На современном рынке сварочного оборудования можно без проблем отыскать практически любую технику, которая подойдет даже для самых сложных типов работ. Среди самых распространенных вариантов оборудования, которое предпочитают современные сварщики, можно выделит два основных сегмента. Это сварочные инверторы и полуавтоматы. Они одинаково успешно применяются как в частной сфере, так и в промышленной. Чтобы разобраться в том, что лучше, сварочный полуавтомат или инвертор, необходимо ознакомиться с практическими нюансами этих устройств.
Принцип сварки
Обыкновенные сварочные инверторы являются прямыми аналогами трансформаторов, только более современные и компактные. Они применяются для стандартного сваривания металлических деталей при помощи покрытых электродов. Это один из наиболее простых способов создать шов, с которым могут справиться как только начинающие специалисты, так и более опытные сварщики. Основной движущей силой здесь является электрический ток, который расплавляет электрод и создает сварочную ванну. Защитную функцию выполняет обмазка выбранного электрода.
При использовании полуавтомата все обстоит немного по-другому. Хоть здесь основной силой и выступает электрический ток и именно дуга служит для поддержки сварочной ванны, в качестве расходных материалов используется сварочная проволока. Соответственно, для ее защиты необходимо использовать дополнительные средства. Только порошковая проволока с содержанием флюса может использоваться без них, так как уже содержит в себе необходимые вещества. В иных случаях может применяться защитный газ или дополнительный флюс. Это все оказывается более сложно, чем применение обыкновенного инвертора. Таким образом, если в плане приоритета что выбрать, полуавтомат или инвертор, для вас на первом месте оказывается простота эксплуатации, то инвертор будет более предпочтительным.
Качество соединения
Одним из основных показателей для профессионалов является надежность полученного соединения. При способе, который получается обыкновенным инвертором качество соединения может пострадать от воздействия внешних негативных условий. Сварочная ванна оказывается подверженной влиянию воздушной среды и другим посторонним факторам. Если не применять такую технику для сварки алюминия, нержавеющей стали и прочих сложно свариваемых металлов и сплавов, то этого будет вполне достаточно.
«Важно!Для широкого спектра работ инверторы оказываются не столь пригодными.»
Если для вас при выборе, что лучше инвертор или полуавтомат является качество соединения, то лучше выбирать полуавтомат. За счет того, что здесь можно использовать защитные газы, качество соединения намного возрастает. Такая среда не дает проникнуть внутрь ванны различным примесям, которые могут навредить шву. Соединение получается более однородным и за счет отсутствия обмазки, как одного из главных факторов риска, здесь нет большого скопления водорода из влаги, нет попаданий кусков обмазочного материала, различных посторонних элементов и прочих вещей. Специалисты рекомендуют для сложных соединений, будь то необыкновенный сплав, металл или низкая толщина, применять именно такой аппарат.
Особенности аппаратов
Если рассматривать, чем отличается полуавтомат от инвертора, то здесь нужно участь не только вид применяемых расходных материалов. Здесь стоит также отметить, что в полуавтомате настраивается автоматическая подача расходного материала, что делает сам процесс сваривания более удобным и быстрым. Это главные отличительные особенности, так как полуавтоматы также могут строиться по инверторной системе. Вместо стандартного держателя электродов, который служит проводником тока, держатель проволоки не проводит ток, так как для этого служит специальный держатель с неплавкими электродами. Они создают электрическую дугу и сварочную ванну, в которую подается присадочный материал.
Остальные отличия касаются преимущественно параметров, функций, размеров и других вещей, которые присущи конкретной модели. Это может быть:
- Диапазон регулировки тока;
- Шаг регулировки;
- Наличие или отсутствие системы охлаждения;
- Система отключения в случае перегрузки;
- Габариты;
- Ручки для переноски;
- Дополнительные функции.
Преимущества и недостатки
Отличие полуавтомата от инвертора создает такую ситуацию, что нельзя однозначно сказать, что же из них является лучше. Здесь у каждого из вариантов имеются свои преимущества и недостатки. Преимущества инвертора:
- Относительно низкая стоимость;
- Доступность эксплуатации для широкого круга сварщиков;
- Легкость в переноске и транспортировке;
- Нет необходимости в использовании газа и прочих дополнительных материалов;
- Быстрая подготовка к использованию;
- Меньше риск взрывов и пожаров, как это происходит при работе с газом;
- Большой выбор моделей различной мощности;
- Широкое функциональное разнообразие.
К преимуществам полуавтоматов можно отнести:
- Высокое качество создаваемых соединений;
- Возможность легкой работы с деталями сложными для сваривания в обыкновенных условиях;
- Отсутствие риска попадания чужеродных элементов в сварочную ванну;
- Появляется возможность подогревать заготовку перед свариванием и после него благодаря наличию горелки.
Вывод
Выбор подходящего сварочного аппарата, который отвечает всем запросам зависит только от самих запросов. На рынке представлено огромное количество моделей, которое позволяет подобрать оборудование для нужных процедур. Если обыкновенные инверторы можно отнести к простым и универсальным моделям, то полуавтоматы уже к более серьезным, предназначенным для выполнения сложных функций. Если разделить все условно, то инвертор оказывается лучшим для применения в мелких домашних работах, а полуавтомат оказывается лидером при создании более ответственных швов.
Полуавтоматический сварочный аппарат является усовершенствованием стандартного сварочного оборудования. Благодаря особой конструкции агрегата значительно ускоряется рабочий процесс. Полуавтоматы широко используются не только на заводах, но и в небольших мастерских.
Сравнение аппаратов
Чтобы подобрать оборудование, удобное для работы в домашних условиях и соответствующее запросам мастера, нужно сопоставить основные характеристики.
Качество сварочного соединения
Это главный показатель работы сварочных приспособлений. При работе инвертором на качество шва влияют воздушная среда и другие посторонние факторы. Для большинства соединяемых металлов, за исключением алюминия и нержавеющей стали, его прочности и герметичности будет достаточно.
Качество сварочного соединения является важным показателем работы сварочного аппарата.
Применение полуавтомата со сваркой в защитном поле обеспечивает более высокие показатели надежности. Газ не дает проникнуть внутрь сварной ванны различным примесям. Стык будет однородным, т.к. отсутствуют куски обмазки, скопления водорода из влаги окружающей среды.
Для сварки тонких материалов, сложных соединений, сплавов лучше использовать полуавтоматическое оборудование.
Экономичность
С одной стороны, инверторный аппарат стоит дороже, чем полуавтомат. Но с точки зрения потребления электроэнергии он экономичнее. Для него не нужно приобретать наполненный газовый баллон, что также снижает себестоимость производства шва.
Рекомендуем к прочтению Как подобрать газ для сварки
Что лучше для дома
Выбор оборудования для дома сводится к определению объема предстоящих работ. Если мастер недостаточно опытен в сварке и планирует только домашнее использование аппарата, то лучше приобрести небольшой компактный инвертор. В случае, когда у хозяина есть навыки и допуск к работе с газовым оборудованием, а также рассматривается возможность дополнительного заработка на различных видах ремонта металлоконструкций, то рекомендован бытовой полуавтомат.
Технические характеристики
По параметрам, характерным для каждого типа аппаратов, можно судить об их функциональных возможностях. Для инвертора среди таких показателей важны:
- разновидность тока на выходе;
- питающее напряжение (220 В или 380 В);
- величина пускового тока, определяющая диаметр используемого электрода;
- мощность, которая характеризует силу тока, влияющую на сварочную дугу;
- напряжение холостого хода, от которого зависит легкость розжига;
- интервал диаметров электродов;
- габариты и масса аппарата.
Для инвертора важна разновидность тока на выходе.
От размеров зависит сила сварочного тока. Поэтому чем меньше инвертор, тем менее функциональным он окажется.
При покупке полуавтомата следует знать интенсивность его будущего использования. В зависимости от этого, выбирают аппараты следующих типов:
- Бытовые, рассчитанные на подключение к домашней сети 220 В. В процессе сварки такому устройству следует давать время на остывание через интервалы, указанные производителем в инструкции. Могут работать в режиме с газом и без него с помощью порошкового проволочного электрода. Вырабатывают ток не более 200 А.
- Полупрофессиональные, работающие в облаке защитного газа методом MIG/MAG или порошковым электродом ММА. Сила тока составляет максимум 300 А.
- Профессиональные, предназначенные для подключения к трехфазной сети. Сваривают металлы способом ММА, MIG и MAG, в импульсном режиме, с вольфрамовыми электродами, в режиме TIG (аргонодуговая сварка).
Напряжение сети, на которое рассчитаны сварочные полуавтоматы, – 220 В или 380 В. Существуют комбинированные модели. Следует также учитывать способность электросети выдерживать нагрузку. При падении до уровня менее 150 В во время сварки полуавтомат отключится.
Основным параметром, от которого зависит толщина свариваемого металла, является сила тока. Поэтому нужно учитывать такие характеристики:
- 150-200 А и электроды диаметром 0,8-1,0 мм для заготовок в 5 мм;
- 250 А и проволока 1,2-1,6 мм для деталей толще 5 мм.
Рекомендуем к прочтению Лучшие сварочные полуавтоматы
Следует выбирать аппарат, имеющий около 50 А в запасе для предотвращения перегрева и продления срока службы. Имеет значение продолжительность непрерывной нагрузки, на которую рассчитан аппарат. Рабочий цикл выражают в процентах. Он равен 10 минутам, что составляет 100%.
Это означает, что в течение этого времени полуавтомат функционирует с максимальной отдачей, а затем отключается.
Особенности аппаратов
Выбирая сварочное оборудование, следует обратить внимание не только на расходные материалы, но и на процесс изготовления шва. У полуавтомата подача газа и проволоки происходит автоматически, что удобнее, чем у инвертора.
Выбирая сварочное оборудование, обращайте внимание на процесс изготовления шва.
Наличие допфункций
Сварочные полуавтоматы и инверторы снабжают несколькими вспомогательными функциями. Среди них:
- Hot Start, или горячий старт. Во время начала сварки автоматически увеличивается ток, а через 0,5-3 секунд убавляется. Это важно при плохом качестве электродов, малом опыте и соединении ржавых конструкций.
- Arc Force, или стабилизация дуги. При ее активации во время прилипания электрода или угасания дуги повышается сварочный ток, предотвращая остановку в ведении шва. Особенно важно при сварке на потолке или использовании целлюлозных электродов.
- Anti Stick срабатывает в том случае, если не действует форсаж дуги. В момент залипания ток снижается до 1 А. Электрод отделяется от поверхности, а аппарат переходит в штатный режим. Функция полезна при обучении новичков.
- VRD, снижающая напряжение до 12-24 В в промежутке между касаниями электродом металла. В момент возобновления сварки показатели возвращаются к рабочему номиналу.
Преимущества и недостатки полуавтоматов
Полуавтоматические аппараты для сварки пользуются популярностью не только у профессионалов, но и у домашних мастеров, так как имеют ряд преимуществ перед обычными сварочными аппаратами. К основным плюсам полуавтоматов можно отнести следующее:
- возможность варить алюминий, чугун, конструкционные стали и другие металлы;
- аппаратом можно варить как тонкую листовую сталь (не менее 0,5 мм), так и толстую;
- не требуется зачищать кромки до блеска;
- аппарат легко настраивается под разные режимы работы;
- высокая скорость работы;
- доступная цена;
- малая токсичность образуемого дыма, если сравнивать с работой обычными электродами;
- можно заполнять металлом широкие зазоры;
- при работе хорошо видно сварочную ванну, которая не заполняется шлаковыми массами;
- швы отличаются своей герметичностью, что важно для соединений под газы и жидкости;
- при работе методом MIG/MAG создается малое количество брызг;
- шов требует незначительной обработки;
- простота в изучении всех параметров и настроек для начинающих.
Какой аппарат лучше для дома
При выборе сварочного оборудования оценивают объем предстоящих работ. Окончательный ответ на вопрос, какой же сварочный аппарат все-таки лучше для дома – инвертор или полуавтомат, очевиден.
Когда есть дача, загородный дом, сварщики с опытом работы, допусками к работе с газовым оборудованием, предпочитают покупать в личное пользование бытовые полуавтоматы небольшой мощности, малого веса. Это экономный вариант, с ним можно оказывать услуги соседям: варить каркасы для теплиц, двери, основу ограждений, ремонтировать изделия из цветного металла. Приработок никогда не помешает.
Новичкам полуавтоматический аппарат приобретать незачем. Для небольших домашних работ со сталью, алюминием лучше выбрать небольшой инверторный источник тока с простой регулировкой. Подобрать нужные электроды несложно, они маркируются по виду обмазки, размеру.
Что лучше — инвертор или полуавтомат
Если сравнивать два вида аппаратов, то становится очевидным, что инвертор работает с электродами, а полуавтомат — с электродной проволокой, как с порошковым покрытием, так и омедненной. В последнем случае требуется использовать защитный газ для обдува места горения электрода, благодаря чему создается более качественный и эстетичный шов, чем при сварке обычным электродом. Полуавтоматы больше подходят для работы с нержавеющей сталью, алюминием и другими “трудными” металлами.
К тому же, полуавтоматом можно сращивать тонкие металлические детали, например, при кузовном ремонте автомобилей, чего нельзя делать обычным инвертором. Особенно удобно работать полуавтоматом в труднодоступных местах, поскольку длина электродной проволоки не мешает при работе. При работе инвертором порой сложно добраться до какого-либо места соединения из-за длины электрода. В таких случаях его приходится укорачивать, на что уходит время. Необходимость постоянной замены электрода сильно снижает производительность труда.
Но инверторы имеют огромное преимущество перед полуавтоматами – это мобильность и компактные размеры. Аппарат без проблем перемещается с одного места работы на другое, к примеру, при установке длинного забора или монтаже рекламных щитов. Поэтому инвертор можно считать более универсальным прибором. Полуавтомат же скорее относится к стационарному оборудованию, которое используется в пределах участка цеха или мастерской, поскольку он имеет большую массу, чем инвертор, и его неудобно постоянно перемещать вместе с баллоном и шлангами.
Подводя итог, можно сказать, что полуавтомат больше подходит для профессионального использования, когда требуется регулярно проводить сварочные работы. Для выполнения различных соединений на бытовом уровне достаточно будет инвертора, особенно, если предполагается его использовать от случая к случаю.
Полуавтоматы инверторного типа
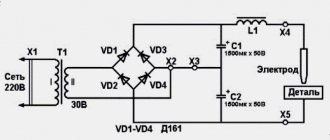
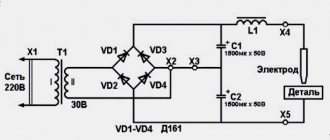
Не так давно в продаже появились агрегаты, представляющие собой комбинацию инвертора и полуавтомата. Инверторный полуавтоматический сварочный аппарат, как видно из названия, использует в качестве источника тока инверторный преобразователь.
Для справки! Инвертор работает по следующему принципу. Поступающий из электросети переменный ток, проходя через диодный мост, выпрямляется. Далее, уже постоянный ток проходит через транзисторы, преобразующие его снова в переменный, но высокочастотный ток. Ток высокой частоты понижается с помощью трансформатора, при этом напряжение снижается, а сила тока возрастает. Этот ток поступает в выходной выпрямитель, где он снова преобразуется в постоянный.
Благодаря такой технологии значительно уменьшаются габариты агрегата, а высокочастотные характеристики тока положительным образом влияют на стабильность горения сварочной дуги. К тому же, главное отличие инверторов — это высокий КПД, поскольку энергия не тратится впустую на нагрев железа большого трансформатора.
Применяются инверторные полуавтоматы на крупных и мелких предприятиях, в строительных и автомобильных мастерских. С помощью данных аппаратов выполняют сварку любых металлов, как однородных, так и разнородных; соединение деталей большой толщины и сварку тонких листовых металлов; непрерывные швы большой длины и т.д.
Инверторный сварочный аппарат полуавтомат имеет свои преимущества перед обычным полуавтоматом:
- сварные швы имеют высочайшее качество;
- отличная эргономика;
- низкое потребление электроэнергии;
- малый вес;
- плавная регулировка сварочного тока;
- компактные размеры;
- имеется защита от залипания электрода;
- функция “горячий старт”;
- режимы Pulse/Superpulse (применяются для работы по тонким листовым сталям);
- форсаж дуги;
- высокий КПД;
- встроенная система охлаждения;
- имеется защита от перегрева;
- благодаря микропроцессорному управлению аппарат может проводить самодиагностику, запускать подходящие программы сварки, распознавать горелки и т.д.
Также на инверторных полуавтоматах могут иметься дополнительные режимы, например, смена полярности или сварка методом ММА, то есть штучными электродами, что значительно расширяет возможности агрегата.
Принцип работы и отличительные особенности
Сначала несколько слов о режимах работы. Полуавтоматы уверенно поддерживают режимы:
- MIG – сварка в углекислом газе;
- MAG – над сварочной ванной создается облако аргона;
- у некоторых предусмотрен режим MMA (ручной электродуговой сварки покрытыми электродами).
Полуавтоматические сварочники приобретают для TIG – аргонодуговой сварки с использованием неплавящегося электрода. Ведущие производители выпускают комбинированные профессиональные аппараты, поддерживающие все режимы. Но речь сейчас о бытовом оборудовании.
Основное отличие сварочных инверторов от полуавтоматов – вид используемой присадки. Последние подают в рабочую зону сварочную проволоку с определенной скоростью. Работая с инвертором, чаще используют электроды с различными видами обмазки, создающими защитный слой шлака на ванне расплава. Электродом сделать ровный шовный валик сложнее. Сварка полуавтоматом не по силам новичкам, требуется опыт.
Обыкновенный сварочный инвертор – универсальный источник тока с компактным трансформатором, полупроводниковыми преобразователями. Оснащается дополнительными функциями:
- ограничением напряжения холостого хода, поддерживает стабильную дугу в условиях повышенной влажности;
- горячий пуск (Hotstart), обеспечивающий легкий розжиг дуги;
- защита от залипания электрода (Antistick), при коротком замыкании по капле электрод вновь разжигается;
- форсаж дуги (ArcForce), обеспечивается стабильная сварка.
Работать с инвертором удобно новичкам, у оборудования простые настройки, удобные ручки для регулировки сварочного тока.
Полуавтомат – сложное устройство, состоящее из трех основных частей:
- преобразователя тока;
- механизма, подающего присадочную проволоку, монтируется специальная кассета с направляющими роликами;
- системы подачи газа в рабочую зону для защиты расплава от окисления.
Технические параметры для выбора полуавтомата
Прежде всего, выбирая полуавтоматы, нужно иметь представление, с какой интенсивностью они будут использоваться, поскольку агрегаты выпускаются в 3-х категориях
- Бытовые. Могут подключаться к бытовой электросети с напряжением 220 В и не рассчитаны на продолжительное использование. Через короткие промежутки времени (указано в инструкции) аппарату нужно давать время на остывание. Бытовые модели сварочников вырабатывают ток в пределах 200 А и могут работать как с применением защитных газов, так и без них, то есть порошковыми проволочными электродами;
- Полупрофессиональные. Могут вырабатывать сварочный ток до 300 А. На аппаратах используются электродная проволока в паре с защитными газами. Сварка может проводиться методом MIG/MAG, а также электродной проволокой с порошковым покрытием (метод ММА).
- Профессиональные. Агрегаты работают от сети 380 В и рассчитаны на продолжительный режим работы. Величина тока в них может достигать значения 400 А. Полуавтоматы могут производить сварку методами ММА, MIG и MAG, а также варить в импульсном режиме и работать с вольфрамовыми электродами, методом аргонодуговой сварки (TIG).
Критерии выбора полуавтомата
Выбирать инверторный сварочный полуавтомат следует по техническим характеристикам, сопоставляя их с теми задачами, которые предполагается решать с его помощью. Рассмотрим основные параметры, влияющие на выбор аппарата.
Максимальная величина сварочного тока. Это одна из основных характеристик. Ток сварки, а также связанный с ним диаметр проволоки, в совокупности определяют толщину провара металла. Зная толщину металла, который предполагается сваривать, пользуясь данными Таблицы 1, можно определить необходимое значение тока сварки.
При выборе аппарата по сварочному току, желательно обеспечить запас по этому параметру. Хорошо, если значение максимального тока выбранного аппарата превосходит требуемое по технологии хотя бы на 30%.
Допустимый режим работы. Производители могут по-разному обозначать этот параметр. Часто его называют продолжительностью включения (ПВ) и указывают число в процентах. Смысл этой характеристики заключается в следующем. Работу сварочного агрегата принято разбивать на 10-ти минутные циклы. Продолжительность цикла принимается за 100%. Например, если указано ПВ 60%, это означает, что в течение цикла из 10-ти минут аппарат должен работать в режиме сварки не более 6 минут.
Иногда указывается режим работы для нескольких значений тока сварки. Например: при токе 150 Ампер, ПВ 100%, при токе 250 Ампер, ПВ 50%. Такая запись означает, что при значении сварочного тока 150 Ампер, аппарат может длительно работать без остановки, а при 250 Амперах, только 5 минут из 10-ти.
Ориентируясь на этот признак, а также на значение сварочного тока, модели аппаратов условно принято классифицировать на:
- Профессиональные;
- Полупрофессиональные;
- Любительские или бытовые.
Обзор популярных моделей полуавтоматов
На рынке сварочного оборудования свою продукцию выставляют множество производителей, и новичку достаточно сложно из всего многообразия выбрать подходящий сварочный полуавтомат. Рынок захлестнули аппараты китайского производства, которые имеют невысокую стоимость, но не отличаются хорошим качеством, а тем более надежностью. С другой стороны, известные бренды от европейских и американских производителей стоят достаточно дорого, и для бытового использования купить их решается не каждый домашний мастер.
Европейские производители
Wester MIG 180. Данный инверторный полуавтомат разработан в Германии, но выпускается на китайских заводах. Но несмотря на это, полуавтомат имеет хорошее качество сборки и высокую надежность. Производитель дает на него 3 года гарантии, что тоже подтверждает хорошее качество продукции.
Аппарат является бытовым, потребляет 7,5 кВт электроэнергии и способен вырабатывать ток силой до 180 А. Минимальный диаметр проволоки, который можно на нем использовать, равняется 0,6 мм. Если посмотреть на отзывы в интернете, оставленные в отношении полуавтомата Wester MIG 180, то среди них практически нет отрицательных.
Telwin BIMAX 152 TURBO. Это полуавтомат от итальянского производителя, который является лидером в производстве сварочного оборудования.