да и наличие электронной схемы управления позволяет плавно регулировать сварочный ток и осуществлять эффективную защиту от перегрузок.
Рассмотрим конкретный пример.
Инвертор перестал варить. Вентилятор работает, индикатор светится, а дуга не появляется.
Такой тип инверторов довольно распространен. Эта модель называется «Gerrard MMA 200»
Удалось найти схему инвертора «ММА 250», которая оказалась очень похожа и существенно помогла в ремонте. Основное ее отличие от нужной схемы ММА 200:
- В выходном каскаде по 3 полевых транзистора , включенных параллельно, а у ММА 200 — по 2.
- Выходных импульсных трансформатора 3, а у ММА 200 — всего 2.
В остальном схема идентична.
Коротко о самой схеме.
В начале статьи приводится описание структурной схемы сварочного инвертора. Из этого описания понятно, что сварочный инвертор, это мощный импульсный блок питания с напряжением холостого хода около 55 В, что необходимо для возникновения сварочной дуги, а также, регулируемым током сварки, в данном случае, до 200 А. Генератор импульсов выполнен на микросхеме U2 типа SG3525AN, которая имеет два выхода для управления последующими усилителями. Сам генератор U2 управляется через операционный усилитель U1 типа СА 3140. По этой цепи осуществляется регулировка скважности импульсов генератора и таким образом величина выходного тока, устанавливаемая резистором регулировки тока, выведенным на переднюю панель.
С выхода генератора импульсы поступают на предварительный усилитель выполненный на биполярных транзисторах Q6 — Q9 и полевиках Q22 – Q24 работающих на трансформатор Т3. Этот трансформатор имеет 4 выходные обмотки которые через формирователи подают импульсы на 4 плеча выходного каскада собранного по мостовой схеме. В каждом плече в параллель стоят по два или по три мощных полевика. В схеме ММА 200 – по два, в схеме ММА – 250 – по три. В моем случае ММА – 200 стоят по два полевых транзистора типа K2837 (2SK2837).
C выходного каскада через трансформаторы Т5, Т6 мощные импульсы поступают на выпрямитель. Выпрямитель состоит из двух (ММА 200) или трех (ММА 250) схем двухполупериодных выпрямителей со средней точкой. Их выходы соединены параллельно.
С выхода выпрямителя через разъемы Х35 и Х26 подается сигнал обратной связи.
Также сигнал обратной связи с выходного каскада через токовый трансформатор Т1 подается на схему защиты от перегрузок, выполненную на тиристоре Q3 и транзисторах Q4 и Q5.
Выходной каскад питается от выпрямителя сетевого напряжения, собранного на диодном мосте VD70, конденсаторах С77-С79 и формирующего напряжение 310 В.
Для питания низковольтных цепей используется отдельный импульсный блок питания, выполненный на транзисторах Q25, Q26 и трансформаторе Т2. Этот блок питания формирует напряжение +25 В, из которого дополнительно через U10 формируется +12 В.
Вернемся к ремонту. После открывания корпуса визуальным осмотром был обнаружен подгоревший конденсатор 4,7 мкФ на 250 В.
Это один из конденсаторов, через которые подключаются выходные трансформаторы к выходному каскаду на полевиках.
Конденсатор был заменен, инвертор заработал. Все напряжения в норме. Через несколько дней инвертор снова перестал работать.
При детальном осмотре были обнаружены два разорванных резистора в цепи затворов выходных транзисторов. Их номинал 6,8 Ом, фактически они в обрыве.
Были проверены все восемь выходных полевых транзистора. Как упоминалось выше, они включены по два в каждом плече. Два плеча, т.е. четыре полевика, вышли из строя, их выводы накоротко соединены между собой. При таком дефекте высокое напряжение от цепей стока попадает в цепи затворов. Поэтому были проверены входные цепи. Там также обнаружены неисправные элементы. Это стабилитрон и диод в цепи формирования импульсов на входах выходных транзисторов.
Сварочный инвертор мма 200 схема
Всем доброго времени суток. Есть аппрата Сварог Real 200 Аrс, купленный в качестве донора для ПА сварки. Визуально поковырялся в схеме. Есть шунт на минусе. С него снимается напряжение 66 мв в режиме КЗ с электродом 4мм. Но есть еще и ТТ на первичке силового трансформатора.Перегрыз дорожку которая идет на ОУ ОС. Подключил осциллограф. Повесил нагрузку на выход сварочника, ширина импульса выхода SG3225AP не изменяется. Восстановил дорожку. Теперь при подключении балластного резистора, и крутилке тока на минимум ширина импульса уходит на минимум. Вывод, обратная связь по току идет через шунт. Есть вопросы. А зачем тогда ТТ на первичке силового транса? Для ограничения МАХ тока?. На что похожи потроха этого сварочного? Может есть у кого электросхема похожих потрохов этого сварочного? Как фото загрузить?
andrejapanov написал: А зачем тогда ТТ на первичке силового транса?
Основным элементом простейшего сварочного аппарата является трансформатор, работающий на частоте 50 Гц и имеющий мощность несколько кВт. Поэтому его вес десятки килограмм, что не совсем удобно.
С появлением мощных высоковольтных транзисторов и диодов широкое распространение получили сварочные инверторы. Основные их достоинства: малые габариты, плавная регулировка сварочного тока, защита от перегрузки. Вес сварочного инвертора с током до 250 Ампер всего несколько килограмм.
Принцип работы сварочного инвертора понятен из ниже приведенной структурной схемы:
Переменное сетевое напряжение 220 В поступает на без трансформаторный выпрямитель и фильтр (1), который формирует постоянное напряжение 310 В. Это напряжение питает мощный выходной каскад (2). На вход этого мощного выходного каскада подаются импульсы частотой 40-70 кГц от генератора (3). Усиленные импульсы подаются на импульсный трансформатор (4) и далее на мощный выпрямитель (5) к которому подключены сварочные клеммы. Блок управления и защиты от перегрузки (6) осуществляет регулировку сварочного тока и защиту.
Так как инвертор работает на частотах 40-70 кГц и выше, а не на частоте 50 Гц, как обычный сварочник, габариты и вес его импульсного трансформатора в десятки раз меньше чем обычного сварочного трансформатора на 50 Гц. Да и наличие электронной схемы управления позволяет плавно регулировать сварочный ток и осуществлять эффективную защиту от перегрузок.
Рассмотрим конкретный пример.
Инвертор перестал варить. Вентилятор работает, индикатор светится, а дуга не появляется.
Такой тип инверторов довольно распространен. Эта модель называется «Gerrard MMA 200»
Удалось найти схему инвертора «ММА 250», которая оказалась очень похожа и существенно помогла в ремонте. Основное ее отличие от нужной схемы ММА 200:
- В выходном каскаде по 3 полевых транзистора , включенных параллельно, а у ММА 200 — по 2.
- Выходных импульсных трансформатора 3, а у ММА 200 — всего 2.
В остальном схема идентична.
Коротко о самой схеме.
В начале статьи приводится описание структурной схемы сварочного инвертора. Из этого описания понятно, что сварочный инвертор, это мощный импульсный блок питания с напряжением холостого хода около 55 В, что необходимо для возникновения сварочной дуги, а также, регулируемым током сварки, в данном случае, до 200 А. Генератор импульсов выполнен на микросхеме U2 типа SG3525AN, которая имеет два выхода для управления последующими усилителями. Сам генератор U2 управляется через операционный усилитель U1 типа СА 3140. По этой цепи осуществляется регулировка скважности импульсов генератора и таким образом величина выходного тока, устанавливаемая резистором регулировки тока, выведенным на переднюю панель.