Продольная резка листового металла осуществляется на высокоточном станке, и является важнейшей отраслью промышленной обработки, занимающаяся роспуском листов металла и металлических рулонов на полосы и ленты необходимой ширины для последующего изготовления всевозможных металлических изделий.
Много лет продольная резка металла в развитии металлообработки остается важным направлением, что в доступных рамках удерживает цену товаров в Москве и России.
Продольная нарезка различного металла является ключевым этапом изготовления любых металлических деталей, и на сегодняшний день не имеется альтернативных методов осуществления эффективного раскроя металла.
Практикуется продольная резка листового металла в процессе заготовки лент, полос и штрипс, которые отделяются от мерных отрезков или рулонного металла. При этом данная процедура производится при помощи особых обрабатывающих станков или комплексов, функционирование которых полностью управляет автоматика.
Только подобное оборудование обеспечить может и необходимое качество получаемых заготовок, и требуемую производительность процедуры резки.
Оборудование для продольной резки
Можно реализовывать вышеописанные методы на линиях ориентированных на крупносерийное производство, небольших станках и высокопроизводительных агрегатах.
На определенную схему резания ориентирована каждая разновидность оборудования и располагает собственными недоставками и достоинствами. Причем, выбор определенного агрегата или определенной модели резания связан с набором задач, решаются которые при помощи их.
Станок для продольной поперечной резки металла
Этот станок является разновидностью режущего оборудования и применяется для поперечного или продольного резания металлических мерных листов. То есть, не рулон загружается в подающие вальцы станка, а заготовленный заранее лист, который далее транспортируется в зону разрезания.
Дисковые ножницы, которые применяются в станках и предназначенные для такой процедуры, как продольная резка металла, без проблем на полосы необходимой толщины разделяют и конструкционные полимеры, и плотный картон, и листовой алюминий, и медь, и тонколистовую сталь.
Причем при помощи винтов на прижимном валу фиксируется режущий инструмент. Реализуется регулировка ширины полос либо вручную, либо автоматически. Только продольной резкой не ограничиваются более совершенные модели – у таких агрегатов на винтовых валах закрепляют головку с режущими роликами, которая отлично обеспечивает поперечную резку металла.
Кроме того, такие станки помимо резания могут быть оснащены блоком для нанесения защитной пленки, которая наклеивается на лист до того, разделят материал на полосы.
Технология процесса
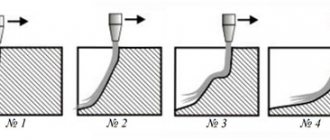
Начало технологического процесса заключается в том, что предварительно нужно нарезать полосу на определенную длину. Затем, к надрезанным участкам подсоединяют ток.
Величина силы тока должна обеспечить локальный нагрев полосы в месте, где происходит раздел температуры плавления металла.
Величина тока зависит от толщины полосы, физико-химических свойств металла и частоты подводимого электрического тока.
Благодаря локальному нагреву полосы в месте распределения до температуры плавления металла — наблюдается снижение усилия при резке.
Это связано с тем, что механические свойства металла начинают понижаться в месте разделения до температуры плавления.
Видео:
Благодаря этому ножи можно заменить парой разделительных роликов, изготовленных из углеродистой стали.
Продольно поперечная резка металла предполагает образование новых, более узких полос, которые не имеют заусенцев и получаются закругленными.
Благодаря этому, обеспечиваются все требования, которые предъявляют к заготовкам, для изготовления гнутых профилей сварных прямошовных труб.
Представленная технология процесса способствует получению высокого качества продольной резки полос при использовании одного и того же инструмента.
Кроме этого, такие полосы не нуждаются в дополнительных операциях и оборудовании, что значительно сокращает затраты.
ВАЖНО ЗНАТЬ: Методы фигурной резки металла
Линия продольной резки рулонного и листового металла
Применяется линия резки, как в крупносерийном, так и в мелкосерийном производстве. Высокой производительностью характеризуется подобная система. С ее помощью из листового металла можно нарезать заготовки различной ширины и длины. В итоге, применяются такие режущие системы для изготовления мерных заготовок для штамповки, для трубной промышленности полуфабрикатов (штрипсов) и прочей продукции, которая получается из листового проката.
Линия резки листового металлопроката или прочего материала состоит из следующих механизмов и узлов:
- Станка – режущего узла, при помощи которого производится продольная разрезка рулонного металла. Причем в режущий узел в высокоскоростных линиях встраивают аппарат, который увеличивает пластичность металла благодаря нагреву индукционными токами.
- Системы подающих волов – транспортера, при помощи которого производится разматывание рулона и последующая транспортировка в зону резания самого листа.
- Бункер, где храниться на валу рулон материала, который предстоит разрезать.
- Кроме этого, практически любая линия оснащена кроме продольного блока для резания еще и поперечным механизмом, который предназначен для разделения обрабатываемого металла.
- Причем вынуждает высокоскоростная обработка систему управления выстраивать работой линии на основе числовых блоков программного управления.
А после того, как выполниться процедура резания листа, размягченные кромки индукционными токами следует дополнительно обработать, сняв в структуре металла остаточное напряжение.
Главным преимуществом подобных линий является высокая обрабатываемая скорость и типоразмерная широта с их помощью выпускаемых заготовок. Ведь с дисковыми ножами режущий блок настроить можно на любую ширину, а с высокой скоростью может двигаться поперечная система, из лент нарезая прямоугольные или квадратные заготовки.
Агрегат продольной резки рулонного металлопроката
Агрегаты являются полностью автоматизированными линиями разрезки рулонного металла. Только в крупносерийном производстве применяются подобные устройства для заготовки больших партий однотипных изделий.
Из следующих блоков состоит агрегат для разрезки рулонного металла:
- Системы барабанной разгрузки, которая рулон необходимой ширины снимает с барабана.
- Барабана, наматываются на который необходимой ширины готовые полосы.
- Петлевого компенсатора, его задача заключается в замедлении скорости движения нарезанных полос.
- Блок продольного резания, в котором на полосы необходимых параметров разделяется лист при помощи дисковых ножей.
- Комплекс предварительной обработки, которые перед вводом в зону резания прогревает лист и обрезает кромки. Причем на отдельные бухты наматываются отходы резания.
- Тележка с бункером – транспортер, который установлен на рельсы. По рельсам двигается тележка в сторону, которая противоположная направлению подачи листового металла, в транспортные прижимные вальцы разматывается и заправляется лист. От сматывания в рулон удерживают лист вальцы и дальше прокатывают материал. Подобная схема дает возможность увеличить скорость подачи в зону резания материала. К тому же, тележка в данном случае выступает двигателем, а транспортные листы лишь просто положения лист позиционируют.
Конечно же, только автоматически управляются данные агрегаты. А таким образом, полученные нарезанные рулоны полос могут дальше двигаться на менее производительные станки и линии, для последующей поперечной или продольной резки.
Гладкий лист
Технические характеристики
| Стандартный оцинкованный лист | |
| Длина: 2 500 мм | |
| Ширина: 1 250 мм | |
| Толщина: от 0,4 мм до 2,5 мм | |
| Длина: 2 000 мм | |
| Ширина: 1 000 мм | |
| Толщина: от 0,4 мм до 0,7 мм | |
| Нестандартный оцинкованный лист | |
| Длина по размерам заказчика: от 500 мм до 6 000 мм | |
| Точность порезки: +/-2 мм | |
| Толщина: от 0,4 мм до 1,0 мм | |
| Карты и полосы | |
| Длина и ширина: по размерам заказчика | |
| Точность порезки: +/-1 мм | |
| Толщина: от 0,3 мм до 2,5 мм | |
Поперечная резка рулонной стали в лист осуществляется как стандартных размеров: ширина — 1250 мм, длина — 2500 мм, толщина от 0,4 мм до 2,5 мм; ширина — 1000 мм, длина — 2000 мм, толщина от 0,4 мм до 0,7 мм. Так и нестандартных размеров: длина от 500 мм до 6000 мм, толщина от 0,4 мм до 1,0 мм, точность порезки +/- 2 мм. Возможна резка в карты и полосы: ширина и длина по размерам заказчика, толщина от 0,3 мм до 2,5 мм, точность порезки +/- 1 мм.
Особенности работы с Металлмос
Резка продольно-поперечная выполняется на современных станках, что гарантирует качество. Фирма прилагает максимум усилий, чтобы обеспечить соответствие результата работы ожиданиям клиента. Для оформления услуги резки достаточно позвонить в офис компании или оставить заявку на сайте.
Для обеспечения высокого качества и долговечности изделий, мы приобретаем сырьё у крупнейших производителей рулонной стали России: ОАО «Новолипецкий металлургический комбинат», ОАО «Северсталь», ПАО «Магнитогорский металлургический комбинат». Вся продукция сертифицирована и соответствует стандартам ГОСТ.
Каждому клиенту предоставляется индивидуальный специалист, с которым можно оговорить все нюансы заказа. Для расчёта стоимости отправьте заявку на электронную почту или воспользуйтесь формой ниже. Ждем вашего звонка по номеру телефона 8-495-118-36-88!
Работая с нами, вы можете быть уверены в качестве и оперативности резки.
Существует несколько основных типов продольного раскроя материалов:
- Художественная резка. Такая резка применяется в основном для того, чтобы изготавливать декоративные изделия для квартир, садов или домов. Этим способом создаются различные решётки, фонари, лестницы с перилами, калитки и ворота, а также и другие различные ограждения, украшения для домов и участков. Частенько производятся декоративные рамки и логотипы. Используя различные пилы, выполняется любого вида раскрой материала;
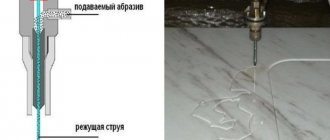
- Лазерная резка. Это более улучшенный вариант раскроя металла. Ведь с помощью лазера можно значительно ускорить рабочий процесс, повысить точность реза, снизить процент брака, что способствует увеличению производительности труда. При лазерном раскрое материи, полностью отсутствует динамическое воздействие на заготовку, что предоставляет шанс обработать различные типы металлов.
- В современное лазерное оборудование встроено ЧПУ. Листы закрепляются на специальном рабочем столе, а затем задаются определённые формулы работы, используя компьютерную программу. Портал с лазерной головкой начинает двигаться с помощью шаговых двигателей;
- Фигурная резка. Этот метод раскроя используется для более сложных изделий. К примеру, таким раскроем производятся узоры. На листе помечают контуры, а по ним уже движется лазер. Изделие не сможет деформироваться, так как механическое влияние на металл здесь отсутствует;
- Контурная резка. В этом методе не нужно выполнять последующую дополнительную шлифовку изделия. Диаметр луча лазера не выходит за границу – 4 миллиметра. С помощью него можно делать резку трудных рисунков. Этот метод очень хорошо подойдёт для продольного и поперечного раскроя металлических рулонов.
Методы раскроя рулонного металла
Одна из главных технологических основ – это раскрой рулонного материала. Его можно выполнить, используя поперечную резку, продольную и продольно-поперечную.
С помощью продольного способа раскроя можно повысить эффективность рабочего процесса в обрабатывании листов рулонного металла. Это обосновывают причину, по которой, установки автоматизированной резки, используются в серийном и массовом производстве.
Резьба в поперечном направлении
Оборудование, режущее металлические листы, способно:
- Делить рулоны на равные отрезки для дальнейшего производства и складирования.
- Создавать единичные экземпляры с одинаковыми параметрами для постобработки.
Подобные установки оптимальны для линий производства по изготовлению черепицы из металла, профилированных листов и т.д.
Продольно-поперечная резьба
Технология резьбы в продольно-поперечном направлении совмещает в себе характеристики сразу нескольких установок. Система работает в автоматическом режиме. С помощью данного оборудования раскраивается металл в форме листов или рулонов.
Оказываемые услуги
Специалисты подготовили к работе производственную линию роспуска металла в рулонах на ленты и штрипсы. Принимаем заказы на проведение поперечно-продольной резки листов и рулонов металла по Москве и области. Отлично отработанная технология порезки позволяет резать металл на полоски и создавать качественную продукцию, в которой отсутствует остаточное напряжение (нет эффекта скручивания и серповидности).
Помимо качественной продукции по доступной стоимости, наши заказчики получают следующие преимущества:
- Возможность лично оговаривать размеры отрезаемой ленты или полосы. В соответствии с ГОСТом 503-81 предусмотрено наличие фиксированного размера стандартной холоднокатаной ленты, однако наши клиенты могут заказать любой необходимый размер.
- Возможность заказа роспуска металла в штрипсы или ленты из нашего сырья. Это выгодно для небольших объемов заказа. В таком случае у вас не будет проблем, где купить заготовки и как транспортировать.
- Возможность дополнительно обрабатывать металл. На нашем предприятии вы можете не только воспользоваться услугой резки металла, а еще и обработать его или сделать просечку заготовок.
- У нас вы оформите заказ за несколько минут и получите быструю доставку.